Устройство для отделения пластинчатых предметов, в частности аккумуляторных пластин - RU2349529C2
Код документа: RU2349529C2
Чертежи




Описание
Изобретение касается устройства с признаками ограничительной части пункта 1 формулы изобретения, как оно известно из US 4516762 А.
Устройства для отделения пластинчатых предметов, в частности аккумуляторных пластин, из штабеля таких пластинчатых предметов являются известными.
В более ранних предложениях, касающихся устройств для извлечения пластинчатых предметов из штабеля таких аккумуляторных пластин (смотри AT 241565 В, AT 329124 В и AT 352198 В), аккумуляторные пластины расположены в по существу вертикальных штабелях, в которых пластины ориентированы по существу горизонтально и извлекаются из штабеля снизу. Это проблематично вследствие соответственно нагружающего самые нижние пластины веса штабеля, поскольку имеет место сцепление аккумуляторных пластин друг с другом и они не могут сразу же по отдельности извлекаться из штабеля.
Поэтому уже предлагались также устройства, в которых расположенные по существу вертикально аккумуляторные пластины подаются в горизонтально ориентированных штабелях к месту извлечения.
В качестве примера можно сослаться на ЕР 0141806 В, ЕР 0608678 А, и AT 405824 В.
В этих известных устройствах подлежащие отделению расположенные по существу вертикально пластины подаются в горизонтально ориентированных штабелях к устройству отделения с помощью захвата, который извлекает пластины по отдельности из штабеля. Это обуславливает трудоемкую кинематику захвата ("укладчик пластин"), который извлекает отдельные пластины из штабеля и укладывает на ленточный транспортер.
Недостаток этих названных устройств заключается в том, что они из-за сложных движений извлекающего захвата, который должен по отдельности извлекать пластины из горизонтального штабеля, ограничены относительно своей производительности.
Из US 2003/0012636 А известно устройство для отделения пластинчатых предметов из вертикального штабеля, причем штабель срабатывается сверху. Подаваемые транспортером штабели поднимаются подъемными устройствами. С верхним концом штабеля сопряжен извлекающий захват, который оборудован присасывающими головками и осуществляет вертикальные перемещения посредством привода. Поднятая извлекающим захватом с помощью его присасывающих головок от верхнего конца пластина передается к одной из четырех вакуумных камер, которые расположены на вращающемся колесе. Затем, этими всасывающими камерами пластины укладываются на следующий ленточный транспортер, причем они при своем перемещении между технологической позицией загрузки в области извлекающего захвата и технологической позицией разгрузки осуществляют поворот на 180°.
Согласно DE 3202087 А вертикальный штабель срабатывается сверху, причем при подъеме пластин от штабеля осуществляется направленное вверх перемещение. Для срабатывания предусмотрен бесконечный ленточный транспортер с нагруженными на нем пониженным давлением присасывающими головками. Этот ленточный транспортер транспортирует снятые пластины (по отдельности) к следующему транспортеру, посредством которого отделенные пластины удаляются. Первый направляющий ролик ленточного транспортера с присасывающими головками, а именно направляющий ролик, который расположен в области штабеля, установлен в каретке с возможностью перемещения вверх и вниз. Изобретение исходит из этого уровня техники.
US 4516762 А описывает устройство для приема и удаления отдельных пакетов из штабеля, причем эти пакеты должны подаваться к расфасовочной машине. Штабели пакетов транспортируются на транспортере и позиционируются под пакетоизвлекающим устройством. Кроме транспортера для штабелей пакетов предусмотрен второй транспортер для отделенных пакетов. Для подъема отдельного пакета предусмотрено оборудованное присасывающими головками устройство, которое передвигается только вверх и вниз. Когда пакет был поднят от штабеля, пальцы с обеих сторон вводятся под поднятый пакет, затем выполненное с возможностью перемещения устройство, которое несет пальцы, перемещает пакет, зажимая его по бокам, в положение над транспортером и укладывает на него.
В DE 4005144 А описывается самонаклад, у которого на выполненном с возможностью перемещения вверх и вниз носителе предусмотрены отделяющие присасывающие устройства и, по меньшей мере, один ряд поддерживающих присасывающих устройств на выполненном с возможностью перемещения в прямом и обратном направлении носителе. Какие-нибудь совпадения с объектом заявки отсутствуют.
US 4439097 А описывает устройство, с помощью которого отделяемые листы должны вводиться между журнальными пачками. При этом отделяемые листы снимаются захватом и укладываются на транспортер, который вставляет их между журнальными пачками.
В основе настоящего изобретения лежит задача предоставления устройства названного вначале типа, посредством которого при изъятии пластин, в частности (свинцовых) пластин для батарей и аккумуляторов, из штабелей возможна более короткая продолжительность тактов.
Данная задача согласно изобретению решается с помощью устройства, которое имеет признаки пункта 1 формулы изобретения.
Предпочтительные и целесообразные варианты осуществления изобретения являются объектом зависимых пунктов формулы изобретения.
Поскольку в соответствующем изобретению устройстве соответственно самые верхние пластины извлекаются из ориентированного по существу вертикально штабеля расположенных по существу горизонтально пластинчатых предметов, возможно простое перемещение извлекающего захвата ("укладчик пластин"). Вследствие этого, при отделении пластин из штабеля таких пластин и при передаче отделенных пластин на транспортирующие устройства могут достигаться короткие продолжительности тактов.
В частности, соответствующее изобретению устройство пригодно для отделения транспортированных в штабелях батарейных или аккумуляторных пластин, причем отделенные пластины затем могут подаваться на следующую обработку, например для обработки щетками контактных ушек, и к устройствам для замены батарейных или аккумуляторных пластин.
Другие подробности, признаки и преимущества соответствующего изобретению устройства следуют из приведенного ниже описания предпочтительного примера осуществления на основании чертежей, на которых показано:
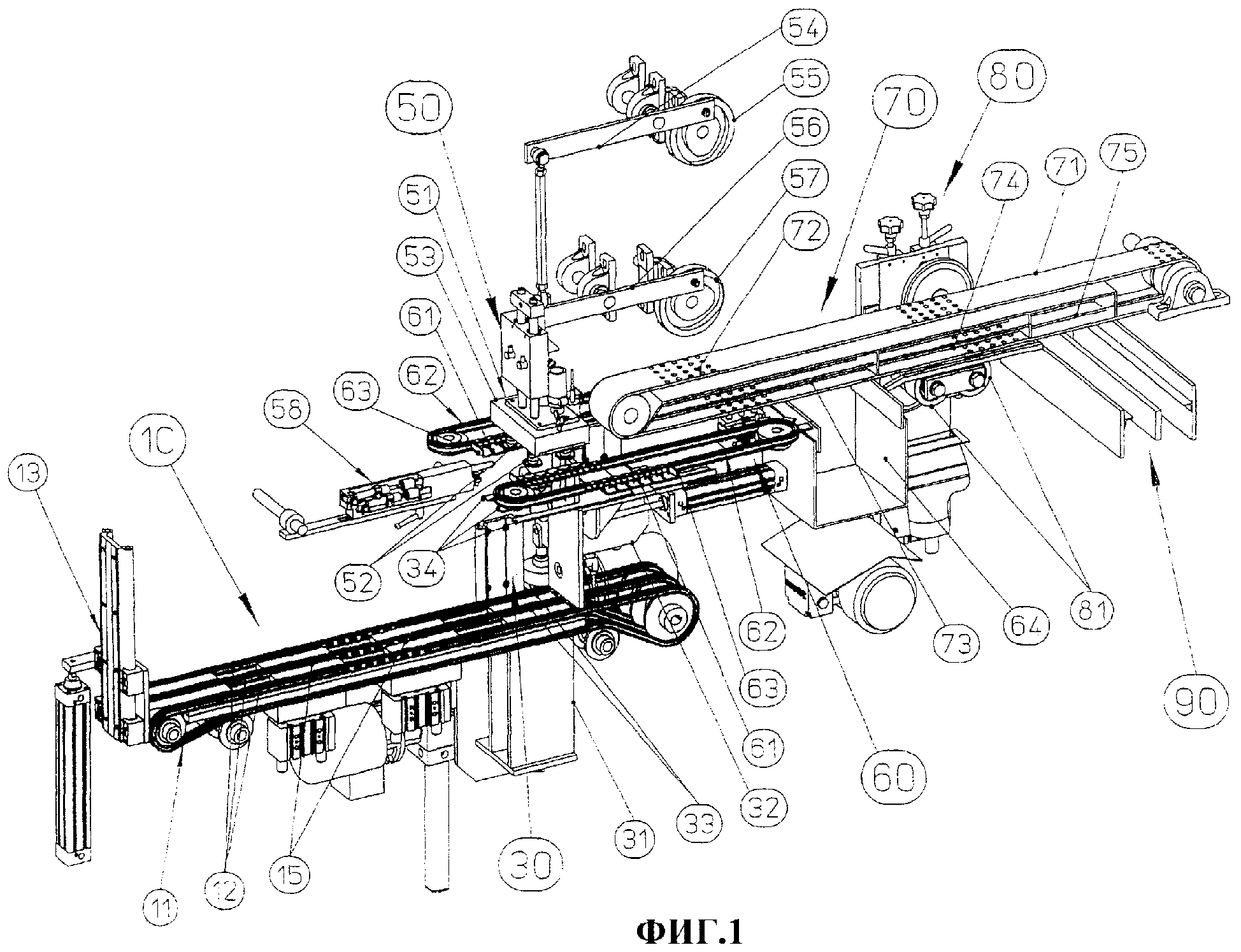
Фиг.1 - вид под углом схематично показанного соответствующего изобретению устройства,
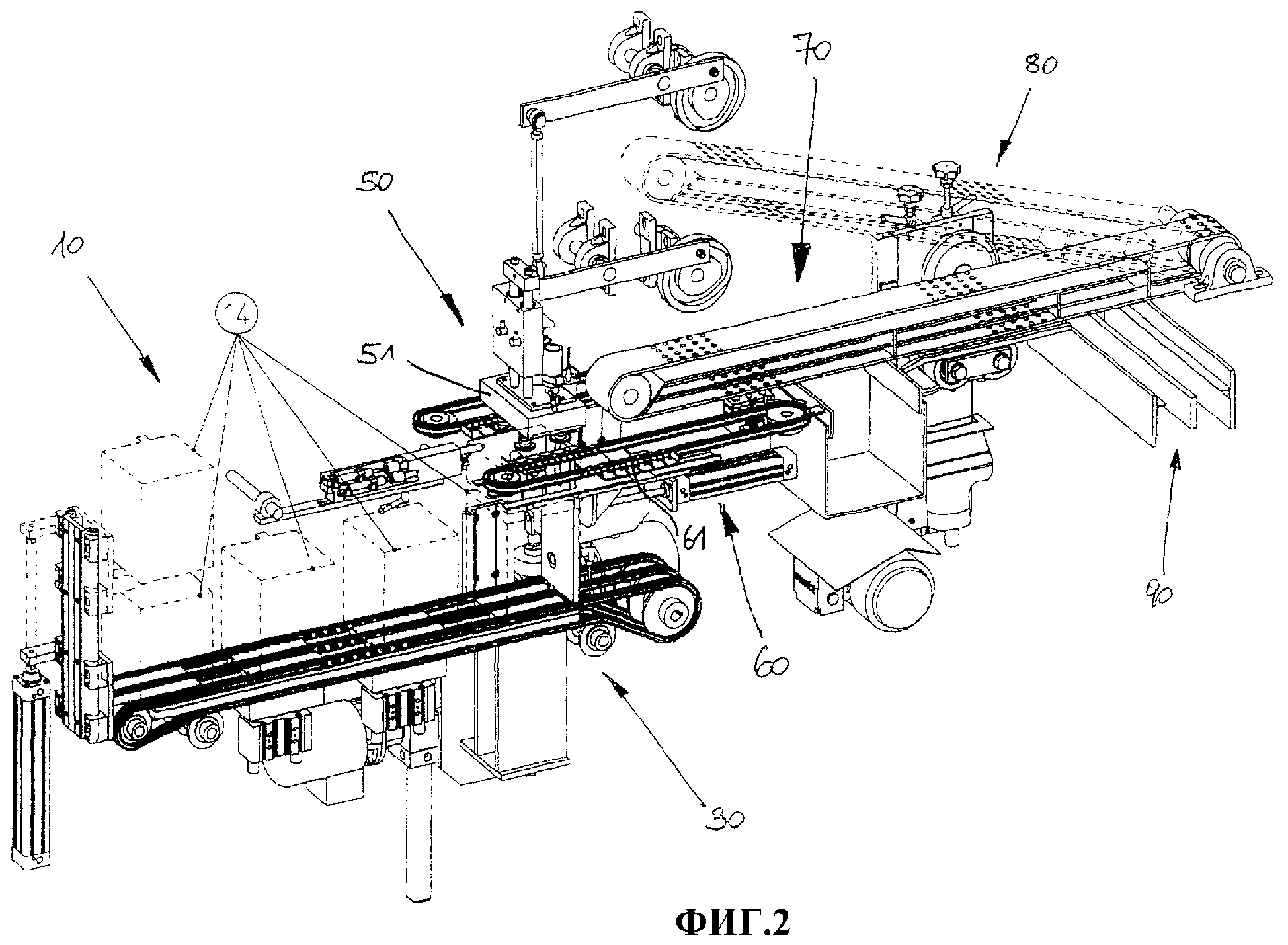
Фиг.2 - устройство согласно фиг.1 с символически показанными штабелями или пачками из (аккумуляторных) пластин,
Фиг.3 - фрагмент устройства в области ленточного транспортера для перемещения штабелей,
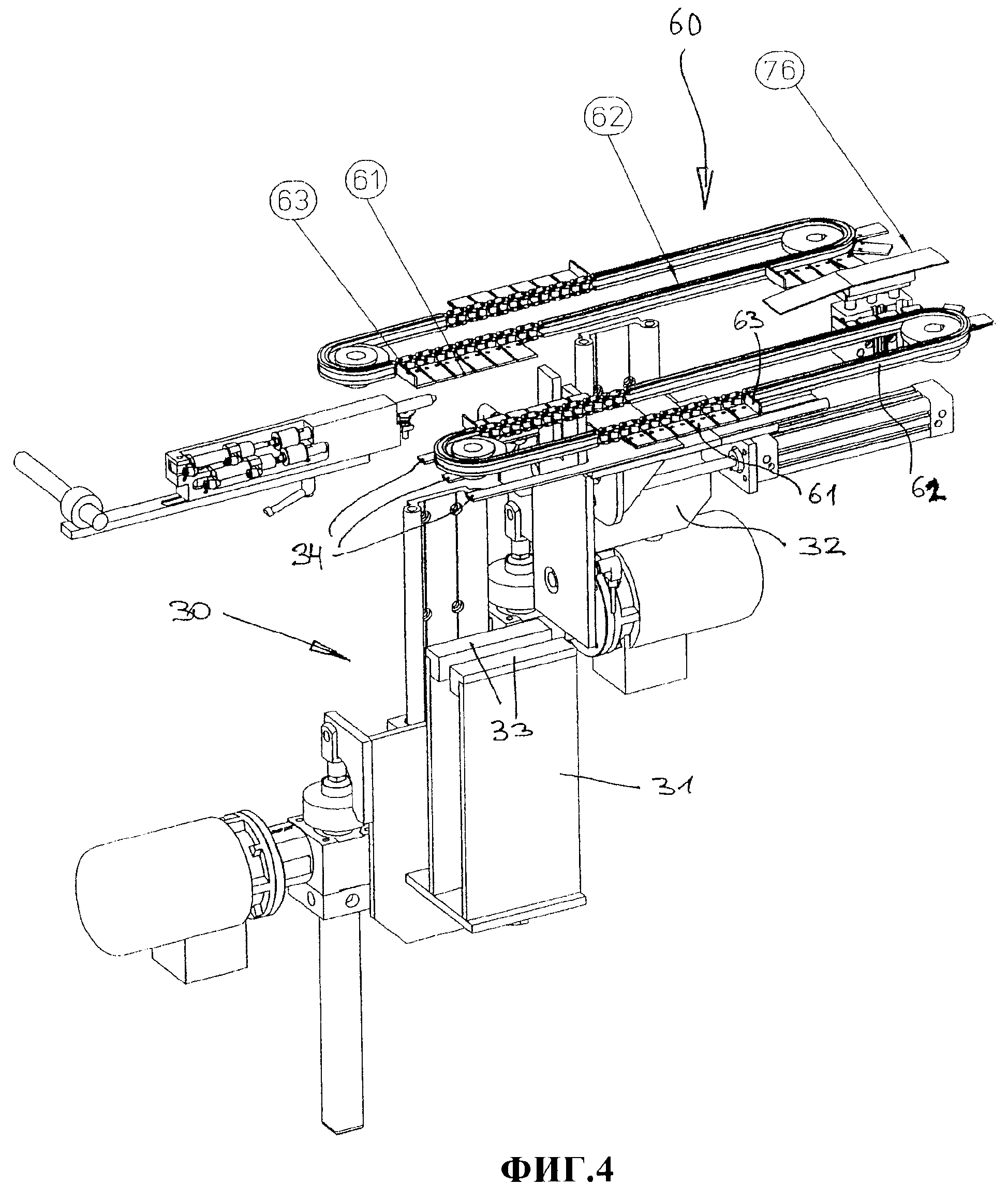
Фиг.4 - вид под углом фрагмента (без укладчика пластин) в области передачи на транспортирующее устройство ("промежуточный транспортер") для отделенных пластин,
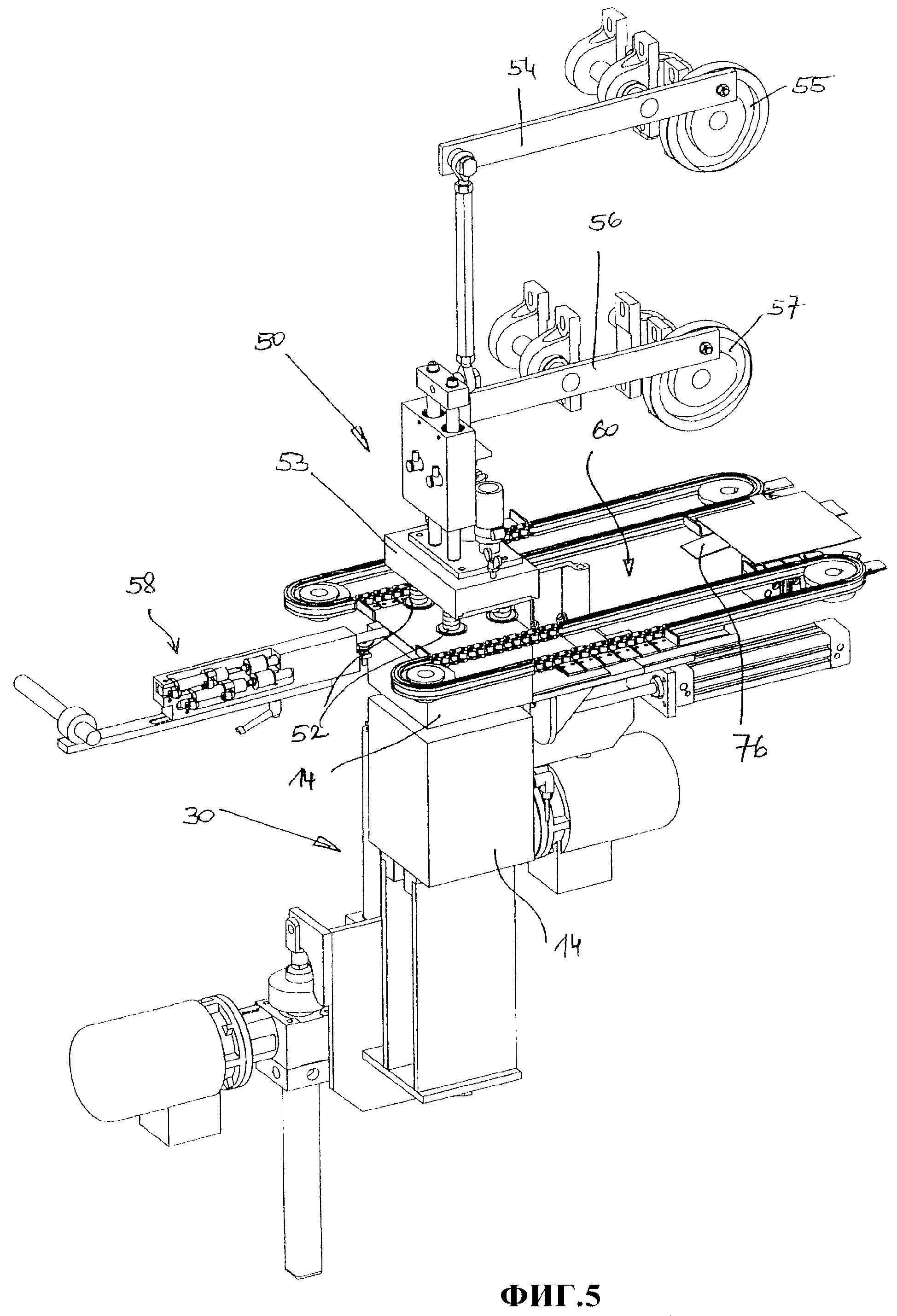
Фиг.5 - фрагмент устройства согласно фиг.4 с расположенными на нем штабелями из (аккумуляторных) пластин,
Фиг.6 - фрагмент устройства с фиг.5 на другом виде,
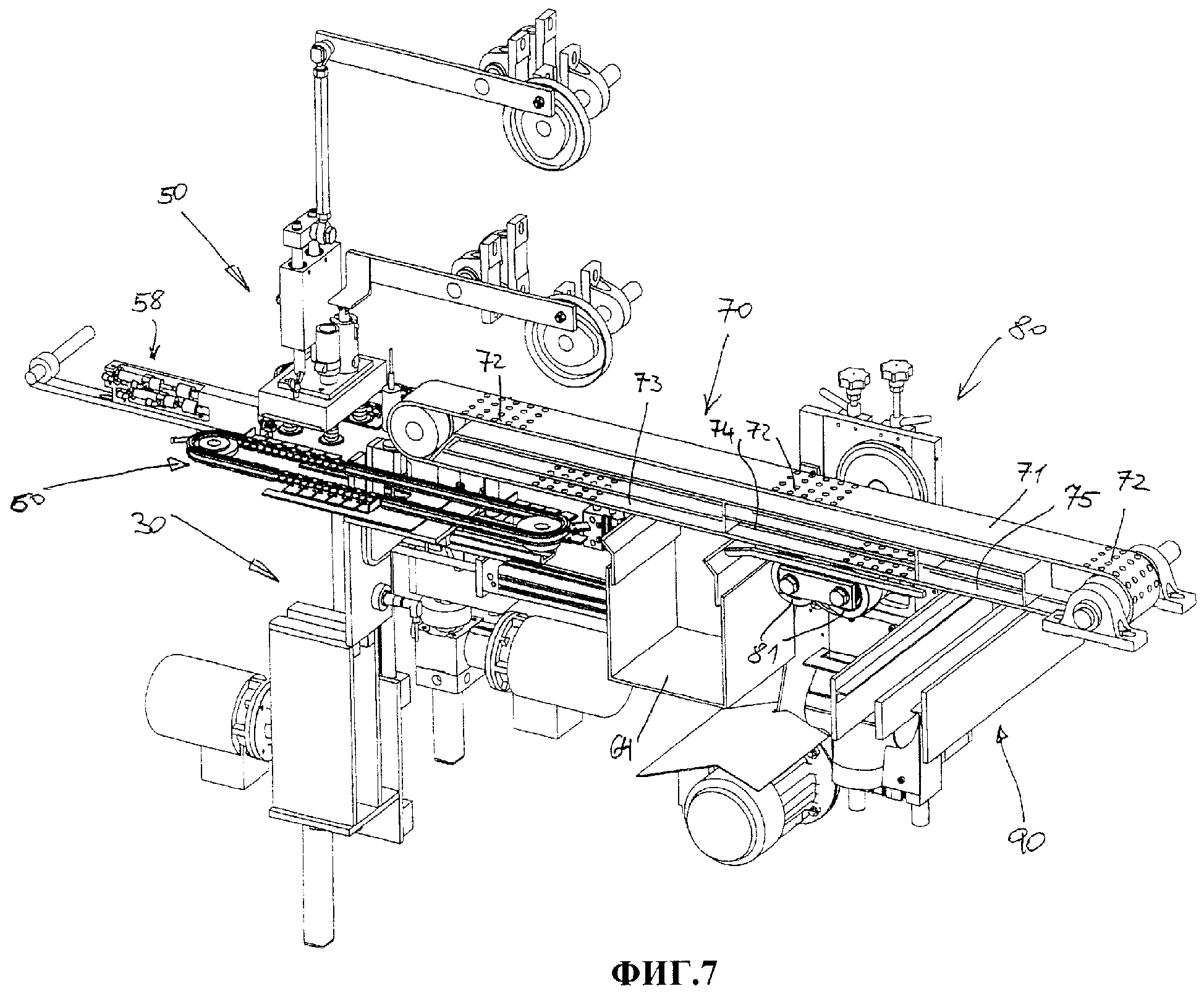
Фиг.7 - следующий фрагмент устройства согласно фиг.1 в области расположенной за устройством отделения вакуумной ленты,
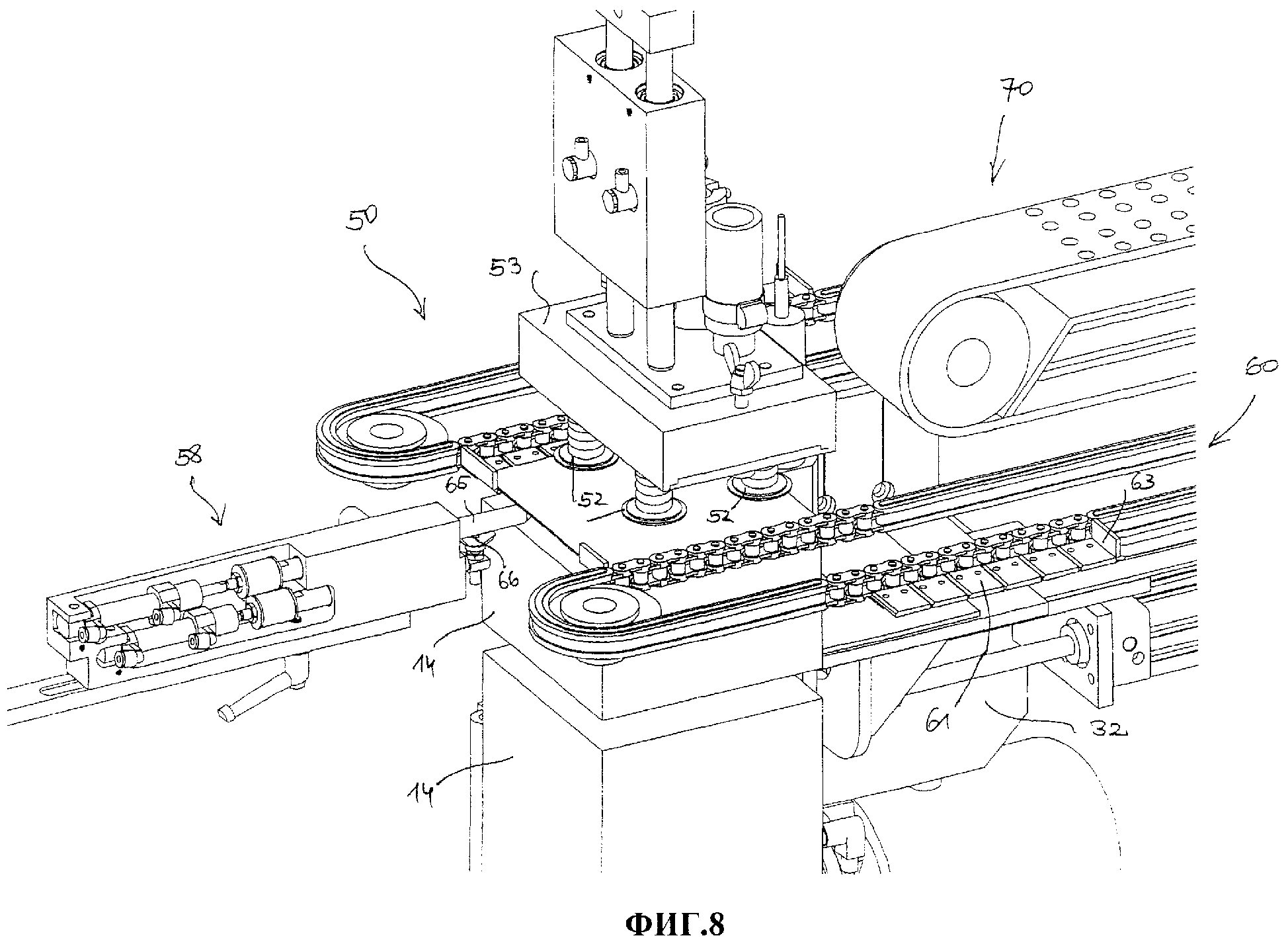
Фиг.8 - следующий фрагмент устройства согласно фиг.1 в области отделения пластин из штабеля,
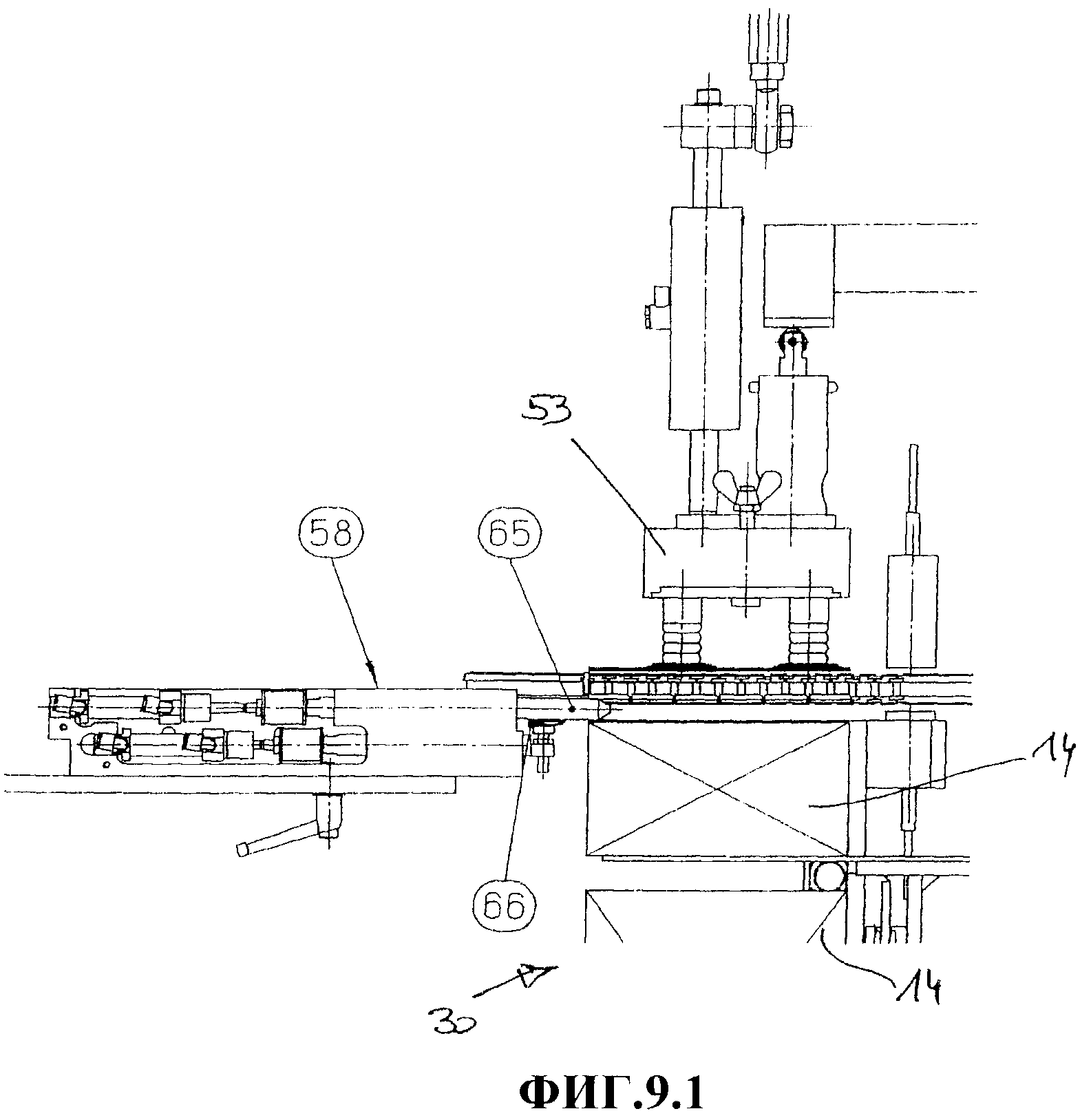
Фиг.9.1 - вид сбоку фрагмента из фиг.8,
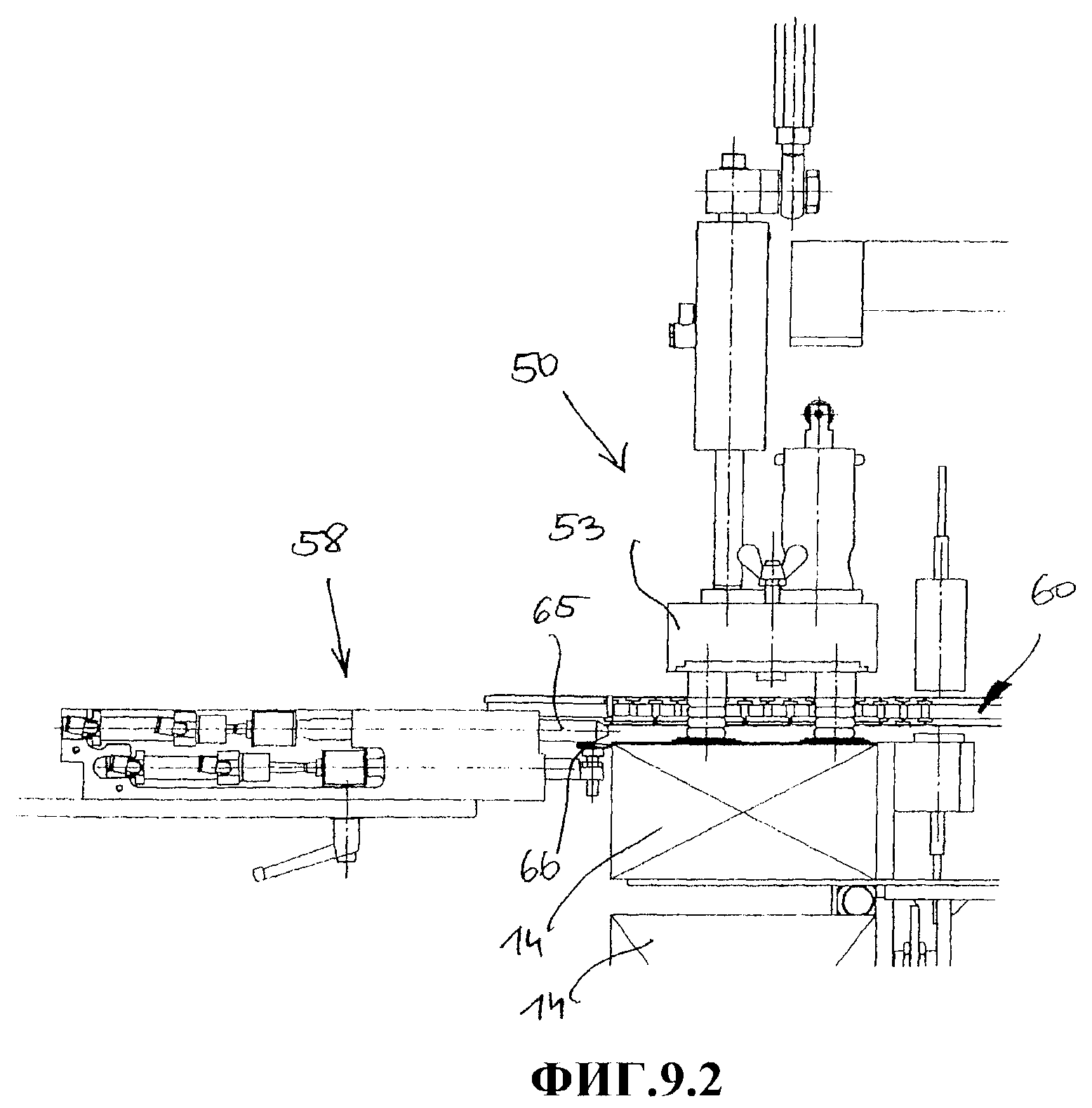
Фиг.9.2 - вид сбоку фрагмента из фиг.8 и фиг.9 в другом рабочем положении,
Фиг.10.1 и 10.2 - вид сбоку подъемных столов в различных положениях.
Соответствующее изобретению устройство, как оно показано на фиг.1 и фиг.2, имеет ленточный транспортер 10 для перемещения штабелей из пластин, в частности положительных и/или отрицательных (свинцовых) пластин для батарей или аккумуляторов, и расположенное после этого ленточного транспортера 10 (штабелеподающий ленточный транспортер) устройство 30 для подъема штабелей к технологической позиции 50 отделения с укладчиком 51 пластин и устройством 58 для отделения пластин. Вслед за технологической позицией 50 отделения предусмотрен присасывающий ленточный транспортер 70 (вакуумный транспортер), с помощью которого отделенные на технологической позиции 50 отделения и уложенные на промежуточный транспортер 60 пластины подаются к главному ленточному транспортеру 90.
Отдельные узлы устройства описываются ниже.
Штабелеподающий ленточный транспортер 10 представляет собой, например, ременный или цепной транспортер 11 с тремя в данном примере осуществления транспортирующими элементами 12 (ремнями или цепями), на которые в области находящихся на фиг.1 слева концов верхних ветвей транспортирующих элементов 12, которые на фиг.1 перемещаются направо, произвольным устройством 13 укладываются штабели 14 пластин (фиг.2). С верхними ветвями транспортирующих элементов 12 штабелеподающего ленточного транспортера 10 сопряжено два подъемных устройства 15, которые могут приподнимать расположенные на штабелеподающем ленточном транспортере 10 штабели 14 от транспортирующих элементов 12 для остановки штабелей 14 так, что они могут упорядоченно и дистанцированно друг от друга подаваться к подъемному устройству 30, которое расположено на расположенном на стороне разгрузки конце штабелеподающего ленточного транспортера 10.
Подъемное устройство 30 (см. фиг.10.1 и 10.2) имеет два приводимых в действие независимо друг от друга подъемных стола 31 и 32, из которых подъемный стол 31 в своем нижнем исходном положении расположен в нижней области и, следовательно, по существу на уровне верхней ветви транспортирующих элементов 12 штабелеподающего ленточного транспортера 10. Этот нижний подъемный стол 31 имеет в данном примере осуществления два пальца 33, которые в нижнем концевом положении входят между транспортирующими элементами 12 (цепями, лентами или ремнями) штабелеподающего ленточного транспортера 10.
Второй подъемный стол 32 расположен в верхней области подъемного устройства 30. На верхнем подъемном столе 32 предусмотрен, по меньшей мере, один выполненный с возможностью выдвигания вперед на траекторию подъема и обратного задвигания разделитель 34, предпочтительно предусмотрено три разделителя 34, которые могут входить между пальцами 33 нижнего подъемного стола 31, чтобы принимать частично сработанный штабель 14 с нижнего подъемного стола 31.
Таким образом, в подъемном устройстве 30 штабели 14 могут подниматься нижним подъемным столом 31 до тех пор, пока самая верхняя пластина не будет расположена в позиции извлечения. Если часть пластин извлеклась из штабеля 14, то есть он был частично сработан, разделители 34 верхнего подъемного стола 32 выдвигаются вперед и удерживают этот частично сработанный штабель 14 так, что нижний подъемный стол 31 может опускаться, а меньший штабель 14 принимается верхним подъемным столом 32 и этим подъемным столом 32 может пошагово подниматься далее.
За счет согласования нижнего подъемного стола 31 и выполненных с возможностью выдвигания вперед на траекторию подъема и обратного задвигания разделителей 34 верхнего, также выполненного с возможностью подъема подъемного стола 32 возможна непрерывная подача пластин в позицию извлечения технологической позиции 50 отделения.
Технологическая позиция 50 отделения имеет укладчик 51 пластин, который с помощью присасывающих головок 52, которые через корпус 53 укладчика 51 пластин нагружаются пониженным давлением (вакуумом), принимает соответственно самую верхнюю пластину штабеля, поднимает ее и укладывает на транспортирующие элементы 61 ("пластинчатая секция") служащего в качестве промежуточного транспортера пластинчатого ленточного транспортера 60. Вертикальное перемещение укладчика 51 пластин регулируется посредством рычажного механизма 54 и регулирующих пазов 55 или кулачков, так что он остается поднятым столь долго, сколько нужно, а именно до тех пор, пока следующая пластинчатая секция 61 пластинчатого ленточного транспортера 60 не переместится в положение для приема пластин укладчиком 51 пластин. Разгрузочная технологическая позиция, то есть позиция, на которой пластины по отдельности укладываются на расположенную друг против друга пару из пластинчатых секций 61 служащего в качестве промежуточного транспортера пластинчатого ленточного транспортера 60, находится в области укладчика 51 пластин так, что ему нужно осуществлять только вертикальные перемещения, когда он принимает пластины от штабеля 14 и выкладывает затем на пару из пластинчатых секций 61 пластинчатого ленточного транспортера 60.
Укладчик 51 пластин имеет корпус 53 с несколькими, в данном примере осуществления четырьмя, всасывающими головками 52, которые выполнены с возможностью приложения пониженного давления. Для отпускания поднятой укладчиком 51 пластин пластины на пластинчатый ленточный транспортер 60 предусмотрен управляемый кулачком (рычажный механизм 56, управляющая шайба 57) клапан, который впускает "паразитный воздух" в корпус 53 укладчика 51 пластин так, что удерживаемая им пластина падает на пару из пластинчатых секций 61 пластинчатого ленточного транспортера 60, а именно пару, которая находится прямо под укладчиком 51 пластин.
Чтобы гарантировать, что укладчик 51 пластин поднимает только соответственно одну пластину штабеля 14, с технологической позицией 50 отделения сопряжено устройство 58 для отделения пластин. Это устройство 58 для отделения пластин имеет выполненный с возможностью выдвигания вперед и обратного задвигания палец 65 и расположенный под пальцем 65 на расстоянии, равном толщине пластины, диск 66, который также выполнен с возможностью выдвигания вперед и обратного задвигания (см. фиг.9.1, 9.2).
Штабель 14 поднимается или нижним подъемным столом 31, или верхним подъемным столом 32 настолько высоко, что самая верхняя пластина снизу прилегает к выдвинутому вперед пальцу 65 устройства 58 для отделения пластин. Как только это произошло, диск 66 выдвигается вперед и входит в зазор между самой верхней и следующей за ней нижней пластиной так, что верхняя пластина уверенно отделяется от находящейся под ней пластины и может подниматься укладчиком 51 пластин с помощью его присасывающих головок 52, и укладываться на пластинчатый ленточный транспортер 60.
Пластины перемещаются вправо (фиг.1) по отдельности посредством пластинчатого ленточного транспортера 60.
Пластинчатый ленточный транспортер 60 имеет две вращающиеся вокруг соответствующих двух концевых колес с вертикальными валами бесконечные цепи 62, на которых на расстоянии друг от друга предусмотрены выступающие от соответствующих бесконечных цепей 62 в пространство между ними опорные пластины 61 (пластинчатые секции) для подлежащих транспортировке пластин. В каждой пластинчатой секции 61 на ее заднем в направлении перемещения конце предусмотрены упорные уголки 63 для безопасной и надежной транспортировки пластин. В области, в которой ветви бесконечных лент 62 передвигаются вправо на фиг.1, то есть в направлении транспортировки пластинчатого ленточного транспортера 60, находятся друг напротив друга две пластинчатые секции 61 и формируют пару из пластинчатых секций 61, на которой в прилегании к ней пластина транспортируется от технологической позиции 50 отделения (фиг.5 и 6).
В области после укладчика 51 пластин с пластинчатым ленточным транспортером 60 сопряжено устройство для распознавания (нежелательных) сдвоенных пластин (двух расположенных друг на друге пластин). Если распознается "сдвоенная пластина", то обеспечивается сброс этих пластин на конце пластинчатого ленточного транспортера 60 в разгрузочный канал 64. Это может осуществляться, например, вследствие того, что первая вакуумная камера 73 расположенного ниже по потоку присасывающего ленточного транспортера 70 не нагружается пониженным давлением так, что присасывающий ленточный транспортер 70 не может принимать транспортируемую пластинчатым ленточным транспортером 60 "сдвоенную пластину". Альтернативно или дополнительно в области расположенного на стороне разгрузки конца пластинчатого ленточного транспортера 60 может быть предусмотрено подъемное устройство 76, которое поднимает отдельные пластины к расположенному на стороне загрузки концу присасывающего ленточного транспортера 70 так, что они принимаются присасывающим ленточным транспортером 70, или в случае распознанных "сдвоенных пластинах" не активируется так, что "сдвоенные пластины" падают в разгрузочный канал 64.
Присасывающий ленточный транспортер 70 предусмотрен с перекрытием относительно расположенного на стороне разгрузки конца пластинчатого ленточного транспортера 61. Присасывающий ленточный транспортер 70 имеет бесконечный ремень 71 с несколькими расположенными в нем группами 72 перфораций и несколькими сопряженными с нижней ветвью ремня 71, которая перемещается на фиг.1 слева направо, вакуумными камерами 73, 74, 75. Вакуумные камеры 73, 74, 75 выполнены с возможностью нагружения пониженным давлением по отдельности или независимо друг от друга. Присасывающий ленточный транспортер 70 принимает, в данном случае поддерживает, отделенные посредством подъемного устройства 76 от расположенного на стороне разгрузки конца пластинчатого ленточного транспортера 60 пластины и транспортирует их согласно фиг.1 направо. Перемещения пластинчатого ленточного транспортера 60 и присасывающего ленточного транспортера 70 согласованы друг с другом таким образом, что лежащая на паре из пластинчатых секций 61 пластина всегда подходит к концу пластинчатого ленточного транспортера 60 тогда, когда одна из групп 72 перфораций бесконечного ремня 71 присасывающего ленточного транспортера 70 находится у расположенного на стороне разгрузки конца пластинчатого ленточного транспортера 60.
Присасывающий ленточный транспортер 70 для технического обслуживания или для устранения повреждений может поворачиваться вверх в обозначенное на фиг.2 штриховой линией положение.
С нижней ветвью ремня 71 присасывающего ленточного транспортера 70 в данном примере осуществления сопряжено устройство 80 для обработки щетками контактных ушек батарейных или аккумуляторных пластин. В области этого устройства 80 предусмотрены сопряженные с нижней ветвью присасывающего ленточного транспортера 70 прижимные ролики 81, которые за счет обеспечиваемого ими прижима пластин снизу к бесконечному ремню 71 гарантируют, что пластины при обработке щетками их выводов не осуществляют никаких нежелательных перемещений и надежно транспортируются дальше.
С расположенным на стороне разгрузки концом присасывающего ленточного транспортера 70 сопряжен магистральный ленточный транспортер 90 для удаления отделенных пластин, например батарейных или аккумуляторных пластин. Предусмотренная в области магистрального ленточного транспортера 90 вакуумная камера 75 присасывающего ленточного транспортера 70 выполнена с возможностью продувания так, что вакуум в ней снимается, и предусмотренные в присасывающем ленточном транспортере 70 группы 72 перфораций не нагружаются в этой области пониженным давлением, так что пластина, которая, удерживаясь присасывающим ленточным транспортером 70 на его нижней ветви за счет пониженного давления, прибывала в положение над магистральным ленточным транспортером 90, отпускается и падает на магистральный ленточный транспортер 90.
Магистральный ленточный транспортер 90 может быть ленточным транспортером для устройства для замены батарейных или аккумуляторных пластин, как это известно, например, из US 6499208 А или US 6670072 А.
Резюмируя, пример осуществления изобретения может быть представлен следующим образом.
Устройство для отделения аккумуляторных пластин из штабеля имеет подъемное устройство 30, посредством которого вертикальный штабель 14 пошагово поднимается к укладчику 51 пластин. Укладчик 51 пластин снимает или соответственно поднимает соответствующую самую верхнюю пластину штабеля 14 и укладывает ее на ленточный транспортер 60, расположенный на стороне загрузки конец которого расположен под укладчиком 51 пластин и имеет транспортирующие элементы 61, которые после подъема пластины штабеля 14 перемещаются под укладчик 51 пластин. Расположенный на стороне разгрузки конец ленточного транспортера 60 расположен под расположенным на стороне загрузки концом присасывающего ленточного транспортера 70. Присасывающий ленточный транспортер принимает отделенные пластины с ленточного транспортера 60 и перемещает их к расположенным ниже по потоку устройствам.
Реферат
Изобретение относится к устройству для отделения пластинчатых предметов. Устройство для отделения пластинчатых предметов содержит устройство извлечения отдельных пластинчатых предметов и узел отделения пластинчатых предметов. Отделение пластинчатых предметов осуществляется из вертикально ориентированного штабеля с нижним и верхним концами. В штабеле пластинчатые предметы ориентированы по существу горизонтально. Для удаления отделенных пластинчатых предметов предусмотрено транспортирующее устройство. Узел отделения пластин снабжен пальцем и диском. Палец расположен на расстоянии над выполненным с возможностью введения между самым верхним и следующим за ним нижним пластинчатым предметом диском. Достигается более короткая продолжительность тактов отделения пластинчатых предметов. 28 з.п. ф-лы, 10 ил.
Комментарии