Пористая политетрафторэтиленовая пленка, способ ее получения и воздушный фильтр, содержащий политетрафторэтиленовую пленку - RU2103283C1
Код документа: RU2103283C1
Чертежи




















Описание
Изобретение относится к политетрафторэтиленовой (здесь и далее названной "PTFE") пористой пленке, способу для получения этой пленки и фильтру, включающему указанную пленку. Более конкретно, изобретение относится к PTFE пористой пленке, успешно применяемой в воздушном фильтре, который пригоден для улавливания диспергированных тонкодисперсных частиц в воздухе или других газах в чистом помещении, используемом в производстве полупроводников, и который вызывает малую потерю давления воздуха или других газов.
В воздушном фильтре, который используется в чистом помещении, часто применяют фильтрующий материал, приготовленный путем образования листа из смеси стеклянных волокон и связующего вещества [1]. Однако такой фильтрующий материал имеет некоторые недостатки, например присутствие прилипших мельчайших волокон в фильтрующем материале, наличие самоопыления в течение обработки или сгибания фильтрующего материала, или увеличение потери давления, вызванное посредством увеличенного количества связующего вещества, которое необходимо добавить для подавления самоопыления. Кроме того, когда такой фильтрующий материал контактирует с определенным химическим веществом, например фтористоводородной кислотой, оно производит пыль, благодаря ухудшению качества стекла и связующего вещества.
Для преодоления вышеупомянутых дефектов предлагалось использовать вытянутую пористую пленку PTFE в качестве вспомогательного элемента для фильтрующего материала [2].
Однако в этом случае, используется пористая PTFE пленка, имеющая размер пор 1 мкм или больше для предотвращения увеличения потери давления.
Теоретическим основанием для того, чтобы суспендированные частицы, имеющие размер частиц меньше, чем вышеупомянутый размер пор, могли быть улавлены, может быть следующее.
Имеется следующих три механизма для удаления частиц из жидкости посредством фильтра.
1. Прямая отсечка
Сравнительно большие частицы отсекаются посредством микроволокон фильтрующего материала и удаляются, словно они просеиваются.
2. Инерционное столкновение
Когда частицы проходят
через продуваемое пространство между микроволокнами, они не могут изменить направление их движения так же быстро, как газ, так что они соударяются с микроволокнами и прилипают к ним.
3.
Диффузия/Броуновское движение
Движение очень малых частиц контролируется посредством межмолекулярных сил или статического электричества и они спирально двигаются в газе, так что их кажущиеся
диаметры увеличиваются и они прилипают к микроволокнам, как в случае инерционного столкновения.
Кроме того, суспендированные частицы могут быть улавлены посредством улавливающего механизма электрического заряда с помощью электрета.
Однако частицы, имеющие размер от 1 мкм или менее, не могут быть полностью удалены посредством этого механизма.
Одна из типичных PTFE пористых пленок, которую возможно использовать в качестве фильтрующего материала, пленка, микроструктура которой образована узлами, соединенными фибриллами [3] являющаяся наиболее близким аналогом к изобретению.
В отношении этой PTFE пористой пленки, степень вытяжки должна быть увеличена для увеличения пористости, чтобы получить фильтрующий материал, имеющий малую потерю давления, но в результате размер пор увеличивается. Для уменьшения размера пор степень вытяжки не может быть значительно увеличена и полученная пористая пленка будет иметь большую потерю давления. При этом известен способ получения пористой политетрафторэтиленовой пленки, включающий биоксиальную вытяжку полуспекшегося политетрафторэтиленового материала с последующей термообработкой вытянутого материала при температуре выше, чем температура плавления спекшегося политетрафторэтилена [4].
Задачей изобретения является разработка PTFE пористой пленки, имеющей малый размер пор и также малую потерю давления, а также задачей изобретения является разработка фильтрующего материала для воздушного фильтра, имеющего повышенную способность улавливать сверхтонкие частицы.
В соответствии с аспектом изобретения технический результат достигается тем, что в пористой политетрафторэтиленовой пленке, микроструктура которой образована узлами, соединенными фибриллами, средний размер пор составляет от 0,2 до 0,5 мкм, а средний диаметр фибриллы от 0,05 до 0,2 мкм, при наибольшей площади узла не более 2 мкм и толщине пленки от 0,5 до 15 мкм, причем при пропускании через пленку потока воздуха скоростью 5,3 см/с давление составляет от 98 Па до 980 Па.
При этом при получении PTFE пористой пленки, биаксильную вытяжку пленки осуществляют до увеличения ее площади по крайней мере в 50 раз, причем полученная пористая пленка имеет толщину не более чем 1/20 части толщины полуспекшегося политетрафторэтилена.
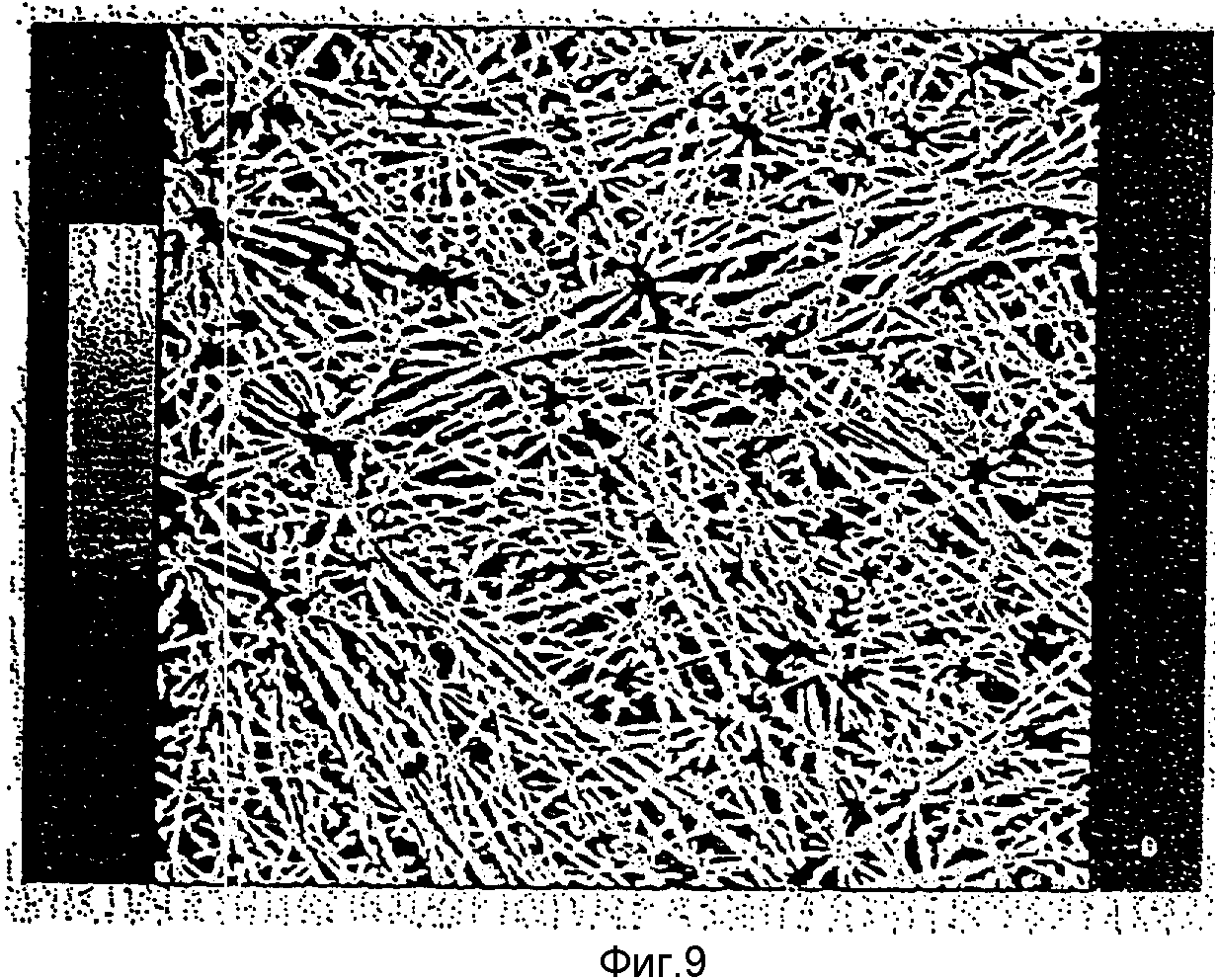
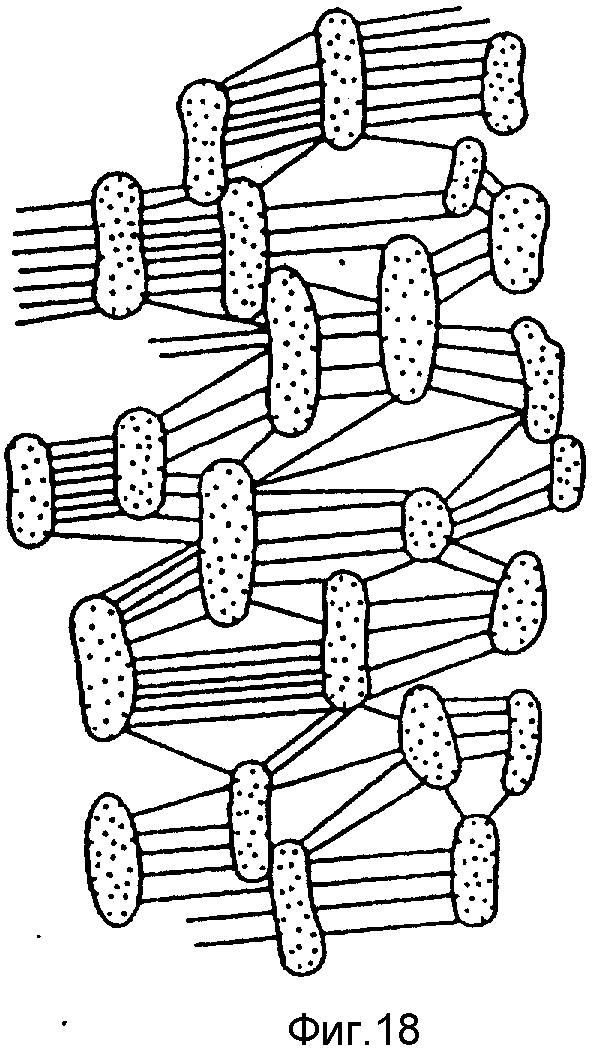
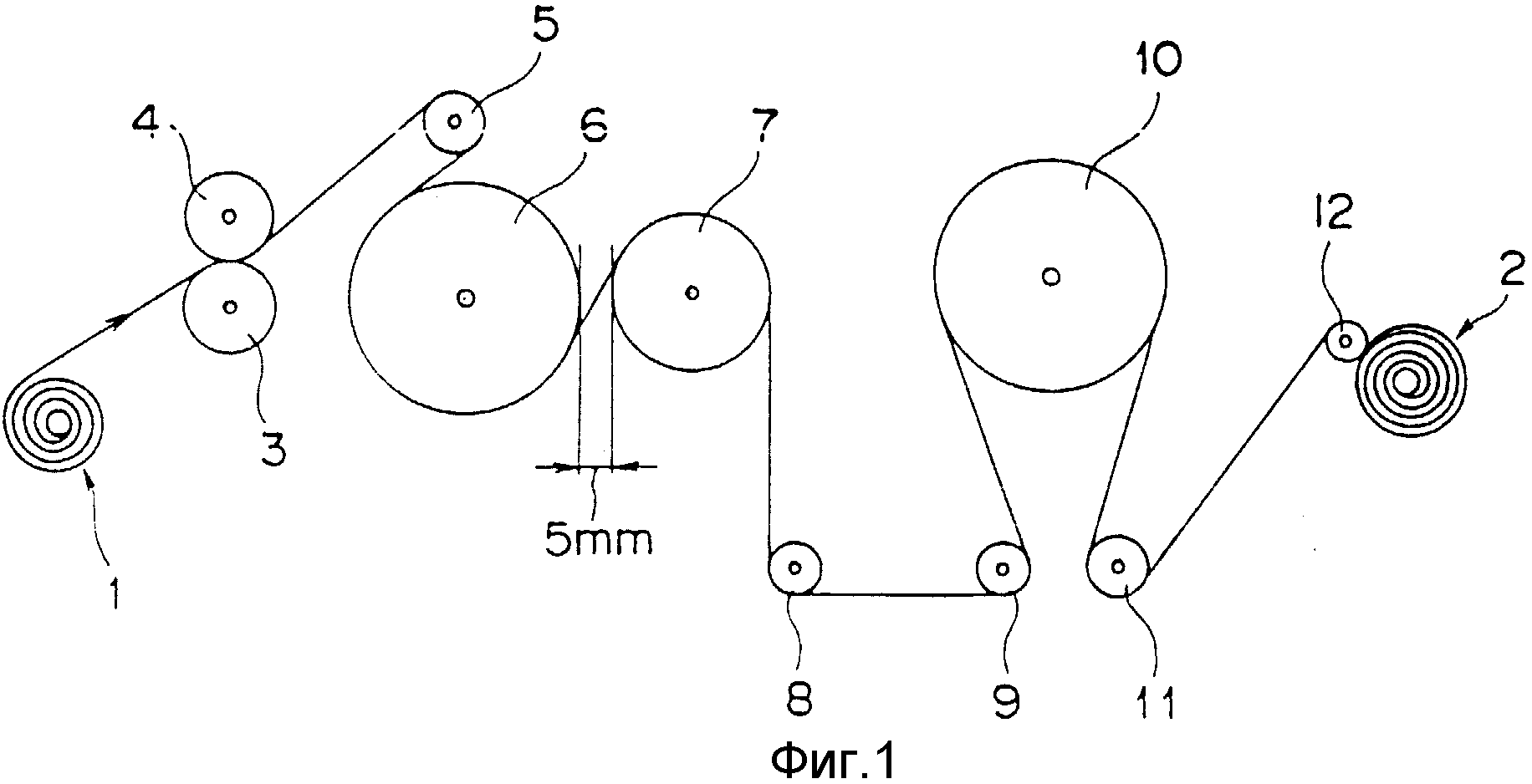
На фиг. 1 показана схема используемого вытяжного устройства; на фиг.2 - кривые плавления кристаллов неспекшегося PTFE вещества и спекшегося РТЕ вещества; на фиг. З - кривая плавления кристаллов полуспекшегося РТFЕ вещества; на фиг.4 и 5 - фотоснимки PTFE пористых пленок, полученных согласно примеров 1 и 2 соответственно; на фиг.6 и 7 - изображения, полученные посредством обработки снимков на фиг.4 и 5 соответственно; на фиг.8 и 9 - изображения фибрилл, выделенных из снимков фиг.6 и 7 соответственно; на фиг.10 и II - изображения узлов, выделенных из снимков фиг. 6 и 7 соответственно; на фиг. 12 и 13 - фотоснимки промышленно доступных PTFE пленок A и В соответственно; на фиг. 14 и 15 - изображения фибрилл, выделенных из изображений, которые получаются посредством обработки фиг.12 и 13 соответственно, на фиг. 16 и 17 - изображения узлов, выделенных из изображений, которые получаются посредством обработки фиг.12 и 13; на фиг. 18 - 24 - модели структуры фибрилла-узел PTFE пористой пленки; на фиг. 25 - устройства для вытяжки и вальцевания, использованные в примерах 3 и 4.
PTFE пористая пленка настоящего изобретения может быть использована как таковая или армированная посредством развальцовывания в тонкие листы отдельного армированного материала, имеющего низкую потерю давления. Развальцованная PTFE пористая пленка имеет улучшенную обрабатываемость. Развальцованная PTFE пористая пленка может быть сложена в форме складок и использована в качестве фильтра для улавливания сверхтонких частиц.
В качестве армирующего материала могут быть использованы нетканая ткань, тканая ткань, сетка или другие пористые материалы. Армирующий материал может быть изготовлен из различных, таких как полиолефин (например, полиэтилен, полипропилен и так далее), полиамид, полиэфир, арамид или их смесь, как, например, нетканая ткань волокна, имеющего структуру ядро/оболочка, двухслойная нетканая ткань вещества с низкой температурой плавления и высокоплавкого вещества, фторированная смола (например, тетрафторэтиленовый, перфторалкилвиниловый сополимер эфира) (PFA, PTFE), сополимер тетрафторэтилен/гексафторпропилен (FEP), и так далее. Среди них нетканая ткань волокна, имеющего структуру ядро/оболочка, и двухслойная нетканая ткань вещества с низкой температурой плавления и вещества с высокой температурой плавления являются предпочтительными, так как они не дают усадки в течение развальцовывания в слоистый материал. Слоистая пленка с таким армирующим материалом легко обрабатывается в форме фильтра НЕРА (фильтра высокой эффективности очистки воздуха от микрочастиц) и может увеличивать число шагов складок, когда она обрабатывается в качестве элемента фильтра.
Структура послойного формования не ограничивается. Например, на одной или обеих поверхностях армирующего материала развальцовывается PTFE пористая пленка (пленки) настоящего изобретения, или PTFE пористое вещество формируется в виде трехслойной структуры между парой армирующих материалов.
PTFE пористая пленка и армирующий материал могут быть развальцованы любым из общепринятых способов, например термокомпрессионным соединением с плавлением части армирующего материала или с использованием в качестве клеящего вещества порошка полиэтилена, полиэфира или PFA, или высокоплавкой смолы.
С точки зрения механизмов удаления частиц, которые упоминались выше, является необходимым предотвратить десорбцию частиц, которые однажды прилипли к волокну фильтра, или экранируют прохождение частиц, так чтобы улавливать частицы наверняка. С этой целью фильтрующий материал, имеющий размер пор меньше, чем размер частицы (частиц), которые наверняка улавливаются, должен быть использован, и поэтому PTFE пористый материал, имеющий малый средний размер пор, является предпочтительным.
Чем меньше толщина пленки, тем лучше, так как потеря давления пропорциональна толщине пленки, когда диаметр пор и пористость фильтрующего материала являются теми же самыми.
Даже если потеря давления, размер пор, пористость и толщина пленки фильтрующего материала являются теми же самыми, способность улавливать частицы различается в зависимости от материалов. Теоретически является предпочтительным использовать тонкие волокна, имеющие диаметр 0,5 мкм или меньше и уменьшать количество связующего вещества, а именно уменьшать количество материала другого, чем волокно (сравни: Th 52 Year Preprint of Emi Zun of the Chemical Engineering Society).
PTFE пористая пленка настоящего изобретения удовлетворяет таким условиям.
PTFE пористая пленка настоящего изобретения будет более подробно описана вместе со способом ее приготовления.
Полуспекшийся PTFE материал биаксиально вытягивают при степени вытяжки площади по крайней мере 50, предпочтительно по крайней мере 100, более предпочтительно по крайней мере 250 и затем спекают, спекшаяся PTFE пористая пленка имеет очень однородную пленочную структуру и включает волокна, по существу не содержащие узлов.
PTFE пористая пленка, таким образом приготовленная, имеет очень малый средний размер пор, например от 0,2 до 0,5 мкм, и ее толщина уменьшаются от одной двадцатой до одной сотой толщины невытянутого полуспекшегося PTFE материала.
Такие параметры являются подходящими для материала воздушного фильтра, чтобы поддерживать высокую чистоту помещения, в котором образуется микросхема на полупроводнике.
PTFE пористая пленка, имеющая вышеупомянутую структуру была получена посредством двуосного вытягивания или вытягивания во всех направлениях, образуются микроволокна в тех же направлениях, так что образуется структура паутины или трехмерная сшитая структура, и в связи с этим прочность увеличивается. Так как число и размеры пространств между узлами и микроволокнами полимера увеличиваются, пористость увеличивается также. Это значит, что увеличение степени вытяжки приводит только к увеличению размера пор.
Потеря давления снижается, т.е. размер пор расширяется или уменьшается толщина пленки. Для производства воздушного фильтра, имеющего малый размер пор и малую потерю давления, следует применять тонкую пленку PTFE, поскольку увеличение степени вытяжки не приводило к уменьшению ширины и толщины. Когда степень вытяжки сильно увеличивается, размер пор расширяется. Следовательно, толщина пленки перед вытяжкой должна быть применена тонкой и пленке следует быть вытянутой с малой степенью вытяжки.
Однако толщина технически используемой пленки до вытяжки равна самое большее от 30 до 50 мкм. Принимая во внимание качество и выход полученной пленки, толщина пленки перед вытяжкой равна около 100 мкм.
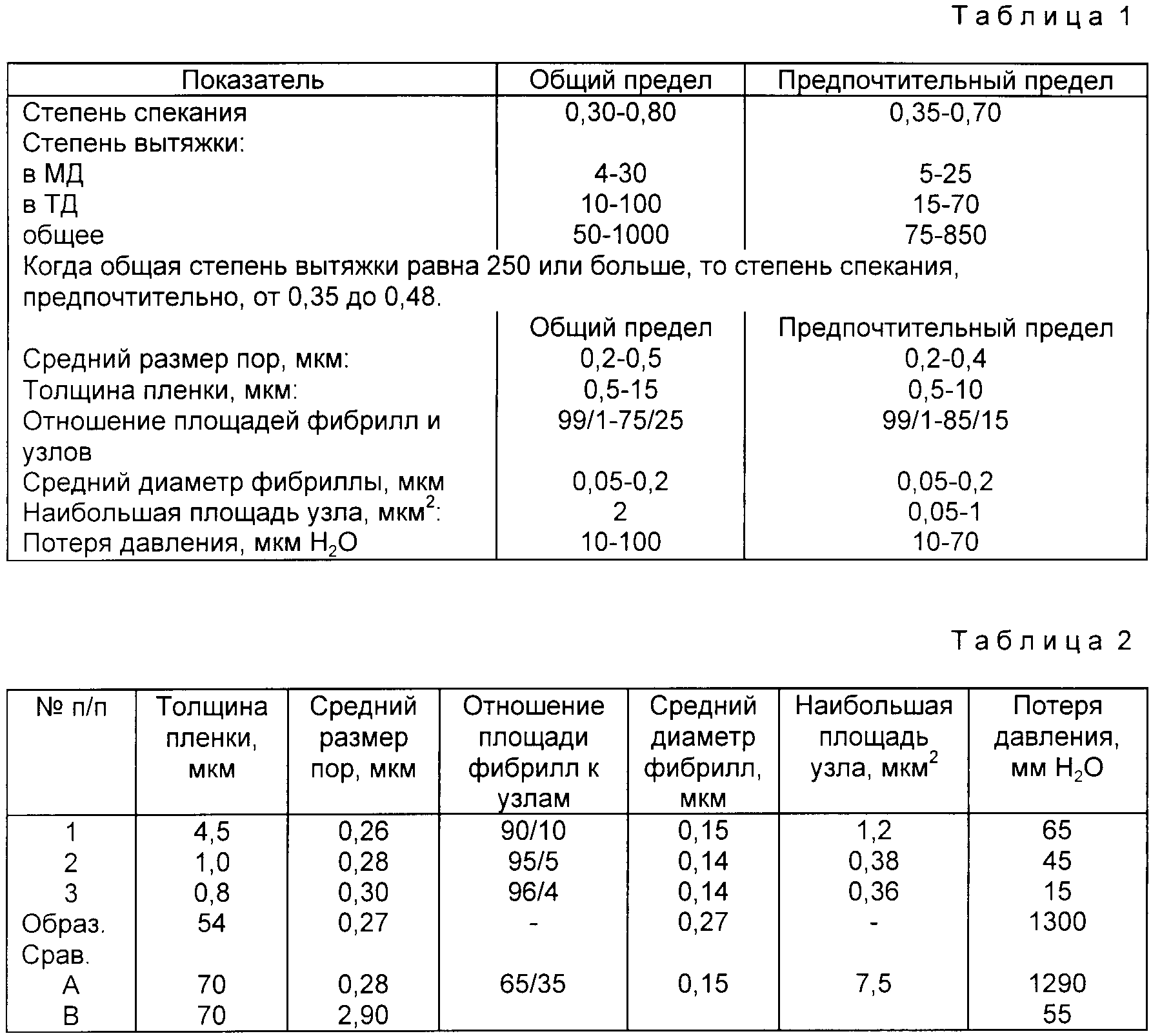
Общие пределы и предпочтительные пределы параметров настоящего изобретения приведены в табл. 1.
Степень спекания определяется в примерах.
PTFE пористая пленка настоящего изобретения может быть использована в качестве воздушного фильтра, PTFE пористая пленка настоящего изобретения может быть использована для применения там, где требуется водоотталкивающее средство или газопроницаемость.
Настоящее изобретение более подробно проиллюстрировано нижеследующими примерами.
Пример 1. Невытянутая неспекшаяся PTFE пленка, имеющая толщину 100 мкм, которая приготовлена из PTFE тонкого порошка (Polyflon (торговая марка) Fine Powder-104, изготовленного Daikin Industries, Ltd.), была нагрета и выдержана в печи при 339oC в течение 50 с для получения сплошной полуспекшейся пленки, имеющей степень спекания 0,50.
Полуспекшаяся пленка была разрезана на образцы в форме квадрата со стороной около 9 см, и их четыре стороны были зажаты с помощью зажимов устройства, которое может биаксиально вытягивать пленку одновременно или последовательно (изготовленного Iwamoto Manufacturing Co., Ltd), нагрета при температуре воздуха 320oC в течение 15 мин и вытянута при скорости 100 см/с в продольном направлении пленки (названном "МД" направлением) при степени вытяжки 5.
Затем образец был непрерывно вытянут в поперечном направлении пленки (названном "ТД" направлением) при степени вытяжки 15, фиксируя длину в МД направлении, для получения пористой пленки, вытянутой при общей степени вытяжки (степень вытяжки площади) 75.
Эта вытянутая пленка была посажена в раму для предотвращения усадки и подвержена термической усадке в печи при 350oC в течение 3 мин.
Пример 2. Та же самая полуспекшаяся пленка, имеющая степень спекания 0,5, использованная в примере 1, была вытянута до степени вытяжки 8 в МД направлении и до степени вытяжки 25 в ТД направлении (общая степень вытяжки 200) тем же самым способом, как в примере 1, для получения вытянутой PTFE пористой пленки.
Эта пористая пленка была подвергнута термической усадке при 350oC в течение 3 мин тем же самым способом, как в примере 1.
Пример 3. Невытянутая неспекшаяся PTFE пленка, имеющая толщину 100 мкм, была приготовлена из того же самого PTE тонкого порошка, который был использован в примере 1, посредством экструзии пасты, календрования с помощью вальцов и аддитивной сушки в соответствии со стандартным способом и нагрета в печи, при температуре 338oC в течение 45 с с получением сплошной полуспекшейся пленки, имеющей степень спекания 0,40. До этой стадии нагревания пленка имела ширину 215 мкм и удельный вес 1,55 г/см3 и после этой стадии нагревания пленка имела ширину 200 мкм и удельный вес 2,25 г/см3. Однако толщины до и после нагревания были по существу теми же самыми.
Эта полуспекшаяся пленка была вытянута в продольном направлении до степени вытяжки 20, используя устройство, показанное на фиг. 1, содержащее следующие части: подающий ролик (1), намоточный барабан (2), вальцы (3,4), ролики (7, 8, 9 и 12), ролик термической усадки (10), охлаждающий ролик (11).
Условия вытяжки в продольном направлении были следующие:
Вальцы 3 и 4 - Скорость подачи 0,5 м/мин - Температура комнатная - Ширина пленки 200 мкм
Ролик 6
- Наружная скорость 4 м/мин - Температура 300oC
Ролик 7 - Наружная скорость 10 м/мин - Температура 300oC
Ролик 10 - Наружная скорость 10 м/мин - Температура
25oC
Намоточный барабан 2 - Скорость намотки 10 м/мин - Температура комнатная - Ширина пленки 145 мкм
Расстояние между границами роликов 6 и 7 - 5 мм
Степень
вытяжки площади в продольном направлении, как было вычислено, равна 14,5.
Затем продольно вытянутая пленка была вытянута до степени вытяжки около 34 и подвергнута термической усадке с использованием устройства фиг. 25, которое может последовательно зажать оба края пленки с помощью зажимов.
Так, на фиг. 25 представлена схема устройства, содержащая следующие части: ролик подачи пленки (13), механизм контроля подачи (14), печь предварительного нагрева (15), печь для вытяжки в поперечном направлении (16), печь термической усадки (17), вальцы формования в слои 18 и 19, причем нагревательный ролик (19), механизм контроля наматывания (20), намоточный барабан (21), вальцы для формования в слои нетканых тканей (22 и 23).
В вышеупомянутой стадии
соблюдаются следующие условия вытяжки и термической усадки:
Скорость подачи пленки 3 м/мин;
Температура печи предварительного нагрева 305oC;
Температура печи для
вытяжки в поперечном направлении 320oC;
Температура печи термической усадки 350oC;
Общая степень вытяжки площади, как было вычислено, была около 490.
Образцовый пример. Та же самая полуспекшаяся PTFE пленка, которая была использована в примере 1, была вытянута с помощью устройства фиг.1. То есть, из подающего ролика 1 полуспекшаяся PTFE пленка была подана к вальцам 6, 7 через вальцы 3, 4, 5, посредством чего пленка была вытянута в МД направлении до степени вытяжки 6. Вытянутая пленка была затем пропущена через ролики 8, 9, ролик 10 термической усадки, охлаждающий ролик II и ролик 12 и намотана на намоточный барабан 2.
Условия вытяжки были следующие:
Ролик 6 - Температура поверхности ролика 300o
C - Скорость по окружности 1 м/мин
Ролик 7 - Температура поверхности ролика 300oC - Скорость по окружности 6 м/мин
Расстояние между окружностями роликов 6 и 7 5 мм
Ролик 10 - Температура поверхности ролика 300oC - Скорость по окружности синхронная ролику 7.
Вытянутая пленка была разрезана до длины 1 м и ширины 15 см и разрезанная пленка была вытянута в ТД направлении без фиксирования ширины до степени вытяжки 4 и подвергнута термической усадке при 350oC в течение 3 мин. В этой вытянутой пленке не было найдено узла в соответствии с определением настоящего изобретения.
В отношении пленок, полученных в примерах 1, 2 и 3 и образцовом примере, и двух коммерчески доступных PTFE пленок, имевших размер пор 0,1 мкм (A: PTFE пористая пленка, собранная в FLUOROGURAD IP Cartrige 0,1 мкм, изготовленная Millipore) (В: Т 300 A 293-D PTFE мембранный фильтр, изготовленный Advantes Toyo) в качестве Сравнительных примеров, средний размер пор, толщина пленки, отношение площадей фибрилл к узлам, средний диаметр фибриллы, наибольшая площадь узла и потеря давления были измерены, как описано ниже. Результаты показаны в табл. 2.
Из результатов табл. 2 понятно, что, хотя PTFE пористые пленки настоящего изобретения имеют по существу тот же самый средний размер пор, который имеют коммерчески доступная пленка A и пленка образцового примера, они имеют намного меньшую потерю давления, чем коммерчески доступная пленка и пленка образцового примера, и что хотя PTFE пористые пленки примеров 1 и 2 имеют по существу ту же самую потерю давления, как и потеря давления коммерчески доступной пленки В, они имеют намного больший средний размер пор, чем коммерчески доступные пленки В. Кроме того, понятно, что, когда пленка вытягивается до степени вытяжки площади около 500, как в примере 1, потеря давления может быть еще уменьшена, в то время как средний размер пор остается на том же самом уровне.
PTFE пористые пленки примеров имеют большее отношение площадей фибрилл к узлам, чем коммерчески доступная пленка A. PTFE пористые пленки примеров имеют меньший средний диаметр фибриллы, чем средний диаметр фибриллы образцового примера. Наибольшая площадь узла PTFE пористой пленки настоящего изобретения намного меньше, чем площадь узла коммерчески доступной пленки A.
Свойства в табл. 2 измеряются следующим образом.
Средний размер пор
Средний flow размер пор, измеренный в соответствии с ASTM-316-86, использовали в
качестве среднего размера пор. При этом средний flow размер пор измеряли, используя Couiter Prometer (изготовленный Cоuiter Electronic, UK).
Толщина пленки
Используя ID-110 МН
тип измерителя толщины пленки (изготовленный Mitsutoyo Co, Ltd.), общая толщина слоистого ряда пленок измеряется и измеренная величина делится на 5 для получения толщины одной пленки.
Потеря давления
PTFE пористая пленка разрезается в форме круга 47 мм в диаметре и закрепляется на держателе фильтра, имеющего эффективную площадь пропускания 12,6 см2. Входная
сторона прессуется при 0,4 кг/см2 с помощью воздуха и скорость прохождения через пористую пленку контролируется при скорости 5,3 см/с при помощи воздуха выходящего из выходной стороны,
регистрируемого измерителем потока (изготовленного Ueshima Manufacturing Co., Ltd). В этих условиях потеря давления измеряется с помощью манометра.
Степень спекания
Степень
спекания полуспекшегося PTFE материала определяется следующим образом.
Из неспекшегося PTFE материала взвешивается образец 3,0 ± 0,1 мг и с помощью этого образца измеряются кривая плавления кристаллического вещества. Из полуспекшегося PTFE материала взвешивается образец 3,0 ± 0,1 мг и с помощью этого образца измеряется кривая плавления кристаллического вещества.
Кривая плавления кристаллического вещества регистрируется, используя дифференциальный сканирующий калориметр (здесь и далее обозначенный как "DSC"), как, например, DSC-50, изготовленный Shimadzu.
Образец неспекшегося PTFE материала загружается в алюминиевую ванну DSC и теплота плавления неспекшегося PTFE материала и теплота плавления спекшегося PTFE материала измеряются следующим способом.
(1) Образец нагревают со скоростью нагрева 50oC/мин вплоть до 250oC и затем при скорости нагрева 10oC/мин от 250oC до 380oC. Пример кривой плавления кристаллического вещества, зарегистрированный в этой стадии нагрева, показан на фиг. 2, кривая A. Температура, при которой появляется эндотермический пик, определяется как "точка плавления неспекшегося PTFE материала" или "точка плавления PTFE тонкого порошка".
(2) Непосредственно после того, как температура достигнет 380oC, образец охлаждается со скоростью охлаждения 10oC/мин вплоть до 250oC.
(3) Затем образец снова нагревается вплоть до 380oC со скоростью нагрева I0oC/мин.
Пример кривой плавления кристаллического вещества, зарегистрированный в стадии нагрева (3), показан на фиг.2, кривая В.
Температура, при которой появляется эндотермический пик, определяется как "точка плавления спекшегося PTFE материала".
Далее, кривая плавления кристаллического вещества полуспекшегося PTFE материала регистрируется тем же самым способом, как стадия (1).
Пример кривой плавления кристаллического вещества в этой стадии показан на фиг.3.
Теплота плавления неспекшегося PTFE материала (ΔH1 фиг.1), спекшегося PTFE материала (ΔH2 фиг.1) и полуспекшегося PTFE материала (ΔH3 фиг.2) пропорциональна площади, окруженной кривой плавления кристаллического вещества и основной линией, и теплота плавления автоматически вычислялась посредством DSC-50 Shimadzu.
Затем степень спекания
рассчитывается в соответствии со следующим уравнением:
Степень спекания = (ΔH1-ΔH3)/(ΔH1-ΔH2),
в котором
ΔH1 - теплота плавления неспекшегося PTFE материала, ΔH2 - теплота плавления спекшегося PTFE материала и ΔH3 - теплота плавления полуспекшегося
PTFE материала.
Анализ изображения
Отношение площадей фибрилл к узлам, средний диаметр фибриллы и наибольшая площадь узла измеряются следующим образом.
Фотоснимок поверхности PTFE пористой пленки получается с помощью сканирующего электронного микроскопа (Hitaschi-400, испарение с помощью Hitaschi Е-1030) (SEM фотоснимок. Увеличение: 1000 до 5000 раз). Этот фотоснимок сканируется с помощью устройства обработки изображения (Аппаратное обеспечение:TV Image Process or TVIP-4100, изготовленный Nippon Avionics Co. , Ltd; Управляющая программа: TV Image Processor Image Command 4198, снабженный Latock System Engineering Co., Ltd.), чтобы разделить фибриллы и узлы для получения изображения фибрилл и изображения узлов. Посредством обработки изображения узлов получается наибольшая площадь узлов и посредством обработки изображения фибрилл получается средний диаметр фибриллы (отношение общей площади к половине общей длины границы).
Отношение площадей фибрилл к узлам рассчитывалось как отношение общей площади изображения фибрилл и общей площади изображения узлов.
Определение узлов
Здесь, узлы
удовлетворяют одному из следующих свойств:
(i) блок, к которому присоединены многочисленные фибриллы (отмеченные точками площади на фиг.18);
(ii) блок, который больше, чем диаметр
фибриллы, присоединенной к блоку (заштрихованные площади на фиг.21 и 22);
(iii) первичная частица или агломерированные первичные частицы, из которых фибриллы радиально простираются
(заштрихованные площади на фиг.19, 22 и 23).
Фиг. 24 - пример структуры, которая не рассматривается как фибрилла. На фиг. 24 фибриллы разветвляются, но размер разветвленной площади является тем же самым, что и диаметр фибриллы. Эта разветвленная площадь не рассматривается как узел в настоящем изобретении.
Реферат
Использование: пористая политетрафторэтиленовая пленка, способы ее получения и воздушные фильтры, содержащие указанную пленку для улавливания диспергированных тонкодисперсных частиц в воздухе или других газах. Сущность изобретения: пленку получают посредством биаксиальной вытяжки полуспекшегося политетрафторэтиленового материала до степени вытяжки поверхности по крайней мере 50 и термической усадки вытянутого материала при температуре выше, чем температура плавления политетрафторэтилена. Средний диаметр пор пленки от 0,2 до 0,5 мкт, а средний диаметр фибриллы от 0,005 мкм до 0,2 мкм, при наибольшей площади узла не более 2 мкм2 и толщине пленки от 0,5 мкм до 15 мкм. 3 с. и 1 з.п. ф-лы, 25 ил., 1 табл.
Комментарии