Фильтр из композиционного материала и способ его изготовлениия - RU2240856C2
Код документа: RU2240856C2
Чертежи








Описание
Перекрестная ссылка на предшествующие заявки
Приоритет данной заявки заявляется по Предварительной Заявке №60/60/142877, поданной 8 июля 1999 года и озаглавленная "Пористый фильтр на основе материала, полученного выдуванием из расплава, и распушенной целлюлозы" (Melt Blown and Fluff Pulp Based Depth Filter), полное описание которой включено в настоящую заявку посредством ссылки.
Область применения изобретения
Данное изобретение относится к пористым фильтрующим материалам, предназначенным для удаления твердых частиц, увлекаемых движущимся потоком газа. Если говорить более конкретно, оно относится к фильтрующему композиционному материалу, состоящему из не связанных предварительно ярусов фильтрующего материала, собранных в заранее выбранной последовательности и связанных между собой с образованием составляющей единое целое слоистой структуры, пригодной для отфильтровывания частиц из воздуха.
Предпосылки изобретения
За последнее время технология отфильтровывания твердых частиц из газов стала весьма сложной как в случаях обычного применения, например при ориентированной на рядового потребителя очистке от грязи и пыли с использованием пылесоса, так и в очень ответственных случаях промышленного применения, например при удалении из газов фракций частиц определенного размера, представляющих собой самые различные загрязняющие примеси, начиная от инертных и заканчивая обладающими биохимической активностью. Известно, что загрязняющие частицы в потоке газа могут быть самого разного размера и геометрической формы, например удлиненной и сферической, а также иметь самый разный химический и физический состав, например не имеющий запаха и издающий запах.
В результате, развитие технологии фильтрации привело к созданию таких фильтрующих материалов, которые предназначены эффективно отфильтровывать определенные фракции загрязняющих частиц. Наряду с этим эта технология дала развитие методам максимизации различных рабочих характеристик фильтров, таких как сохранение низкого падения давления на фильтре и повышение срока службы фильтра для того, чтобы увеличить промежуток времени между заменами фильтрующих элементов.
Традиционный подход к достижению указанных целей заключается в создании многослойного фильтрующего материала, составленного из отдельных индивидуально спроектированных слоев, каждый из которых предназначен для выполнения главным образом одной, а иногда нескольких определенных фильтрационных функций. Например, для защиты нижележащих фильтрующих слоев от абразивного износа большими и твердыми частиц, движущихся с большой скоростью, часто используется очень "открытый", пористый и тонкий холст; для захвата значительного количества частиц, главным образом больших, обычно используется пористый и объемный слой; а для удаления наиболее мелких частиц с целью повышения эффективности фильтрации обычно предназначен имеющий малую пористость слой, состоящий из волокон сверхмалого диаметра. Отдельные фильтрующие слои выбираются из большого количества доступных вариантов и комбинируются в заранее выбранной последовательности, затем они собираются в группу, образуя многослойный и, следовательно, многофункциональный фильтр. По меньшей мере два смежных слоя могут быть связаны друг с другом, или же слои могут быть не связанными. Если требуется, то отдельные слои могут быть помещены между обложками, обычно из бумаги, для конструктивной целостности и удобства в обращении.
Недостаток вышеупомянутой многослойной технологии изготовления многофункциональных фильтров заключается в том, что в ней имеет место повторная обработка фильтрующих материалов, которая может оказаться излишней. То есть, фильтрующий материал, входящий в определенный слой, первый раз обрабатывается для получения отдельного слоя, а затем он подвергается обработке для включения этого слоя в многослойный фильтр в процессе сборки. Каждый этап, пусть и в незначительной степени, добавляет обложку и увеличивает плотность готового фильтра. Это приводит к увеличению падению давления на фильтре и уменьшает его пылеемкость, сокращая тем самым срок его службы. Поэтому желательно иметь многофункциональный, многокомпонентный фильтр, который может быть изготовлен при минимальном уплотнении фильтрующего материала и минимальном количестве обложек.
Сущность изобретения
Таким образом, в данном изобретении предлагается фильтр из композиционного материала, включающего в себя предварительно не связанные ярусы, каждый из которых содержит, по меньшей мере, один фильтрующий материал и отличается от смежных ярусов; причем ярусы связаны между собой, образуя составляющую единое целое слоистую структуру, которая имеет первую пограничную поверхность, предназначенную для приема увлекаемых воздухом частиц, и вторую пограничную поверхность, предназначенную для выпуска профильтрованного воздуха.
Также предлагается новый способ изготовления фильтра из композиционного материала, включающий в себя следующие этапы:
а) укладку фильтрующего материала на опору для получения предварительно не связанного яруса;
б) нанесение на ранее сформированный ярус другого фильтрующего материала, имеющего состав, отличный от состава материала ранее сформированного яруса, с целью получения предварительно не связанного покрывающего яруса;
в) связывание ярусов фильтрующего материала для получения фильтра из композиционного материала, имеющего слоистую структуру, составляющую единое целое.
Краткое описание чертежей
Фиг.1 схематически изображает поточный процесс изготовления фильтра из композиционного материала в соответствии с предпочтительным вариантом выполнения настоящего изобретения.
Фиг.2 схематически изображает в поперечном сечении вариант выполнения нового фильтрующего композиционного материала, имеющего слоистую структуру из двух ярусов, составляющую единое целое.
Фиг.3 схематически изображает в поперечном сечении еще один вариант выполнения нового фильтрующего композиционного материала, имеющего слоистую структуру из трех ярусов, составляющую единое целое.
Фиг.4 схематически изображает в поперечном сечении еще один вариант выполнения нового фильтрующего композиционного материала, имеющего слоистую структуру из четырех ярусов, составляющую единое целое.
Фиг.5 схематически изображает в поперечном сечении еще один вариант выполнения нового фильтрующего композиционного материала, имеющего слоистую структуру из пяти ярусов, составляющую единое целое.
Фиг.6 схематически изображает в поперечном сечении еще один вариант выполнения нового фильтрующего композиционного материала из двух ярусов, показанного на фиг.2, в сочетании со смежным фильтрующим слоем.
Фиг.7 схематически изображает в поперечном сечении еще один вариант выполнения нового фильтрующего композиционного материала из трех ярусов, показанного на фиг.3, в сочетании со смежным фильтрующим слоем.
Фиг.8 схематически изображает в поперечном сечении еще один вариант выполнения нового фильтрующего композиционного материала из четырех ярусов, показанного на фиг.4, в сочетании со смежным фильтрующим слоем.
Фиг.9 схематически изображает в поперечном сечении еще один вариант выполнения нового фильтрующего композиционного материала из пяти ярусов, показанного на фиг.5, в сочетании со смежным фильтрующим слоем.
Фиг.10 схематически изображает в поперечном сечении двухярусный фильтрующий композиционный материал, показанный на фиг.6, соединенный со смежным фильтрующим слоем с помощью клея или слоя, прикрепленного ультразвуком.
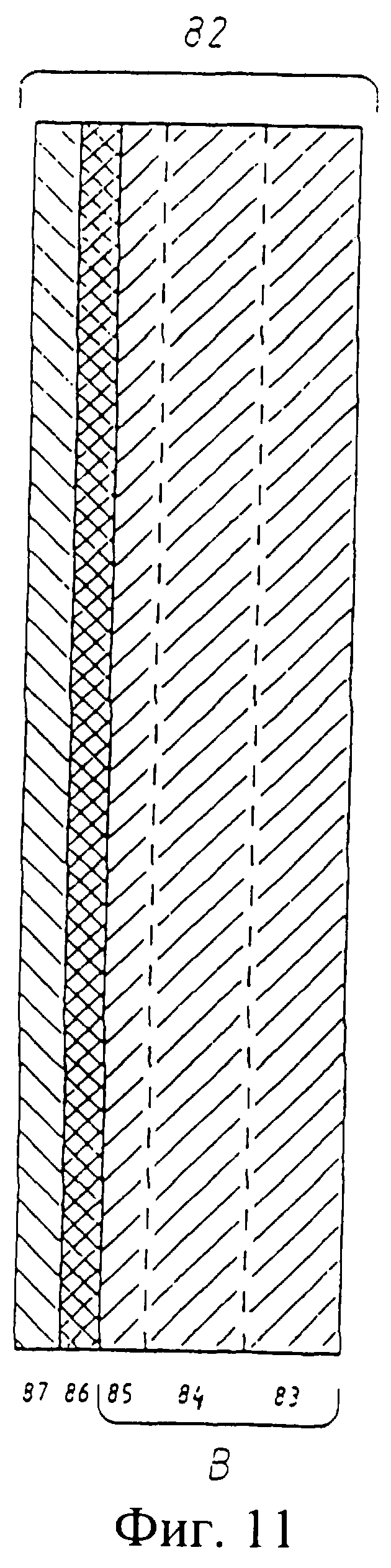
Фиг.11 схематически изображает в поперечном сечении трехъярусный фильтрующий композиционный материал, показанный на фиг.7, соединенный со смежным фильтрующим слоем с помощью клея или слоя, прикрепленного ультразвуком.
Фиг.12 схематически изображает в поперечном сечении четырехъярусный фильтрующий композиционный материал, показанный на фиг.8, соединенный со смежным фильтрующим слоем с помощью клея или слоя, прикрепленного ультразвуком.
Фиг.13 схематически изображает в поперечном сечении пятиярусный фильтрующий композиционный материал, показанный на фиг.9, соединенный со смежным фильтрующим слоем с помощью клея или слоя, прикрепленного ультразвуком.
Подробное описание
В данном изобретении предлагается, по существу, новый фильтрующий композиционный материал, составленный из уложенных друг на друга ярусов фильтрующего материала, связанных вместе и образующих слоистую структуру, составляющую единое целое. Состав фильтрующего материала в каждом данном ярусе выбирают заранее для выполнения требуемой фильтрационной функции. Например, для улавливания очень мелких частиц пыли, размер которых не превышает приблизительно 5 микрометров, могут быть выбраны тонкие (т.е. имеющие малый диаметр) и плотно упакованные волокна. Для предотвращения прохождения указанных и даже еще более мелких частиц могут быть использованы также волокна, заряженные статическим электричеством. Аналогичным образом, для улавливания загрязняющих частиц среднего и большого размера могут быть использованы объемные высокопористые материалы с повышенной пылеемкостью.
Новый фильтрующий композиционный материал имеет ту отличительную особенность, что по меньшей мере один из его ярусов, а в предпочтительном варианте каждый из его ярусов, не является предварительно связанным до и во время укладки в стопу. Термин "предварительно связанный" в данном случае означает то, что структура фильтрующей среды, представляющей собой, к примеру, термически связываемые плавкие волокна или волокна, связываемые клеем, обрабатывается таким способом, при котором эффективно приводится в действие связывающий механизм, в результате чего получается отдельное, самостоятельное, способное к сцеплению и, как правило, самонесущее полотно. Таким предварительно связанным полотном можно механически манипулировать, например скручивать в рулон, раскручивать из рулона, разрезать и т.д. Следовательно, в соответствии с одним аспектом изобретения, сцепление по меньшей мере одного из ярусов, а в предпочтительном варианте всех из них, для получения составляющей единое целое структуры начинается только после того, как укладывание в стопу всех ярусов конкретной желаемой структуры фильтрующего композиционного материала завершено. Получаемая в результате структура представляет собой одно тело, состоящее из фильтрующих материалов различного типа, которые на поперечном сечении композиционного материала выглядят как отличающиеся друг от друга слои. Более подробно это будет объяснено далее в описании со ссылкой на сопроводительные чертежи.
Как было отмечено, слоистая структура формируется посредством сборки стопы из ярусов отобранных фильтрующих материалов. Так как сами ярусы являются предварительно не связанными, компоненты каждого из них, то есть: волокна, гранулы и т.д., обычно свободно укладываются на нижележащий слой механически или воздушной укладкой. Внутри каждого яруса состав фильтрующего материала в значительной степени однороден, а между ярусами имеется нечеткая граница раздела, такая как граница 36А на фиг.2 и аналогичные границы, представленные штриховыми линиями на фиг.3-13. В соответствии с одним из аспектов изобретения, отдельный ярус может быть образован из фильтрующим материалом одного типа, например, на 100% состоящим из двухкомпонентных полимерных волокон, волокнами, полученными выдуванием из расплава, штапельными волокнами, или волокнами "спанбонд" (Spunbond). В соответствии с другим аспектом изобретения, отдельный ярус может быть образован смесью материалов, такой как уложенная воздухом и обычно однородная смесь двухкомпонентных полимерных волокон и волокон распушенной целлюлозы. Так как желательно обеспечить слоистую структуру, особенностью данного изобретения является то, что смежные ярусы в стопе имеют различные составы. Тем не менее, состав одного яруса в стопе может быть повторен, хотя по меньшей мере один ярус другого состава должен присутствовать между ярусами одинакового состава.
Такая структура отличается от структуры обычных многослойных фильтрующих материалов, получаемых путем склеивания отдельных слоев фильтрующего материала, каждый из которых до формирования многослойного материала был предварительно связан и представлял собой самонесущее полотно. Под термином "ярус" в данной заявке подразумевается лента, полученная из предварительно не связанного фильтрующего материала в виде слоя слоистой структуры, составляющей единое целое. В отличие от этого, термин "слой" означает отдельное, предварительно связанное, самонесущее полотно из фильтрующего материала.
Составляющая единое целое слоистая структура нового фильтрующего композиционного материала обеспечивает ряд значительных преимуществ над обычными фильтрующими материалами. Согласно одному из аспектов изобретения, составляющая единое целое слоистая структура может быть выполнена более объемной, обеспечивая большую пылеемкость по сравнению со слоистым материалом, включающим в себя отдельные предварительно связанные слои, состав которых соответствует составу ярусов составляющей единое целое структуры. Это обусловлено тем, что каждая часть обычного фильтрующего материала подвергается по меньшей мере двойному сжатию: первый раз, когда происходит формирование отдельного слоя посредством связывания, и второй раз, когда отдельные слои склеиваются для получения фильтра.
Согласно еще одному аспекту изобретения, новая структура может содержать меньше клея, чем обычные фильтры. Это обусловлено возможностью "сухого" укладывания последовательных ярусов в стопу без использования клея на поверхностях раздела. Хотя клей, например латексный, обычно наносится экономно, каждое дополнительное нанесение увеличивает покрытие, пусть и в не значительной степени. В результате, чем больше используется клея, тем обычно больше падение давления на фильтре, и тем более быстрого засорения самого фильтра пылью и частицами грязи можно ожидать.
Согласно еще одному аспекту изобретения, новая структура в предпочтительном варианте выполнения содержит по меньшей мере один ярус, который является очень непрочным. То есть, этот ярус имеет такую высокую пористость или такое малое количество твердого фильтрующего материала, что не является самонесущим. Другими словами, составу этого яруса не достает собственной структурной целостности, чтобы образовать отдельное свободностоящее полотно, которое могло бы быть использовано в обычном многослойном слоистом материале. Следовательно, новый фильтрующий композиционный материал обладает способностью включать в свой слоистый состав по меньшей мере один сам по себе непрочный, но имеющий широкие функциональные возможности ярус. Благодаря своей составляющей единое целое структуре композиционный материал имеет достаточную прочность, жесткость и другие свойства, делающие его пригодным для использования в качестве фильтра. К примеру, в стопу нового фильтрующего композиционного материала может быть включен очень высокопористый и поэтому сам по себе непрочный ярус с целью обеспечения высокой пылеемкости, хотя самостоятельный слой того же самого состава для использования в обычном многослойном материале было бы невозможно изготовить. Подобным образом, для высококачественного отфильтровывания тонкодисперсной пыли, в стопу может быть включен очень тонкий, структурно непрочный ярус из сверхтонких волокон, хотя тот же самый состав был бы слишком непрочным, чтобы сформировать самостоятельный слой.
Непрочность яруса может быть проверена следующим образом. Если материал яруса нельзя положить на подложку, затем скрутить в рулон и раскрутить из рулона, то этот материал называется "непрочным" в соответствии со значением этого слова, принятым в данном изобретении.
Фильтрующие композиционные материалы по данному изобретению могут использоваться в рукавных фильтрах пылесосов и вообще в вакуум-фильтрах. Термин "вакуум-фильтр" означает фильтрующую структуру, работа которой заключается в пропускании через себя газа, предпочтительно воздуха, содержащего обычно сухие твердые частицы. В данной заявке принято правило о том, как называть стороны, ярусы и слои фильтрующей структуры относительно направления потока воздуха. Например, входная сторона фильтра называется "вышерасположенной", а выходная сторона фильтра называется "нижерасположенной". Иногда использовались термины "спереди" и "позади" для обозначения относительных положений структурных элементов, являющихся соответственно вышерасположенными и нижерасположенными. Конечно, во время фильтрации на фильтре будет градиент давления, который иногда будет называться "падением давления". Обычно в пылесосах используются рукавные фильтры. Как правило, вышерасположенная сторона вакуумного рукавного фильтра является внутренней, а нижерасположенная - наружной.
Новый фильтрующий композиционный материал, наряду с использованием его при изготовлении рукавных фильтров пылесосов, может применяться: в системах обогревающей вентиляции и кондиционирования воздуха (HVAC), воздушных фильтрах кабин транспортных средств, высокоэффективных фильтрах (так называемых МЕРА) и фильтрах для "чистых комнат", домашних рукавных фильтрах контроля выбросов в атмосферу, респираторах, лицевых масках для хирургов и т.п. При желании этот фильтрующий композиционный материал в указанных выше случаях может быть использован совместно с дополнительным слоем, содержащим в себе углеродные волокна или частицы и установленным последовательно с новым композиционным материалом, для того чтобы, к примеру, поглощать запахи или токсичные примеси. Кроме того, в некоторых случаях, например, в высокоэффективных фильтрах (НЕРА) и "чистых" комнатных фильтрах для "чистых комнат", последовательно с новым композиционным материалом в фильтре могут быть использованы дополнительные слои, такие, например, как слой, представляющий собой мембрану из низкопористого тефлона с низкой пористостью, приклеенную к пограничной поверхности композиционного фильтра соответствующей слоистой структуры, составляющей единое целое.
В настоящем изобретении использован тест DIN 44956-2 для определения увеличения падения давления при использовании пяти различных конструкций рукавного фильтра пылесоса после пылевой нагрузки тонкодисперсной пылью в следующих количествах: 0; 0,5; 1,0; 1,5; 2,0; и 2,5 грамма.
Тест на воздухопроницаемость после нагрузки тонкодисперсной пылью заключается в следующем. Ту часть теста DIN 44956-2, что соответствует пылевой нагрузке, проводят с шагом приращения 0,5 грамм от 0 до 2,5 г/(м2·ceк) на семи рукавах каждого образца. Однако значения падения давления еще раз не записывают. Затем для рукавов, которые восприняли определенные уровни пылевой нагрузки, определяют максимально устойчивые значения воздухопроницаемости.
Составы фильтрующих материалов, на которые имеются ссылки в данной заявке на изобретение, далее описываются более подробно.
Стандартный материал рукавных фильтров пылесосов
Этот материал, называемый иногда "стандартной бумагой", традиционно используется в один слой, которым он обеспечивает требуемые от рукавного фильтра пылесоса качества: фильтрацию и удерживание пыли, а также прочность и сопротивление абразивному износу. Этот материал является также достаточно жестким, что легко обеспечивает производство на стандартном оборудовании по производству рукавов. Эта бумага состоит преимущественно из небеленой древесной массы с добавлением 6-7% синтетического волокна, например из полиэфира типа полиэтилентерефталата, и производится посредством процесса мокрой укладки. Стандартная бумага обычно имеет базовый (т.е. относящийся к единице площади материала) вес 30-80 г/м2, и в большинстве случаев он равен приблизительно 50 г/м2. Указанные волокна из полиэтилентерефталата обычно имеют тонину 1,7 текс и длину 6-10 мм. Данная бумага имеет воздухопроницаемость 200-500 л/(м2·сек) и средний размер пор приблизительно 30 мкм. Однако эффективность, определенная посредством теста DIN 44956-2, составляет всего лишь примерно 86%. Еще одна характерная особенность заключается в том, что поры быстро забиваются пылью, и, кроме того, пылеемкость ограничивается очень малой толщиной самой бумаги, равной приблизительно 0,20 мм.
Нетканый материал "Спанбонд"
В качестве фильтрующего яруса в слоистой структуре может быть использован нетканый материал из полимерных волокон "Спанбонд". Волокна могут быть из любого полимера, допускающего переработку типа "Спанбонд", например из полиамидов, полиэфиров или полиолефинов. Базовый вес нетканого материала "Спанбонд" должен быть примерно 10-100 г/м2, предпочтительней 30-40 г/м2. При измерении посредством теста DIN 53887 материал "Спанбонд" должен иметь воздухопроницаемость 500-10000 л/(м2·сек), предпочтительней значение 2000-6000 л/(м2·сек). Он также может быть заряжен статическим электричеством.
Грубый холст или несущее ворсистое полотно
Термин "грубый холст" относится к бумажному или нетканому полотну, обычно имеющему малый базовый вес и очень пористому. Базовый вес холста обычно составляет примерно 10-30 г/м2, часто встречающееся значение примерно 13-17 г/м2. Грубый холст, называемый иногда "несущим ворсистым полотном", обычно имеет воздухопроницаемость 500-10000 л/(м2·сек). Он используется в основном для того, чтобы защитить другие ярусы или слои от абразивного износа. Он способен также отфильтровывать самые крупные частицы. Как и любой ярус фильтрующего композиционного материала, холст может быть заряжен статическим электричеством, если обладает соответствующими диэлектрическими свойствами.
Материал мокрой укладки с повышенной пылеемкостью
Материал мокрой укладки с повышенной пылеемкостью, часто называемый в данной заявке "емкой бумагой мокрой укладки", является более объемным, толстым и более проницаемым по сравнению со стандартной бумагой для рукавного фильтра пылесоса. Он выполняет многочисленные функции, включая: сопротивление ударной нагрузке, отфильтровывание больших загрязняющих частиц, отфильтровывание значительной части малых частиц пыли, удерживание большого количества частиц при свободном прохождении воздуха, что обеспечивает низкое падение давления при высокой пылевой нагрузке и таким образом увеличивает срок службы самого фильтра.
Емкая бумага мокрой укладки, обычно состоит из смеси волокон древесной массы и синтетических волокон. Как правило, она содержит до 70% древесной массы и соответственно больше синтетического волокна, например из полиэтилентерефталата, по сравнению с описанной выше стандартной бумагой. Она имеет большую, чем у стандартной бумаги, толщину, которая приблизительно равна 0,32 мм при типичном базовом весе 50 г/м2. Размер ее пор также гораздо больше и в своем среднем значении может превышать 160 мкм. Поэтому данная бумага, прежде чем забьется, способна удерживать в своих порах намного больше пыли. Типичный базовый вес емкой бумаги мокрой укладки составляет примерно 30-150 г/м2, предпочтительное значение примерно 50-80 г/м2.
Емкая бумага мокрой укладки имеет эффективность фильтрации тонкодисперсной пыли около 66-67%, определенную посредством теста DIN 44956-2. Важно то, что эта емкая бумага мокрой укладки имеет воздухопроницаемость выше, чем стандартная фильтрующая бумага. Нижний предел ее воздухопроницаемости должен быть не менее примерно 500 л/(м2· сек), предпочтительней - не менее примерно 1000 л/(м2·сек), и наиболее предпочтительно - не менее 2.000 л/(м2·ceк). Верхний предел воздухопроницаемости устанавливается таким образом, чтобы обеспечить отфильтровывание и удерживание бумагой основной фракции пылевых частиц, размер которых превышает приблизительно 10 мкм. В результате, дополнительный нижерасположенный фильтрующий материал с высокой эффективностью способен отфильтровывать и удерживать тонкодисперсные частицы пыли гораздо дольше, прежде чем начнут проявляться признаки существенного увеличения падения давления на фильтре. Следовательно, воздухопроницаемость емкой бумаги мокрой укладки в предпочтительном варианте должна быть не более примерно 8000 л/(м2·ceк). предпочтительней - не более примерно 5000 л/(м2·ceк), и наиболее предпочтительно - не более примерно 4000 л/(м2 ·сек). Таким образом, видно, что емкая бумага мокрой укладки особенно хорошо подходит для использования в качестве многоцелевого фильтрующего яруса, предназначенного для размещения выше по отношению к дополнительному ярусу с высокой эффективностью фильтрации.
Материал сухой укладки с повышенной пылеемкостью
Материал сухой укладки с повышенной пылеемкостью, иногда называемый в данной заявке "емкой бумагой сухой укладки", не использовался в качестве фильтра в рукавных фильтрах пылесосов. Бумагу сухой укладки получают не из содержащей воду бумажной массы, а посредством технологии нанесения с помощью воздуха, предпочтительней с помощью процесса, связанного с применением "распушенной целлюлозы". Водородная связь, играющая большую роль в притяжении молекулярных цепей друг к другу, не работает при отсутствии воды. Поэтому при том же базовом весе емкая бумага сухой укладки обычно гораздо толще по сравнению со стандартной бумагой или емкой бумагой мокрой укладки. При типичном базовом весе 70 г/м2 ее толщина, к примеру, составляет 0,90 мм.
Полотно из емкой бумаги сухой укладки может быть связано главным образом двумя способами. Первый способ - способ связывания с помощью латекса, при котором латексное связующее может быть нанесено из водных дисперсий. Могут быть использованы методики пропитки, такие как опрыскивание или погружение и отжим (применение валика с мягкой подкладкой), после чего следует сушка и выдержка с нагревом. Латексное связующее с помощью рифленого валика также может быть нанесено в виде дискретного узора, например в виде точек, ромбов, штриховки или волнистых линий, после чего следуют сушка и выдержка.
Второй способ - способ термического связывания, например с использованием связующих волокон. В изданном в 1992 году "Справочнике по нетканым материалам" ("Nonwoven Fabric Handbook") связующие волокна, иногда называемые в данной заявке "термически связываемыми плавкими волокнами", определены как "Волокна с более низкой температурой размягчения по сравнению с другими волокнами, имеющимися в полотне. При нагревании и приложении давления они действуют как клей". В тех местах полотна, где осуществляется достаточный нагрев и прикладывается достаточное давление, эти термически связываемые плавкие волокна обычно полностью расплавляются, сцепляя тем самым волокна матрицы в точках их пересечения. Примеры включают в себя сополимеры сложных эфиров, которые при нагревании склеивают большое число самых разнообразных волокнистых материалов.
В предпочтительном варианте выполнения термическое связывание может быть осуществлено посредством добавления в изготавливаемое способом сухой укладки полотно от по меньшей мере 20%, предпочтительней до 50%, двухкомпонентных полимерных волокон. Примеры двухкомпонентных волокон включают волокна с сердцевиной из полипропилена и с оболочкой из более чувствительного к нагреванию полиэтилена. Термин "чувствительный к нагреванию" означает, что термопластичные волокна при температуре на 3-5° С ниже температуры плавления размягчаются и становятся клейкими или оплавляются. Предпочтительней, если полимер оболочки имеет температуру плавления в пределах примерно от 90 до 160° С, а полимер сердцевины имеет более высокую температуру плавления, предпочтительней на по меньшей мере 5° С выше температуры плавления полимера оболочки. Например, полиэтилен плавится при 121° С, а полипропилен - при 161-163° С. Это способствует связыванию полотна сухой укладки когда оно проходит между зонами обжима термического каландра или в сушильную печь, осуществляемому для получения связанных нагреванием волокон при меньшем нагреве и меньшем давлении с получением менее спрессованной, более пористой и воздухопроницаемой структуры. В более предпочтительном варианте сердцевина двухкомпонентного волокна, состоящего из сердцевины и оболочки, занимает по отношению к оболочке эксцентричное положение. Чем больше сердцевина сдвинута к одной стороне волокна, тем больше вероятность того, что такое двухкомпонентное волокно на этапе термического связывания образует складки и увеличит тем самым объем изготавливаемого способом сухой укладки материала. Это, безусловно, улучшит его пылеемкость. Поэтому в еще одном предпочтительном варианте выполнения сердцевина и оболочка двухкомпонентного волокна расположены рядом друг с другом, а этап связывания проводят в сушильном печи. Использование термического каландра, который подверг бы полотно большему сжатию, чем при связывании полотна в прямоточной сушильной печи, в данном случае менее предпочтительно. Другие комбинации полимеров, которые могут быть использованы в двухкомпонентных волокнах с оболочкой и сердцевиной или с волокнами, расположенными рядом, включают в себя полипропилен с легкоплавкими сополимерами сложных эфиров, а также полиэфир с нейлоном 6. Ярус сухой укладки с повышенной пылеемкостью также может состоять, по существу, полностью из двухкомпонентных волокон. Наряду с двухкомпонентными волокнами типа "оболочка-сердцевина" могут использоваться и другие их типы, например "бок о бок", "острова в море" и "апельсин", описанные на страницах 26-29 изданной в 1999 году в Северной Каролине книге "Нетканый текстиль" (Nonwoven Textiles, Jirsak, 0., and Wadsworth, L.C., Carolina Academic Press, Durham, North Carolina, 1999), полное описание которой включено в данную заявку посредством ссылки.
Как правило, средний размер пор емкой бумаги сухой укладки находится между размерами пор стандартной бумаги и емкой бумаги мокрой укладки. Эффективность фильтрации данной бумаги, полученная посредством теста DIN 44956-2, составляет приблизительно 80%. Емкая бумага сухой укладки должна иметь примерно тот же базовый вес и ту же воздухопроницаемость, что и описанная выше емкая бумага мокрой укладки, т.е. в диапазоне приблизительно 500-8000 л/(м2·ceк), предпочтительней - примерно 1000-5000 л/(м2·ceк), и наиболее предпочтительно - примерно 2000-4000 л/(м2·ceк). Эта бумага обладает отличной пылеемкостью и имеет то преимущество, что гораздо более однородна по массе и толщине, чем бумага мокрой укладки.
Рассмотрим несколько предпочтительных вариантов выполнения емкой бумаги сухой укладки. Один из них представляет собой состав, образованный связанными латексом волокнами распушенной целлюлозы. То есть, волокна, образующие бумагу, состоят, по существу, из распушенной целлюлозы. Термин "распушенная целлюлоза" обозначает нетканый компонент фильтра по данному изобретению, который приготовлен механическим измельчением катышков целлюлозы, т.е. волокнистую целлюлозу, полученную из древесины или хлопка, и последующим аэродинамическим переносом целлюлозы на элементы машин для воздушной укладки или сухого формования, формующие полотно. Для измельчения целлюлозы может быть использована мельница Вайли (Wiley Mill). Для сухого формования хорошо подходит так называемая машина Дана Уэба (Dan Web machine) или машина М и Джей (М and J machine). Компонент из распушенной целлюлозы и ярусы сухой укладки, изготовленные из нее, являются изотропными и, следовательно, отличаются случайной ориентацией волокон во всех трех измерениях. То есть, в них имеется большое количество волокон, ориентированных не в плоскости нетканого полотна, а расположенных, в частности, перпендикулярно к этой плоскости, в отличие от нетканых полотен, являющихся объемно анизотропными. Предпочтительная длина волокон распушенной целлюлозы, используемых в данном изобретении, составляет примерно 0,5-5 мм. Эти волокна удерживаются вместе посредством латексного связующего. Связующее может быть нанесено в виде порошка или эмульсии. Присутствие связующего в емкой бумаге сухой укладки составляет примерно 10-30% по массе, предпочтительней, если твердое вещество связующего составляет примерно 20-30% от массы волокон.
Согласно другому предпочтительному варианту выполнения, емкая бумага сухой укладки включает в себя термически связываемую смесь волокон распушенной целлюлозы и по меньшей мере одного из двух типов волокон: "волокон из расщепленной пленки" и двухкомпонентных полимерных волокон. Предпочтительней, если смесь включает в себя волокна распушенной целлюлозы и двухкомпонентные полимерные волокна.
Волокна из расщепленной пленки
Волокна из расщепленной пленки представляют собой, по существу, плоские прямоугольные волокна, которые могут быть заряжены статическим электричеством до или после включения их в структуру из композиционного материала по данному изобретению. Толщина волокон из расщепленной пленки может находиться в диапазоне 2-100 микрометров, ширина - от 5 микрометров до 500 микрометров, а длина может находиться в диапазоне от 0,5 до 15 мм. Однако предпочтительными размерами волокон из расщепленной пленки являются: толщина примерно от 5 до 20 микрометров, ширина примерно от 15 до 60 микрометров и длина от 0,5 до 8 мм.
Предпочтительней, если волокна из расщепленной пленки, соответствующие данному изобретению, изготовлены из полиолефина, например полипропилена. Однако для волокон из расщепленной пленки структуры из композиционного материала по данному изобретению может быть использован любой полимер, подходящий для изготовления волокон. Примеры подходящих полимеров наряду с другими включают в себя: полиолефины, подобные гомополимерам и сополимерам полиэтилена, политерефталаты, например полиэтилен терефталат, полибутилен терефталат, полициклогексил - диметилут терефталат; поликарбонат; и полихлоротрифтороэтилен. Другие подходящие полимеры включают: нейлоны, полиамиды, полистиролы, поли-4-метилпентен-1, полиметилметакрилаты, полиуретаны, силиконы, сульфиды полифенилена. Волокна из расщепленной пленки также могут включать в себя смесь гомополимеров или сополимеров. В данной заявке при описании изобретения в качестве примера приведены волокна из расщепленной пленки, выполненные из полипропилена.
Было установлено, что для получения пленок с подходящим балансом механических свойств и хрупкости, требуемой для получения волокон из расщепленной пленки, в слоистых пленочных структурах могут быть применены полипропиленовые полимеры с различным молекулярным весом и морфологией. Этим полипропиленовым волокнам из расщепленной пленки впоследствии также может быть сообщена определенная желаемая степень волнистости. В процессе производства волокон из расщепленной пленки все их размеры, безусловно, могут варьироваться.
Один из методов производства волокон из расщепленной пленки описан в патенте США №4178157, включенном в данную заявку посредством ссылки. Полипропилен расплавляют и формуют экструдированием в виде пленки, которая затем выдувается в большой рукав (баллон), в который вводится или впускается окружающий воздух в соответствии с обычной технологией растяжения посредством вдувания воздуха. Наполнение баллона воздухом служит для охлаждения пленки и для двуосного ориентирования структуры молекулярных цепей полипропилена, что приводит к большей прочности. После этого шар сдувается, и пленка растягивается между по меньшей мере двумя парами валков, при этом она удерживается в контактной зоне двух контактирующих валков, причем между двумя контактирующими валками прикладывается давление, величина которого меняется. Это приводит к дополнительному растяжению пленки в продольном направлении, что осуществляется посредством приведения в движение второго комплекта валков с большей, по сравнению с первым комплектом, скоростью. Результатом является еще большая ориентация молекул пленки в продольном направлении, которая впоследствии проявляется в большей длине волокон из расщепленной пленки.
Пленка может быть заряжена статическим электричеством до или после ее охлаждения. Хотя для зарядки пленки можно применять различные способы электростатической зарядки, было установлено, что два способа наиболее предпочтительны. Первый способ включает в себя пропускание пленки примерно через середину зазора примерно в 3,8-7,6 см (1,5-3 дюйма) между двумя электродами коронного разряда постоянного тока. Могут быть использованы коронирующие стержни с эмиттерными иглами из металлической проволоки, причем один коронирующий электрод имеет положительный потенциал примерно 20-30 кВ, а противоположный электрод имеет отрицательный потенциал примерно 20-30 кВ.
Второй предпочтительный способ использует технологии зарядки статическим электричеством, описанные в опубликованном в 1995 году патенте США №5401446 (авторы Wadsworth и Tsai), полное содержание которого включено в данную заявку посредством ссылки. Указанные технологии называются способами I и II Тантрета (Tantret™ Technique I and Technique II), и описание этих способов приведено ниже. Было установлено, что наибольший потенциал сообщает пленке способ II, согласно которому пленка подвешивается на изолированных роликах и пропускается вокруг внутренней окружности двух отрицательно заряженных металлических оболочек, каждая из которых имеет положительно заряженную коронирующую проволоку. Как правило, применяя способ II, можно сообщить одной стороне пленки положительный потенциал от 1000 до 3000 вольт или более, а другой стороне заряженной пленки - отрицательный потенциал той же величины.
К более низким потенциалам на поверхностях пленки приводит способ I, при котором пленка контактирует с металлическим валиком, находящимся под напряжением постоянного тока от -1 до -10 кВ, а над валиком на расстоянии 2,5-5 см (1-2 дюймов) расположена проволока под напряжением постоянного тока от +20 до +40 кВ, при этом каждая сторона пленки последовательно подвергается воздействию этого заряжающего устройства с конфигурацией типа "валик-проволока". При применении способа I на разных сторонах пленки обычно достигают, как правило, равного по величине, но противоположного по знаку напряжения от 300 до 1500 вольт. Однако как было установлено, более высокие поверхностные потенциалы, получаемые с применением способа II, не приводят к более высокой эффективности фильтрации у полотен, изготовленных из волокон из расщепленной пленки. По этой причине, а также потому, что пленку легче заправлять в устройство, соответствующее способу I, и пропускать через него, именно способ I сейчас преимущественно используется для зарядки пленок перед процессом расщепления.
Охлажденная и растянутая пленка может быть заряжена статическим электричеством либо в холодном, либо в нагретом состоянии. После этого ее одновременно растягивают и расщепляют на узкие полоски, обычно шириной не больше 50 микрометров. Полученные расщеплением плоские волокна затем собирают в жгут, который гофрируют для получения определенного числа извивов на сантиметр длины, а затем разрезают на требуемые отрезки штапеля.
В особенно предпочтительном варианте выполнения бумага сухой укладки с высокой пылеемкостью включает в себя смесь из всех упомянутых выше волокон: волокон распушенной целлюлозы, двухкомпонентных полимерных волокон и заряженных статическим электричеством волокон из расщепленной пленки. Волокна распушенной целлюлозы составляют примерно 5-85% по массе, предпочтительней - примерно 10-70% по массе, и наиболее предпочтительно - примерно 40% по массе, двухкомпонентные волокна составляют примерно 10-60% по массе, предпочтительней - около 10-30% по массе, и наиболее предпочтительно - 20% по массе, и заряженные статическим электричеством волокна составляют 20-80% по массе, предпочтительней - около 40% по массе. Эта бумага сухой укладки с высокой пылеемкостью может быть подвергнута термическому связыванию, предпочтительно при высокой температуре 90-160° С, предпочтительней - при температуре ниже 110° С, и наиболее предпочтительно - примерно 90° С.
Смешанные электростатические волокна
Другие предпочтительные варианты выполнения емкой бумаги сухой укладки включают в себя связанную нагреванием бумагу, состоящую на 100% из "смешанных электростатических волокон", из смеси 20-80% смешанных электростатических волокон и 20-80% двухкомпонентных волокон, и из смеси 20-80% смешанных электростатических волокон, 10-70% волокон из распушенной целлюлозы и 10-70% двухкомпонентных волокон. Фильтры на основе "смешанных электростатических волокон" изготавливают посредством смешения волокон с самыми различными трибоэлектрическими свойствами и трения этих волокон друг о друга или о металлические части машин, например о прутки на кардочесальных цилиндрах во время процесса прочесывания. Это сообщает одному из типов волокон больший по сравнению с другими их типами положительный или отрицательный заряд и увеличивает электростатическое притяжение частиц пыли. Производство фильтров с этими типами смешанных электростатических волокон описано в патенте США №5470485 и в европейской заявке на изобретение №ЕР 02246811 А2.
Описанный в патенте США №5470485 фильтрующий материал содержит смесь полиолефиновых волокон (I) и полиакрилонитрильных волокон (II). Волокна (I) представляют собой двухкомпонентные волокна из полипропилена и полиэтилена и имеют тип "сердцевина-оболочка" или "бок о бок". Волокна (II) не содержат галоген. Волокна (I) также содержат некоторое количество "галоген - замещенных полиолефинов", а акрилонитрильные волокна не содержат галоген. В патенте обращается внимание на то, что волокна должны быть тщательно промыты неионогенным моющим средством, щелочью или растворителем, а затем тщательно выжаты перед смешиванием друг с другом так, чтобы в них не осталось никаких смазок или антистатиков. Хотя в патенте указывается на то, что изготовленный волокнистый мат должен быть перфорирован иглой, рассматриваемые в этом патенте волокна также могут быть разрезаны на отрезки 5-20 мм и смешаны с двухкомпонентными термосвязующими волокнами такой же длины с возможным добавлением распушенной целлюлозы, так чтобы бумага, изготовленная способом сухой укладки и связанная нагревом, могла быть использована в настоящем изобретении.
В заявке ЕР 0246811 описан трибоэлектрический эффект, возникающий при трении друг о друга волокон двух различных типов. Описано применение волокон, подобных описанным в патенте США №5470485, за тем исключением, что группы -CN в полиакрилонитрильных волокнах могут быть замещены галогеном (предпочтительней фтором или хлором). После замещения достаточно большого количества групп -CN группами -CI волокно может быть названо "волокном из модифицированного полиакрилонитрила" в том случае, если по массе сополимер включает от 35 до 85% акрилонитрильных единиц. В заявке ЕР 0246811 указывается, что по площади поверхности соотношение полиолефина и замещенного акрилонитрила (предпочтительно, чтобы он был модифицированным) может находиться в диапазоне от 30:70 до 80:20, предпочтительней - от 40:60 до 70:30. Аналогично, в патенте США №5470485 указывается, что относительно площади поверхности фильтрующего материала соотношение полиолефиновых и полиакрилонитрильных волокон находится в диапазоне от 30:70 до 80:20. Таким образом, указанные соотношения полиолефиновых волокон и волокон из полиакрилонитрила или модифицированного полиакрилонитрила, могут быть использованы и в емкой бумаге сухой укладки, связываемой посредством нагрева.
Ворсистое полотно, полученное выдуванием из расплава
Ворсистое полотно из синтетических полимерных волокон, полученное выдуванием из расплава, при желании может быть использовано в качестве яруса, расположенного между многоцелевым ярусом и ярусом с высокой эффективностью фильтрации. Ярус из ворсистого полотна, полученного выдуванием из расплава, увеличивает общую эффективность фильтрации за счет захвата некоторых частиц, пропущенных многоцелевым фильтрующим ярусом. При желании ярус из ворсистого полотна, полученного выдуванием из расплава, может быть заряжен статическим электричеством для содействия отфильтровыванию частиц тонкодисперсной пыли. Включение яруса из ворсистого полотна, полученного выдуванием из расплава, в фильтр влечет за собой увеличение падение давления при заданной пылевой нагрузке по сравнению с композиционными материалами, не имеющими такого яруса.
В предпочтительном варианте ворсистое полотно, полученное выдуванием из расплава, имеет базовый вес 10-50 г/м2 и воздухопроницаемость 100-1500 л/(м2·ceк).
Объемный нетканый материал, полученный выдуванием из расплава
Еще одним результатом исследований, проводимых с целью разработки улучшенных рукавных фильтров для пылесосов, было создание объемного холста или яруса, который получен выдуванием из расплава и мог бы быть использован вместо емкой бумаги мокрой или сухой укладки в качестве предварительного фильтра перед полотном ступени фильтрации из ворсистого волокна, полученного выдуванием из расплава. Этот объемный предварительный фильтр может быть получен указанным процессом выдувания из расплава с использованием холодного охлаждающего воздуха с температурой около 10° С. В отличие от этого, в обычном процессе выдувания из расплава обычно используется воздух помещения с температурой окружающей среды 35-45° С. В указанным процессе получения объемного материала выдуванием из расплава также увеличено до 400-600 мм расстояние улавливания между выходом используемой в данном процессе экструзионной головки и конвейером, принимающим полотно. Это расстояние для обычной продукции, получаемой выдуванием из расплава, составляет, как правило, 200 мм. Вдобавок, объемный нетканый материал изготавливается с использованием, во-первых, более низкой температуры разбавляющего воздуха, составляющей примерно 215-235° С вместо обычной температуры разбавляющего воздуха в 280-290 с использованием, и, во-вторых, температуры плавления, составляющей примерно 200-225° С, т.е. более низкой в сравнении с 260-280° С при изготовлении ступени фильтрации выдуванием из расплава. Более холодный охлаждающий воздух, более низкая температура разбавляющего воздуха, меньшая температура плавления и большее расстояние улавливания способствуют большему охлаждению получаемых в этом процессе волокон. Отвод тепла приводит к меньшему вытягиванию волокон и, следовательно, к большему их диаметру по сравнению с тем, что имеют волокна в типичных полотнах ступени фильтрации, полученных выдуванием из расплава. Более холодные волокна, будучи осажденными на коллектор, с гораздо меньшей степенью вероятности способны сплавиться между собой. Поэтому объемный нетканый материал, полученный выдуванием из расплава, имеет большую открытую площадь. Даже при базовом весе 120 г/м2 его воздухопроницаемость равна 806 л/(м2·ceк). В отличие от этого, гораздо более легкое (например, 22 г/м2) полотно ступени фильтрации имеет. воздухопроницаемость только 450 л/(м2·ceк). Полученная с помощью теста DIN 44956-2 эффективность фильтрации объемного нетканого материала, полученного выдуванием из расплава, составляла 98%. Когда два указанных материала были соединены так, что объемный нетканый материал, полученный выдуванием из расплава, находился внутри рукава, то воздухопроницаемость все еще составляла 295 л/(м2·ceк), а эффективность фильтрации этой пары составила 99,8%. Объемный нетканый материал, полученный выдуванием из расплава, может быть разряжен или, если желательно, заряжен статическим электричеством, при условии, что его материал обладает подходящими диэлектрическими свойствами.
Объемный нетканый материал, полученный выдуванием из расплава, соответствующий данному изобретению, следует отличать от "материала ступени фильтрации, полученного выдуванием из расплава", также используемого в многоярусной структуре вакуум-фильтра, рассматриваемой в данной заявке. Полотно ступени фильтрации, полученное выдуванием из расплава, представляет собой обычный нетканый материал, полученный указанным способом и отличающийся, как правило, низким базовым весом, обычно около 22 г/м2, и меньшим размером пор. Дополнительные типичные характеристики нетканого полотна ступени фильтрации из полипропилена, полученного выдуванием из расплава, приведены в таблице I. Предпочтительный вариант состава объемного нетканого материала из полипропилена включает в себя 5-20% по массе этиленвинилацетата. Нетканый материал ступени фильтрации, полученный выдуванием из расплава, обычно имеет высокую эффективность пылеудаления, т.е. больше примерно 99%.
Объемный нетканый материал, полученный выдуванием из расплава, по эффективности фильтрации подобен упоминавшейся выше емкой бумаге сухой или мокрой укладки. Таким образом, этот материал способен эффективно удалять большие количества крупных частиц пыли и удерживать в себе большое количество пыли. Поэтому ярус из него подходит для того, чтобы в структуре вакуум-фильтра по данному изобретению служить в качестве предварительного фильтра и быть помещенным перед ярусом, являющимся ступенью фильтрации из нетканого материала, полученного выдуванием из расплава.
Нетканый материал "Спанблоун" (Модульный)
Новый тип технологии выдувания из расплава, пригодный для производства нетканого материала "Спанблоун" (Модульный) (Spunblown (Modular) Nonwoven) описан на страницах 37-40 книги авторов Уорда и Г. (Ward, G.) "Мир нетканых материалов" (Nonwovens World), которая была опубликована летом 1998 года, и содержание которой включено в настоящую заявку посредством ссылки. Материал "Спанблоун" (Модульный) пригоден для использования в качестве фильтра грубой очистки по данному изобретению и может быть применен в качестве ворсистого яруса, полученного выдуванием из расплава, для ступени фильтрации. Технические характеристики материала "Спанблоун" (Модульный) приведены в таблице II.
Процесс изготовления нетканого материала "Спанблоун" (Модульный) представляет собой, по существу, процесс выдувания из расплава с использованием более грубой модульной фильеры и более холодного разбавляющего воздуха. В результате выполнении этих условий получается грубый холст с более высокой прочностью и воздухопроницаемостью по сравнению с обычными холстами, полученными выдуванием из расплава, при сравнимом базовом весе.
Нетканый материал из сверхтонких волокон "Спанбонд"
Нетканый материал "Спанбонд", иногда называемый в данной заявке "нетканым материалом "Спанбонд" из сверхтонких волокон" (Microdenier Spunbond Nonwoven), может быть использован в данном изобретении так же, как в ранее упомянутых случаях с ярусом фильтра грубой очистки и ворсистым ярусом для ступени фильтрации, полученным выдуванием из расплава. Технические характеристики материала из сверхтонких волокон "Спанбонд" представлены в таблице II. Его отличительной особенностью является диаметр его волокон, не превышающий 12 мкм, что для полипропилена соответствует 0,1 денье. По сравнению с этим обычные холсты "Спанбонд", используемые для изготовления изделий одноразового пользования, имеют средний диаметр волокон 20 мкм. Нетканый материал из сверхтонких волокон "Спанбонд" может быть приобретен у Reifehauser GmbH (Reicofil III), Koby Steel, Ltd (Kobe-Kodoshi Spunbond Technology) и Ason Engineering, Inc. (Ason Spunbond Technology).
Предпочтительный процесс получения нового фильтрующего композиционного материала, включающего в себя составляющую единое целое слоистую структуру из материалов, полученных выдуванием из расплава, и распушенной целлюлозы, показан на фиг.1. Изображенный процесс обеспечивает создание продукта, приклеенного к грубому холсту, бумаге или нетканому материалу для облегчения его транспортировки, гофрирования или упаковки. Возможно также создание фильтрующего композиционного материала путем замены указанных холста, бумаги или нетканого материала опорным конвейером, служащим для перемещения предварительно не связанных ярусов от одной операции рабочего процесса к другой. В своем окончательном виде составляющий единое целое фильтрующий композиционный материал содержит по меньшей мере два яруса (хотя каждый ярус может в свою очередь содержать более одного типа волокон или других материалов), а обычно содержит от трех до пяти ярусов, которые связаны либо термически, либо посредством латекса. Предпочтительней, чтобы зарядка фильтрующего композиционного материала статическим электричеством проводилась на поточной линии посредством "холодного" процесса Тантрета, хотя волокна, получаемые выдуванием из расплава, могут быть заряжены и в горячем состоянии на линии при выходе из фильеры. Посредством аппликаторов распушенной целлюлозы могут быть введены также волокна из расщепленной пленки, которые были заряжены статическим электричеством во время их производства. Кроме того, аппликаторами распушенной целлюлозы в композиционный материал могут быть включены "смешанные электростатические волокна", которые после трения их друг о друга имеют заряды противоположных полярностей, что обусловлено различными трибоэлектрическими свойствами этих волокон.
Обращаясь к фиг.1, отметим, что рядом со стартовым концом производственной линии расположено необязательное разматывающее устройство 1, предназначенное для подачи необязательного опорного слоя 2, который может представлять собой грубый холст, бумагу или нетканый материал. Компоненты 1, 2, 4 и 5 являются необязательными, поскольку соответствующий настоящему изобретению фильтрующий композиционный материал, составляющий единое целое, приклеивается к грубому холсту, бумаге или нетканому материалу только с целью облегчения его транспортировки, гофрирования или упаковки. Транспортерная лента 3 проходит по всей длине производственной линии, однако она может быть также разделена на более короткие секции, когда одна транспортировочная секция подает группу ярусов к следующим секциям, как того требует технологический процесс. У стартового конца линии имеется также необязательный аппликатор 4 клея, предназначенный для распределения клея 5 в виде либо обычного клея, либо термоклея. Это устройство для нанесения клея может быть использовано тогда, когда требуется на линии склеить опорный слой и составляющую единое целое слоистую структуру нового композиционного материала. Следует отметить, однако, что аппликатор 4 не предназначен для предварительного связывания ярусов внутри слоистой структуры.
Как показано на фиг.1, следующим идет по меньшей мере один, а в предпочтительном варианте два аппликаторных узла 6 и 8 распушенной целлюлозы. Главной функцией аппликатора распушенной целлюлозы в начале линии является получение и наложение сухим способом ярусов 7 и 9 на необязательный ярус 5 из клея или на транспортерную ленту 3, если необязательный опорный слой 2 и клей 5 не используются. Уложенные сухим способом ярусы 7 и 9 могут быть одинаковыми или иметь различные составы и свойства в зависимости от требований, предъявляемых к конечному продукту. Во всяком случае, роль ярусов 7 и 9 заключается главным образом в том, чтобы служить опорой и защищать ярусы 12 и 14, состоящие из фильтрующих материалов, либо полученных выдуванием из расплава, либо родственных им. В изображенном варианте выполнения ярусы 7 и 9 в основном состоят из волокон "целлюлозы" и двухкомпонентных волокон. Могут быть использованы различные типы двухкомпонентных волокон из тех, что описаны выше. Предпочтительный тип имеет сердцевину из материала с более высокой температурой плавления, например из полипропилена, а оболочку из материала с более низкой температурой плавления, например из полиэтилена. Другие предпочтительные составы "целлюлозы" и двухкомпонентных волокон с сердцевиной из полипропилена и оболочки из полиэтилена следующие: 50% "целлюлозы" и 50% двухкомпонентных волокон для яруса 7 и 25% "целлюлозы" и 75% двухкомпонентных волокон для яруса 9. Если в секции 23 не наносится латексное связующее, тогда необходимо использовать по меньшей мере 20% двухкомпонентных волокон или других типов термически связываемых волокон. С другой стороны, если латексное связующее впоследствии применяется в секциях 23 и 27, то головки 6 и 8 аппликаторов распушенной целлюлозы могут наносить исключительно волокна "целлюлозы". Также возможно нанесение исключительно двухкомпонентных волокон либо одним из аппликаторов 6 и 8, либо ими обоими.
В дополнительных вариантах выполнения вместо нанесения 100% двухкомпонентных волокон можно заменить до 80% двухкомпонентных волокон или других термически связующих волокон обычными однокомпонентными штапельными волокнами из полипропилена, полиэтилентерефталата, полиамида, а также другими волокнами, которые могут наноситься любой из соответствующих головок 6, 8, 15, 18 и 20. За исключением тех случаев, когда в укладываемых сухим способом ярусах используются исключительно двухкомпонентные волокна, вместо двухкомпонентных волокон могут быть использованы многие типы термически связываемых плавких волокон, которые полностью расплавляются и которые известны также под названием "расплавляющиеся волокна".
Фиг.1 далее изображает необязательный уплотнитель 10, который уменьшает толщину полотна и увеличивает сцепление между волокнами в ярусах 7 и 9 распушенной целлюлозы. Следует отметить, что экстенсивное предварительное связывание, которое обычно используется при отдельном производстве слоев, не является целью этого необязательного уплотняющего этапа, примененного в поточном процессе по данному изобретению. Уплотнитель 10 может представлять собой каландр, разогреваемый или неразогреваемый. Фильтрующие материалы 12 и 14, полученные выдуванием из расплава или родственные им, могут наносится на ярусы 7 и 9 распушенной целлюлозы по меньшей мере одной экструзионной головкой 11. Основной функцией компоненты, полученной выдуванием из расплава, является работа в качестве высокоэффективного фильтра, т.е. удалять малые процентные количества частиц малого размера (менее примерно 5 микрометров). Технические характеристики материалов для ступени фильтрации, полученных выдуванием из расплава, а также родственных им фильтрующих материалов из сверхтонких волокон представлены в таблице I.
Процесс может включать в себя по меньшей мере одну экструзионную головку 11 для материала, полученного выдуванием из расплава, и/или по меньшей мере один аппликатор 13, обозначенный как X, родственного материала из сверхтонких волокон. К примеру, если используются два идентичных узла для материала, полученного выдуванием из расплава, то узлы 11 и 13 будут одинаковыми. Другие варианты, возможные в рамках данного изобретения, включают в себя использование первого узла в качестве системы "Спанблоун (Модульная)" или "Спанбонд" в первую очередь с целью формирования такого градиента фильтра, при котором с высокой эффективностью отфильтровываются как более крупные частицы, так и более мелкие частицы. Другим возможным вариантом является использование установленных друг за другом систем "Спанблоун (Модульная)" или "Спанбонд для получения сверхтонких волокон". Еще одним возможным вариантом является использование сначала системы "Спанбонд для получения сверхтонких волокон", за которой следует система "Спанблоун".
Следующим компонентом оборудования, показанным на фиг.1, является еще один аппликатор 15 распушенной целлюлозы, который накладывает полотно из распушенной целлюлозы поверх яруса 14 (или на ярус 12, если вторая экструзионная головка 13 не используется).
Затем не связанная предварительно и состоящая из ярусов сборка, в которой ярус 16 является самым верхним, проходит через другой необязательный уплотнитель 17. После этого промежуточный продукт направляется под по меньшей мере один дополнительный узел 18 и 20. Аппликаторные головки 15 и 18 распушенной целлюлозы вносят в структуру объемный ярус, укладываемый сухим способом. Аппликатор 20 распушенной целлюлозы предназначен главным образом для получения очень "открытого" (т.е. рыхлого) яруса, предназначенного главным образом для получения емкости для удержания пыли, нежели для фильтрации. В предпочтительном варианте очень открытый ярус 21 распушенной целлюлозы получают из 100% двухкомпонентного волокна или смесей двухкомпонентных волокон с "распушенной целлюлозой" при процентном содержании двухкомпонентных волокон более высоком, чем обычно используется для получения полотен, служащих в качестве предварительного фильтра грубой очистки из распушенной целлюлозы. Либо один из ярусов 16 и 19 из распушенной целлюлозы, либо они оба могут содержать также волокна из расщепленной пленки и "смешанные электростатические волокна". Если в ярусах 16 и 19 не использованы двухкомпонентные волокна или другие типы термосвязующих волокон, тогда для связывания ярусов необходимо нанесение латексного связующего в узлах 23 и 27. Если двухкомпонентные волокна или другие типы термосвязующих волокон введены в любую из аппликаторных головок 15 и 18 распушенной целлюлозы, то латексное связующее все равно может быть применено в узлах 23 и 27.
Промежуточный продукт, верхним ярусом которого является ярус 21, проходит затем через еще один уплотнитель 22, а после него - через ту секцию производственной линии, где ранее свободные, не связанные ярусы подвергаются связующему воздействию, включающему по меньшей мере один этап, общим результатом чего является создание составляющей единое целое слоистой структуры фильтра из композиционного материала. Предпочтительней, чтобы все компоненты фильтра, которые будут включены в составляющую единое целое слоистую структуру, уже были включены в промежуточный продукт на стадии, предшествующей связыванию ярусов вместе.
Еще раз обращаясь к фиг.1, отметим, что в изображенном варианте выполнения этапы связующего процесса начинаются с нанесения аппликатором 23 латексного связующего 24. Латекс может быть нанесен распылением в составе жидкой дисперсии или эмульсии, контактным валиком, нанесением рисунка глубокой печати, или разбрасыванием в виде сухого порошка на подложку с последующим нагреванием, в результате которого порошок плавится и связывается с подложкой. Латекс служит также в качестве уплотняющего вещества в том смысле, что сводит к минимуму количество пыли, которое может исходить от внешних поверхностей яруса распушенной целлюлозы. После добавления латексного связующего узлом 23 промежуточный продукт проходит через нагреватель 25, в котором происходит сушка и выдержка этого вещества для связывания композиционного материала. Нагреватель может представлять собой разогретый каландр либо инфракрасную, микроволновую или конвекционную печь. Может быть использована также комбинация перечисленных средств. Предпочтительный вариант - сушильная печь со свободной циркуляцией воздуха. Если в промежуточном продукте присутствуют двухкомпонентные волокна или другие типы термически связываемых волокон, то печи 25 и 29 могут служить для плавления таких волокон с целью продолжения процесса связывания и образования составляющей единое целое структуры.
Вышедший из печи 25 промежуточный продукт охлаждается устройством 26, после чего узлом 27 на него наносится второе латексное связующее. Как показано на чертеже, путь следования продукта и распыляющий узел 27 расположены таким образом, что латексное связующее наносится на сторону, противоположную стороне первого нанесения. Промежуточный продукт, содержащий второе латексное связующее 28, затем проходит через вторую сушильную печь 29 со свободной циркуляцией воздуха и через еще одну охлаждающую секцию 30. После этого пленка из полностью связанного композиционного материала, имеющая слоистую структуру, составляющую единое целое, заряжается в узле 31 холодной электростатической зарядки; при этом предпочтительно, чтобы указанное устройство было системы Тантрет Джей (Tantret J). Наконец указанная пленка 32 из композиционного материала разрезается в длину устройством 33 продольной резки с целью получения полосы (или полос) требуемой ширины и сматывается в рулон намоточным устройством 34. Хотя в изображенном варианте электростатическая зарядка производится под конец технологического процесса, возможно осуществление этой операции перед нанесением латексного связующего, при условии, что связующее и последующие этапы обработки не приведут к значительной утечке заряда из промежуточного продукта.
Типичные продукты, соответствующие настоящему изобретению, схематично изображены на фиг.2-13 и далее описаны более подробно. Направление потока воздуха на чертежах указано стрелкой А. На фиг.2 изображен составляющий единое целое фильтрующий композиционный материал 36, состоящий из двух ярусов. Внутренний (находящийся со стороны загрязненного воздуха) слой 37 представляет собой ярус из слоя распушенной целлюлозы сухой укладки с повышенной пылеемкостью, имеющий допустимый базовый вес 10-150 г/м2, типичный базовый вес 20-80 г/м2 и предпочтительный базовый вес 50 г/м2. Указанный слой 37 состоит из смешанных в различных пропорциях волокон целлюлозы, двухкомпонентных волокон, волокон из расщепленной пленки и "смешанных электростатических волокон". Волокна из расщепленной пленки и "смешанные электростатические волокна" используются не во всех разновидностях яруса 37, но необходимо использование не менее 10%, а в предпочтительном варианте не менее 20%, двухкомпонентных волокон или других типов термически связываемых плавких волокон для достижения термического связывания, отвечающего существующим требованиям. Как правило, для увеличения покрытия и увеличения эффективности фильтрации используются не менее 10%, а в предпочтительном варианте не менее 20%, волокон целлюлозы. Если используется латексное связующее, то указанный ярус может не содержать двухкомпонентных волокон или других типов термически связываемых плавких волокон. Внешний ярус 38 представляет собой компонент с высокой эффективностью фильтрации из материала, полученного выдуванием из расплава и имеющего базовый вес 5-100 г/м2. Следует отметить, что независимо составленные ярусы 37 и 38 встречаются на поверхности раздела 36. Эта поверхность раздела отличается от той, что существует в многослойном композиционном материале между двумя предварительно связанными слоями. Из-за того, что для получения составляющей единое целое структуры 36 нет необходимости в формировании предварительно связанного слоя, по меньшей мере один из ярусов 37 и 38 может быть настолько непрочным, что его нельзя было бы выполнить в виде самостоятельного полотна, которое можно было бы включить в качестве слоя в обычный многослойный композиционный материал.
Фиг.3 изображает составляющий единое целое фильтрующий композиционный материал 39, составленный из трех ярусов. Внутренний слой 40 представляет собой компонент грубой очистки, на 100% состоящий из двухкомпонентных волокон сухой укладки. Он служит главным образом в качестве предварительного фильтра и защищает нижерасположенный фильтрующий материал. Его допустимый базовый вес 10-100 г/м2 при типичном значении 20-80 г/м2 и предпочтительном значении 50 г/м2. Средний ярус 41 представляет собой компонент из распушенной целлюлозы с повышенной пылеемкостью, полученный методом сухой укладки и имеющий допустимый базовый вес 10-150 г/м2 при типичном значении 30-80 г/м2 и предпочтительном значении 50 г/м2. Ярус 41 обычно имеет в своем составе не менее 10%, а в предпочтительном варианте не менее 20%, двухкомпонентных волокон, 10%, а в предпочтительном варианте не менее 20%, волокон распушенной целлюлозы, а также может содержать волокна из расщепленной пленки и "смешанные электростатические волокна". Для достижения термического связывания, отвечающего существующим требованиям, необходимо использовать не менее 10%, а в предпочтительном варианте не менее 20%, двухкомпонентных волокон или других типов термически связываемых плавких волокон. Как правило, для увеличения покрытия и эффективности фильтрации используются не менее 10%, а в предпочтительном варианте не менее 20%, волокон целлюлозы. Если используется латексное связующее, то указанный ярус может не содержать двухкомпонентных волокон или других типов термически связываемых плавких волокон. Внешний ярус 42 состоит из материалов с высокой эффективностью фильтрации, полученных выдуванием из расплава, или других материалов из сверхтонких волокон, например материал "Спанблоун (Модульный)" или "Спанбонд из сверхтонких волокон".
Фиг.4 изображает фильтр 43 из образующего единое целое композиционного материала, состоящего из четырех ярусов. Внутренний ярус 44 составлен из распушенной целлюлозы сухой укладки с повышенной пылеемкостью, состоящей на 100% из двухкомпонентных волокон. Допустимый базовый вес этого материала 10-100 г/м2, типичное значение 20-80 г/м2, а конкретное предпочтительное значение 50 г/м2. Второй ярус 45 представляет собой ярус из распушенной целлюлозы сухой укладки с повышенной пылеемкостью, допустимый базовый вес которого 10-150 г/м2 при типичном значении 30-80 г/м2 и предпочтительном значении 50 г/м2. Слой 45 содержит не менее 10%, а в предпочтительном варианте не менее 20%, двухкомпонентных волокон, 10%, а в предпочтительном варианте не менее 20%, волокон целлюлозы, а также может содержать различное количество заряженных или незаряженных волокон из расщепленной пленки. Он может содержать также различное количество "смешанных электростатических волокон". Для достижения термического связывания, отвечающего существующим требованиям, необходимо использовать не менее 10%, а в предпочтительном варианте не менее 20%, двухкомпонентных волокон или других типов термически связываемых плавких волокон. Как правило, для увеличения покрытия и эффективности фильтрации используются не менее 10%, а в предпочтительном варианте не менее 20%, волокон целлюлозы. Если используется латексное связующее, то указанный ярус может не содержать двухкомпонентных волокон или других типов термически связываемых плавких волокон. Третий ярус 46 содержит фильтрующие материалы, полученные выдуванием из расплава, с допустимым базовым весом 5-100 г/м2 при типичном значении 10-50 г/м2 и предпочтительном значении 25 г/м2. Внешний ярус 47 представляет собой материал из распушенной целлюлозы сухой укладки с повышенной пылеемкостью, состоящий из уложенных воздухом волокон целлюлозы и двухкомпонентных волокон.
Фиг.5 изображает фильтр 48 из образующего единое целое композиционного материала, состоящего из пяти ярусов. Внутренний ярус 49 составлен из распушенной целлюлозы сухой укладки с повышенной пылеемкостью, и на 100% состоит из двухкомпонентных волокон. Допустимый базовый вес этого материала 10-100 г/м2, типичное значение 20-80 г/м2, а конкретное предпочтительное значение 50 г/м2. Второй ярус 50 представляет собой компонент из распушенной целлюлозы сухой укладки с повышенной пылеемкостью, допустимый базовый вес которого 10-150 г/м2 при типичном значении 30-80 г/м2 и предпочтительном значении 50 г/м2. Компонент 50 содержит не менее 10%, а в предпочтительном варианте не менее 20%, двухкомпонентных волокон, не менее 10%, а в предпочтительном варианте не менее 20%, волокон целлюлозы, а также может содержать различное количество заряженных или незаряженных волокон из расщепленной пленки. Для достижения термического связывания, отвечающего существующим требованиям, необходимо использовать не менее 10%, а в предпочтительном варианте не менее 20%, двухкомпонентных волокон или других типов термически связываемых плавких волокон. Как правило, для увеличения покрытия и эффективности фильтрации используется не менее 10%, а в предпочтительном варианте не менее 20%, волокон целлюлозы. Если используется латексное связующее вещество, то указанный ярус может не содержать двухкомпонентных волокон или других типов термически связываемых плавких волокон. Компонент 51 содержит углеродные гранулы или волокна для поглощения запахов и удаления из воздуха загрязняющих и токсичных газов. Компонент 52 представляет собой полученный выдуванием из расплава материал с высокой эффективностью фильтрации, с допустимым базовым весом 5-100 г/м2 при типичном значении 10-50 г/м2 и предпочтительном значении 25 г/м2. Компонент 53 представляет собой распушенную целлюлозу сухой укладки с повышенной пылеемкостью, состоящую из уложенных воздухом волокон целлюлозы и двухкомпонентных волокон.
Фиг.6 изображает образующий единое целое фильтрующий композиционный материал 54 той же самой конструкции, что показана на фиг.2, составленный из двух ярусов 55, 56, которые связаны с опорным внешним слоем 57, состоящим из бумаги, холста или нетканого материала с базовым весом 10-100 г/м2.
Фиг.7 изображает образующий единое целое фильтрующий композиционный материал 58 той же самой конструкции, что показана на фиг.3, составленный из трех ярусов 59, 60, 61, которые связаны с внешним слоем 62, состоящим из бумаги, холста или нетканого материала с базовым весом 10-100 г/м2.
Фиг.8 изображает образующий единое целое фильтрующий композиционный материал 63 той же самой конструкции, что показана на фиг.4, составленный из четырех ярусов 64-67, которые связаны с внешним слоем 68, состоящим из бумаги, холста или нетканого материала с базовым весом 10-100 г/м2.
Фиг.9 изображает образующий единое целое фильтрующий композиционный материал 69 той же самой конструкции, что показана на фиг.5, составленный из пяти ярусов 71-75, которые связаны с внешним слоем 76, состоящим из бумаги, холста или нетканого материала с базовым весом 10-100 г/м2.
Фиг.10 изображает слоистое изделие из образующего единое целое фильтрующего композиционного материала 77 той же самой конструкции, что показана на фиг.2, составленного из двух ярусов 78, 79, которые связаны с опорным внешним слоем 81, состоящим из бумаги, холста или нетканого материала с базовым весом 10-100 г/м2. Исключение в данном случае составляет то, что связывание с внешним слоем осуществлено посредством клея или клейкого вещества 80, причем последнее может представлять собой латексное связующее или термоклей.
Фиг.11 изображает слоистое изделие из образующего единое целое фильтрующего композиционного материала 82 той же самой конструкции, что показана на фиг.3, составленного из трех ярусов 83-85, которые связаны с внешним слоем 87, состоящим из бумаги, холста или нетканого материала с базовым весом 10-100 г/м2. Исключение в данном случае составляет то, что связывание с внешним слоем осуществлено посредством клея или клейкого вещества 86.
Фиг.12 изображает слоистое изделие из образующего единое целое фильтрующего композиционного материала 87А той же самой конструкции, что показана на фиг.4, составленного из четырех ярусов 88-91, которые связаны с внешним слоем 93, состоящим из бумаги, холста или нетканого материала с базовым весом 10-100 г/м2. Исключение в данном случае составляет то, что связывание с внешним слоем осуществлено посредством клея или клейкого вещества 92.
Фиг.13 изображает слоистое изделие из образующего единое целое фильтрующего композиционного материала 94 той же самой конструкции, что показана на фиг.5, составленного из пяти ярусов 95-99, которые связаны с внешним слоем 101, состоящим из бумаги, холста или нетканого материала с базовым весом 10-100 г/м2. Исключение в данном случае составляет то, что связывание с внешним слоем осуществлено посредством клея или клейкого вещества 100.
Там, где в вариантах выполнения, изображенных на фиг.10-13, показано связывание между слоями, вместо вышеупомянутого способа с применением клея и/или клейкого вещества, а также совместно с этим способом могут быть использованы обычные способы связывания слоев, например ультразвуковое связывание.

Реферат
Изобретение предназначено для фильтрации. Фильтр из композиционного материала, предназначенный для удаления содержащихся в газе частиц, имеет стопу из по меньшей мере двух предварительно не связанных ярусов фильтрующего материала, которые связаны вместе и образуют составляющую единое целое слоистую структуру. Ярусы могут содержать либо термически связываемые компоненты, например двухкомпонентные или однокомпонентные полимерные волокна, либо компоненты, связываемые клеем, например волокна целлюлозы (в частности распушенной целлюлозы), волокна из расщепленной пленки, смешанные волокна, заряженные статическим электричеством, и штапельные волокна. Кроме использования в рукавах фильтров для пылесосов новый фильтрующий композиционный материал может применяться в системах обогревающей вентиляции и кондиционирования воздуха (HVAC), воздушных фильтрах кабин транспортных средств, высокоэффективных (так называемых НЕРА) фильтрах и фильтрах для "чистых" комнат, домашних рукавных фильтрах контроля выбросов в атмосферу, респираторах, лицевых масках для хирургов и т.д. В предлагаемом фильтре увеличена пылеемкость, он многофункционален, многокомпонентен. 3 н. и 21 з.п. ф-лы, 15 ил., 2 табл.

Комментарии