Способ и устройство для контроля бутылок или им подобных емкостей из просвечивающегося материала - RU2426098C2
Код документа: RU2426098C2
Чертежи






Описание
Изобретение относится к способу контроля бутылок или им подобных емкостей, а также к устройству для контроля бутылок или им подобных емкостей.
Устройства для контроля бутылок, в которых бутылки с помощью транспортного элемента перемещают по меньшей мере через один пост контроля или модуль контроля и осуществляют оптико-электрический контроль с применением по меньшей мере одного источника света и по меньшей мере одного оптоэлектрического сенсорного блока, например оптоэлектрического детектора или камеры, известны в различных исполнениях.
Задачей изобретения является создание устройства, обеспечивающего особенно надежный контроль бутылок или им подобных емкостей из просвечивающего или прозрачного материала (например, из стекла или просвечивающего пластика, например полиэтилентерефталата /ПЭТФ/), в том числе, в частности, в критических зонах емкостей.
Для решения этой задачи предусмотрен способ в соответствии с пунктом 1 формулы изобретения. Способ контроля бутылок или им подобных емкостей является предметом пункта 15 формулы.
Особенность изобретения состоит в том, что емкости при транспортировке на транспортном элементе устройства из первоначально прямого положения, то есть из положения, в котором они своей осью ориентированы в вертикальном направлении и в котором подаются к устройству, наклоняют для проведения контроля так, чтобы наклонно установленные емкости располагались своей осью в плоскости, перпендикулярной к направлению транспортировки, а их ось составляла определенный угол с вертикалью. После проведения контроля или после прохождения по меньшей мере через один пост контроля или же последний в направлении транспортировки пост контроля емкости на участке транспортировки снова устанавливают в прямое положение.
Установка емкостей под углом в процессе контроля или во время прохождения по меньшей мере через один пост контроля позволяет, среди прочего, надежно контролировать критические зоны емкостей, например переход между дном и идущей по окружности стенкой емкости. Положение под углом дает также возможность подавать в пустую емкость, предназначенную для контроля, какую-либо жидкость, например контрольную жидкость (стерильную воду), которая поглощает и/или захватывает возможно имевшиеся в емкости перед контролем посторонние вещества или инородные тела и затем за счет наклонного положения скапливается на переходе между дном и идущей по окружности стенкой емкости. При прохождении по меньшей мере через один пост контроля или по меньшей мере один модуль контроля жидкость может быть затем подвергнута, например оптоэлектрическим методом, контролю или анализу на наличие возможных посторонних веществ или инородных тел. Поскольку благодаря положению под углом требуется лишь небольшое количество жидкости, а возможные посторонние вещества содержатся в ней по этой причине в повышенной концентрации, достигаемые результаты являются бесспорными.
Другие варианты изобретения являются предметом зависимых пунктов формулы. Более подробно изобретение поясняется ниже на примерах выполнения с помощью чертежей, на которых:
фиг.1 показывает в упрощенном изображении устройство для контроля бутылок, вид сверху;
фиг.2 - в схематическом и перспективном изображении транспортер или транспортный элемент устройства согласно фиг.1;
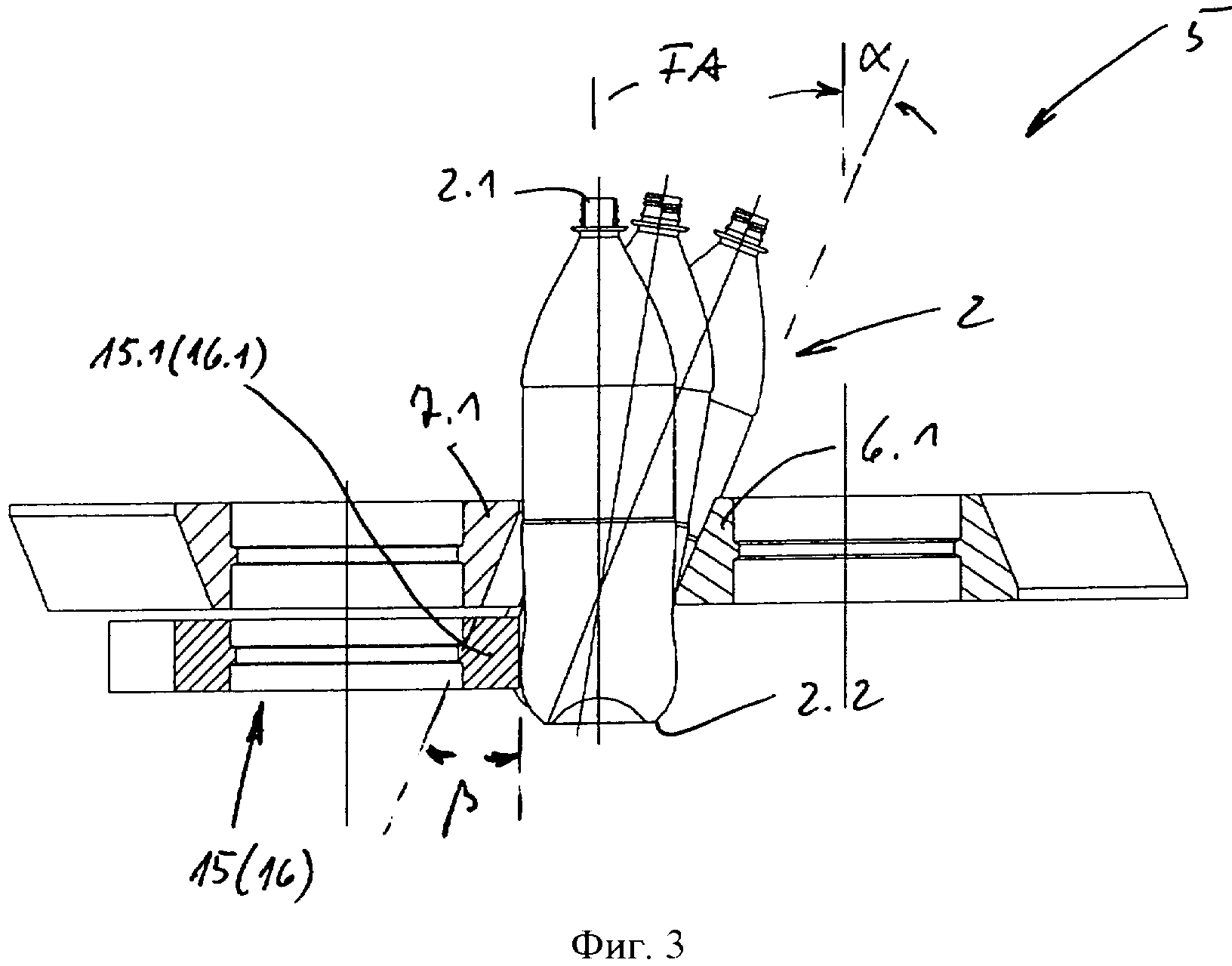
фиг.3-5 - разрезы по линиям I-I, II-II или III-III на фиг.1 с соответственно установленными на транспортном элементе бутылками;
фиг.6 - в увеличенном изображении деталь на фиг.5 в зоне модуля контроля;
фиг.7 и 8 - разрезы транспортного элемента в следующем варианте осуществления изобретения.
Устройство, в целом обозначенное на чертежах позицией 1, служит для контроля бутылок 2 из просвечивающего материала, при том в показанном варианте выполнения - специально для контроля пластиковых бутылок или же бутылок из полиэтилентерефталата (ПЭТФ-бутылок) с расположенным напротив горловины 2.1 бутылки дном 2.2, выполненным вогнуто-выпуклым с наружной стороны бутылки.
Бутылки 2 подают к устройству 1 в виде однопутного ряда установленных прямо, то есть ориентированных своей осью FA в вертикальном направлении, бутылок в направлении транспортировки А по надлежащим образом выполненному транспортеру 3. После контроля вновь находящиеся в прямом положении бутылки 2 поступают на транспортер 4, по которому их подают на дальнейшее использование за исключением тех бутылок, которые при контроле были забракованы из-за наличия в них инородных тел, посторонних веществ и т.д.
Центральным элементом устройства 1 является транспортный элемент 5, содержащий среди прочего две бесконечные конвейерные ленты 6 и 7, каждая из которых приводится во вращение и представляет собой замкнутую петлю, и образующий транспортный участок 8, по которому в направлении транспортировки А перемещаются бутылки 2, зажимаемые между обеими конвейерными лентами 6 и 7, причем транспортный участок входом 8.1 для емкостей примыкает к наружному транспортеру 3, а за указанным транспортным участком на выходе 8.2 для емкостей следует наружный транспортер 4. В представленном варианте выполнения транспортеры 3 и 4, а также транспортный участок 8 расположены относительно направления транспортировки А на одной линии.
Конвейерная лента 6 в зоне входа 8.1 для емкостей проходит по огибному колесу 9, а в зоне выхода для емкостей - по приводному колесу 10 так, что своей длиной 6.1 она расположена с одной стороны транспортного участка 8. Своей длиной 6.2, удаленной от транспортного участка 8, конвейерная лента 6 проходит по двум огибным или натяжным роликам 11.
Эквивалентным образом конвейерная лента 7 проходит в зоне входа 8.1 для емкостей по огибному колесу 12, а в зоне выхода 8.2 для емкостей - по приводному колесу 13 так, что своей длиной 7.1 она находится с другой стороны транспортного участка 8 и простирается по всей длине этого участка 8а. За счет направляющих средств (не показаны), например направляющих скольжения или дополнительных роликов, длина 7.1 выполнена не прямолинейной, а имеет такую конфигурацию, что расстояние длины 7.1 от длины 6.1, как это показано на фиг.1, сначала уменьшается от входа 8.1 для емкостей в направлении транспортировки А, затем в средней части транспортного участка 8 является постоянным и потом снова незначительно расширяется к выходу 8.2 для емкостей. Транспортный участок 8 образует, таким образом, три отрезка, а именно средний отрезок 8.3, имеющий в основном постоянное расстояние между обеими длинами 6.1 и 7.1 конвейерных лент, отрезок 8.4, на котором это расстояние уменьшается от входа 8.1 для емкостей в направлении к среднему отрезку 8.3, и отрезок 8.5, на котором расстояние между длинами 6.1 и 7.1 конвейерных лент вновь увеличивается от конца среднего отрезка 8.3 в направлении к выходу 8.2 для емкостей.
Длина 7.2 конвейерной ленты 7, удаленная от транспортного участка 8, также проходит по двум огибным или натяжным роликам 14. Все колеса и ролики 9-11 и 12-14 своими осями ориентированы в вертикальном направлении. Конвейерные ленты 6 и 7 установлены на ребро, в частности и в зоне их длин соответственно 6.1, 6.2 и 7.1, 7.2.
Как показано на фигурах 2-5, поперечное сечение конвейерных лент 6 и 7 по форме таково, что каждая конвейерная лента с внутренней стороны своей петли имеет внутреннюю поверхность, ориентированную в вертикальном или приблизительно в вертикальном направлении перпендикулярно направлению вращения конвейерной ленты 6 или 7, в то время как образующая внешнюю сторону соответствующей петли наружная поверхность или поверхность конвейерных лент 6 и 7, зажимающая емкости, наклонена по отношению к вертикали перпендикулярно направлению вращения конвейерных лент или перпендикулярно направлению транспортировки А. В результате наружная поверхность конвейерной ленты 6 на длине 6.1 образует с вертикалью угол α<45°, например угол величиной от 20 до 25°, открывающийся кверху. Наружная поверхность конвейерной ленты 7, в особенности на длине 7.1, образует с вертикалью угол β, который равен или приблизительно равен углу α, но открывается книзу, так что обе конвейерные ленты 6 или 7 с наружными поверхностями их длин 6.1 и 7.1 расположены параллельно или по существу параллельно друг другу с обеих сторон транспортного участка, а средняя плоскость между этими наружными поверхностями наклонена относительно вертикали на угол α. В зоне входа 8.1, а также выхода 8.2 для емкостей под конвейерной лентой 7 предусмотрены опорные или, иначе говоря, вспомогательные ленты 15 и 16 соответственно. Каждая из обеих опорных лент выполнена в виде бесконечной вращающейся ленты, образующей замкнутую петлю. Опорная лента 15 в зоне входа 8.1 емкостей проходит по огибному колесу (не показано), которое предусмотрено под огибным колесом 12 (см. фиг.1), связано с ним по приводу и имеет, кроме того, такой же диаметр, что и огибное колесо 12. Далее опорная лента 15 проходит по огибному колесу 17 и натяжному ролику 18, образуя при этом длину 15.1, простирающуюся от входа 8.1 для емкостей примерно до начала среднего отрезка 8.3 транспортного участка 8. Все колеса и ролики опорной ленты 15 ориентированы своими осями также в вертикальном направлении.
Опорная лента 16 расположена и выполнена относительно вертикальной поперечной средней плоскости QM, ориентированной перпендикулярно направлению транспортировки А, зеркально симметрично опорной ленте 15, то есть бесконечная опорная лента 16, приводимая во вращение и образующая замкнутую петлю, проходит в зоне выхода 8.2 для емкостей по колесу, установленному под колесом 13 и связанному с ним по приводу, а также по огибному колесу 19 и натяжному ролику 20, причем так, что опорная лента 16 своей длиной 16.1 простирается на стороне отрезка 8.5 транспортного участка 8 от конца средней зоны 8.3 до выхода 8.2 для емкостей. В представленном варианте выполнения транспортный элемент 5 в целом выполнен зеркально симметрично относительно поперечной средней плоскости QM. Обе конвейерные ленты 6 или 7 приводятся в действие синхронно таким образом, что их длины 6.1 и 7.1 движутся в направлении транспортировки А с одинаковой скоростью. А опорные ленты 15 и 16 приводятся в действие так, что их длины 15.1 и 16.1 движутся в одном направлении и с той же скоростью, что и длина 7.1 конвейерной ленты.
Как показано на фиг.3, бутылки 2 на входе 8.1 для емкостей передаются с транспортного участка 3 на транспортный участок 8 так, чтобы каждая бутылка 2 в зоне ее корпуса 2.3 удерживалась между нижним продольным краем длины 6.1 конвейерной ленты с одной стороны транспортного участка 8 и между верхним продольным краем длины 7.1 конвейерной ленты при поддержке длины 15.1 опорной ленты с другой стороны транспортного участка 8 посредством зажимной посадки, а именно так, что бутылки 2, оставаясь ориентированными своей осью FA в вертикальном направлении, выступают своим дном 2.2 за транспортный элемент 5 и соответственно за плоскость нижней стороны опорной ленты 15 или же петли, образованной этой опорной лентой.
При передвижении бутылок 2 по отрезку 8.4 за счет конфигурации длины 6.1 конвейерной ленты происходит увеличивающийся наклон или установка под углом бутылок 2 вследствие того, что каждая бутылка участком 2.3 своего корпуса по-прежнему остается зажатой между нижним краем длины 6.1 конвейерной ленты, с одной стороны, и верхним краем длины 7.1 конвейерной ленты при поддержке длины 15.1 опорной ленты, с другой стороны, а расстояние между длиной 7.1 конвейерной ленты и длиной 6.1 конвейерной ленты в направлении транспортировки А постепенно уменьшается. При достижении среднего отрезка 8.3 каждая бутылка 2 оказывается зажатой своим корпусом 2.3 только между обеими длинами 6.1 и 7.1 конвейерных лент или, иначе говоря, между их скошенными наружными поверхностями, в результате чего каждая бутылка 2 транспортируется вдоль средней зоны 8.3 в наклонном положении, в котором ось FA бутылки, находясь в плоскости, перпендикулярной направлению транспортировки А, образует с вертикалью угол α.
Пройдя средний отрезок 8.3, каждая бутылка при дальнейшем движении по отрезку 8.5, который выполнен относительно поперечной средней плоскости QM как зеркальное отображение отрезка 8.4, вновь постепенно выпрямляется. При этом бутылки 2 удерживаются на отрезке 8.5 таким же образом, как показано на фиг.4, после чего в зоне выхода 8.2 для емкостей бутылки 2, удерживаемые в прямом положении согласно фигуре 3 между конвейерными лентами 6 и 7 и дополнительно подпираемые опорной лентой 16, передаются на транспортер 4.
Разумеется, что расстояние между длинами 6.1 и 7.1 конвейерных лент и длинами 15.1 и 16.1 опорных лент всегда выбирается таким, чтобы каждая бутылка надежно удерживалась на транспортном участке 8 путем зажима ее корпуса 2.3. Для этого конвейерные ленты 6 и 7, а также вспомогательные ленты 15 и 16 выполняются достаточно упругими. Кроме того, предпочтительно, чтобы длина 6.1 конвейерной ленты поддерживалась с внутренней стороны одним или несколькими подпружиненными опорными элементами.
С целью приспособления устройства 1 к бутылкам 2 с различным диаметром в представленном варианте выполнения конвейерная лента 7 с относящимися к ней огибными колесами 12 и 13 и огибными роликами 14, а также с обеими опорными лентами 15 и 16 и их огибными колесами соответственно 17 и 19 и натяжными роликами соответственно 18 и 20 выполнена регулируемой в горизонтальном направлении и перпендикулярно направлению транспортировки А, как это обозначено двойной стрелкой В.
В средней зоне 8.3 транспортного участка 8 осуществляется контроль установленных под углом бутылок 2. Для этого последние заполнены точно дозированным количеством жидкости 21 (например стерильной водой), скапливающейся вследствие наклонного положения соответствующей бутылки в одной краевой зоне дна, как это показано на фиг.5 и 6. С помощью модуля контроля 22, стационарно установленного, например, в середине отрезка 8.3, каждую движущуюся мимо в наклонном положении бутылку 2 и находящуюся в ней жидкость подвергают тестированию или анализу оптоэлектрическим методом, предпочтительно методом спектрального анализа. Для этого модуль контроля 22 в представленном варианте выполнения состоит из источника света 23, испускающего сфокусированный световой пучок 24, и из фотоприемника 25, который подает сенсорный сигнал, зависящий от интенсивности и/или спектрального состава падающего на него светового пучка 24.
Жидкость 21, представляющая собой в самом простом случае стерильную воду, строго дозированно подают в каждую бутылку 2 в пункте 26, предшествующем входу 8.1 для емкостей в направлении транспортировки А, а именно таким образом, чтобы посторонние вещества или инородные тела и т.п., возможно присутствующие в бутылке 2, захватывались жидкостью 21 и/или растворялись в ней, что дает возможность посредством оптоэлектрического или спектрального анализа жидкости 21, проводимого с помощью модуля контроля 22, определять наличие или отсутствие в соответствующей бутылке 2 посторонних веществ или инородных тел и т.п.
Как показано на фигурах 5 и 6, источник света 23 установлен с одной стороны транспортного участка 8, а именно с той его стороны, которая образована конвейерной лентой 7, и при этом так, чтобы световой пучок 24 был направлен на вогнуто-выпуклый участок дна в зоне его края, причем в представленном варианте выполнения таким образом, чтобы входящий в жидкость 21 световой пучок 24, полностью отражаясь от поверхности жидкости 21, падал на фотоприемник 25, находящийся с другой стороны транспортного участка 8.
Благодаря наклону бутылок 2 достигается, в частности, такое положение, при котором все инородные тела, посторонние вещества и тому подобные загрязнения, возможно присутствующие в бутылке, концентрируются в относительно малом количестве жидкости 21, чем обеспечивается контроль бутылок 2 с высокой надежностью.
Для обеспечения определенного воспроизводимого наклонного положения бутылок 2 при прохождении через модуль контроля 22 в нем предусмотрены обозначенные на фиг.5 позициями 27 и 28 дополнительные направляющие, с помощью которых при прохождении через модуль контроля 22 достигается точное заданное угловое положение каждой бутылки 2.
На фигурах 7 и 8 в сечении показан соответствующий транспортному элементу 5 транспортный элемент 5а, конвейерные ленты ба и 7а которого, соответствующие конвейерным лентам 6 и 7, образованы каждая приводимой в движение бесконечной цепью, содержащей множество звеньев 29. Каждое звено 29 цепи снабжено упругим зажимным кулачком 30, вследствие чего корпус 2.3 бутылок 2 для транспортировки вдоль транспортного участка 8а, образованного транспортным элементом 5а, удерживается посредством зажима между кулачками 30 конвейерных лент 6а и 7а или же длин 6а.1 и 7а.1 конвейерных лент. Конвейерные ленты 6а и 7а или цепи, образующие эти конвейерные ленты, в свою очередь приводятся в действие так, что длины 6а.1 и 7а.1 конвейерных лент, образующие транспортный участок 8а, движутся в направлении транспортировки в одну сторону и с одинаковой скоростью. Звенья 29 цепи конвейерных лент 6а и 7а своими участками 29.1 проходят с геометрическим замыканием в направляющих пазах 35 направляющих, а именно звенья 29 длины 6а.1 конвейерной ленты, образующей транспортный участок 8а, - по направляющей 31, звенья 29 наружной длины 6а.2 конвейерной ленты - по направляющей 32, звенья 29 длины 7а.1 конвейерной ленты, образующей транспортный участок 8а, - по направляющей 33 и звенья 29 наружной длины 7а.2 конвейерной ленты - по направляющей 34.
При этом фигура 7 показывает сечение транспортного элемента 5а на входе или выходе для емкостей. Фигура 8 показывает сечение транспортного элемента 5а в зоне между входом и выходом для емкостей, которая соответствует например зоне 8.3 транспортного элемента 5.
Направляющие 31 и 32 или 33 и 34, а также относящиеся к ним огибные колеса или цепные колеса, обозначенные на фиг.7 и 8 позицией 36, установлены в каждом случае на каретке 37, регулируемой в горизонтальном направлении перпендикулярно направлению транспортировки с целью обеспечения возможности приспосабливать транспортный элемент 5а к бутылкам 2 с разным диаметром, как это показано двойными стрелками В. Каретки 37 и 38 установлены соответственно на направляющих 39 или 40 на раме 41. Посредством ходового винта 42 с противоходными резьбами 42.1 и 42.2 обе каретки 37 и 38 и предусмотренные на них конвейерные ленты 6а и 7а со всеми относящимися к ним функциональными элементами выполнены с возможностью регулирования для подгонки к соответствующему диаметру бутылок симметрично вертикальной продольной средней плоскости LM, включающей направление транспортировки.
Как видно из сравнения фигур 7 и 8, особенность транспортного элемента 5а состоит в том, что наклон бутылок 2 в процессе транспортировки достигается благодаря соответствующей конфигурации внутренних направляющих 31 и 33 или, иначе говоря, их направляющих плоскостей за счет того, что направляющая плоскость этих направляющих на входе и выходе для емкостей ориентирована согласно фиг.7 в вертикальном направлении и между входом и выходом для емкостей, то есть там, где происходит наклон бутылок 2, также образует с вертикалью угол α (фиг.8).
Звенья 29 цепи и все направляющие 31-34 выполнены так, что конвейерные ленты 6а и 7а или их звенья цепи принудительно перемещаются в направляющих в трехмерном пространстве. Для этого звенья 29 цепи своими участками 29.1 установлены, как описано выше, с геометрическим замыканием в направляющих пазах 35, которые вместе с наружной поверхностью соответствующей направляющей определяют направляющую плоскость, вдоль которой движутся конвейерные ленты 6а и 7а или их звенья цепи.
Изобретение было описано выше на примерах выполнения. Разумеется, что возможны многочисленные изменения и варианты, не выходящие за рамки идеи, лежащей в основе изобретения.
Перечень позиций
Реферат
Бутылки (2) из просвечиваемого материала подают в прямом положении на транспортный элемент (5) транспортного участка (8), наклоняют и в наклонном положении перемещают мимо поста контроля (22). Транспортный элемент (5) снабжен двумя конвейерными лентами (6, 7), каждая из которых образует замкнутую петлю и приводится во вращение и которые с внешней стороны их петель образуют поверхности прилегания к бутылкам или их зажимам. Поверхности прилегания наклонены к углу поворота бутылок соответственно по отношению к плоскости принадлежащей петли и бутылки. Бутылки, зажатые между конвейерными лентами, при их наклоне опираются на дополнительные опорные элементы (15, 16). Повышается надежность контроля бутылок. 2 н. и 16 з.п. ф-лы, 8 ил.
Комментарии