Способ и устройство для сварки металлических волокон в нетканый материал путем многократного проведения процесса сварки, а также нетканый материал из соединенных сваркой металлических волокон - RU2421310C2
Код документа: RU2421310C2
Чертежи





Описание
Настоящее изобретение относится к способу изготовления нетканого материала из металлических волокон, к устройству для сварки металлических волокон, а также к изготовленному таким путем нетканому материалу, используемому прежде всего для фильтрации потока отработавших газов (ОГ), образующихся при работе двигателя внутреннего сгорания (ДВС).
В целях защиты окружающей среды образующиеся при работе двигателей внутреннего сгорания отработавшие газы для снижения содержания в них вредных веществ необходимо подвергать соответствующей обработке. Подобная обработка ОГ заключается, как известно, в их нейтрализации, при которой ОГ очищают от содержащихся в них газообразных и/или твердых (токсичных) компонентов. С этой целью можно использовать катализируемые химические реакции, а также процессы фильтрации для по меньшей мере временного задерживания твердых компонентов ОГ, таких, например, как сажа или зола. Для этого ОГ обычно пропускают через по меньшей мере одно устройство для их обработки или снижения их токсичности, такое, например, как каталитический нейтрализатор, адсорбер, улавливатель твердых частиц или иное устройство аналогичного назначения. В качестве фильтрующих сред известно также использование газопроницаемых волокнистых нетканых материалов из металлических волокон. Настоящее изобретение относится прежде всего к изготовлению волокнистого нетканого материала для применения по такому назначению.
Подобный волокнистый нетканый материал из-за периодически повторяющихся процессов сгорания рабочей смеси в ДВС, например в двигателях с принудительным воспламенением рабочей смеси или в дизельных двигателях, подвергается в системе выпуска ОГ воздействию значительных термических и динамических нагрузок. По этой причине такие волокнистые нетканые материалы должны обладать особо высокой прочностью во избежание отделения образующих их волокон в процессе эксплуатации. Отделение волокон от волокнистого нетканого материала могло бы привести, с одной стороны, к невозможности длительного сохранения волокнистым нетканым материалом требуемого фильтрующего действия, а с другой стороны, к повреждению возможно предусмотренных далее по ходу потока ОГ устройств для их обработки или снижения их токсичности отделившимися волокнами и даже к травмированию ими лиц, находящихся вблизи системы выпуска ОГ.
Известные способы изготовления подобных волокнистых нетканых материалов заключаются в соединении между собой образующих нетканый материал волокон сваркой и/или спеканием. При непрерывном изготовлении таких волокнистых нетканых материалов в серийном производстве предпочтительно использовать методы сварки благодаря возможности их высокоскоростного проведения. При этом, однако, было установлено, что выполнение сварных соединений в требуемом объеме с достаточно высокой технологической надежностью оказывается невозможным.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача по меньшей мере частично уменьшить остроту рассмотренных выше и присущих уровню техники проблем. Задача изобретения состояла прежде всего в разработке способа изготовления нетканого материала из металлических волокон, а также устройства для сварки металлических волокон, которые позволяли бы с высокой технологической надежностью выполнять сварные соединения в достаточно многих местах нетканого материала, в том числе и в серийном производстве. Изготавливаемый таким способом, соответственно с помощью такого устройства волокнистый нетканый материал прежде всего должен обладать высокой стойкостью к термическим и динамическим нагрузкам, которые преобладают в системе выпуска ОГ, образующихся при работе нестационарного ДВС. Помимо этого задача изобретения состояла в разработке пригодных для применения по такому назначению нетканых материалов.
Указанные задачи решаются с помощью способа изготовления нетканого материала, заявленного в п.1 формулы изобретения, а также с помощью устройства для сварки металлических волокон, заявленного в п.4 формулы изобретения. Различные предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы изобретения. При этом представленные по отдельности в формуле изобретения отличительные признаки могут использоваться в любом технически целесообразном сочетании друг с другом и могут образовывать тем самым другие варианты осуществления изобретения.
Предлагаемый в изобретении способ изготовления нетканого материала из металлических волокон заключается в выполнении по меньшей мере следующих стадий:
а) из металлических волокон формируют слой и
б) металлические волокна соединяют между собой сваркой с получением нетканого материала,
причем стадия б) включает многократное проведение процесса сварки на одном участке нетканого материала с выполнением нескольких сварных швов, пересекающихся друг с другом.
Под "нетканым материалом" подразумевается прежде всего плоская структура, в которой образующие ее волокна могут располагаться упорядочение или неупорядоченно друг относительно друга. В качестве примера нетканого материала можно назвать структуры типа тканей, сетчатые структуры, вязаные структуры, слои с неориентированным расположением волокон и иные аналогичные структуры. Нетканый материал, в принципе, может также содержать по меньшей мере одну добавку, в качестве примера которой можно назвать нетканые материалы иных типов, порошки или иные аналогичные материалы и которая в конечном итоге надежно соединена с нетканым материалом. Нетканый материал изготавливают из волокон, выполненных из жаропрочного и коррозионно-стойкого материала. Под "волокном" подразумевается прежде всего вытянутый в длину элемент (т.е. элемент, у которого его длина много больше размеров его поперечного сечения), в качестве примера которого можно назвать главным образом элементы в виде проволоки, стружки и иной аналогичной вытянутой формы. Металлические волокна могут иметь, в основном, круглое, овальное или многоугольное поперечное сечение. Наиболее предпочтительны волокна с плоским профилем. Металлические волокна изготавливают прежде всего из материала, который в качестве основного материала содержит преимущественно сталь, предпочтительно с высоким относительным содержанием хрома (например, от 18 до 21 мас.%) и/или алюминия (например, по меньшей мере 4,5 мас.%, прежде всего по меньшей мере 5,5 мас.%). В принципе, можно также использовать алюминированные металлические волокна. Такие металлические волокна предпочтительно должны иметь длину от 0,1 до 50 мм (прежде всего от 1 до 10 мм) и диаметр от 0,01 до 0,1 мм (прежде всего от 0,02 до 0,05 мм). Пористость изготавливаемого нетканого материала предпочтительно должна составлять от 30 до 80%, прежде всего от 45 до 60%.
Формирование слоя на стадии а) заключается, например, в насыпании волокон на основание, которые в результате оказываются по меньшей мере частично уложены друг на друга. По достижении формируемым таким путем слоем требуемой толщины, соответственно требуемой удельной массы (массы, отнесенной к единице поверхности) (например, от 250 до 1500 г/м2) эту рыхлую структуру из металлических волокон затем подают на стадию сварки.
При выполнении стадии б) сварку волокон между собой осуществляют путем многократного проведения процесса сварки на одном участке нетканого материала, соответственно слоя. Под "участком" нетканого материала, соответственно слоя подразумевается прежде всего отдельная его часть в направлении его перемещения. Обычно в процессе сварки оказывается соответствующее воздействие на подобный участок, в пределах которого в основном одновременно образуется несколько сварных соединений между разными волокнами.
Согласно изобретению, таким образом, предлагается многократно проводить процесс сварки на подобном участке нетканого материала, соответственно слоя с образованием каждый раз разных сварных соединений. Так, в частности, при проведении первого процесса сварки на соответствующем участке нетканого материала, соответственно слоя образуют определенное количество сварных соединений, затем этот участок нетканого материала, соответственно слоя подают на следующий процесс сварки и при его проведении образуют следующие сварные соединения. Процесс сварки предпочтительно проводить дважды.
Далее, предлагаемый в изобретении способ предусматривает выполнение на стадии б) нескольких сварных швов, пересекающихся друг с другом. Так, например, при проведении первого процесса сварки выполняют проходящие в основном параллельно направлению перемещения нетканого материала сварные швы, которые в результате образуют те зоны нетканого материала, в которых сконцентрированы сварные соединения. При проведении последующего процесса сварки выполняют расположенные наклонно, соответственно поперечно им сварные швы. Тем самым все сварные швы в совокупности в предпочтительном варианте образуют своего рода рисунок.
Для сварки предпочтительно использовать методы контактной сварки. При этом несколько процессов сварки можно проводить разными методами сварки, предпочтительно, однако, проводить два процесса сварки одним и тем же методом сварки, поскольку таким путем можно сократить технические затраты на сварочное оборудование. Процессы сварки предпочтительно проводить в регулируемом режиме, т.е. с использованием средств, которые именно при применении методов контактной сварки обеспечивают при проведении последующего процесса сварки не только прохождение электрического тока через уже образовавшиеся сварные соединения, но и образование дополнительных сварных соединений в других отдельных частях соответствующего участка нетканого материала, соответственно слоя. Процессы сварки на перемещающемся участке нетканого материала, соответственно слоя проводят при этом пространственно отдельно друг от друга.
В этом отношении на стадии б) наиболее предпочтительно использовать роликовую сварку. При роликовой сварке слой, соответственно нетканый материал пропускают между парой роликов, соответственно валков, к которым приложено электрическое напряжение. В результате по металлическим волокнам начинает проходить электрический ток, при прохождении которого по металлическим волокнам из-за наличия у них электрического сопротивления выделяется тепло. Такое тепло приводит к расплавлению материала металлических волокон в местах их контакта между собой, в результате чего между соседними волокнами образуются неразъемные соединения. При проведении роликовой сварки электрический ток можно пропускать по волокнам периодически (например, с заданной длительностью импульсов и заданной длительностью интервалов между ними) или постоянно. Для обеспечения достаточно плотного контакта роликов, соответственно валков со слоем, соответственно с нетканым материалом его сжимают роликами, прежде всего с прижимным усилием в пределах от 500 до 1500 Н/см2.
Обычно, однако, электрический ток протекает не через весь участок контакта роликов, соответственно валков со слоем, соответственно с нетканым материалом, поскольку электрический ток преимущественно стремится проходить к противолежащему валку по пути наименьшего электрического сопротивления. По этой причине на подобном участке нетканого материала при проведении единственного процесса сварки происходит лишь многократная точечная сварка волокон. В предпочтительном варианте осуществления стадии б) оба процесса сварки проводят методом роликовой сварки, при этом при проведении второго процесса роликовой сварки сварные соединения образуются в зонах между первыми сварными соединениями на том же самом участке слоя, соответственно нетканого материала.
В еще одном варианте осуществления предлагаемого в изобретении способа на стадии б) к участку нетканого материала подают защитный газ. В качестве такого защитного газа можно использовать, например, аргон- и/или гелийсодержащий газ. Создание атмосферы защитного газа позволяет предотвратить окисление материала металлических волокон и тем самым избежать, например, проблем при проведении последующих процессов контактной сварки по образованию неразъемных соединений между волокнами.
Еще одним объектом изобретения является устройство для сварки металлических волокон, имеющее по меньшей мере следующие компоненты:
- подающее устройство для перемещения слоя из металлических волокон,
- первую сварочную секцию, предназначенную для образования соединений между волокнами на участке слоя, и
- вторую сварочную секцию, предназначенную для образования последующих пересекающихся друг с другом соединений между волокнами частично сваренного участка слоя.
Подобное устройство пригодно прежде всего для осуществления предлагаемого в изобретении способа изготовления нетканого материала из металлических волокон.
В предпочтительном варианте подающее устройство выполнено с возможностью непрерывной подачи слоя к сварочным секциям, прежде всего со скоростью в пределах от 1 до 10 м/с. Подающее устройство может быть выполнено, например, в виде транспортера. Для фиксации металлических волокон вплоть до поступления в первую сварочную секцию и/или вторую сварочную секцию подающее устройство можно оснастить удерживающими волокна средствами, например направляющими, магнитами или иными средствами аналогичного назначения. В предпочтительном варианте подающее устройство выполнено с возможностью варьирования скорости перемещения слоя. Помимо этого в сочетании с подающим устройством предпочтительно также использовать средства для определения массы участка слоя.
Описанное выше подающее устройство обеспечивает, таким образом, перемещение слоя к первой сварочной секции. Слой, образованный не скрепленными между собой металлическими волокнами, предварительно фиксируется первой сварочной секцией путем образования в ней определенного количества сварных соединений между волокнами. Затем этот участок слоя перемещается далее, прежде всего подающим устройством, ко второй сварочной секции, которая в направлении перемещения слоя расположена на удалении от первой сварочной секции. В этой второй сварочной секции выполняются последующие пересекающиеся друг с другом сварные соединения на уже однократно подвергнутом сварке участке слоя. В принципе, первую и вторую сварочные секции можно объединить в одну установку или же их можно также выполнить в виде отдельных установок.
В этом отношении первую сварочную секцию и вторую сварочную секцию наиболее предпочтительно выполнять в виде секций для роликовой сварки. Сказанное означает, в частности, что в сварочных секциях предусмотрены средства для подачи сварочного тока требуемой силы, соответственно для подачи импульсов тока с заданной (при необходимости варьируемой) частотой. Помимо этого можно предусмотреть средства для периодической или постоянной подачи электрического тока. Возможно также предусмотреть средства для подачи защитного газа, средства для проверки качества сварных соединений и/или иных свойств нетканого материала, а также соответствующую систему управления процессом сварки.
В этом случае предпочтительно оснащать по меньшей мере одну из сварочных секций из числа первой сварочной секции и второй сварочной секции по меньшей мере двумя роликовыми электродами, которые выполнены с возможностью пропускания между ними слоя из волокон и с возможностью пропускания электрического тока по волокнам и по меньшей мере один из которых имеет средства для варьирования положения зоны сварки. Более предпочтительно оснащать обе сварочные секции подобными средствами для варьирования положения зон сварки на подвергаемом сварке участке нетканого материала и/или варьирования их положения относительно положения зон сварки в другой сварочной секции. Такие средства для варьирования положения зоны сварки позволяют, например, вводить в контакт с волокнами на подвергаемом сварке участке нетканого материала не всю окружную поверхность роликового электрода, а вместо этого вводить в электропроводный контакт со слоем, соответственно с нетканым материалом только отдельные части роликового электрода. Конкретное конструктивное исполнение подобных средств более подробно рассмотрено прежде всего в последующем описании других предпочтительных вариантов осуществления изобретения, а также в описании чертежей. При этом специалистам в данной области техники хорошо известны и другие, в некоторых случаях в явном виде не указанные в настоящем описании средства, позволяющие аналогичным образом варьировать положение зоны сварки. Использование подобных обычных средств, отличных от конкретно рассмотренных в настоящем описании, также может оказаться предпочтительным для изготовления нетканого материала с учетом особенностей его применения.
В изобретении предлагается также выполнять по меньшей мере один роликовый электрод разделенным на несколько секций, которые позволяют независимо друг от друга пропускать электрический ток по контактирующим с ними волокнам. Иными словами, в одной сварочной секции можно, например, предусмотреть один роликовый электрод, который занимает всю ширину подвергаемого сварке участка нетканого материала поперечно направлению его перемещения, но который при этом разделен на несколько секций, каждая из которых занимает только часть ширины подвергаемого сварке участка нетканого материала. В качестве наглядного примера, поясняющего сказанное выше, можно назвать вариант с расположением рядом друг с другом трех или четырех роликовых электродов в виде валков, каждый из которых включен в свою собственную, отдельную от других электрическую цепь. Тем самым при прохождении слоя, соответственно нетканого материала через секционированный таким образом роликовый электрод образуются проходящие в направлении его перемещения сварные швы, соответственно полосы со сварными соединениями, которые можно выполнять с различающимися между собой параметрами касательно частоты их расположения, ориентации, размеров и иных параметров. Таким путем на одном и том же участке слоя, соответственно нетканого материала в одной сварочной секции можно одновременно независимо друг от друга выполнять несколько сварных швов. Связанное с этим преимущество состоит, например, в возможности оперативного реагирования на различия в распределении волокон в слое или в возможности снизить технические требования, предъявляемые к сварочной секции, поскольку в этом случае роликовые электроды или отдельные их части должны прикладывать к слою меньшие прижимные усилия, соответственно через роликовые электроды или отдельные их части требуется пропускать электрический ток меньшей силы.
Однако именно с целью упростить подвод электрического тока к секциям роликового электрода и во избежание проблем, связанных с недостатком монтажного пространства под размещение секций роликового электрода, и иных проблем аналогичного характера при определенных условиях может оказаться предпочтительным смещать несколько секций по меньшей мере одного роликового электрода друг относительно друга в направлении перемещения слоя. Подобное расположение секций роликового электрода со смещением друг относительно друга предпочтительно, например, при выполнении роликового электрода разделенным более чем на 2 секции, прежде всего более чем на 5 секций.
В еще одном предпочтительном варианте выполнения предлагаемого в изобретении устройства по меньшей мере один роликовый электрод выполнен с профилем. Сказанное означает, что роликовый электрод выполнен не с гладкой, в основном цилиндрической окружной поверхностью, а с выступами и углублениями на ней, т.е. с рельефной или профилированной окружной поверхностью. Такие выступы, соответственно углубления могут быть выполнены в виде бугорков, линий, микроповерхностей и/или в виде сложного рельефного рисунка. Таким путем обеспечивается переменное расстояние от окружной поверхности роликового электрода до слоя, соответственно нетканого материала, при этом выступы обеспечивают лучший электрический контакт с металлическими волокнами и поэтому должны рассматриваться в качестве предпочтительной для образования сварных соединений части роликового электрода. Таким образом, профилирование роликового электрода позволяет создавать в пределах подвергаемого сварке участка нетканого материала зоны с высокой вероятностью образования в них сварных соединений и с размерами, меньшими общей ширины роликового электрода. Тем самым, например, появляется возможность смещать друг относительно друга предпочтительные зоны образования сварных соединений при проведении последующего процесса сварки и при применении аналогичным образом профилированных роликовых электродов, что в конечном итоге позволяет добиться относительно равномерной сварки волокон на всем подвергаемом сварке участке слоя, соответственно нетканого материала. В результате при проведении последующего процесса роликовой сварки удается предотвратить преимущественное прохождение электрического тока через те зоны нетканого материала, в которых уже образованы сварные соединения.
Помимо этого по меньшей мере одну сварочную секцию предлагается снабдить средствами для изменения положения оси вращения по меньшей мере одного роликового электрода. Сказанное означает, в частности, что ось вращения роликового электрода можно смещать и/или наклонять. Предпочтительно при этом изменять угол наклона оси вращения роликового электрода относительно плоскости, в которой перемещается нетканый материал. При подобном наклонном расположении оси вращения роликового электрода с волокнистым нетканым материалом также контактирует только одна определенная часть роликового электрода, приведение которого при этом, например, в качательное движение позволяет реализовать возвратно-поступательное перемещение зоны сварки на подвергаемом сварке участке нетканого материала в направлении, поперечном направлению его подачи. В данном случае окружной поверхности роликового электрода при определенных условиях необходимо также придавать определенный профиль, прежде всего бочкообразный профиль.
В следующем варианте выполнения предлагаемого в изобретении устройства в нем предусмотрены средства для изменения положения сварочных секций друг относительно друга. Такие средства позволяют прежде всего изменять расстояние между сварочными секциями. Тем самым можно, например, выполнить роликовые электроды с определенным профилем и синхронно приводить их в действие, исключив, однако, при этом наложение друг на друга полученных сварных соединений благодаря согласованному варьированию расстояния между сварочными секциями. Средства для изменения положения сварочных секций друг относительно друга могут содержать также по меньшей мере один датчик, привод и/или по меньшей мере один регулятор положения.
В еще одном варианте выполнения предлагаемого в изобретении устройства по меньшей мере одна сварочная секция снабжена средствами для подачи защитного газа в зону сварки. Такие средства прежде всего содержат расходную емкость, подводящий трубопровод и выпускной узел для подачи аргон- и/или гелийсодержащего защитного газа. При применении нетканого материала для обработки ОГ предпочтительно использовать нетканый материал, образованный металлическими волокнами из жаропрочного и коррозионноо-стойкого материала и изготовленный предлагаемым в изобретении способом или с помощью предлагаемого в изобретении устройства. В соответствии с этим объектом изобретения является также применение подобного нетканого материала для фильтрования потока ОГ.
Ниже изобретение и необходимые для его реализации технические средства более подробно рассмотрены со ссылкой на прилагаемые к описанию чертежи. На этих чертежах показаны наиболее предпочтительные варианты осуществления изобретения, которыми, однако, его объем не ограничен. Приведенные на чертежах изображения преимущественно являются схематичными и поэтому не отражают реальные размерные пропорции. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - схематичный вид выполненного по одному из вариантов устройства для сварки металлических волокон,
на фиг.2 - схематичный вид выполненной по одному из вариантов сварочной секции со средствами для изменения положения оси вращения роликового электрода,
на фиг.3 - схематичный вид выполненной по другому варианту сварочной секции с профилированным и секционированным роликовым электродом,
на фиг.4 - фрагмент устройства для обработки ОГ с нетканым материалом из металлических волокон,
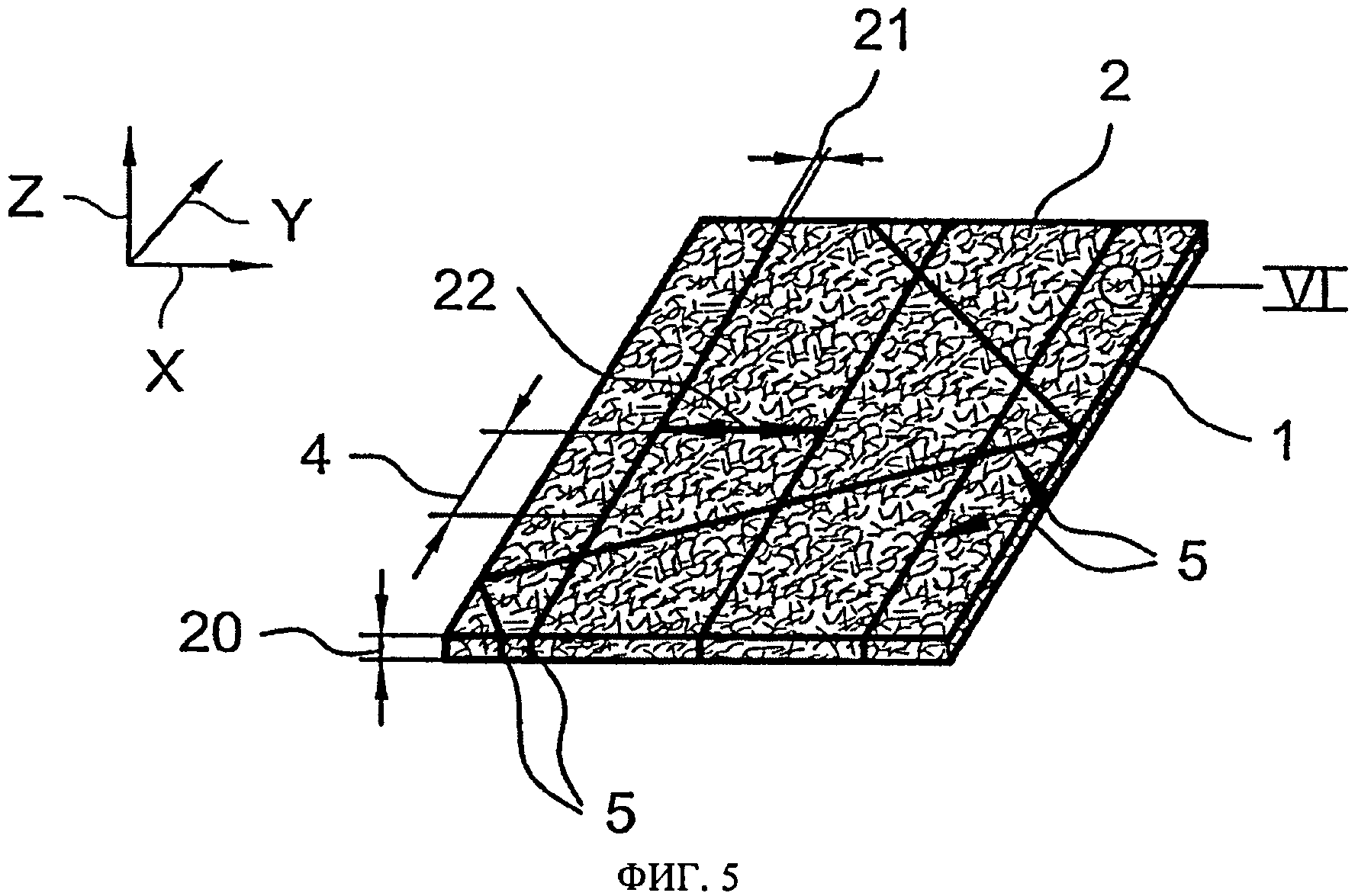
на фиг.5 - выполненный по одному из вариантов нетканый материал из металлических волокон,
на фиг.6 - увеличенный фрагмент нетканого материала, изображенного на фиг.5, и
на фиг.7 - схематичный вид выполненного еще по одному варианту сварочного устройства со смещенными друг относительно друга роликовыми электродами.
На фиг.1 схематично показано устройство 6 для сварки металлических волокон 2, из которых изготавливается нетканый материал 1. Металлические волокна 2 при этом сначала расположены в виде рыхлой структуры, образующей слой 3, который подающим устройством 7 перемещается в направлении 16 к сварочным секциям 8 и 9. Подающее устройство 7 схематично показано на чертеже в виде ленточного транспортера 7.
Слой 3 сначала пропускают между двумя роликовыми электродами 11, которыми в первой по ходу движения слоя зоне 12 сварки создается множество сварных соединений. Слой 3 при своем прохождения между роликовыми электродами 11 уплотняется ими, и одновременно через него в определенных его частях проходит электрический ток. Такой частично упрочненный и частично подвергнутый сварке нетканый материал 1 подают затем во вторую сварочную секцию 9, расположенную на заданном расстоянии 23 от первой сварочной секции. В процессе роликовой сварки в этой второй сварочной секции 9 также происходят дальнейшее уплотнение нетканого материала 1 и образование дополнительных сварных соединений. На выходе из второй сварочной секции 9 нетканый материал 1 по своей структуре обладает прочностью, обеспечивающей возможность его длительной работы в устройствах для обработки ОГ, образующихся при работе нестационарных ДВС. Устройство 6, выполненное прежде всего по показанному на чертеже варианту, позволяет сваривать между собой волокна 2 в нетканый материал 1 при многократном проведении процесса сварки на одном участке 4 нетканого материала 1.
На фиг.2 схематично показана выполненная по одному из вариантов первая сварочная секция 8 с качающимися роликовыми электродами 11. В принципе, вторая сварочная секция 9 может иметь аналогичное исполнение. В показанном на чертеже варианте качающимися выполнены только верхние, расположенные над слоем 3 роликовые электроды 11. Однако качающимися равным образом могут быть выполнены и нижние роликовые электроды 11. Качание роликовых электродов, которое может происходить непрерывно или периодически, заключается прежде всего в изменении положения оси 15 их вращения на определенный угол 24 относительно горизонтали 28. Таким путем можно варьировать положение зоны 12 сварки, в которой происходит образование сварного шва 5, соответственно сварных соединений 10, например, в пределах секции 13 роликового электрода и/или перпендикулярно направлению 16 перемещения слоя (на чертеже не обозначено). В показанном на чертеже варианте обе секции 13 роликового электрода 11 качаются синхронно, что, однако, не является строго обязательным условием.
На фиг.3 схематично показан выполненный еще по одному варианту (секционированный) роликовый электрод 11 второй сварочной секции 9. Секции 13 такого роликового электрода 11 имеют по окружной поверхности 29, каждая из которых имеет (в данном случае разный) профиль 14, и имеют общую ось 15 вращения. Каждая секция 13 роликового электрода 11 выполнена с возможностью независимого от других его секций пропускания электрического тока по контактирующим с ней волокнам 2 (не показаны). Для этого секции роликового электрода снабжены собственными отдельными источниками 26 питания, каждый из которых соединен с парой противолежащих секций 13 расположенных друг против друга роликовых электродов 11. Для образования сварных соединений слой 3, соответственно нетканый материал 1 (не показан) пропускают через зазор 27 между роликовыми электродами 11. Роликовые электроды 11, соответственно их секции 13 имеют ширину 25, которая составляет максимум 100 мм.
На фиг.4 схематично показан фрагмент устройства 30 для обработки ОГ, выполненного в виде сотового элемента 31, изготовленного из нескольких профилированных листов фольги 32 и нескольких нетканых материалов 1, образующих совместно с листами фольги каналы 34, проточные для ОГ в направлении 33 их потока. Для изменения направления потока ОГ предусмотрены соответствующие, воздействующие на него элементы 35, которыми поток ОГ принудительно отклоняется в направлении нетканого материала 1, которым благодаря этому при прохождении сквозь него потока ОГ задерживаются переносимые им твердые частицы 36. Показанный на чертеже фрагмент устройства 30 для обработки ОГ представляет собой прежде всего фрагмент улавливателя твердых частиц, соответственно фильтра, а само это устройство 30 для обработки ОГ предпочтительно встроено в выпускную систему автомобиля (с двигателем с принудительным воспламенением рабочей смеси или с дизельным двигателем).
На фиг.5 схематично показан предлагаемый в изобретении нетканый материал 1, подвергнутый многократным процессам сварки на его участке 4. Указанный участок 4 нетканого материала проходит при этом в направлении Y, которое в предпочтительном варианте совпадает с направлением 16 перемещения нетканого материала. Ширина нетканого материала в предпочтительном варианте отсчитывается в направлении X, а его толщина 20 - в направлении Z. В результате многократного проведения процесса роликовой сварки нетканый материал имеет несколько сварных швов 5, которые по меньшей мере частично пересекаются друг с другом. Сварные швы 5 можно выполнять с требуемой шириной 21 и располагать на требуемом расстоянии 22 друг от друга. При этом необходимо особо отметить, что ширина 21 сварных швов и расстояние 22 между ними показаны на чертеже лишь схематично, а в предпочтительном варианте ширина 21 сварных швов может даже превышать расстояние 22 между ними. Один из сварных швов 5 выполнен зигзагообразной формы, которую можно получить при использовании, например, качающихся роликовых электродов. Расположенные параллельно, соответственно перпендикулярно друг другу сварные швы 5 можно получить с использованием, например, профилированного роликового электрода 11.
На фиг.6 схематично показан фрагмент изображенного на фиг.5 нетканого материала 1 с увеличенным изображением образующих его волокон 2. Неупорядоченно расположенные друг относительно друга металлические волокна 2 после многократного проведения процесса сварки образуют соединения 10 между собой в местах их контакта друг с другом. В данном случае волокна 2 имеют многоугольное поперечное сечение и характеризуются своими длиной 18 и диаметром 19 (размером в поперечнике). Варьируя параметры процесса формирования слоя из металлических волокон в виде рыхлой структуры, а также величину прикладываемых к нетканому материалу 1, соответственно к слою 3 усилий в процессе сварки, можно изменять количество и размер образуемых между волокнами 2 пор 17, и таким путем пористость изготавливаемого нетканого материала 1 можно отрегулировать на требуемую (например, в пределах от 45 до 70%).
На фиг.7 схематично показана часть выполненного еще по одному варианту трехступенчатого сварочного устройства. В данном случае на чертеже показана вторая сварочная секция 9 со множеством роликовых электродов 11, образующих несколько секций 13, которые расположены со смещением 37 друг относительно друга в направлении 16 перемещения слоя 3. Выполненное по этому варианту сварочное устройство обеспечивает более равномерный подвод сварочного тока к слою 3, а секции 13 его роликовых электродов и в этом случает совместно перекрывают всю ширину слоя 3. Первая (не показанная в данном случае) сварочная секция может быть независимо от этой второй сварочной секции выполнена в соответствии с одним из описанных выше вариантов. После второй сварочной секции 9 дополнительно предусмотрена также аппаратура 39 для обработки кромки 38 слоя 3, которая, например, закрепляет на нем фольгу по типу канта или каймы для образования газонепроницаемой кромки 38, которая при необходимости может служить для состыкования или соединения друг с другом нескольких нетканых материалов. Для этого аппаратуру 39 также можно оснастить определенным количеством роликовых электродов 11.
Реферат
Изобретения могут быть использованы прежде всего для изготовления из металлических волокон волокнистых нетканых материалов, предназначенных для применяемых в автомобилестроении устройствах для обработки отработавших газов. Для изготовления нетканого материала (1) из металлических волокон (2) выполняют по меньшей мере следующие стадии: а) из металлических волокон (2) формируют слой (3) и б) металлические волокна (2) соединяют между собой сваркой с получением нетканого материала (1). На стадии б) процесс сварки проводят многократно на одном участке нетканого материала (1) с выполнением нескольких пересекающихся друг с другом сварных швов. Устройство для изготовления нетканого материала включает подающее устройство (7) для перемещения слоя (3) из металлических волокон (2) и две сварочные секции (8) и (9) роликовой сварки для образования соединений между волокнами и последующих пересекающихся друг с другом соединений между волокнами частично сваренного участка слоя (3). Полученный нетканый материал обладает высокой стойкостью к термическим и динамическим нагрузкам. 4 н. и 10 з.п. ф-лы, 7 ил.
Формула
а) из металлических волокон (2) формируют слой (3) и
б) металлические волокна (2) соединяют между собой сваркой с получением нетканого материала (1),
причем стадия б) включает многократное проведение процесса сварки на одном участке (4) нетканого материала (1) с выполнением нескольких сварных швов (5), пересекающихся друг с другом.
подающее устройство (7) для перемещения слоя (3) из металлических волокон (2),
первую сварочную секцию (8), предназначенную для образования соединений (10) между волокнами (2) на участке (4) слоя (3), и
вторую сварочную секцию (9), предназначенную для образования последующих пересекающихся друг с другом соединений (10) между волокнами частично сваренного участка (4) слоя (3).
Комментарии