Микроперфорированная полимерная пленка и способы ее изготовления и применения - RU2522441C2
Код документа: RU2522441C2
Чертежи






Описание
ОБЛАСТЬ ТЕХНИКИ
Приводится описание неизвестной ранее микроперфорированной полимерной пленки, отличающейся большой относительной открытой площадью и высокой плотностью отверстий. Приводится описание способов изготовления и применения этих микроперфорированных полимерных пленок. Например, эти микроперфорированные полимерные пленки могут применяться для фильтрации твердых частиц.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Известны многие способы изготовления перфорированных полимерных пленок. В основном, перфорированные полимерные пленки изготовлялись раньше либо с большой открытой площадью, либо с большим отношением толщины к расстоянию между отверстиями, но не с обоими этими параметрами одновременно. Открытая площадь, выраженная в процентах, представляет собой относительный показатель потребности площади фильтрующей среды для восприятия расхода потока. В основном, более предпочтительным является повышенный процент открытой площади, поскольку он позволять воспринимать повышенный расход потока на меньшем участке. Отношение толщины пленки к наикратчайшему расстоянию между соседними отверстиями представляет собой относительный показатель физической прочности микроперфорированной полимерной пленки и плотности отверстий. Более предпочтительным является повышенное отношение, поскольку оно свидетельствует о прекрасной прочности и надежности при наличии близко расположенных отверстий.
Известен, например, патент США №851473, где приводится общее описание процесса перфорирования термопластичного полимерного материала путем плавления материала в избранных локальных участках при одновременном охлаждении других участков полимерного материала, предупреждающем их плавление. Используя полимерную пленку толщиной 1/4 мила (6,4 микрометра), можно изготовить приблизительно 237 отверстий диаметром 33 мила (838 микрометров) на квадратный дюйм, что соответствует отношению толщины пленки к наикратчайшему расстоянию между соседними отверстиями 0,007 и относительной открытой площади 20%. Используя полимерную пленку толщиной 2 мила (50,8 микрометра), можно изготовить приблизительно 8 отверстий диаметром 250 мил (6350 микрометров) на квадратный дюйм, что соответствует отношению толщины пленки к наикратчайшему расстоянию между соседними отверстиями 0,015 и относительной открытой площади 39%.
Известен также патент США №1073605 (Роули), где приводится описание процесса перфорирования термопластичных пленок с углублениями. Пленки, углублениями вниз, пропускаются вокруг охлаждаемого цилиндра, при этом на другую строну воздействует тепло открытого пламени.
Охлажденный цилиндр охлаждает пленку, а тепло выборочно плавит дно углублений, перфорируя пленку. В этом патенте раскрывается толщина полимерной пленки 0,100 дюйма (2540 микрометров) и 400 углублений на квадратный дюйм с диаметром 1/64 дюйма (396 микрометров), что соответствует отношению толщины пленки к наикратчайшему расстоянию между соседними отверстиями 2,6 и относительной открытой площади 8%.
Известен также патент США №3560601 (Джонсон и соавторы), где приводится описание процесса перфорирования ткани на основе поливинилхлоридного материала путем первоначального тиснения материала для создания в нем выемок с последующим воздействием на материал нагретого воздуха с целью удаления тонких секций, остающихся на дне выемок.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью изобретения является экономичный процесс изготовления полимерных пленок с отверстиями одновременно прецизионной формы и высокой плотности расположения для достижения большой относительной открытой площади. Неизвестная ранее особенность заявляемого здесь процесса заключается в использовании жидкости, которая, как предполагается, улучшит охлаждение тисненой полимерной пленки в процессе термической обработки, позволяя изготовлять пленки с плотно расположенными отверстиями прецизионной формы.
Заявляемый способ формирования микроперфорированной полимерной пленки заключается в использовании полимерной пленки, состоящей из первой и второй поверхностей, расположенных напротив друг друга, и множества полостей между ними, причем множество полостей открываются на первую поверхность, объединяя поверхность полости и первую поверхность при пересечении полости с первой поверхностью; обеспечивая наличие жидкости между опорной поверхностью и первой поверхностью и открывая вторую поверхность для термической обработки с целью перфорирования полимерной пленки в зонах, покрывающих множество полостей.
Известна реализация способа, где жидкость отделяется от края поверхности слоем газа хотя бы в части множества полостей.
Известна реализация способа, где опорная поверхность представляет собой рельефную или покрытую поверхность.
Заявляемый способ формирования микроперфорированной полимерной пленки отличается использованием полимерной пленки, состоящей из первой и второй поверхностей, расположенных напротив друга и множества полостей между ними, причем множество полостей открываются на первую поверхность, объединяя поверхность полости и первую поверхность при пересечении полости с первой поверхностью; обеспечивая наличие жидкости между опорной поверхностью и первой поверхностью; и открывая вторую поверхность для термической обработки с целью перфорирования полимерной пленки в зонах, покрывающих множество полостей.
Заявляемая микроперфорированная полимерная пленка состоит из: (i) первой и второй поверхностей, расположенных напротив друга и разделенных первым определенным расстоянием; и (и) множества каналов, перпендикулярных первой и второй поверхностям, причем первое отверстие каждого канала располагается на его пересечении с первой поверхностью, а второе отверстие каждого канала располагается на его пересечении со второй поверхностью; причем диаметр первого отверстия больше диаметра второго отверстия, а вторые отверстия отстоят друг от друга на второй поверхности на второе определенное расстояние; при этом отношение первого определенного расстояния ко второму определенному расстоянию составляет как минимум 0,25; и, кроме того, открытая площадь второй поверхности составляет как минимум 10%.
Микроперфорированная полимерная пленка реализуется на основе полиолефина.
Заявляемая микроперфорированная полимерная пленка состоит из: (i) первой и второй поверхностей, расположенных напротив друг друга, и (ii) множества каналов, перпендикулярных первой и второй поверхности, причем первое отверстие каждого канала располагается на его пересечении с первой поверхностью, а второе отверстие каждого канала располагается на его пересечении со второй поверхностью; причем диаметр первого отверстия больше диаметра второго отверстия; причем открытая площадь второй поверхности равна по меньшей мере 20%; кроме того, на квадратный дюйм второй поверхности приходится по меньшей мере 6000 отверстий (по 930 отверстий на квадратный сантиметр).
Заявляемое многослойное фильтрующее устройство состоит из: заявляемой микроперфорированной полимерной пленки и второго проницаемого материала, перекрывающего по меньшей мере часть микроперфорированной полимерной пленки.
Заявляемый способ фильтрации твердых частиц с использованием микроперфорированной полимерной пленки, состоящей из: (i) первой и второй поверхностей, расположенных напротив друга и разделенных первым определенным расстоянием; и (ii) множества каналов, перпендикулярных первой и второй поверхности, причем первое отверстие каждого канала располагается на его пересечении с первой поверхностью, а второе отверстие каждого канала располагается на его пересечении со второй поверхностью; причем диаметр первого отверстия больше диаметра второго отверстия, а вторые отверстия отстоят друг от друга на второй поверхности на второе определенное расстояние; при этом отношение первого определенного расстояния ко второму определенному расстоянию составляет как минимум 0,25; и кроме того, открытая площадь второй поверхности составляет как минимум 10%; а также включает перемешивание присутствующих твердых частиц и контактирование смеси с микроперфорированной полимерной пленкой с тем, чтобы фильтровать смесь.
Приведенный выше реферат не предназначен для описания каждой реализации. Подробности одной или нескольких реализаций заявки излагаются далее. Прочие особенности, объекты и преимущества станут очевидными из описания и из пунктов формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1А: сечение микроперфорированной полимерной пленки 10 в соответствии с типовой реализацией настоящей заявки;
Фиг.1В: вид сверху микроперфорированной полимерной пленки 10 в соответствии с типовой реализацией настоящей заявки;
Фиг.2: сечение тисненой полимерной пленки 200 в соответствии с типовой реализацией настоящей заявки;
Фиг.3: функциональная схема устройства, пригодного для изготовления микроперфорированных пленок по настоящей заявке;
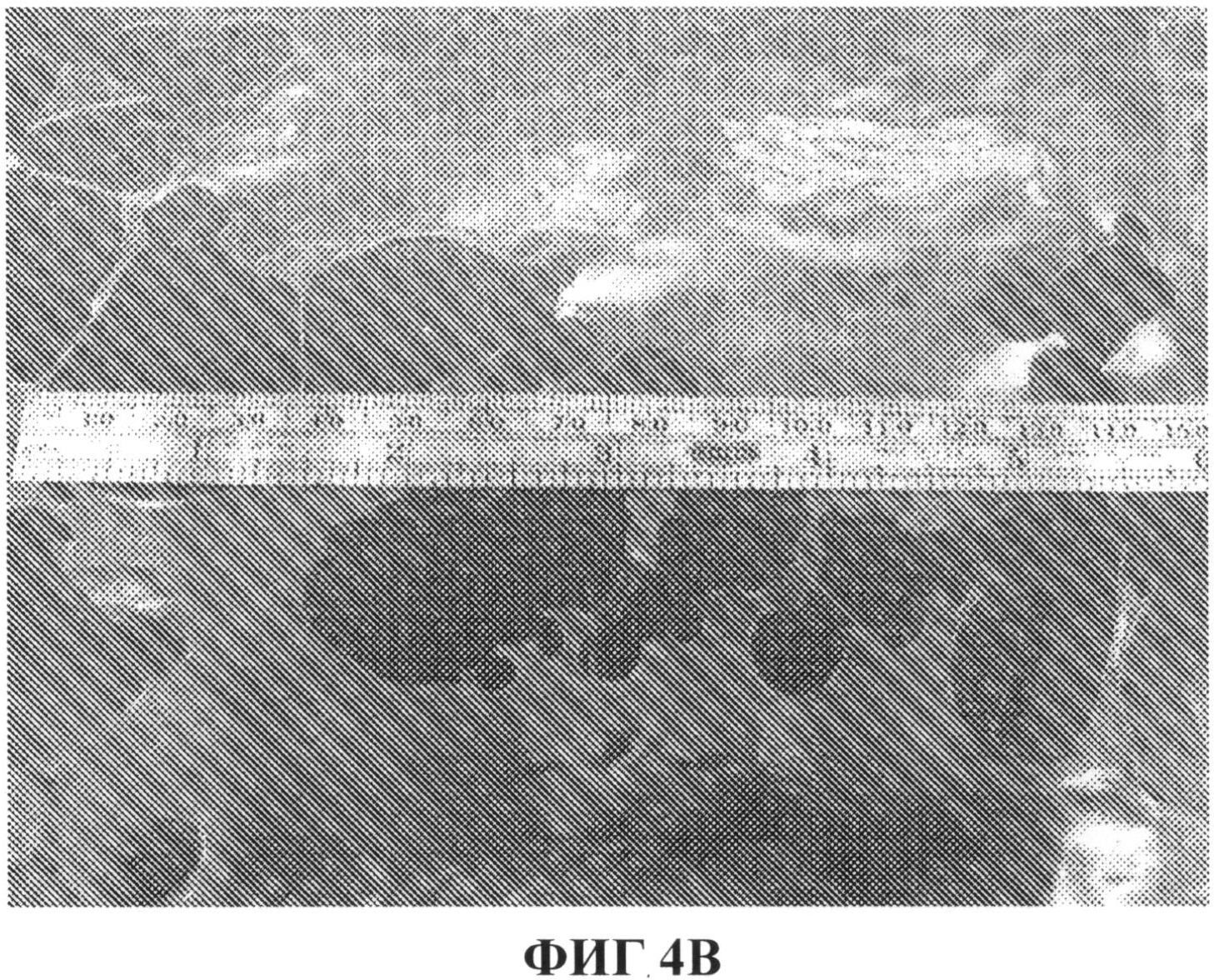
Фиг.4А и 4b: виды сверху представительного участка микроперфорированной полимерной пленки согласно сопоставительному примеру А;
Фиг.5: вид сверху представительного участка второй поверхности микроперфорированной полимерной пленки согласно примеру 1;
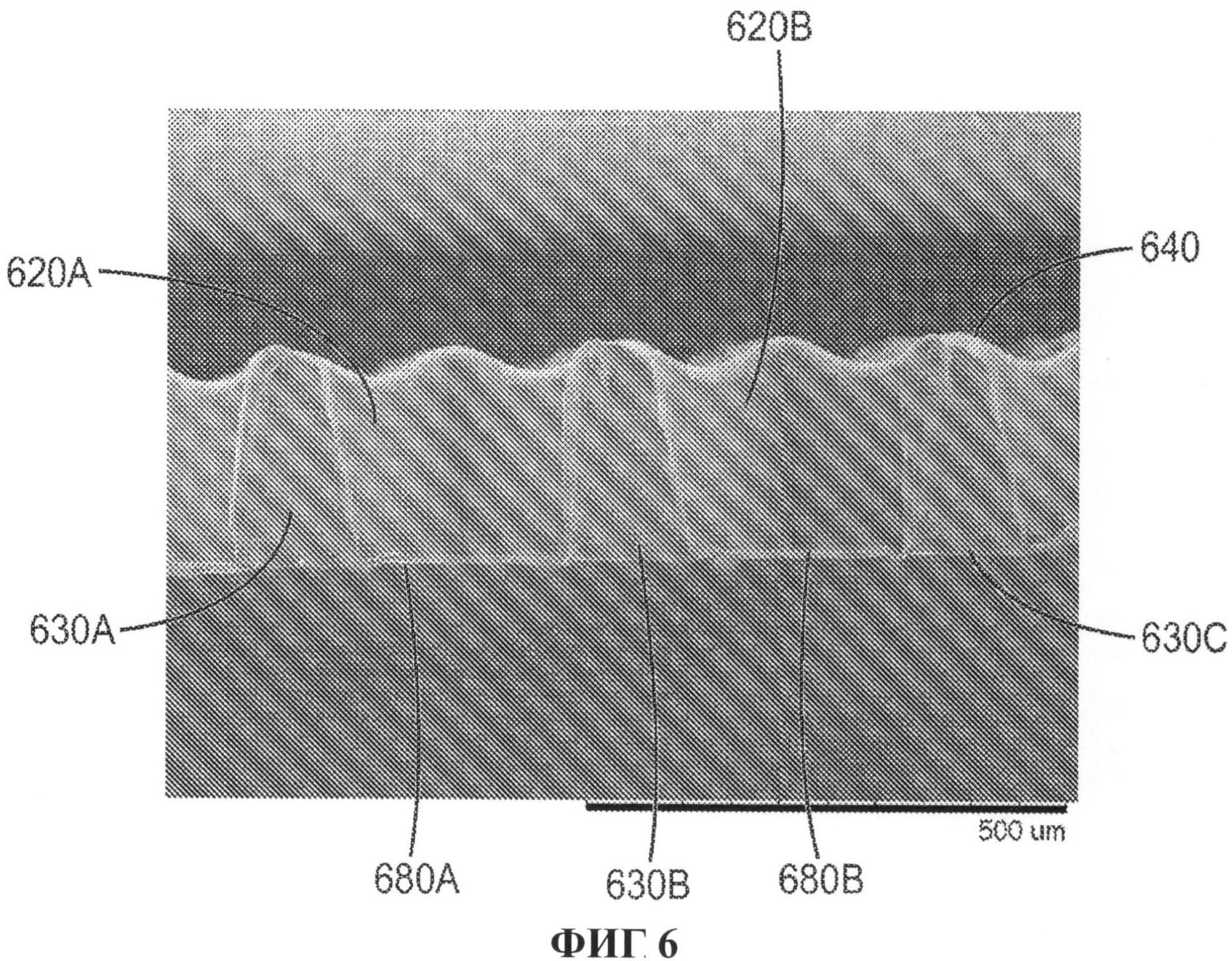
Фиг.6: сечение представительного участка тисненой полимерной пленки согласно примеру 2;
Фиг.7: увеличенный вид сверху участка второй поверхности микроперфорированной полимерной пленки согласно примеру 2;
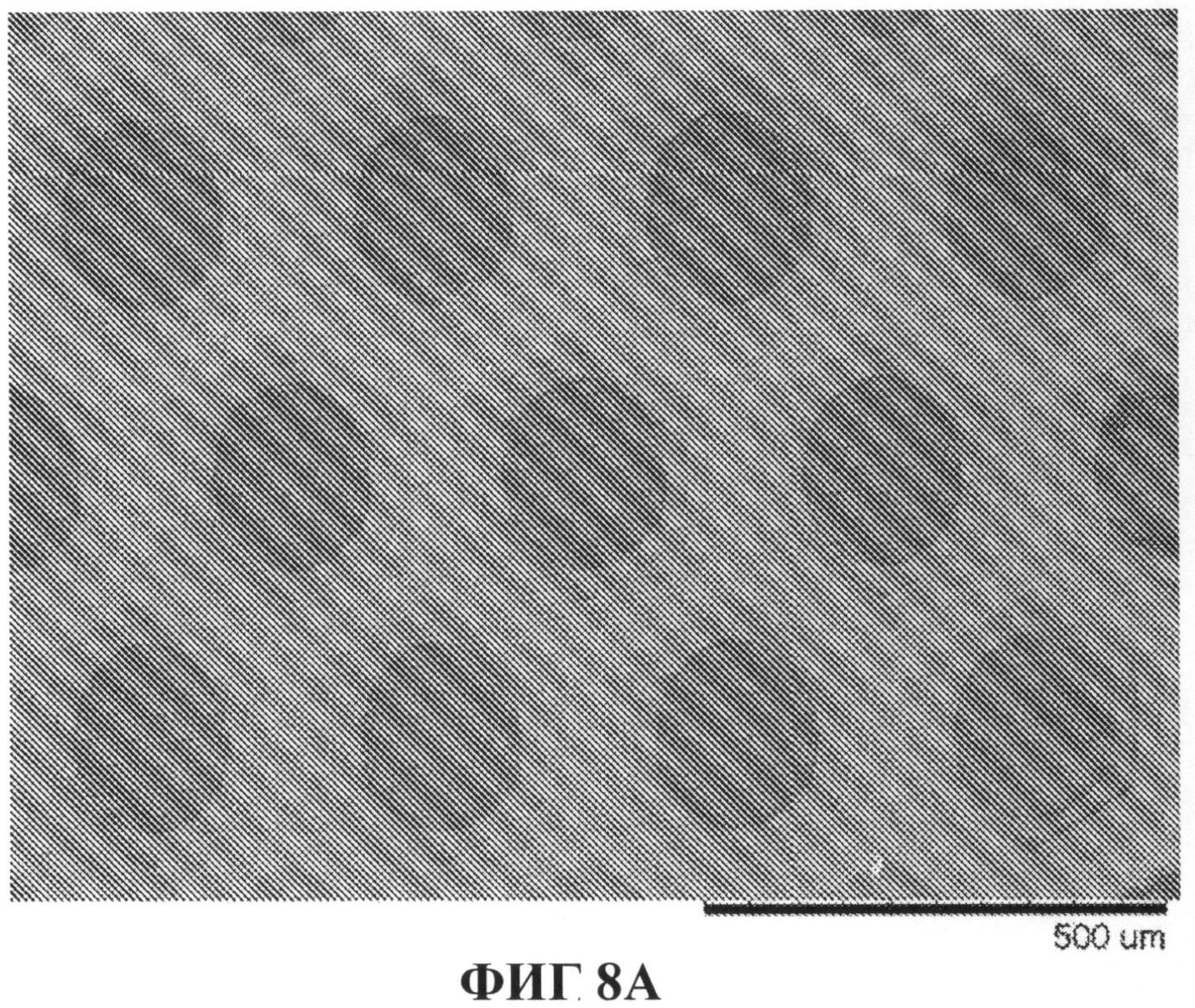
Фиг.8А: дополнительный увеличенный вид сверху представительного участка первой поверхности микроперфорированной полимерной пленки согласно примеру 2;
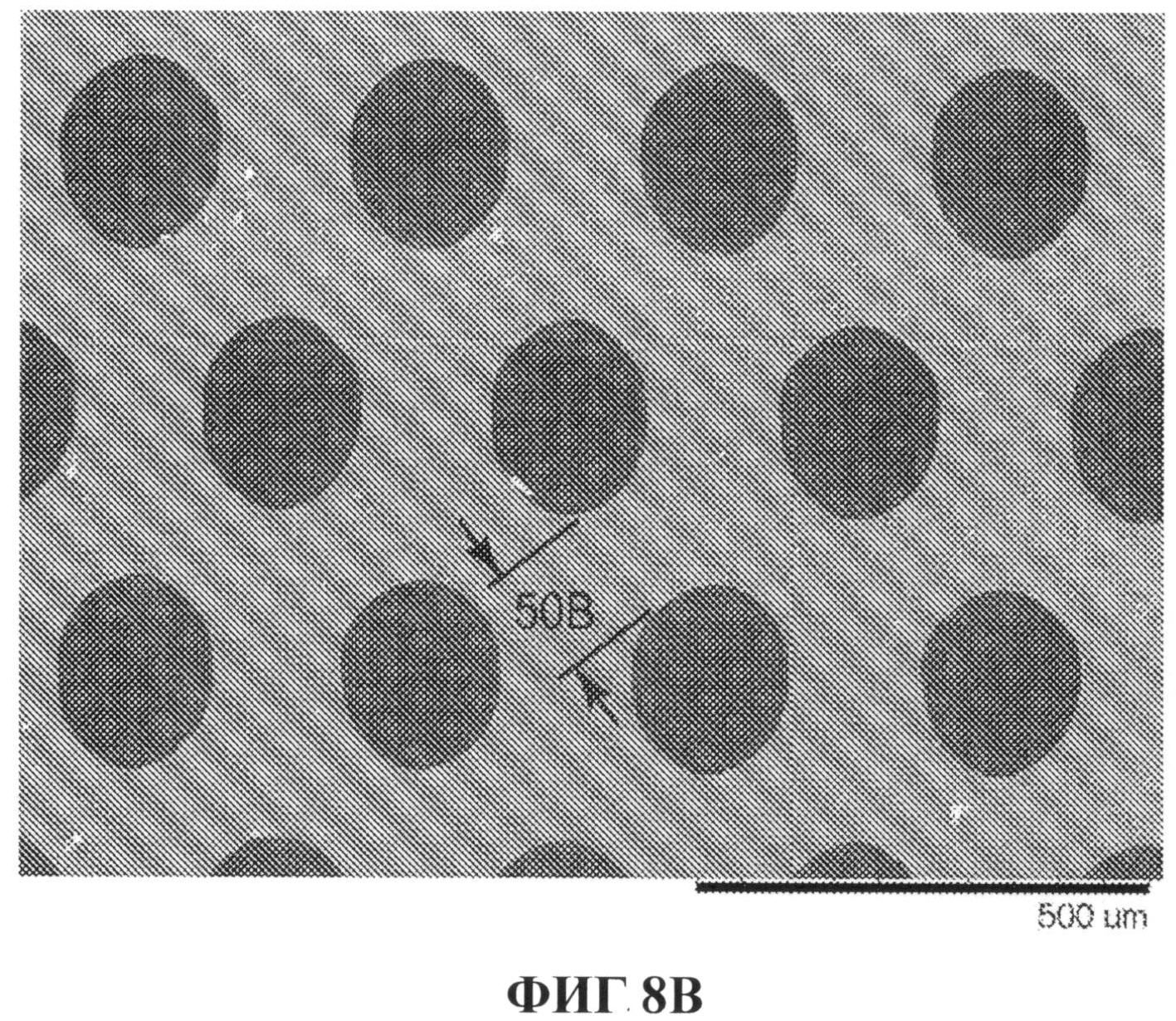
Фиг.8B: дополнительный увеличенный вид сверху представительного участка второй поверхности микроперфорированной полимерной пленки согласно примеру 2; и
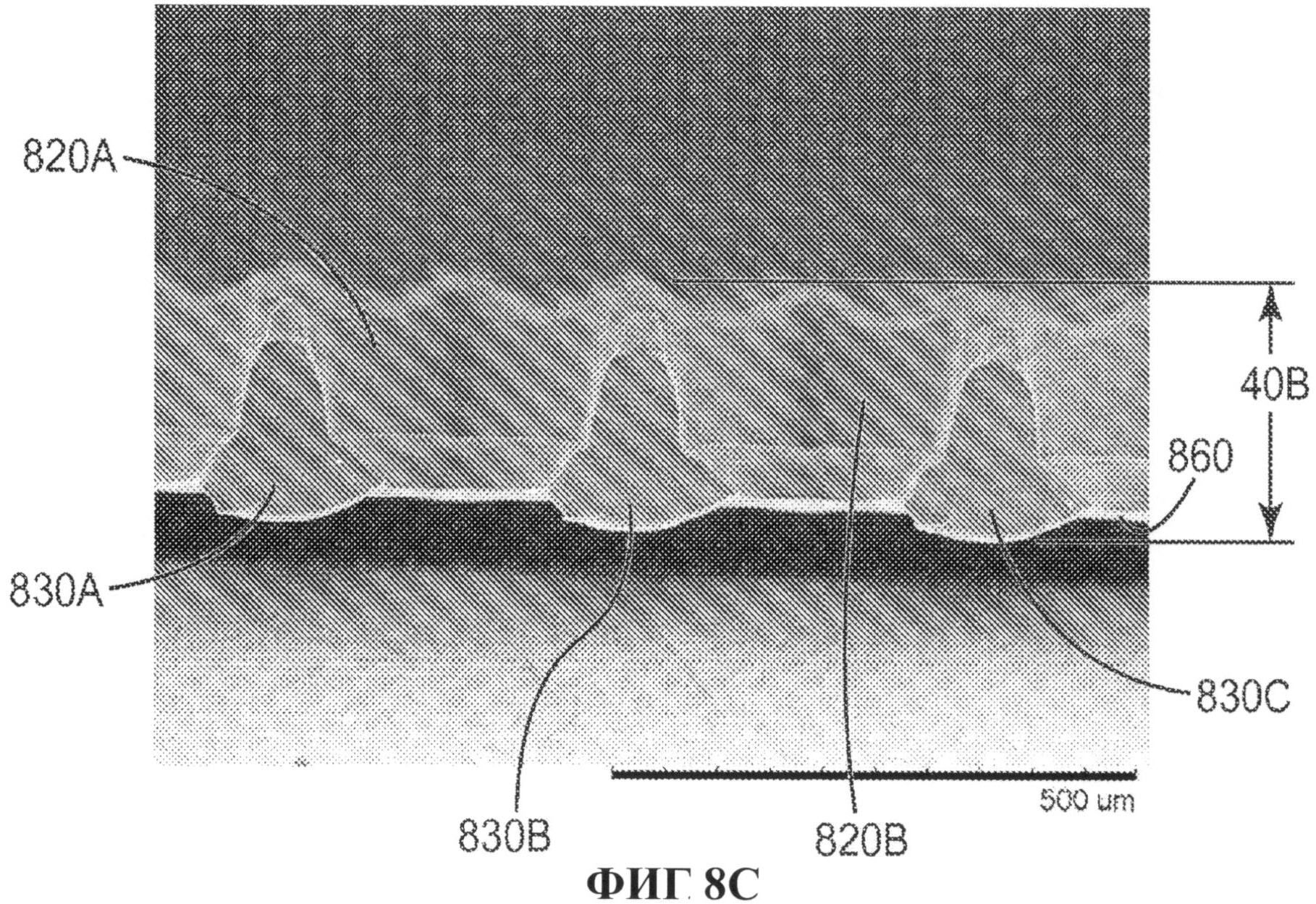
Фиг.8C: сечение микроперфорированной полимерной пленки согласно примеру 2.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем описании единственное и множественное число в описании объектов и понятий используются взаимозаменяемо; союз «и/или» используется для обозначения одной или обеих возможных ситуаций, например, выражение «А и/или Б» следует понимать как (А и Б) и (А или Б).
Также в настоящем описании подразумевается, что в перечисляемые числовые диапазоны с указанными границами входят все промежуточные значения (например, в диапазон 1…10 входят значения 1,4; 1,9; 2,33; 5,75; 9,98 и т.д.).
Также в настоящем описании фраза «по крайней мере два» подразумевает все числа от двух и больше (например, по крайней мере 4, по крайней мере 6, по крайней мере 8, по крайней мере 10, по крайней мере 25, по крайней мере 50, по крайней мере 100 и т.д.).
Также в настоящем описании фраза «по крайней мере один» подразумевает все числа от одного и больше (например, по крайней мере 2, по крайней мере 2, по крайней мере 8, по крайней мере 10, по крайней мере 25, по крайней мере 50, по крайней мере 100 и т.д.).
В настоящем описании приводятся реализации микроперфорированной полимерной пленки и способы для микроперфорированных полимерных пленок с использованием термической обработки, при которых микроперфорированная полимерная пленка толстая с высокой плотностью отверстий и большой относительной открытой площадью. Толстая полимерная пленка обеспечивает прочность готового изделия, а большая относительная открытая площадь позволяет принять эти микроперфорированные полимерные пленки в прикладных задачах с высоким значением расхода, например, для фильтрации твердых частиц или в акустике.
Микроперфорироваиные полимерные пленки
Микроперфорированные пленки по настоящей заявке могут изготовляться из различных материалов, например, полимерных материалов. Хотя можно использовать полимерные материалы многих типов, в особо выгодном способе изготовления микроперфорированной пленки используются термопластичные материалы.
Понять строение микроперфорированных пленок настоящей заявки можно по фиг.1A и 1B. На фиг.1A представлено сечение одной из реализаций микроперфорированной пленки настоящей заявки. Микроперфорированная полимерная пленка 10 содержит каналы 20А, 20В и 20С (подмножество каналов 20), перпендикулярные первой поверхности и второй поверхности, расположенной напротив. Как показано на фиг.1A, микроперфорированная полимерная пленка 10 содержит первую поверхность 14 и вторую поверхность 16. Каждый канал (например, 22А) множества каналов включает в себя первое отверстие (например, 12А), расположенное на пересечении канала с первой поверхностью 14, и второе отверстие (например, 22А), расположенное на пересечении канала с первой поверхностью 16, за счет чего образуется сквозное отверстие. На фиг.lB представлен вид сверху на вторую поверхность 16, где видны вторые отверстия 22А, 22В, 22С…22n (подмножество отверстий 22).
На форму и размеры отверстий не накладываются специальные ограничения. Отверстия каналов могут быть эллиптическими, круглыми, цилиндрическими, овальными, треугольными, квадратными, шестиугольными, восьмиугольными и т.д. Известна реализация, где пересечение каналом первой поверхности (например, первое отверстие 12А) отличается по размеру и/или форме от отверстия, образуемого пересечением тем же каналом второй поверхности (например, второе отверстие 22А). В настоящей заявке термин «диаметр» для не круглых отверстий относится к диаметру отверстий той же эквивалентной площади, что и не круглое сечение. Диаметр первого отверстия может быть равен, по крайней мере, 100, 200 или даже 500 микрометрам; самое большее 100, 200, 500, или даже 2000 микрометрам. Диаметр второго отверстия может быть равен, по крайней мере, 50, 100, 200 или даже 500 микрометрам; самое большее 100, 200, 500, или даже 1000 микрометрам. Вследствие обработки диаметр первого отверстия (например, 12А) может превышать диаметр второго отверстия (например, 22А) на второй поверхности (например, термически обработанная поверхность).
К форме и размерам каналов также не предъявляется особых требований, на них могут воздействовать инструменты и условия обработки (например, натяжение пленки и длительность термической обработки). В некоторых реализациях множество каналов в основном перпендикулярно первой и второй поверхности (например, канал может отклоняться от перпендикуляра самое большее на 2, 5, 10, 15, или даже 20 градусов вследствие обработки пленки). Каждый канал из множества каналов может иметь любую форму, включая, например, цилиндра или геометрической призмы (а именно шестиугольной призмы, прямоугольной призмы и т.д.). Форма канала может слегка исказиться в процессе термической обработки. Известна реализация, где каналы клиновидные.
Известна реализация, где на квадратный дюйм микроперфорированной полимерной пленки приходится, по крайней мере, 1000, 2000, 4000, 5000, 6000, 7000, 8000, 10000 или 25000 каналов. Множество каналов в микроперфорированной полимерной пленке может располагаться организованным или случайным образом. Например, может быть использован квадратный массив; в качестве альтернативы, для увеличения плотности перфорации может быть использован несимметричный массив (например, шестиугольный). Размер, форма и/или взаимное расстояние отверстий в микроперфорированной полимерной пленке также можно при желании изменять.
При заданной плотности каналов и диаметре отверстий открытая площадь микроперфорированных пленок настоящей заявки может составлять, по крайней мере, 8, 10, 15, 20, 22, 25, 30, 35, 40, 50 или даже 60%.
Открытая площадь, используемая в данной заявке, трактуется относительно второй поверхности и определяется как сумма общей площади вторых отверстий данного участка второй поверхности.
Известна реализация, где толщина микроперфорированной полимерной пленки составляет от 75 до 500 микрометров. Толщина пленки измеряется как максимальное расстояние между первой поверхностью и второй поверхностью микроперфорированной полимерной пленки. На фиг.1, толщина пленки 40а представляет собой расстояние между первой поверхностью и второй поверхностью микроперфорированной полимерной пленки 10. В настоящей заявке это расстояние будет называться «первое определенное расстояние», оно является максимальным расстоянием между первой поверхностью и второй поверхностью микроперфорированной полимерной пленки. Как правило, первое определенное расстояние равняется, по крайней мере, 50, 60, 70, 75, 80 или даже 100 микрометрам; самое большее 100, 150, 200, 300, 400, 500, 750 или даже 800 микрометрам.
Известна реализация, где вторые отверстия располагаются на второй поверхности на определенном расстоянии друг от друга, представленном как расстояние 50а на фиг.lВ и равном, по крайней мере, 20, 25, 30, 40, 50, 60, 75 или даже 100 микрометрам; самое большее 75, 80, 90, 100, 125, 150, 175, 200, 300, 400 или даже 500 микрометрам. В настоящей заявке это расстояние будет называться «второе определенное расстояние», оно является минимальным расстоянием между соседними отверстиями на второй поверхности.
Известна реализация, где, отношение первого определенного расстояния ко второму определенному расстоянию больше чем 0,25; 0,5; 1, 2, 3 или даже 3,5.
Изготовление микроперфорированной полимерной пленки
Микроперфорированные полимерные пленки настоящей заявки изготовляются из тисненых полимерных пленок (например, полимерные пленки с пустотами), подвергаемых процессам термической обработки для перфорирования полимерных пленок. Для того, чтобы лучше понять данную заявку, на фиг.2 показано сечение типовой реализации тисненой полимерной пленки, используемой в настоящей заявке. Тисненая полимерная пленка 200 содержит пустоты 220А, 220В и 220С (подмножество пустот 220). Каждая из пустот имеет поверхность (например, 210, 211 и 212). Пустоты перпендикулярны первой поверхности 240 и противоположной второй поверхности 260. Как видно из фиг.2, оболочки 280А, 280В и 280С (подмножество оболочек 280) относятся к малой мембране полимерного материала (т.е. оболочки), расположенной между верхом (или крайней точкой) каждой полости и второй поверхностью 260. В процессе термической обработки второй поверхности 260 оболочки или их часть плавятся и втягиваются и/или сгорают, образуя сквозные отверстия или каналы (например, канал 20А, изображенный в микроперфорированной полимерной пленке 10 на фиг.1А).
Примечание: Фиг.1А, 1В и 2 не являются чертежами, выполненными в масштабе, и служат только для иллюстрации.
Традиционный способ термической обработки гофрированной полимерной пленки заключается в обертывании гофрированной полимерной пленки (оболочками наружу) вокруг опорной поверхности, тогда как наружная сторона пленки подвергается термической обработке. Термическая обработка нагревает самые крайние слои полимера, приводя к вытеснению оболочек. Не ограничиваясь теорией, полагаем, что оболочки плавятся и расплавленный полимер втягивается, образуя сквозное отверстие в полимере. Опорная поверхность обычно представляет собой гладкий охлажденный цилиндр, используемый для поддержания полимерной пленки холодной в процессе ее термической обработки с целью точного регулирования температуры полимерной пленки.
В настоящей заявке, ввиду большой относительной открытой площади и/или толщины полимерной пленки, при использовании способов, заявленных, например, в публикации США №2005/0104245 (Вуд), на получающейся полимерной пленке проявляется нерегулируемое плавление, как показано ниже на сравнительном примере А.
Заявителями обнаружено, что для изготовления заявляемых микроперфорированных полимерных пленок холодный ролик не обеспечивает соответствующего охлаждения полимерной пленки в процессе термической обработки. Заявителями установлено, что добавление жидкости между тисненой полимерной пленкой и опорной поверхностью (например, холодным роликом) позволяет получить микроперфорированные полимерные пленки с хорошо регулируемой перфорацией.
Не ограничиваясь теорией, полагаем, что невозможно надлежащим образом регулировать температуру полимерной пленки в процессе термической обработки в целях равновесия плавления оболочек, поддерживая полимерную пленку достаточно холодной для сохранения ее прочности и размеров. За счет рельефа тисненой полимерной пленки (например, отверстия увеличенного диаметра, расположенные ближе друг к другу), в некоторых реализациях менее чем 30, 25, 20, 10 или даже 5% полимерного материала находится в непосредственном контакте с опорной поверхностью (например, холодным роликом). Идея заключается в использовании жидкости как теплопроводного агента, способствующего достаточному охлаждению всех, но особенно крайних наружных слоев полимерной пленки, подвергаемой этапу термической обработки; нерегулируемое плавление исключается. За счет способа подачи жидкости первая поверхность гофрированной полимерной пленки может быть значительно покрыта жидкостью, при наличии слоя газа (например, воздуха) между жидкостью и крайней точкой каждой полости.
Предполагается, что слой газа изолирует оболочки от охлажденных подстилающих слоев, обеспечивая регулируемое плавление оболочек.
Ниже приводится описание изготовления микроперфорированной полимерной пленки в соответствии с настоящей заявкой.
Известна реализация, где процесс изготовления микроперфорированной полимерной пленки включает формовку полимерного материала, тиснение полимерного материала штампом, отверждение полимерного материала на штампе, снятие тисненого полимерного материала штампа и вытеснение оболочек. Формовка полимерного материала
Формовка полимерного материала может включать выбор типа полимера и присадок, например. Обычно полимерный материал содержит полиолефин, такой, например, как полиэтилен или полипропилен, и их сочетания. Могут также использоваться сополимеры (полимер, содержащий, по крайней мере, два различных сополимеризованных мономера и включающий: терполимеры, состоящие из трех различных мономеров, тетраплимеры, состоящие из четырех различных мономеров и т.д.) и их смеси. Типовым сополимером является сополимер пропилен этилен.
Тип и объем присадок может изменяться, эти параметры выбираются обычно с учетом желаемых свойств микроперфорированной полимерной пленки (например, для звукопоглощения или фильтрации), а также других характеристик пленки, например, цвета, возможности печати, клейкости, стойкости к образованию дыма и устойчивости к нагреванию/воздействию пламени. Например, можно разработать цветовой код (т.е. соответствие конкретного цвета конкретному типоразмеру перфорации), и в процессе производства полимерной пленки можно добавлять красители, маркируя конкретный типоразмер перфорации. К полимерному материалу можно также добавлять присадки для увеличения жесткости на изгиб и/или поверхностной плотности.
Тип полимера, а также конкретные физические характеристики (например, толщина, жесткость на изгиб, поверхностная плотность, диаметр отверстия, расстояние между отверстиями и/или форма отверстий) пленки могут изменяться. Как правило, толщина полимерной пленки весьма равномерна по всему объему. Таким образом, толщина пленки однородна, за исключением возможных отклонений поблизости от микроперфораций, что может быть вызвано процессом формирования микроперфораций и/или вытеснением тонких оболочек, равно как и естественными отклонениями производственного процесса, рассматриваемыми ниже.
Механическая обработка сформованного полимерного материала штампом
Полимерный материал можно обработать механическим инструментом специальной формы, предназначенным для формирования пустот в полимерном материале, например, штампом с выступающими частями. Пустоты, созданные в полимерном материале, будут создавать желаемые свойства (например, фильтрацию, звукопоглощение) микроперфорированной полимерной пленки. Воздействие штампа на полимерный материал может производиться с использованием нескольких технологий, например, тиснение, включая экструзионное тиснение или литье под давлением. Полимерный материал может быть в форме расплавленного экструдата, на который непосредственно воздействует штамп, или в форме предварительно сформованной пленки, которую нагревают и вводят в непосредственное соприкосновение с штампом. Как правило, полимерный материал сначала переводят в стояние, пригодное для тиснения нагреванием полимерного материала выше точки размягчения, точки плавления или температуры полимерного стеклования. Затем полимерный материал вводят в непосредственное соприкосновение с штампом, который в основном и формует полимерный материал.
Штамп обычно состоит из опорной плоскости, на которой монтируются элементы (например, выступы). Специальных ограничений на форму и поверхность выступов не существует, однако, при конструировании выступов необходимо учитывать следующие моменты. Во-первых, форма выступов может ограничиваться технологий изготовления на металлообрабатывающих станках. Во-вторых, форма выступов может конструироваться для того, чтобы облегчить извлечение тисненой полимерной пленки. Например, выступы могут быть сконструированы с углом конусности при вершине больше, как минимум, 0,5 градусов для обеспечения надлежащего извлечения готовой тисненой полимерной пленки из штампа. Это особенно важно для конструкции выступа с практически прямыми стенками. В третьих, выступы можно сконструировать так, чтобы обеспечить эффективное использование готовой полимерной пленки для решения специализированной задачи (например, фильтрации твердых частиц, акустики и т.д.).
Выступы можно изготовить на металлообрабатывающих станках с помощью известных технологий, например, сверлением, вырубкой, фрезерованием, химическим травлением, обработкой электрическим разрядом, электрохимическим травлением, лазерной абляцией, направленной бомбардировкой ионным лучом, или их сочетанием.
Поскольку штамп является зеркальной литьевой формой для тисненой полимерной пленки, форму, размер и расположение элементов штампа следует подбирать соответствующим образом с учетом конструктивных особенностей полостей для формования тисненого полимерного материала и последующих каналов в микроперфорированной полимерной пленке.
Известна реализация, где высота выступов штампа соответствует желаемой толщине пленки, а кромки выступов сужаются от наибольшего диаметра к наименьшему, обеспечивая конусные полости.
Отверждение полимерного материала на штампе и извлечение тисненого полимерного материала из штампа
После воздействия штампа на текучий полимерный материал его следует отвердить для формования отвержденной полимерной пленки, соответствующей штампу. Полимерный материал обычно отвердевает в контакте со штампом. После отверждения твердую полимерную пленку извлекают из штампа. Получившаяся тисненая пленка содержит множество пустот.
В зависимости от применяемого процесса тиснения и производственных условий полости могут отличаться от зеркальной копии выступов штампа. Например, вследствие вытягивания полимерной пленки в процессе прокатки, как показано на фиг.3, полости и расстояние между ними могут оказаться несколько вытянутыми. При близком взаимном расположении выступов и зависимости от скорости технологической линии и температур плавления может не произойти окончательного формования полимерной пленки на штампе, вследствие чего впадины между выступами не полностью перекроются полимерным материалом. Это может выразиться в неплоской первой поверхности микроперфорированной полимерной пленки, как показано на фиг.6.
Как правило, оболочки могут покрывать или частично перегораживать дно (или наивысшую точку) каждой полости. Чтобы создать каналы в полимерной пленке, отвержденную полимерную пленку обычно подвергают термической обработке с целью вытеснения оболочек. Так как множество полостей после процесса термической обработки обычно превращается в множество каналов (или сквозных отверстий), размер полости, форма и взаимное расстояние в основном соответствуют этим же параметрам, описанным выше для каналов.
Вытеснение оболочек
В соответствии с настоящей заявкой процесс термической обработки используется для вытеснения оболочек с целью формования микроперфорированной полимерной пенки. Вытеснение оболочек может производиться различными процедурами термической обработки, включая, например, принудительную воздушную продувку, обработку горячим воздухом, обработку пламенем, обработку тепловым излучением (например, инфракрасным), обработку коронным разрядом, ультразвуковую, лазерную или их сочетание.
Термическая обработка используется для нагрева нескольких первых слоев полимера до температур текучести полимера. Расплавленный полимер оболочки разрушается и втягивается, образуя тем самым сквозное отверстие, или канал в полимерной пленке. Термическая обработка обычно хорошо проходит на более толстых пленках (например, толще 300 микрометров) и дает пониженный процент отверстий на единицу площади (т.е. менее 3%). Настоящей заявкой обеспечивается способ регулирования температуры полимерной пленки в процессе термической обработки для производства микроперфорированной полимерной пленки с большой относительной открытой площадью и высокой плотностью отверстий.
В настоящей заявке между полимерной пленкой и опорной поверхностью вводится жидкость. Не ограничиваясь теорией, полагаем, что жидкость служит непосредственным контактным теплоотводом и теплопередающим каналом между тисненой полимерной пленкой и опорной поверхностью. Температура полимерного материала, соприкасающегося с жидкостью, остается ниже температуры его размягчения, даже если слой оболочки оказывается под воздействием источника тепла, за счет чего поддерживается прочность и размеры полимерной пленки. К дополнительному преимуществу относится потенциальное испарение жидкости, способное стать причиной возрастания давления в полостях тисненой полимерной пленки, способствующего перфорированию пленки.
В настоящей заявке используются невоспламеняющиеся жидкости. В число типовых жидкостей входит вода и фторосодержащие растворители.
Можно представить себе различные реализации применения жидкости к тисненой полимерной пленке перед термической обработкой. Например, впрыскивание жидкости можно произвести шприцем с иголкой, хотя для применения жидкости могут быть использованы другие способы. Жидкость можно впрыскивать непосредственно на тисненую полимерную пленку или на опорную поверхность, создающую опору и обеспечивающую основное охлаждение полимерной пенки в процессе тепловой обработки.
Известна реализация, где используется гладкая опорная поверхность (т.е. отсутствует выраженная структура поверхности).
Если подавать жидкость непосредственно на опорную поверхность и, в зависимости от состава жидкости, опорную поверхность можно модифицировать для улучшения смачивания. Известна реализация, где на опорной поверхности может быть вытравлен или выгравирован текстурированный шаблон.
См, например, способ из заявки на патент США №12/362048 (Энес и соавторы). Капиллярные силы мелких канавок опорной поверхности способны удерживать жидкость в виде тонкого слоя равномерной толщины, предотвращая вспучивание жидкости, что может отразиться в неупорядоченно вытесненных оболочках микроперфорированной полимерной пленки. Текстура опорной поверхности означает, что любые два размера (длина, ширина и/или глубина) текстуры меньше или равны 100, 75, 50, 20 или даже 10 микрометрам по длине. Известна реализация, где менее 30% или даже 20% текстурированной поверхности является гладкой (т.е. не текстурированной).
Известна другая реализация, где опорная поверхность может быть покрыта, например, покрытием высокой поверхностной энергии или отделкой для улучшения смачиваемости жидкостью.
В еще одной реализации до термической обработки между опорной поверхностью и тисненой полимерной пленкой может быть введена дополнительная гладкая пленка (или вторая пленка). Жидкость можно нанести на верхнюю поверхность второй пленки до ее соприкосновения с тисненой полимерной пленкой. Более того, до термической обработки между опорной поверхностью и тисненой полимерной пленкой может быть введена пропитанная жидкостью ткань. Ткань должна быть на бумажной основе, нетканой или тканой. Способы дополнительного покрытия могут быть использованы для нанесения жидкости на обратную сторону пленки или на поверхность холодного ролика. Эти способы включают покрытие валиком, покрытие наливом, контактный штамп, покрытие распылением, заявляемые способы промежуточного покрытия скребком или губкой.
Регулированием жидкости можно управлять плавлением и вытеснением оболочек. Например, при распылении мелких капель жидкости на первую поверхность тисненой полимерной пленки, в процессе термической обработки может не произойти вытеснения оболочек. Если пустоты тисненой полимерной пленки целиком заполнены водой, которая может выступать как теплоотвод, оболочки могут не прогреться должным образом в процессе термической обработки, и за счет этого полости или часть полостей не раскроются в каналы.
При использовании вытесняющей термической обработки, например, обработки пламенем, для вытеснения оболочек, тепловая энергия обычно воздействует с той стороны пленки, откуда возникает оболочка, при этом металлическая поверхность (например, ролик) действующая как теплоотвод, может находиться у противоположной поверхности для отвода тепла от объемных частей, исключая деформирование объемных частей пленки в процессе термической обработки. В процессе обработки тепловой энергией можно также поддерживать натяжение пленки в процессе и/или после обработки тепловой энергией для содействия открыванию отверстий. Это может быть выполнено, например, воздействием избыточного давления или вакуума на одну сторону пленки.
На рынке имеются разнообразные горелки для вытесняющей термической обработки, например, производства Flynn Burner Corporation, New Rochelle, N.Y.; Aerogen Company, Ltd., Alton, Великобритания, и Sherman Treaters Ltd., Thame, Великобритания. На рынке продается такая предпочтительная горелка производства Flynn Burner Corporation, как серия 850, восьмипортовая, фактической длиной 32 дюйма (81,3 см), укорочена до 27 дюймов (68,6 см), изготовлена из нержавеющей стали, укороченная лента смонтирована в литом чугунном корпусе. Ленточная горелка наиболее предпочтительна для огневого перфорирования полимерных пленок, однако можно пользоваться горелками других типов, например, с рассверленными или щелевыми портами. Как правило, окислитель смешивается с топливом до воспламенения, используемого в заявляемом процессе огневой перфорации.
На фиг.3 приводится функциональная схема типовой экструзионной системы тиснения для формовки микроперфорированной полимерной пленки в соответствии с реализацией заявляемого изобретения.
В состав типовой экструзионной системы 120 обычно входит экструзионная головка 122, откуда производится экструзия полимерной пленки 124. Экструзионная головка 122 связана жидкостным каналом с роликовой системой захвата 126, состоящей из первого ролика 128 с гладкой наружной поверхностью (вторичный ролик) и второго ролика 130 с выступами на его наружной поверхности (штамповочный ролик). Полимерная пленка 124 обычно протягивается между первым и вторым роликом 128 и 130, попадает на выступы и затвердевает, превращаясь в тисненую полимерную пленку 132. Известна реализация, где забракованная полимерная пленка вставляется между полимерной пленкой 124 и первым роликом 128 для обеспечения более равномерного прижима ко второму ролику 130.
В некоторых реализациях тисненая полимерная пленка 132 перемещается из роликовой системы захвата 126 в контейнер 134 на временное хранение. Контейнер 134, может, например, представлять собой рулон, на который наматывается тисненая полимерная пленка. Альтернативный вариант контейнера 134 представляет собой листовой контейнер, где хранится тисненая перфорированная пленка 132, нарезанная на листы.
Как показано на фиг.3, однако, в состав типовой системы 120 входит система вытесняющей термической обработки 136, предназначенная для вытеснения оболочек, закрывающих полости в тисненой полимерной пленки и создания микроперфорированной полимерной пленки 144. Здесь система вытесняющей термической обработки 136 введена в технологическую цепочку между роликовой системой захвата 126 и контейнером 134.
В качестве альтернативы, система вытесняющей термической обработки 136 может быть реализована как автономная система, где хранимая тисненая полимерная пленка из контейнера 134 перемещается на другую сборочную линию, оснащенную системой вытесняющей термической обработки 136. Хотя рулонный процесс значительно более экономичен, в качестве альтернативы может использоваться пошаговый процесс с применением, например, листовой системы оборудования, а не роликовой системой захвата.
Как дополнительно показано на фиг.3, вторичный ролик 138 находится напротив системы вытесняющей термической обработки. Предпочтительно наличие регулирования температуры поверхности 140 вторичного ролика 138 относительно окружающей температуры типовой системы 120. Регулирование температуры поверхности 140 вторичного ролика 138 может осуществляться известными способами. Например, поверхность 140 вторичного ролика 138 может охлаждаться подачей охлажденной воды сквозь полый вал вторичного ролика 138.
Известна реализация, где опорная поверхность 140 выполнена гладкой (то есть не содержит никаких элементов). Известна другая реализация, где на опорной поверхности 140 имеется текстурированный рельеф. Текстурированный рельеф может представлять собой множество мелких канавок или зазубрин на опорной поверхности 140. Для создания приемлемого текстурированного рельефа можно воспользоваться другими подходящими средствами, например, абляцией или сверлением. В предпочтительных реализациях описываемых здесь способов жидкость подается между тисненой полимерной пленкой 132 и опорной поверхностью 140. Способ подачи жидкости на поверхность может меняться специалистом в зависимости от давления, расхода или скорости жидкости, прокачиваемой сквозь аппликатор жидкости 142.
Известна реализация, где настоящей заявки опорная поверхность охлаждается до 20°С, 15°С, 10°С или даже 5°С.
Оборудование может быть модифицировано для ввода в состав обогащенного кислородом пламени согласно патенту США №2005/0073070 (Гетчел и соавторы).
Применения
Рассмотренные выше микроперфорированные полимерные пленки и технологии обработки дают несколько преимуществ. По сравнению с традиционными волокнистыми материалами и листовыми перфорированными материалами описанные выше микроперфорированные полимерные пленки относительно дешевле в производстве и обладают расширенным диапазоном применения. Использование штампового плавления обеспечивает относительно недорогой способ формовки отверстий с высокой удельной плотностью расположения. Использование штампового плавления обеспечивает также значительные преимущества в части качества над другими способами перфорирования пленок. Например, при штамповом плавлении образуется гораздо меньше отходов и сопутствующих веществ, чем, например, при механической вырубке, сверлении или расточке.
Упомянутый выше процесс позволяет также вести непрерывную обработку и может обеспечить значительную экономию денежных средств по сравнению с традиционными способами обработки. Кроме того, использование заявляемых здесь способов открывает возможности производства микроперфорированных полимерных пленок с отверстиями различных форм и точно регулируемыми размерами элементов.
Эти микроперфорированные полимерные пленки настоящей заявки могут использоваться в различных прикладных задачах, например, в фильтрации или акустике. Известна реализация, где микроперфорированные полимерные пленки настоящей заявки могут применяться для фильтрации жидкостей или газов. Например, смесь, содержащая твердые частицы, может быть быть введена в соприкосновение с микроперфорированной полимерной пленкой настоящей заявки, и микроперфорированная полимерная пленка может быть использована для фильтрации смеси.
Известна реализация, где микроперфорированные полимерные пленки настоящей заявки могут быть использованы в качестве фильтров распылителей краски типа заявленных в W.O. (заявка) №2006/055138 (Джозеф и соавторы.) и заявке США №2006/0049099 (Чан).
Например, микроперфорированная полимерная пленка настоящей заявки содержит каналы или отверстия, которые могут служить проходами сквозь фильтр. Объекты, превосходящие размер отверстий, будут задерживаться. Признаки новизны использования микроперфорированных полимерных пленок настоящей заявки для фильтрации твердых частиц заключаются в возможности оптимизировать размер проходов жидкости и точном регулировании размеров элементов. Эти признаки могут реализоваться в прекрасном фильтре, минимизирующем перепад давления с прецизионным ограничением размера твердых частиц, которые могут пройти сквозь него.
Например, отверстия круглой формы отлично подходят для минимизации перепада давления на фильтре (при той же относительной открытой площади, толщине и т.д.). У круглого отверстия минимальная длина периметра и, следовательно, такое отверстие обладает минимальной площадью контакта поверхности с жидкостью. Это создает минимальный перепад давления, поскольку касательные напряжения в жидкости пропорциональны площади контакта. Поэтому, наряду с регулированием размера твердой частицы, предпочтительно делать отверстия как можно более круглыми.
От микроперфорированных полимерных пленок, используемых в прикладных задачах с высоким расходом и других приложениях с высокими физическими требованиями, требуется прочность на разрыв, износ и на другие режимы тяжелой нагрузки. Для достижения надлежащей физической прочности микроперфорированных полимерных пленок настоящей заявки они могут быть усилены или армированы. Некоторые реализации с улучшенными физическими свойствами включают: выбор системы каучука, обеспечивающей надлежащую физическую прочность наряду с прекрасной стойкостью к химикатам и влаге.
Кроме того, могут использоваться встроенные волокна, армирующие ленты или тканевая основа. Встроенные волокна представляют собой волокна, введенные в расплавленный экструдат для обеспечения конструктивной связки в экструдированной пленке. Армирующие ленты представляют собой широкие и/или толстые усиливающие элементы, вводимые через определенные интервалы в экструдируемую пленку. Тканевая основа представляет собой ткань, которую можно прикрепить к микроперфорированной пленке. Расстояние между волокнами тканей основы может быть гораздо больше отверстий, так что они не помешают фильтрующему действию. Ткань может быть прикреплена на этапе экструзии или позже путем ламинирования.
Известна реализация, где многослойное фильтрующее устройство содержит микроперфорированную полимерную пленку настоящей заявки и второй проницаемый материал, перекрывающий по меньшей мере часть микроперфорированной полимерной пленки. Второй проницаемый материал улавливает наиболее крупные объекты. Это предотвращает быстрое засорение крупными объектами первого слоя микроперфорированной полимерной пленки, продляя срок службы фильтра. Эта реализация может быть упрощена за счет одного или нескольких промежутков между слоями. Промежуток (промежутки) могут быть созданы множеством прокладок, которые являются составной частью по меньше мере одной из микроперфорированных полимерных пленок или второй полимерной пленки. Эти промежутки создаются зазором жидкости, протекающей между соседними слоями. Таким образом, если крупный объект перекрывает наружное отверстие (отверстия), у жидкости сохраняется возможность проникновения к фильтрующим слоям под перекрытой зоной. Так продляется срок службы фильтра и улучшается его производительность. Известна реализация, где второй проницаемый материал представляет собой микроперфорированную полимерную пленку.
Другой вариант многослойной конструкции содержит наружный слой нетканого материала и расположенные под ним микроперфорированные полимерные пленки. Нетканый материал эффективен для улавливания крупных и гелеобразных объектов без существенного прерывания потока жидкости сквозь низлежащие фильтрующие слои. Элементы заявки
Ниже приводится описание различных исполнений заявки.
Элемент 1 Способ формования микроперфорированной полимерной пленки, заключающийся в:
обеспечении полимерной пленки, состоящей из противоположных первой и второй поверхностей и множества полостей между ними, где множество полостей открыты на первую поверхность и включают в себя поверхность полости, причем поверхность полости пересекает первую поверхность;
обеспечении жидкости между опорной поверхностью и первой поверхностью; термической обработке второй поверхности с целью перфорирования полимерной пленки на участках, покрывающих множество полостей.
Элемент 2 Способ элемента 1, где слой газа отделяет жидкость от крайней точки полости по меньшей мере некоторого подмножества из множества полостей.
Элемент 3 Способ и любой из предыдущих элементов, в котором в качестве жидкости используется вода.
Элемент 4 Способ и любой из предыдущих элементов, в котором в качестве опорной поверхности используется охлаждаемый ролик.
Элемент 5 Способ и любой из предыдущих элементов, в котором термическая обработка представляет собой одну из следующих операций: пламя, горячий воздух, тепловое излучение и их сочетания.
Элемент 6 Способ и любой из предыдущих элементов, в котором опорная поверхность содержит как минимум одну из следующих позиций: текстуру, покрытие и их сочетания.
Элемент 7 Изделие, изготовленное способом элементов с 1 по 6, в котором изделие представляет собой фильтр твердых частиц для жидкостей или газов.
Элемент 8 Микроперфорированная полимерная пленка, состоящая из: (i) первой и второй поверхностей, расположенных напротив друга и разделенных первым определенным расстоянием; и (ii) множества каналов, перпендикулярных первой и второй поверхности, причем первое отверстие каждого канала располагается на его пересечении с первой поверхностью, а второе отверстие каждого канала располагается на его пересечении со второй поверхностью; причем диаметр первого отверстия больше диаметра второго отверстия, а вторые отверстия отстоят друг от друга на второй поверхности на второе определенное расстояние; при этом отношение первого определенного расстояния ко второму определенному расстоянию составляет как минимум 0,25; и кроме того, открытая площадь второй поверхности составляет как минимум 10%.
Элемент 9 Микроперфорированная полимерная пленка элемента 8, в котором расстояние между противоположными первой и второй поверхностью составляет по меньшей мере 75 микрометров.
Элемент 10 Микроперфорированная полимерная пленка любого из элементов 8-9, в котором микроперфорированная полимерная пленка выбирается из полиолефина.
Элемент 11 Микроперфорированная полимерная пленка любого из элементов 8-10, в котором каналы имеют наклонные стенки.
Элемент 12 Микроперфорированная полимерная пленка любого из элементов 8-10, в котором второе отверстие выполнено в форме эллипса или круга.
Элемент 13 Микроперфорированная полимерная пленка любого из элементов 8-12, в котором диаметр вторых отверстий менее 500 микрометров.
Элемент 14 Микроперфорированная полимерная пленка любого из элементов 8-13, дополнительно содержащая по меньшей мере одно из встроенных волокон или неотъемлемую ленту, расположенную по всей длине по меньшей мере одной из главных поверхностей.
Элемент 15 Микроперфорированная полимерная пленка любого из элементов 8-14, в котором второе определенное расстояние составляет по меньшей мере 75 микрометров.
Элемент 16 Микроперфорированная полимерная пленка, состоящая из:
(i) первой и второй поверхностей, расположенных напротив друга и (ii) множества каналов, перпендикулярных первой и второй поверхности, причем первое отверстие каждого канала располагается на его пересечении с первой поверхностью, а второе отверстие каждого канала располагается на его пересечении со второй поверхностью; причем диаметр первого отверстия больше диаметра второго отверстия; причем открытая площадь второй поверхности равна по меньшей мере 20%; кроме того, на квадратный дюйм второй поверхности приходится по меньшей мере 6000 отверстий.
Элемент 17 Многослойное фильтрующее устройство, содержащее:
(а) микроперфорированную полимерную пленку любого из элементов 8-16; и (b) второй проницаемый материал, перекрывающий по меньшей мере часть микроперфорированной полимерной пленки.
Элемент 18 Многослойное фильтрующее устройство элемента 17, в котором множество промежутков являются неразрывным целым по меньшей мере одной из микроперфорированных полимерных пленок или второго проницаемого материала.
Элемент 19 Способ фильтрации твердых частиц, заключающийся в:
(a) обеспечении микроперфорированной полимерной пленки одного из элементов 8-16;
(b) обеспечении смеси, содержащей твердые частицы; и
(c) контакте смеси с микроперфорированной полимерной пленкой для фильтрации смеси.
Элемент 20 Способ фильтрации твердых частиц элемента 19, в котором смесь является краской.
ПРИМЕРЫ
Преимущества и реализации настоящей заявки иллюстрируются приведенными ниже примерами, однако пояснение конкретных материалов и позиций этих примеров опускается, чтобы не превышать объема настоящей заявки. В этих примерах все проценты, пропорции и отношения вычислен по массе, если не указано иное. Все материалы имеются на рынке, например, Sigma-Aldrich Corporation, St. Louis, МО, или известных специалистов, если не указано явным образом.
В следующих примерах используются сокращения: см=сантиметр, °F=градусы Фаренгейта, С=градусы Цельсия, об/мин=обороты в минуту, м=метр, мин=минуты, Н=ньютоны, lbf=фунт силы, fxm=микрометр, ч=час, с=секунда, мм=миллиметр и мл=миллилитр.
Способы
Процесс экструзии и тиснения
Гомополимер полипропилена имеет индекс текучести расплава (MFI), равный 35, он продается под торговыми знаками ((POLYPROPYLENE 3868» компанией Total Petrochemical USA, Inc., Port Arthur, TX, его экструзия выполнялась с помощью 6,35 см (2,5 дюйма) одиночного шнекового экструдера (DS-25, Davis-Standard, LLC, Pawcatuck, СТ) с экструзионной матрицей литой пленки шириной 30,48 см (12 дюймов) и номинальным зазором головки 508 микрометров (20 милов).
Расплавленная полимерная масса (т.е. экструдат) подавалась на роликовую систему захвата, состоящую из штамповочного ролика и вторичного ролика. Штамповочный ролик диаметром 30,48 см (12 дюймов) содержит выступы, расположенные шестиугольным массивом с положительным углом боковой стенки около 10 градусов. Высота выступов была равна приблизительно 250 микрометров при наружной ширине (т.е. расстоянии между противоположными сторонами верхней части шестигранного выступа) 225 микрометров и ширине канала (т.е расстоянии между кромкой одного шестигранного выступа и соседним выступом наверху штампа) 150 микрометров. Вторичный ролик диаметром 30,48 см (12 дюймов) покрыт резиной (стойка А) плотностью 80 по показаниям дюрометра типа «SSI00» производства American Roller Company, Waterbury, СТ. Полиэтилентерефталатовая бракованная пленка толщиной 75 микрометров (3 мила) подавалась между вторичным роликом и расплавленной полимерной массой и была удалена после тиснения и отвердевания полимерной пленки. На полимерной пленке после воздействия штампа образовались полости. Благодаря усилию захвата между штамповочным и вторичным роликом между дном каждой полости и второй поверхностью тисненой полимерной пленки осталась тонкая пленка (т.е. оболочка).
Параметры процесса экструзии приведены в таблице 1.
Процесс огневой обработки
Тисненая полимерная пленка, стороной оболочек наружу, наматывалась на одиночный ролик диаметром 30,48 см (12 дюймов) с водяным охлаждением. Температура охлаждаемого ролика поддерживалась равной 21°С (70°F). Тисненая пленка подвергалась воздействию пламени 8-портовой ленточной алюминиевой пропановой грелки диаметром 30,48 см (12 дюймов), изготовленной из экструзионного алюминия серии 861, компанией Flynn Burner Corporation, New Rochelle, NY). Зазор между горелкой и пленкой был задан равным 20,3 мм, выходная энергия 288,5 ватт час/см (2500 британских тепловых единиц/час/дюйм) при скорости технологической линии 12,2 м/мин (40 футв/мин).
Сравнительный пример А был подготовлен согласно процессу огневой обработки, упомянутому выше. Получившаяся пленка была полностью забракована, например, вследствие нерегулируемого плавления и пузырей на значительном количестве участков полимерной пленки, как показано на фиг.4А и 4В. Предполагается недостаточное охлаждение тисненой пленки охлаждаемым роликом в процессе огневой обработки, результатом чего стало значительное нерегулируемое плавление пленки без явных каналов (или сквозных отверстий) на значительной части пленки.
Пример 1 был подготовлен по описанию сравнительного примера А, за исключением того, что в процессе огневой обработки между охлаждаемым роликом и тисненой полимерной пленкой подавалась деионизированная вода. Деионизированная вода применялась на первой основной поверхности тисненой пленки приблизительно за два фута до соприкосновения тисненой пенки с охлаждаемым роликом.
Деионизированная вода подавалась шприцем и распылительной головкой по описанию патента США №5115972 (Мейер и соавторы). Деионизированная вода распылялась 19 форсунками на участке длиной 23 см (9 дюймов) при расходе 37 мл/мин под давлением сжатого воздуха 103400 Н/м2 (15 фунтов/кв. дюйм). После огневой обработки готовая полимерная пленка хорошо соответствовала заданным размерам, однако наблюдались отклонения в вытеснении оболочек. Многие полости полностью открылись, создавая очевидные сквозные отверстия, однако некоторые полости открылись лишь частично или не открылись вовсе. Представительная пленка показана нафиг.5.
Пример 2 был подготовлен по описанию примера 1, за исключением изменений поверхности охлаждаемого ролика и точки подачи деионизированной воды. Гладкий ролик с водяным охлаждением был заменен на ролик с водяным охлаждением с выгравированным пирамидальным шаблоном, шаг 62 микрометра, высота 30 микрометров, угол скоса 10 градусов с одной стороны, угол наконечника 90 градусов, по описанию заявки США №12/362048 (Энес и соавторы). Форсунки располагались напротив пламени, как показано на фиг.3, подавая деионизированную воду на охлаждаемый ролик до соприкосновения охлаждаемого ролика с тисненой пленкой. На фиг.6 показано сечение тисненой полимерной пленки. Поверхность 640 представляет собой первую поверхность полимерной пленки, соприкасающуюся со штампом. В силу производственных условий полимерная пенка не полностью заполняет штамп, образуя «вафельную» поверхность. На фиг.6 видны две заполненных полости (620А и 620В) и три полимерных секции, разделяющих полости (630A, 630В). При внимательном изучении фиг.6 видны тонкие оболочки (680А и 680В) на дне полостей 620А и 620В, соответственно.
После огневой обработки на готовой микроперфорированной полимерной пленке видны единообразные отверстия полостей при сохранении целостности пленки. Представительная пленка показана на фиг.7 и 8А-8С. На фиг.7 показан вид сверху второй поверхности части микроперфорированной полимерной пленки. На фиг.8а показан увеличенный вид сверху первой поверхности микроперфорированной полимерной пленки. Каналы сужаются, при этом отверстия большего диаметра шестигранные, а вторые отверстия уменьшенного диаметра - овальные. На фиг.8В показан дополнительный увеличенный вид сверху второй поверхности части микроперфорированной полимерной пленки, видны только вторые отверстия множества каналов. Также обозначенный на фиг.8В отрезок 50В является минимальным расстоянием (второе определенное расстояние) между соседними отверстиями второй поверхности. На фиг.8С показано сечение микроперфорированной полимерной пленки. Поверхность 860 является второй поверхностью полимерной пленки, подвергаемой термической обработке.
Оболочки вытесняются, образуя каналы (или сквозные отверстия). На фиг.8С видны два полных канала (820А и 820В) и три полимерных секции, разделяющих полости (830А, 830В и 830С). Сравнивая фиг.6 и 8С, можно заметить различие между формой полостей и каналов, а также изменение полимерной секции, разделяющей полости, как результат термической обработки.
Расстояние между первой и второй поверхностью (т.е. первое определенное расстояние, например, расстояние 40В на фиг.8С) микроперфорированной полимерной пленки по результатам измерения равно 229 микрометрам (9 мил), измерения производились микрометром (модель 49-70-01-001 компании Testing Machines, Inc., Ronkonkoma, NY). Минимальное расстояние (т.е. второе определенное расстояние, например, расстояние 50В на фиг.8В) между соседними вторыми отверстиями по результатам измерения равно 140 микрометрам (5,5 мил), измерения производились настольным микроскопом (ТМ-1000, Hitachi High-Technologies America, Inc., Pleasanton, CA. Отношение первого определенного расстояния ко второму определенному расстоянию в примере 2 составляло 1,63. Плотность отверстий равнялась 982 отверстий/см2 (6336 отверстий на квадратный дюйм) при открытой площади в 32%.
Пример 3 был подготовлен по описанию примера 2 при следующих исключениях: полимер представлял собой композицию из 25% гомополимера полипропилена и 75% эластомера полиолефина (этилен-октеновый сополимер), он представлен на рынке под торговым знаком «ENGAGE 8401», которым владеет компания Dow Plastics, Midland, MI; использовались условия технологического процесса, приведенные в таблице 2. На готовой микроперфорированной полимерной пленке образовались единообразные отверстия.
Предсказуемые модификации и изменения данной заявки будут очевидны специалистам без отступления от сферы рассмотрения и духа настоящей заявки. Настоящая заявка не должна ограничиваться реализациями, изложенными здесь с иллюстративными целями.
Реферат
Изобретение относится к способу формования микроперфорированной полимерной пленки, микроперфорированной полимерной пленке и изделию, полученному таким способом. Способ включает использование полимерной пленки, состоящей из первой и второй поверхностей, расположенных напротив друг друга, и множества полостей между ними. Множество полостей открывается на первую поверхность и включает поверхность полости. Поверхность полости пересекается с первой поверхностью. Далее в способе обеспечивают жидкость между опорной поверхностью и первой поверхностью. Опорная поверхность при этом поддерживает полимерную пленку. Воздействие на вторую поверхность осуществляется термической обработкой с целью перфорирования полимерной пленки в зонах, покрывающих множество полостей. Изделие, полученное вышеуказанным способом, представляет собой фильтр твердых частиц для жидкостей или газов. Технический результат - экономичный процесс изготовления полимерных пленок с отверстиями одновременно прецизионной формы и высокой плотности расположения для достижения большой относительной открытой площади. 4 н. и 12 з.п. ф-лы, 2 табл., 12 ил.
Формула
использование полимерной пленки, состоящей из первой и второй поверхностей, расположенных напротив друг друга, и множества полостей между ними, причем множество полостей открывается на первую поверхность и включает поверхность полости, где поверхность полости пересекается с первой поверхностью;
обеспечение жидкости между опорной поверхностью и первой поверхностью; при этом опорная поверхность поддерживает полимерную пленку;
воздействие на вторую поверхность термической обработкой с целью перфорирования полимерной пленки в зонах, покрывающих множество полостей.
при этом отношение первого определенного расстояния ко второму определенному расстоянию составляет по меньшей мере 0,25;
кроме того,
открытая площадь второй поверхности составляет по меньшей мере 10%.
(i) первую и вторую поверхности, расположенные друг напротив друга, и (ii) множество каналов, перпендикулярных первой и второй поверхностям, причем первое отверстие каждого канала располагается на его пересечении с первой поверхностью, а второе отверстие каждого канала располагается на его пересечении со второй поверхностью; причем диаметр первого отверстия больше диаметра второго отверстия; причем открытая площадь второй поверхности равна по меньшей мере 20%; где дополнительно на квадратный дюйм второй поверхности приходится по меньшей мере 6000 отверстий.
Комментарии