Соединение тонких проволочек в нетканый материал для изготовления сотовых элементов - RU2415740C2
Код документа: RU2415740C2
Чертежи



Описание
Настоящее изобретение относится к способу изготовления нетканого материала из тонких проволочек, к способу изготовления сотового элемента с по меньшей мере одним нетканым материалом, к нетканому материалу, состоящему из множества тонких проволочек, и к изготовленному с его использованием сотовому элементу.
Волокнистые нетканые материалы из металлических волокон используются, например, в качестве фильтрующего материала для фильтрации отработавших газов (ОГ), образующихся при работе стационарных и нестационарных двигателей внутреннего сгорания (ДВС). Такие нетканые материалы служат прежде всего для отфильтровывания содержащихся в ОГ твердых частиц (золы, сажи и иных твердых частиц), которые по меньшей мере частично улавливаются волокнистым нетканым материалом и подвергаются химическому превращению, в некоторых случаях с использованием каталитического нейтрализатора. Учитывая высокие термические и динамические нагрузки, воздействию которых волокнистые нетканые материалы подвергаются в первую очередь в системах выпуска ОГ, образующихся при работе нестационарных ДВС, например, ДВС автомобилей, малых судов и иных транспортных средств, к подобному волокнистому нетканому материалу следует предъявлять особые требования касательно его выносливости и прежде всего касательно долговечности соединения между собой образующих его волокон.
Подобные волокнистые нетканые материалы изготавливают, например, соединяя тонкие проволочки между собой сваркой или спеканием.
При изготовлении нетканых материалов необходимо также учитывать то обстоятельство, что в некоторых случаях их требуется соединять или собирать с другими деталями для изготовления в конечном итоге устройства для снижения токсичности ОГ. Для этого волокнистому нетканому материалу иногда требуется придавать определенную форму. Однако приданию волокнистому нетканому материалу требуемой формы препятствуют созданные при его изготовлении соединения волокон между собой, из-за чего при серийном производстве подобных устройств для снижения токсичности ОГ приходится сталкиваться со значительными трудностями. Так, в частности, необходимо использовать дополнительные загрузочно-транспортные устройства специальной конструкции, которые помимо всего прочего подвержены повышенному износу из-за плохой деформируемости ровных волокнистых нетканых материалов. Помимо этого при формоизменении волокнистого нетканого материала существует опасность неконтролируемого его разрыва в различных местах, что в последующем может при определенных условиях привести к отделению волокон от нетканого материала в системе выпуска ОГ.
В основу настоящего изобретения была положена задача по меньшей мере частично уменьшить остроту рассмотренных выше и присущих уровню техники проблем. Задача изобретения состояла прежде всего в разработке способа изготовления нетканого материала из металлических волокон, который допускал бы возможность простого серийного изготовления из него и устройств для снижения токсичности ОГ. Еще одна задача изобретения состояла в разработке способа изготовления сотового элемента с использованием нетканого материала из металлических волокон, который позволял бы придавать нетканому материалу точную форму и в серийном производстве сотовых элементов.
Помимо этого задача изобретения состояла в разработке нетканого материала, из которого можно было бы простым путем изготавливать сотовые элементы, соответственно устройства для снижения токсичности ОГ.
Указанные задачи решаются с помощью способа изготовления нетканого материала, заявленного в п.1 формулы изобретения, с помощью способа изготовления сотового элемента, заявленного в п.5 формулы изобретения, а также с помощью нетканого материала, заявленного в п.8 формулы изобретения. Различные предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения. При этом следует отметить, что представленные по отдельности в формуле изобретения отличительные признаки могут использоваться в любом технически целесообразном сочетании друг с другом и могут образовывать тем самым другие варианты осуществления изобретения.
Предлагаемый в изобретении способ изготовления нетканого материала из тонких проволочек заключается в выполнении по меньшей мере следующих стадий:
а) из тонких проволочек формируют слой,
б) по меньшей мере часть тонких проволочек скрепляют первым методом соединения путем образования между ними первых неразъемных соединений, причем соединения выполняют по заданной схеме их размещения с приданием нетканому материалу по меньшей мере одного анизотропного свойства, и
в) тонкие проволочки скрепляют вторым методом соединения путем образования между ними вторых неразъемных соединений.
Под "неразъемным соединением" подразумевается соединение, в котором соединенные элементы удерживаются вместе силами межмолекулярного или межатомного взаимодействия.
Под "нетканым материалом" подразумевается прежде всего плоская структура, в которой образующие ее тонкие проволочки могут располагаться упорядоченно или неупорядоченно друг относительно друга. В качестве примера нетканого материала можно назвать структуры типа тканей, сетчатые структуры, вязаные структуры, слои с неориентированным расположением волокон и иные аналогичные структуры. Нетканый материал, в принципе, может также содержать по меньшей мере одну добавку, в качестве примера которой можно назвать нетканые материалы иных типов, порошки или иные аналогичные материалы и которая в конечном итоге надежно соединена с нетканым материалом. Нетканый материал изготавливают из тонких проволочек, выполненных из жаропрочного и коррозионно-стойкого материала. Под "тонкой проволочкой" подразумевается прежде всего вытянутый в длину элемент (т.е. элемент, у которого его длина много больше размеров его поперечного сечения), в качестве примера которого можно назвать главным образом элементы в виде проволоки, стружки и иной аналогичной вытянутой формы. Тонкие проволочки изготавливают прежде всего из материала, который в качестве основного материала содержит преимущественно сталь, предпочтительно с высоким относительным содержанием хрома (например, от 18 до 21 мас.%) и/или алюминия (например, по меньшей мере 4,5 мас.%, прежде всего по меньшей мере 5,5 мас.%). В принципе, можно также использовать алюминированные тонкие проволочки. Такие тонкие проволочки предпочтительно должны иметь длину от 0,1 до 50 мм (прежде всего от 1 до 10 мм) и диаметр от 0,01 до 0,1 мм (прежде всего от 0,02 до 0,05 мм). Удельная масса (масса, отнесенная к единице поверхности) подобного нетканого материала предпочтительно должна составлять от 750 до 1500 г/м. Пористость изготавливаемого нетканого материала предпочтительно должна составлять от 30 до 80%, прежде всего от 45 до 60%.
На стадии а) предлагаемого в изобретении способа сначала из тонких проволочек формируют слой. Под подобным формированием слоя из тонких проволочек подразумевается прежде всего расположение тонких проволочек рядом друг с другом, соответственно друг на друге в виде рыхлой структуры. С этой целью тонкие проволочки (в неупорядоченном или упорядоченном виде) укладывают, например, на соответствующее основание в виде слоя, в котором тонкие проволочки контактируют между собой. При этом слой из тонких проволочек формируют до достижения им требуемой толщины, требуемой массы и/или требуемой пористости. Полученный в результате слой представляет собой, таким образом, исходный компонент, из которого в последующем получают нетканый материал и в котором тонкие проволочки еще не скреплены между собой никакими неразъемными соединениями.
На следующей стадии б) по меньшей мере часть тонких проволочек скрепляют первым методом соединения путем образования между ними первых неразъемных соединений. Образованные тонкими проволочками первые неразъемные соединения обеспечивают при этом все еще достаточно высокую деформируемость нетканого материала, прежде всего возможность его свертывания в рулон со спиральной навивкой, S-образного скручивания или формоизменения иным аналогичным образом. Первым методом соединения предпочтительно должно скрепляться большинство тонких проволочек, предпочтительно по меньшей мере 80% от всего их количества. Предпочтительно далее, чтобы по меньшей мере часть тонких проволочек была скреплена несколькими первыми неразъемными соединениями с соседними тонкими проволочками, что должно относиться прежде всего к по меньшей мере 40% тонких проволочек. В особенно предпочтительном варианте при проведении стадии б) неразъемные соединения должны создаваться, если рассматривать отдельно взятую тонкую проволочку, только на отдельном ее участке, который значительно короче всей тонкой проволочки, например, должны создаваться только на отдельном участке тонкой проволочки, протяженность которого составляет менее 20% (прежде всего менее 5%) от всей длины тонкой проволочки.
При таком выполнении первых неразъемных соединений в нетканом материале имеется лишь сравнительно малое, соответственно уменьшенное количество повышающих его жесткость неразъемных соединений, соответственно точек соединения между собой образующих его тонких проволочек, и поэтому, с одной стороны, обеспечивается возможность транспортировки и даже формообразующей обработки нетканого материала, а с другой стороны, исключается также опасность недостаточного сцепления, соответственно недостаточной фиксации существенной доли тонких проволочек. Первый метод соединения предпочтительно выбирать из группы технологических методов, включающей метод соединения сваркой и метод соединения пайкой. В принципе, при этом можно использовать или же не использовать присадочный материал.
Под "анизотропным" подразумевается прежде всего свойство, степень проявления которого в разных направлениях нетканого материала обладает значительными различиями. Сказанное означает, например, что по завершении стадии б) нетканый материал обладает высокой изгибной жесткостью в одном направлении и низкой изгибной жесткостью в другом направлении. Именно для придания нетканому материалу анизотропных свойств и предлагается выполнять соединения по определенной схеме. Под "схемой размещения соединений" подразумевается заданное расположение мест первых неразъемных соединений. Подобная схема размещения соединений может предусматривать выполнение первых неразъемных соединений в нескольких, расположенных в строго определенном порядке друг относительно друга местах, которые в совокупности образуют своего рода рисунок. Схема размещения соединений может предусматривать выполнение первых неразъемных соединений в нескольких, расположенных по меньшей мере частично параллельно и/или по меньшей мере частично перекрестно друг другу местах. Конкретная схема размещения соединений зависит в основном еще и от формы, которую требуется придать нетканому материалу путем его деформирования. Использование различных схем размещения соединений позволяет придавать анизотропность прежде всего таким свойствам нетканого материала, как изгибная жесткость, прочность, деформируемость в холодном состоянии, прочность при растяжении.
На последующей стадии в) тонкие проволочки окончательно скрепляют вторым методом соединения путем образования между ними вторых неразъемных соединений. Сказанное означает, в частности, что первые и вторые неразъемные соединения выполняют раздельно в пространстве и во времени. В процессе осуществления второго метода соединения создают дополнительные вторые неразъемные соединения, соответственно точки соединения между собой тонких проволочек, приводящие к дальнейшему повышению жесткости нетканого материала. Так, в частности, по завершении стадии б) нетканый материал обладает первой изгибной жесткостью (численно равной максимальному усилию, которое требуется приложить к нетканому материалу (шириной 50 мм) для его изгибания на угол 90° при свободной длине изгиба, равной 20 мм), которая существенно меньше второй изгибной жесткости, которую нетканый материал приобретает по завершении стадии в) и которая предпочтительно должна по меньшей мере на 50%, прежде всего на 100%, превышать первую изгибную жесткость. Поскольку абсолютное значение изгибной жесткости зависит от параметров конкретного нетканого материала, в данном случае можно лишь в качестве примера указать значения изгибной жесткости (при толщине нетканого материала, равной 0,3 мм, диаметре образующих его волокон 0,022 мм и его пористости 85%): первая изгибная жесткость составляет от 600 до 1200 мН, предпочтительно менее 1000 мН, а вторая изгибная жесткость по завершении стадии в) составляет, например, по меньшей мере 1500 мН. По завершении стадии в) предпочтительно по меньшей мере 90% всех тонких проволочек должны иметь по меньшей мере одно первое неразъемное соединение и/или по меньшей мере одно второе неразъемное соединение.
Предлагаемый в изобретении способ позволяет в две стадии придавать нетканому материалу требуемое свойство с точки зрения его структурной целостности. Иными словами, при осуществлении предлагаемого в изобретении способа сначала получают нетканый материал с хорошей деформируемостью, затем ему придают окончательную форму и в завершение последующим методом соединения ему в конечном итоге придают требуемую жесткость. Подобное решение позволяет, например, изготавливать профилированные или фасонные нетканые материалы, которые в конечном итоге способны длительно выдерживать высокие динамические и термические нагрузки в системе выпуска ОГ, образующихся при работе нестационарных ДВС.
Помимо этого на стадии б) в качестве первого метода соединения предлагается использовать сварку. Для образования первых неразъемных соединений при этом особенно предпочтительно использовать контактную сварку. В качестве наиболее пригодного метода сварки зарекомендовала себя роликовая сварка, при которой по меньшей мере два роликовых электрода располагают по обе стороны нетканого материала. При приложении электрического напряжения к электродам и при их контакте со слоем из тонких проволочек между ними образуются неразъемные соединения. Поскольку роликовая сварка обладает пространственно ограниченной зоной действия, первые неразъемные соединения также образуются лишь в относительно небольших, локально ограниченных частях слоя, соответственно нетканого материала. Таким путем можно целенаправленно регулировать требуемое свойство нетканого материала для последующей его обработки.
В еще одном варианте осуществления предлагаемого в изобретении способа на стадии в) в качестве второго метода соединения предлагается использовать высокотемпературную обработку нетканого материала для образования соединений спеканием. Нетканый материал при этом наиболее предпочтительно подвергать воздействию температур выше 800°С, прежде всего выше 1100°С. В окружающем нетканый материал пространстве при этом можно создавать вакуум или атмосферу защитного газа. Вторые неразъемные соединения образуются прежде всего в результате формирования так называемых шеек между спекаемыми тонкими проволочками вследствие поверхностной диффузии. Вторые неразъемные соединения обычно расположены в местах контакта соседних зафиксированных тонких проволочек.
В следующем варианте осуществления предлагаемого в изобретении способа между стадиями б) и в) выполняют по меньшей мере одну из следующих стадий:
- транспортировку нетканого материала,
- формоизменение нетканого материала,
- нанесение покрытия на нетканый материал.
При транспортировке нетканого материала его, например, снимают с основания либо вместе с ним перемещают в другое место. При этом нетканый материал можно также по меньшей мере частично упруго деформировать, поворачивать или выполнять с ним иные действия. Формоизменение нетканого материала заключается, например, в выполнении в нем отверстий, в его свертывании в рулон, скручивании и/или профилировании. В предпочтительном варианте при формоизменении нетканый материал, который первоначально имеет вид плоской структуры, подвергают пластическому деформированию с получением постоянно сохраняющей приданную ей форму более сложной структуры, например, структуры в виде своего рода спирали, цилиндра, структуры с волнистым или зигзагообразным профилем или структуры иной формы и/или иного профиля. Нанесение покрытия на нетканый материал может заключаться в нанесении на него добавки с временной или постоянной ее фиксацией на нетканом материале. Нанесение временного покрытия на нетканый материал может заключаться, например, в нанесении клея для соединения нетканого материала с другими компонентами или порошка (припоя, фильтрующего материала или иного порошкообразного материала). В качестве примера постоянного покрытия можно назвать покрытие из добавки, содержащей по меньшей мере один легирующий элемент и вводимой по меньшей мере частично в приповерхностную зону нетканого материала, при определенных условиях одновременно с проведением стадии в).
Еще одним объектом изобретения является способ изготовления сотового элемента с по меньшей мере одним нетканым материалом, состоящим из множества тонких проволочек, заключающийся в выполнении по меньшей мере следующих стадий:
1) из тонких проволочек формируют слой,
2) по меньшей мере часть тонких проволочек скрепляют первым методом соединения путем образования между ними первых неразъемных соединений, причем соединения выполняют по заданной схеме их размещения с приданием нетканому материалу по меньшей мере одного анизотропного свойства
3) формируют сотовый элемент с использованием по меньшей мере одного нетканого материала и
4) тонкие проволочки скрепляют вторым методом соединения путем образования между ними вторых неразъемных соединений.
Характерной особенностью сотового элемента является прежде всего наличие у него множества обычно расположенных в основном параллельно друг другу и по меньшей мере частично проточных для текучей среды каналов. Подобные сотовые элементы используются, например, для удаления вредных веществ из ОГ, образующихся при работе нестационарных, в частности автомобильных, ДВС. Такие сотовые элементы используются, например, в качестве носителей каталитически активного покрытия и/или в качестве улавливателя твердых частиц. В данном случае для образования сотовой структуры предлагается использовать по меньшей мере один нетканый материал, состоящий из множества тонких проволочек. Касательно способа изготовления нетканого материала из тонких проволочек (стадии 2) и 3)) можно сослаться на приведенные выше пояснения к стадиям а) и б).
По завершении процесса выполнения первых неразъемных соединений на следующей стадии 3) из по меньшей мере одного нетканого материала формируют сотовый элемент. Подобное формирование сотового элемента из нетканого материала предусматривает, например, формоизменение нетканого материала, его позиционирование относительно других компонентов сотового элемента (таких как дополнительные листы фольги), помещение нетканого материала в корпус и иные операции. На стадии 3) предпочтительно получать сотовый элемент окончательной требуемой формы с использованием по меньшей мере одного нетканого материала, а на стадии 4) затем придавать нетканому материалу, соответственно сотовому элементу требуемую выносливость, соответственно жесткость.
На стадии 3) при этом наиболее предпочтительно собирать по меньшей мере один нетканый материал с другими металлическими компонентами, а на стадии 4) - выполнять также неразъемные соединения между по меньшей мере частью таких компонентов. В качестве примера подобных других металлических компонентов, которые могут являться частью сотового элемента, можно назвать металлический корпус, по меньшей мере один (также по меньшей мере частично ограничивающий каналы) лист фольги, а также металлические соединительные элементы, позволяющие, например, соединять друг с другом несколько нетканых материалов и/или наглухо закрывающие по меньшей мере часть каналов сотового элемента. Под сборкой нетканого материала с другими металлическими компонентами на стадии 3) прежде всего подразумевается набор пакета из попеременно чередующихся слоев ровного нетканого материала и гофрированной фольги и последующее свертывание полученного пакета в рулон и/или его скручивание с получением сотового элемента. Затем подобную многослойную структуру из фольги и нетканого материала вставляют в корпус с таким предварительным натягом, при котором обеспечивается временная фиксация многослойной структуры из нетканого материала и фольги в корпусе. Затем при таком расположении компонентов друг относительно друга на стадии 4) выполняют вторые неразъемные соединения.
В этом отношении вторые неразъемные соединения предпочтительно выполнять на стадии 4) путем пайки (так называемой пайки твердым припоем или высокотемпературной пайки) в вакууме при температурах выше 800°С. При этом по меньшей мере отдельные участки соединяемых компонентов предпочтительно снабжать припоем, который в последующем образует дополнительные неразъемные соединения между по меньшей мере частью компонентов. Тем самым на стадии 4), с одной стороны, повышают жесткость нетканого материала в результате образования вторых неразъемных соединений между тонкими проволочками, а с другой стороны одновременно соединяют между собой компоненты сотового элемента. Рассматриваемый процесс высокотемпературной пайки предпочтительно проводить при температурах выше 1000°С. Проведение этой стадии также позволяет повысить качество, соответственно прочность образуемых соединений.
Следующим объектом изобретения является нетканый материал из множества тонких проволочек, часть которых соединена между собой неразъемными соединениями в соответствии с определенной схемой их размещения, благодаря чему нетканый материал обладает по меньшей мере одним анизотропным свойством. Касательно понятия "анизотропия" можно сослаться на приведенные выше пояснения. По меньшей мере одно свойство нетканого материала представляет собой по меньшей мере одно из таких его свойств, как изгибная жесткость, прочность, деформируемость в холодном состоянии, прочность при растяжении
Согласно изобретению исходят прежде всего из того, что тонкие проволочки расположены неупорядоченно друг относительно друга. В принципе нетканый материал можно также формировать из ориентированных, соответственно упорядоченно располагаемых тонких проволочек, одним только упорядоченным расположением которых, например, уже может быть обусловлено наличие у нетканого материала анизотропии его свойств. Предпочтителен, однако, нетканый материал, у которого образующие его тонкие проволочки расположены неупорядоченно друг относительно друга и анизотропия свойств которого получена в результате особого выполнения первых неразъемных соединений. В соответствии с этим нетканый материал следует изготавливать прежде всего описанным выше, предлагаемым в изобретении способом.
Еще одним объектом настоящего изобретения является сотовый элемент со множеством каналов, по меньшей мере частично образованных нетканым материалом описанного выше типа. Предпочтительно при этом использовать один единственный нетканый материал для ограничения нескольких каналов, а в сотовом элементе со спиральной навивкой образующих его слоев один единственный нетканый материал может по меньшей мере частично ограничивать все каналы.
В изобретении предлагается также устройство для снижения токсичности ОГ с по меньшей мере одним нетканым материалом предлагаемого в изобретении типа, с по меньшей мере одним нетканым материалом, изготовленным предлагаемым в изобретении способом, или с по меньшей мере одним сотовым элементом описанного выше типа. Через такое устройство по меньшей мере частично проходят нейтрализуемые ОГ, содержащиеся в которых твердые частицы при этом по меньшей мере частично накапливаются в, соответственно на нетканом материале. Подобное устройство предпочтительно выполнять в виде фильтра, соответственно улавливателя твердых частиц.
В соответствии с этим транспортное средство с ДВС предпочтительно оснащать по меньшей мере одним подобным устройством описанного выше типа. Под транспортным средством при этом преимущественно подразумевается грузовой или легковой автомобиль, а предлагаемое в изобретении устройство встроено в его систему выпуска ОГ. ДВС представляет собой, например, двигатель с принудительным воспламенением рабочей смеси или дизельный двигатель.
Ниже изобретение и необходимые для его реализации технические средства более подробно рассмотрены со ссылкой на прилагаемые к описанию чертежи. На этих чертежах показаны наиболее предпочтительные варианты осуществления изобретения, которыми, однако, его объем не ограничен. Приведенные на чертежах изображения являются схематичными и не воспроизводят реальные размерные пропорции. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - вид в аксонометрии выполненного по первому варианту нетканого материала,
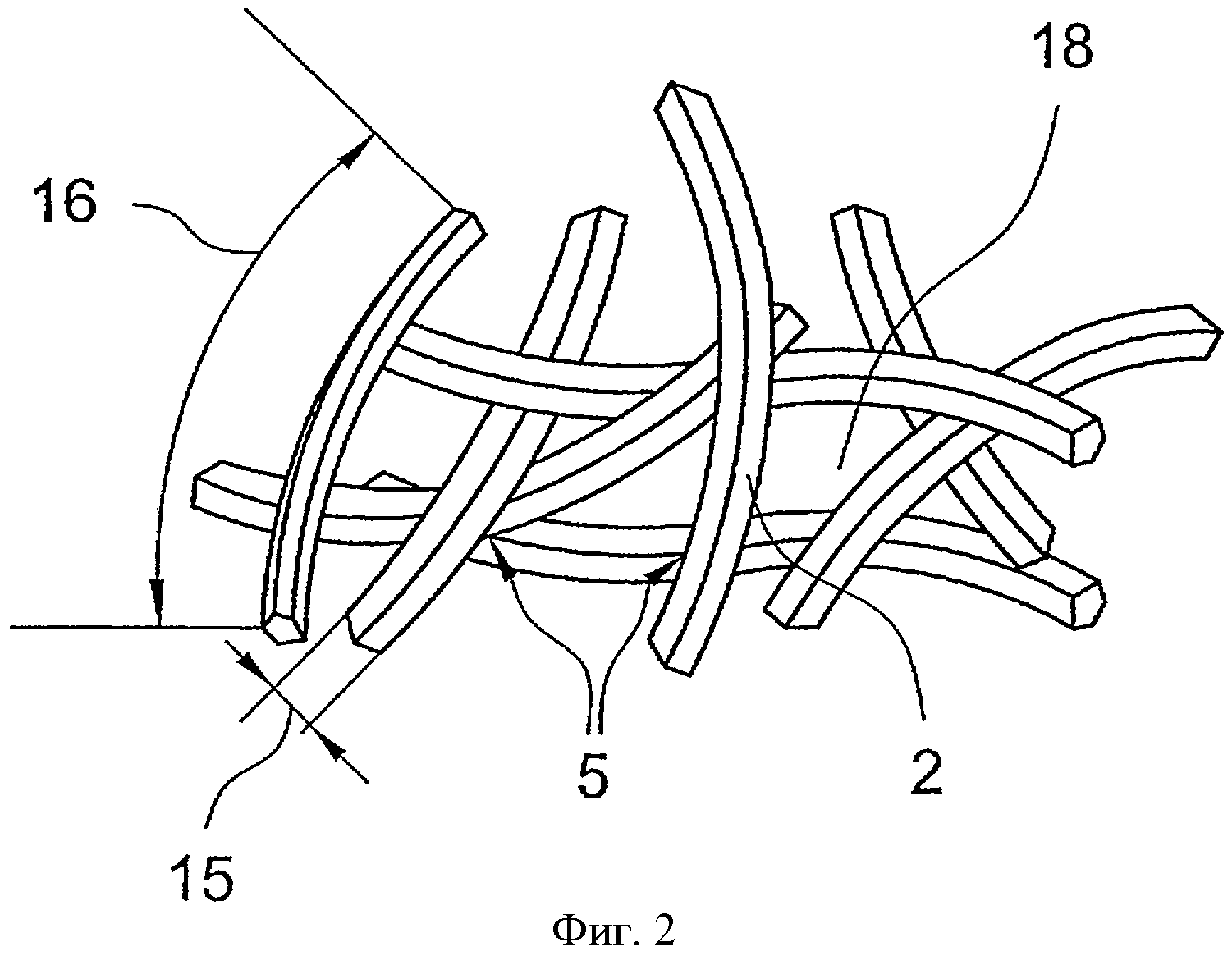
на фиг.2 - увеличенный фрагмент нетканого материала, изображенного на фиг.1,
на фиг.3 - схема, иллюстрирующая процесс изготовления нетканого материала по первому варианту,
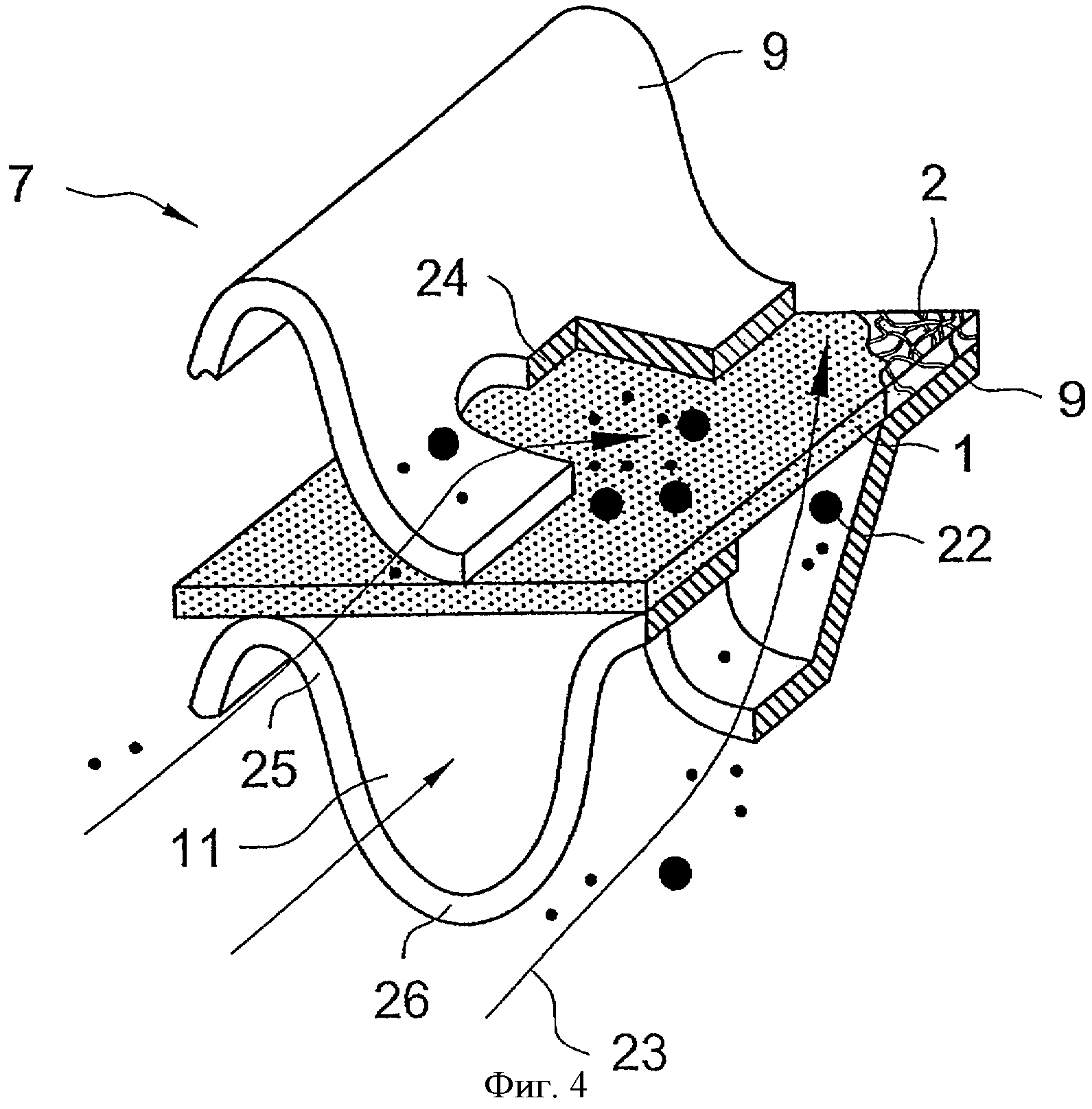
на фиг.4 - увеличенный фрагмент сотового элемента с нетканым материалом,
на фиг.5 - выполненный по другому варианту сотовый элемент с нетканым материалом и
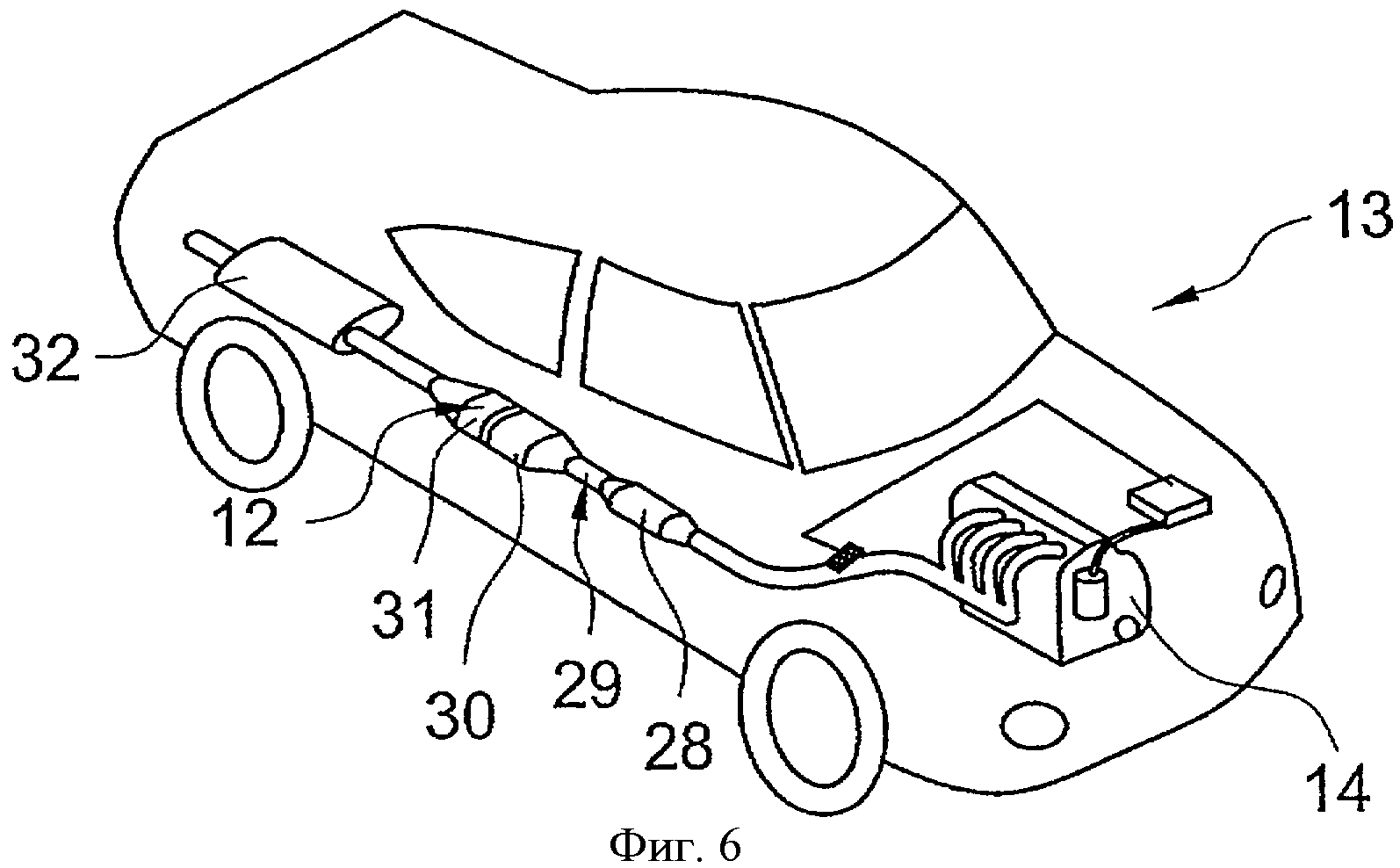
на фиг.6 - автомобиль с устройством для снижения токсичности ОГ.
На фиг.1 схематично в аксонометрии показан нетканый материал 1, состоящий из множества тонких проволочек 2. Образующие нетканый материал 1 тонкие проволочки скреплены между собой первыми неразъемными соединениями 4, которые совместно образуют определенную схему 6 их размещения. В показанном на чертеже варианте часть первых неразъемных соединений 4 выполнена в виде параллельных линий, прежде всего сварных швов, и в такой схеме 6 их размещения пересекается с дополнительным первым неразъемным соединением 4 зигзагообразной формы. Таким образом, если рассматривать нетканый материал в состоянии, в котором еще отсутствуют вторые неразъемные соединения 5, то нетканый материал 1 обладает анизотропными свойствами. Свойства нетканого материала анизотропны прежде всего в направлении его толщины 17 (направление z) или в плоскости (направление х и направление у). Нетканый материал наиболее предпочтительно выполнять с анизотропией свойств в направлениях х и у, например, выполнять нетканый материал 1 с низкой изгибной жесткостью в направлении х и с высокой изгибной жесткостью в направлении у. Ширина показанных на чертеже сварных швов может достигать 100 мм, а расстояние между соседними сварными швами может быть меньше их ширины. Под сварным швом подразумевается зона с повышенным количеством неразъемных соединений прежде всего по сравнению со слоем, соответственно с нетканым материалом до и после процесса сварки.
На фиг.2 показан фрагмент изображенного на фиг.1 нетканого материала после образования вторых неразъемных соединений 5. Такие вторые неразъемные соединения 5 предпочтительно выполнять путем спекания в местах контакта между собой тонких проволочек 2. Тонкие проволочки 2 в предпочтительном варианте имеют длину 16 от 1 до 10 мм и диаметр 15 от 0,02 до 0,05 мм. Вследствие неупорядоченного расположения тонких проволочек 2 друг относительно друга между ними образуются поры 18, обеспечивающие газопроницаемость нетканого материала 1. Пористость нетканого материала составляет, например, от 45 до 60%. После образования первых неразъемных соединений 4 и вторых неразъемных соединений 5 имевшаяся ранее анизотропия его свойств оказывается менее выраженной, соответственно незначительной. При этом, в принципе, необходимо отметить, что свойства нетканого материала относятся к нему самому, а не к его комбинации с другими, влияющими на его жесткость компонентами.
На фиг.3 показана схема, иллюстрирующая изготовление нетканого материала 1 по первому варианту осуществления предлагаемого в изобретении способа. При изготовлении нетканого материала тонкие проволочки 2 распределителем 19 подают на основание 35 (которое при определенных условиях может представлять собой конвейерную ленту), на котором в результате формируется слой 3 из тонких проволочек 2. По достижении требуемого состава слоя 3 образующие его, еще не скрепленные между собой тонкие проволочки 2 в виде рыхлой структуры на следующей стадии первым методом соединения скрепляют первыми неразъемными соединениями с получением нетканого материала 1. В показанном на чертеже варианте в качестве первого метода соединения используют сварку, для которой применяют сварочную установку 20 и, в частности, схематично показанную на чертеже установку для роликовой сварки (контактной сварки). После получения нетканого материала 1 с анизотропными свойствами можно выполнять различные другие стадии изготовления, например, сотового элемента и после них выполнять на следующей стадии (показана справа на фиг.3) вторые неразъемные соединения 5. Эту стадию в показанном на чертеже варианте проводят в печи 21, температура в которой, например, превышает 1000°С и в которой тонкие проволочки 2 соединяются между собой в результате их спекания.
На фиг.4 показан фрагмент выполненного по одному из вариантов сотового элемента 7 с нетканым материалом 1. Сотовый элемент 7 имеет множество каналов 11, проточных для ОГ в направлении 23 их потока. С одной своей стороны каналы 11 ограничены нетканым материалом 1, а с другой стороны - листами фольги 9. Листы фольги 9 выполнены профилированными с гофрированным профилем, имеющем возвышения 25 и впадины 26 между гофрами. Для изменения направления 23 потока ОГ, соответственно направления движения содержащихся в нем частиц 22 предусмотрены потоконаправляющие или отклоняющие элементы 24, выступающие внутрь каналов 11. Этими элементами часть потока ОГ отклоняется в сторону нетканого материала 1, и в результате содержащиеся в ОГ частицы 22 задерживаются тонкими проволочками 2 нетканого материала 1.
На фиг.5 показан сотовый элемент 7, выполненный по другому варианту в виде так называемого "фильтра с проточными стенками". Такой сотовый элемент 7 также имеет множество каналов 11, которые попеременно закрыты с его противоположных сторон, т.е. которые выполнены глухими. Каналы 11 и в этом варианте по меньшей мере частично образованы нетканым материалом 1, а ОГ могут проходить в направлении 23 их потока во внутреннее пространство сотового элемента 7 и из-за наличия соединительных элементов 10 с торцовых сторон 36 принудительно полностью проходят сквозь нетканый материал 1. Во избежание забивания нетканого материала 1 в нем можно предусмотреть отверстия 27, которые образуют своего рода байпас, по которому ОГ могут проходить в обход нетканого материала 1 в том случае, когда он из-за накопления на, соответственно в нем большого количества частиц начинает создавать слишком высокое аэродинамическое сопротивление потоку ОГ. Такой сотовый элемент 7 расположен в металлическом корпусе 8 и в предпочтительном варианте соединен с ним пайкой.
На фиг.6 проиллюстрирована предпочтительная область применения нетканого материала 1, соответственно сотового элемента 7. На этом чертеже схематично показан автомобиль 13 с ДВС 14. При работе ДВС 14 образуются ОГ, которые по меньшей мере частично нейтрализуют с помощью показанной на чертеже системы 29 выпуска ОГ. Для этого ОГ сначала пропускают через каталитический форнейтрализатор 28. Затем ОГ пропускают через нейтрализатор 30 с катализатором окисления и через устройство 12 для снижения токсичности ОГ, которое в данном случае представляет собой улавливатель 31 твердых частиц. Использование нейтрализатора 30 с катализатором окисления в сочетании с улавливателем 31 твердых частиц позволяет за счет образования оксидов азота непрерывно регенерировать улавливатель 31 твердых частиц, что при определенных условиях позволяет отказаться от его термической регенерации, т.е. дожигания частиц сажи. Затем ОГ проходят еще через глушитель 32 и в завершение окончательно выходят из системы 29 их выпуска.
Реферат
Изобретение относится к области металлургии, в частности к нетканым материалам. Предложен способ изготовления нетканого материала (1) из тонких проволочек (2). Способ заключается в выполнении по меньшей мере следующих стадий: а) из тонких проволочек (2) формируют слой (3), б) по меньшей мере часть тонких проволочек (2) скрепляют первым методом соединения путем образования между ними первых неразъемных соединений (4), причем соединения выполняют по заданной схеме (6) их размещения с приданием нетканому материалу по меньшей мере одного анизотропного свойства, и в) тонкие проволочки (2) скрепляют вторым методом соединения путем образования между ними вторых неразъемных соединений (5). Заявлены нетканый материал, сотовый элемент (7) со множеством каналов (11), по меньшей мере частично образованных нетканым материалом (1), и устройство (12) для снижения токсичности отработавших газов с по меньшей мере одним нетканым материалом (1). Предложенный способ изготовления нетканого материала обеспечивает возможность их серийного изготовления и устройств для обработки отходящих газов. Получают точную форму нетканого материала и сотового элемента. 6 н. и 6 з.п. ф-лы, 6 ил.
Формула
а) из тонких проволочек (2) формируют слой (3),
б) по меньшей мере часть тонких проволочек (2) скрепляют первым методом соединения путем образования между ними первых неразъемных соединений (4), причем соединения выполняют по заданной схеме (6) их размещения с приданием нетканому материалу по меньшей мере одного анизотропного свойства, и
в) тонкие проволочки (2) скрепляют вторым методом соединения путем образования между ними вторых неразъемных соединений (5).
транспортировку нетканого материала (1),
формоизменение нетканого материала (1),
нанесение покрытия на нетканый материал (1).
1) из тонких проволочек (2) формируют слой (3),
2) по меньшей мере часть тонких проволочек (2) скрепляют первым методом соединения путем образования между ними первых неразъемных соединений (4), причем соединения выполняют по заданной схеме (6) их размещения с приданием нетканому материалу по меньшей мере одного анизотропного свойства, и
3) формируют сотовый элемент (7) с использованием по меньшей мере одного нетканого материала (1) и
4) тонкие проволочки (2) скрепляют вторым методом соединения путем образования между ними вторых неразъемных соединений (5).
Комментарии