Фильтрующая прокладка и способ изготовления - RU2548438C2
Код документа: RU2548438C2
Чертежи


Описание
Настоящее изобретение относится к фильтрующей прокладке из нетканого волокнистого материала и способу изготовления такой фильтрующей прокладки.
Обычной практикой при изготовлении фильтров из нетканого волокнистого материала является заключение периферийных областей фильтрующей прокладки в раму, образованную вокруг фильтрующей прокладки способом литья под давлением, при этом между периферией фильтрующей прокладки и рамой имеется уплотнение. Уплотнение обеспечивает прохождение всех жидкостей через фильтрующую прокладку, без протекания мимо прокладки. Рама также обеспечивает опору для фильтрующей прокладки и улучшает ее технологичность и прочность.
Способ литья под давлением основан на осевом обжатии периферийных областей фильтрующей прокладки, с тем, чтобы исключить любую выпуклость нетканого материала и позволить приспособлению для литья под давлением уплотнить фильтрующую прокладку по ее периферии. Обжатие фильтрующей прокладки делает ее менее проницаемой и влияет на ее характеристики, что в значительной мере применимо к относительно толстым фильтрующим прокладкам (например, имеющим толщину больше приблизительно 10 мм). С другой стороны, если фильтрующую прокладку не обжать, то в процессе литья под давлением материал пластиковой рамы будет просто залит по всей фильтрующей прокладке, что делает прокладку бесполезной. Такая техника обжатия известна, например, из WO-A-2005079951.
Поэтому предпочтительно создать фильтр и способ изготовления такого фильтра, который препятствует поглощению материала рамы за пределами периферии фильтрующей прокладки, без необходимости обжатия периферийной области фильтрующей прокладки.
Таким образом, целью настоящего изобретения является создание фильтрующей прокладки из нетканого волокнистого материала и способа изготовления такой фильтрующей прокладки, которая устраняет или, по меньшей мере, смягчает недостатки известных фильтрующих прокладок.
В соответствии с одним объектом настоящего изобретения имеется фильтрующая прокладка, содержащая прокладку из нетканого волокнистого материала, имеющая периферийную область, в которой противоположные поверхности были обжаты вместе и расплавлены так, чтобы образовать пролегающий наружу периферийный выступ.
Между противоположными поверхностями фильтрующей прокладки может быть расположена переходная область, а также периферийный выступ, в котором поверхность фильтрующей прокладки пролегает, по существу, в осевом направлении. Поверхность фильтрующей прокладки в переходной области может быть расплавлена.
Противоположные поверхности фильтрующей прокладки могут быть спаяны в дополнительной периферийной области фильтрующей прокладки, расположенной внутри упомянутой ранее периферийной области.
В соответствии с другим объектом настоящего изобретения предложен способ изготовления фильтрующей прокладки, содержащий этапы: создания прокладки из нетканого волокнистого материала; обжатия и нагрева периферийной области прокладки таким образом, чтобы расплавить материал прокладки и образовать пролегающий наружу периферийный выступ.
Способ может включать в себя дополнительный этап образования переходной области между противоположными поверхностями фильтрующей прокладки и периферийного выступа, в котором поверхность фильтрующей прокладки пролегает, по существу, в осевом направлении. Поверхность фильтрующей прокладки в переходной области может быть расплавлена.
Способ может включать в себя дополнительный этап спайки противоположных поверхностей фильтрующей прокладки в дополнительной периферийной области фильтрующей прокладки, расположенной внутри упомянутой ранее периферийной области.
Противоположные поверхности фильтрующей прокладки могут быть обжаты или приспособлены для определения конфигурации краевой области и/или периферийной поверхности фильтрующей прокладки.
Нетканый волокнистый материал может содержать пластиковый материал, например, полиэстер, полипропилен, нейлон 6 или нейлон 6/6.
Волокнистый материал может быть нагрет, по существу, до точки своего размягчения. Точка размягчения может находиться в диапазоне от 20 до 30 градусов Цельсия ниже точки плавления до точки плавления. В случае с полиэстерным материалом, волокнистый материал может быть нагрет, по существу, от 235 до, по существу, 265 градусов Цельсия, в случае с полипропиленовым материалом, волокнистый материал может быть нагрет, по существу, от 145 до, по существу, 165 градусов Цельсия, в случае с материалом нейлон 6 волокнистый материал может быть нагрет, по существу, от 180 до, по существу, 210 градусов Цельсия, а в случае с материалом нейлон 6/6 волокнистый материал может быть нагрет, по существу, от 245 до, по существу, 255 градусов Цельсия.
Для лучшего понимания настоящего изобретения и чтобы более ясно показать, как оно может быть реализовано на практике, в качестве примера будет сделана ссылка на сопровождающие чертежи, на которых:
на фиг. 1 показан вид в перспективе одного из вариантов осуществления известной фильтрующей прокладки для использования в настоящем изобретении;
на фиг. 2 показан вид в перспективе одного из вариантов осуществления фильтрующей прокладки в соответствии с настоящим изобретением;
на фиг. 3 показан вид в перспективе этапа способа изготовления фильтрующей прокладки в соответствии с настоящим изобретением;
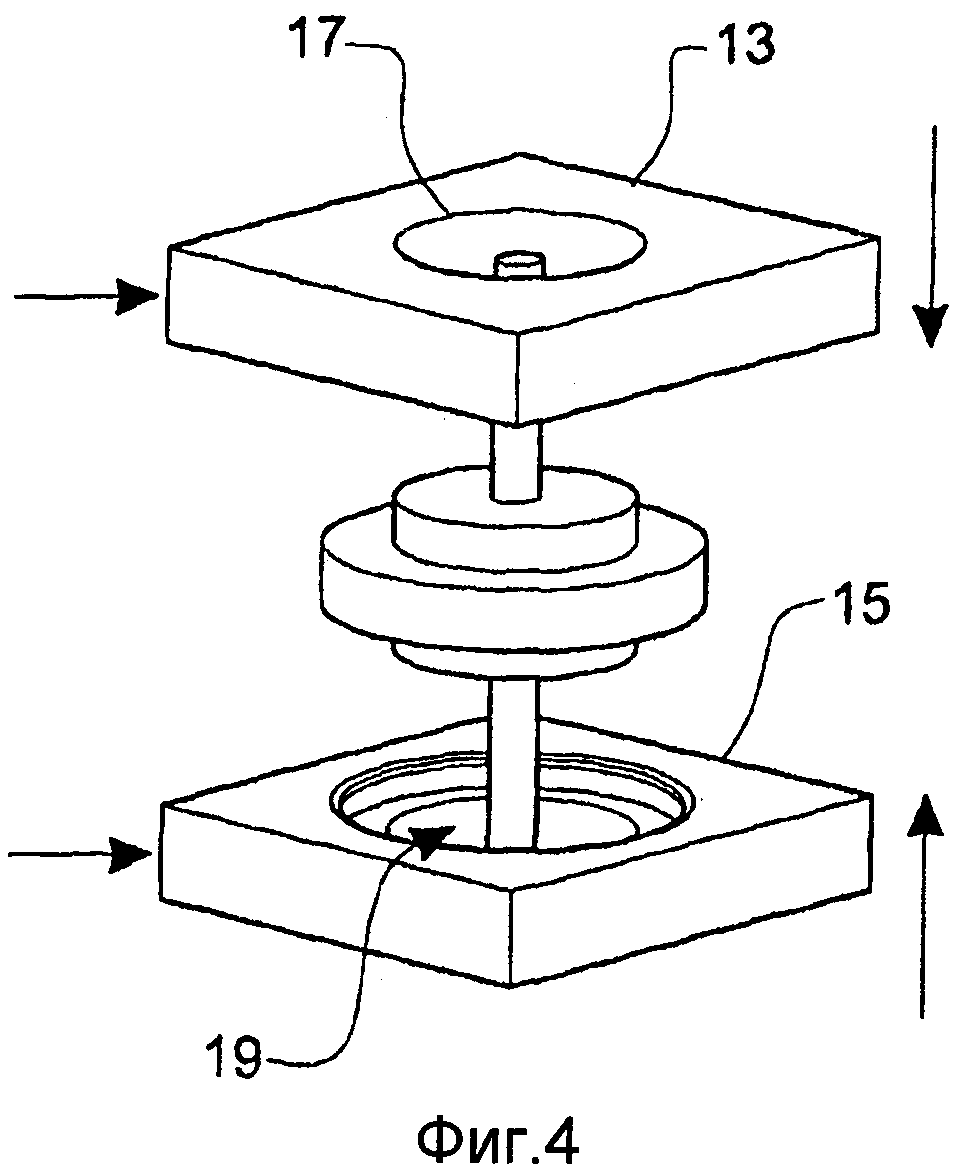
на фиг. 4 показан вид в перспективе другого этапа способа изготовления фильтрующей прокладки в соответствии с настоящим изобретением;
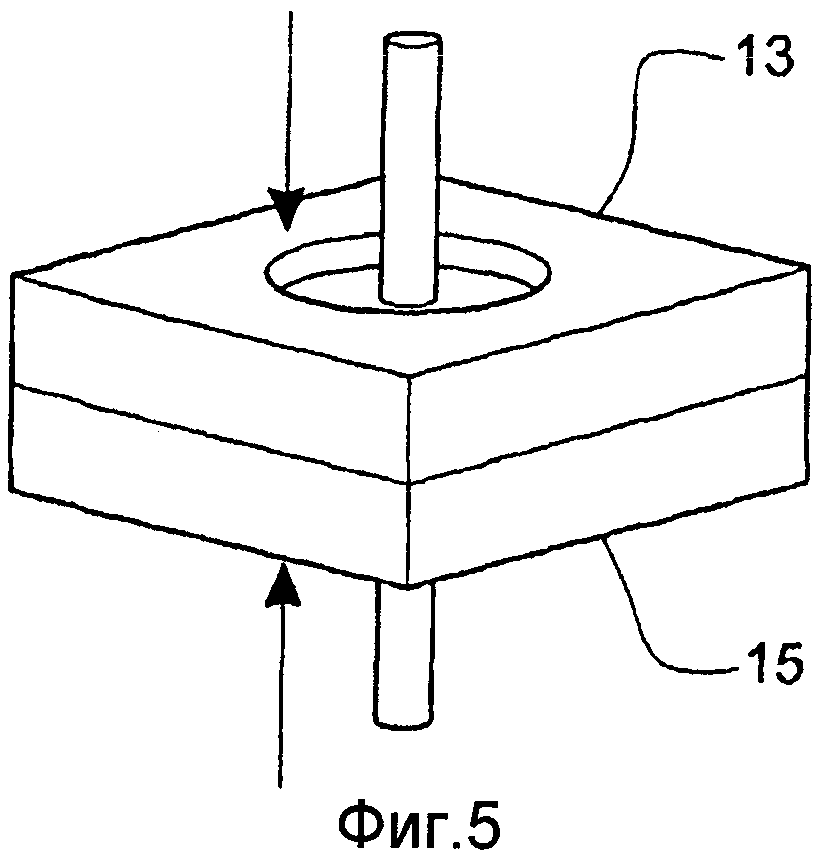
на фиг. 5 показан вид в перспективе дополнительного этапа способа изготовления фильтрующей прокладки в соответствии с настоящим изобретением;
на фиг. 6 представлен вид в разрезе, соответствующий фиг. 5.
На фиг. 1 показана обычная фильтрующая прокладка 1 круглой формы, хотя прокладка может иметь иные формы. Фильтрующая прокладка 1 выполнена из нетканого волокнистого материала, например пластикового материала, такого как полиэстер, полипропилен, нейлон 6 или нейлон 6/6.
На фиг. 2 показана фильтрующая прокладка 3 в соответствии с настоящим изобретением, которая была обжата вокруг своей периферийной области и нагрета, по существу, до температуры размягчения волокнистого материала таким образом, чтобы спаять вместе волокна материала фильтрующей прокладки в периферийной области с целью образования пролегающего наружу выступа 5, расположенного вокруг периферии фильтрующей прокладки. Переходная область 7 между выступом 5 и, по существу, плоской поверхностью фильтрующей прокладки имеет крутой наклон с тем, чтобы свести к минимуму ширину периферийной области и сделать максимальной доступную площадь поверхности фильтрующей прокладки и, соответственно, максимально увеличить производительность получаемого фильтра. Температура размягчения может находиться в диапазоне от 20 до 30 градусов ниже температуры плавления до температуры плавления материала. В случае с полиэстерным материалом волокнистый материал может быть нагрет, по существу, от 235 до, по существу, 265 градусов Цельсия, в случае с полипропиленовым материалом, волокнистый материал может быть нагрет, по существу, от 145 до, по существу, 165 градусов Цельсия, в случае с материалом нейлон 6 волокнистый материал может быть нагрет, по существу, от 180 до, по существу, 210 градусов Цельсия, а в случае с материалом нейлон 6/6 волокнистый материал может быть нагрет, по существу, от 245 до, по существу, 255 градусов Цельсия.
Существует практическая связь между временем нагрева фильтрующей прокладки, давлением, приложенным к прокладке, и температурой, до которой нагревают волокна фильтрующей прокладки. Например, более низкая температура требует большего давления и/или времени, в то время как более высокая температура требует более низкого давления и/или меньшего времени. Такое соотношение может быть легко определено для каждого конкретного материала обычными испытаниями, не требующими изобретательской деятельности.
Чтобы образовать фильтр, включающий в себя фильтрующую прокладку в соответствии с настоящим изобретением, фильтрующая прокладка 3 может быть вставлена в инструмент литья под давлением или форму для литья из смолы, которая плотно прилегает к выступу 5 таким образом, чтобы отлить раму, при этом остальная часть фильтрующей прокладки остается необжатой.
Фильтрующая прокладка 3, показанная на фиг. 3 и 6, может быть изготовлена устройством, содержим средство для поддержки прокладки 1, например пару противоположных опорных пластин 9 и 11, которые могут сдвигаться и отодвигаться друг от друга в осевом направлении фильтрующей прокладки 1 так, что при сдвигании пластин 9 и 11 друг к другу, они вступают в зацепление с прокладкой 1, не обжимая ее, и высвобождают прокладку при отодвигании друг от друга. Опорные пластины 9 и 11 имеют такие размеры, чтобы оставить открытой периферийную область фильтрующей прокладки 1.
Предусмотрены две зажимные пластины 13 и 15, имеющие соответствующие проемы 17 и 19, размеры которых рассчитаны для размещения соответствующих опорных пластин 9 и 11. Проиллюстрированная фильтрующая прокладка 1 является круглой, поэтому требуется круглый проем, однако фильтрующая прокладка может иметь другие формы, и может быть предусмотрена соответствующая форма проема. Нижний внутренний край верхней зажимной пластины 13 и верхний внутренний край зажимной пластины 15 выполнеными с кольцевыми выемками 21 и 23, которые, по существу, имеют прямоугольное сечение, но с закругленным внутренним углом, и которые входят в зацепление с периферийной областью фильтрующей прокладки 1 с тем, чтобы образовать переходную область 7 с самым периферийным краем фильтрующей прокладки, захваченным и сжатым между противоположными плоскими поверхностями зажимных пластин 13 и 15 с целью образования периферийного выступа 5.
Каждая зажимная пластина 13 и 15 также снабжена нагревательным средством, например, электрическим нагревательным элементом (не показан), который нагревает зажимную пластину, или, по меньшей мере, ее область, смежную с периферийной областью фильтрующей прокладки 1, до температуры, по существу, соответствующей температуре плавления волокнистого материала.
При использовании устройства, показанного на фиг. 3-6, опорные пластины 9 и 11 сначала раздвигают и помещают фильтрующую прокладку 1, по существу, по центру нижней опорной пластины 9. Затем опорные пластины сдвигают вместе, чтобы слегка обжать фильтрующую прокладку 1. После выполнения легкого обжатия фильтрующей прокладки, нагретые зажимные пластины 13 и 15 перемещают вместе таким образом, чтобы выемки 21 и 23 вступили в зацепление с периферийной областью фильтрующей прокладки 1, а противоположные поверхности фильтрующей прокладки сдвинулись друг к другу в периферийной области так, чтобы самый периферийный край фильтрующей прокладки был зажат между противоположными поверхностями зажимных пластин. Тепло зажимных пластин приводит к спаиванию друг с другом волокон в поверхностной области волокнистого материала, а перемещение зажимных пластин 13 и 15 друг к другу увлекает вниз периферийную область прокладки 1 по направлению к выступу 5, образуя переходную область 7, в которой волокна волокнистого материала также спаяны вместе, с целью образования фильтрующей прокладки 3, показанной на фиг. 2 и 6. Нагретые зажимные пластины 13 и 15 также спаивают противоположные поверхности прокладки 1 в дополнительной периферийной области 25, расположенной радиально внутрь первой периферийной области, образованной выступом 5 и переходной областью 7.
Расплавленная поверхность фильтрующей прокладки препятствует попаданию внутрь фильтрующей прокладки 3 материала, образующего раму при последующем литье под давлением или литье рамы из смолы вокруг периферийной области фильтрующей прокладки 3. Кроме того, инструмент для литья, примененный в любой из этих процедур, может запаять расплавленную поверхность фильтрующей прокладки 3, что обеспечивает удерживание наносимого материала рамы между инструментом и фильтрующей прокладкой 3, без необходимости обжатия фильтрующей прокладки. Таким образом, краевая область фильтрующей прокладки может быть легко переформована без разрушения и/или обжатия края фильтрующей прокладки и, следовательно, не влияя на общие характеристики фильтра, такие как пылевая нагрузка и/или воздухопроницаемость.
Способ обработки периферийной поверхности фильтрующей прокладки 3 между нагретыми сжимающими пластинами 13 и 15 может быть скорректирован для изменения краевой области получаемого фильтра. Например, центральная область фильтрующей прокладки 1 может быть обжата опорными пластинами 9 и 11 в большей степени, чем легкий захват. Более сильное обжатие в центральной области фильтрующей прокладки приводит к выпиранию периферийной стенки наружу и/или вогнутости верхней и нижней поверхностей, так что угол между верхней и нижней поверхностями и периферийной стенкой будет отличным от 90 градусов и будет влиять на конфигурацию краевой области после изготовления. В качестве альтернативного варианта, периферийная стенка и/или краевая область верхней и нижней поверхностей фильтрующей прокладки 3 могут быть обрезаны с целью образования угла, отличного от 90 градусов, с тем, чтобы иметь сходное воздействие на конфигурацию краевой области после изготовления.
Реферат
Изобретение предназначено для фильтрования. Фильтрующая прокладка содержит прокладку из нетканого волокнистого материала, имеющую периферийную область, в которой противоположные поверхности обжаты вместе и расплавлены так, чтобы образовать выступающий наружу периферийный выступ (5). Между противоположными поверхностями прокладки и периферийным выступом расположена переходная область (7), при этом поверхность фильтрующей прокладки в переходной области (7) расплавлена и проходит, по существу, в осевом направлении. Способ изготовления фильтрующей прокладки включает выполнение прокладки из нетканого волокнистого материала, сжатие и нагрев периферийной области прокладки таким образом, чтобы расплавить материал прокладки и образовать выступающий наружу периферийный выступ (5), образуют переходную область (7) между противоположными поверхностями фильтрующей прокладки и периферийным выступом (5) и расплавляют поверхность фильтрующей прокладки в переходной области (7). Технический результат: улучшение качества прокладки. 2 н. и 9 з.п. ф-лы, 6 ил.
Формула
сжимают и нагревают периферийную область прокладки таким образом, чтобы расплавить материал прокладки и образовать выступающий наружу периферийный выступ (5),
образуют переходную область (7) между противоположными поверхностями фильтрующей прокладки (1) и периферийным выступом (5),
причем поверхность фильтрующей прокладки в переходной области (7) проходит, по существу, в осевом направлении, и
расплавляют поверхность фильтрующей прокладки (1) в переходной области (7).
Комментарии