Устройство для перегрузки рулонов печатной продукции - RU2071926C1
Код документа: RU2071926C1
Чертежи



Описание
Изобретение касается области переработки печатной продукции.
Устройство предназначено для смены, перегрузки и промежуточного хранения печатной продукции.
Согласно уровню техники печатная продукция, предпочтительно, сложенная печатная продукция, которая выкладывается с какой-либо ступени переработки, например, ротационного пресса, в виде каскадной формации и перед очередной ступенью переработки должна промежуточно храниться, подается на технологическую позицию перемотки (с функцией наматывания), где она наматывается с помощью намоточной ленты на сердечник. Изготовленные, таким образом, рулоны промежуточно хранятся в стоячем или лежащем положении с помощью или без помощи складских вспомогательных средств, как, например, поддонов, и при необходимости вновь подаются на технологическую позицию перемотки (с функцией разматывания), там разматываются и вновь в виде каскадной формации печатная продукция подается для дальнейшей переработки.
Технологические позиции для наматывания или разматывания
печатной продукции в виде каскадной формации описаны,
например, в патенте США N 4769963, В 65 Н 5/28, 1988 [1]
Эти технологические позиции разработаны таким образом, что на них всегда
обрабатывается один рулон (наматывается или разматывается), в
то время как второй рулон заменяется.
Манипулирование и транспортировка между технологической позицией перемотки и складом, с помощью которых удаляемый материал (полный рулон с технологических позиций намотки, пустые намоточные сердечники с технологических позиций размотки) подается с технологической позиции перемотки на склад, а заправляемый материал (пустые намоточные сердечники для технологических позиций намотки, полные рулоны для технологических позиций размотки) подается со склада к технологической позиции перемотки, осуществляется с помощью различных вспомогательных средств и способов, и эти операции требуют или дорогостоящих устройств, или выполнения сложных маневров и большой ручной работы.
Используются, например, передвижные
кассеты, которые содержат намоточные сердечники и намоточную ленту, и которые с помощью складского транспортного средства транспортируются между
технологической перемоточной позицией и складом.
Подобного рода кассеты описаны, например, в патенте Швейцарии N 652699, В 65 Н 31/28, 1985 [2]
Кассеты служат в качестве передвижных
устройств как в виде части перемоточной технологической
позиции, так и в виде транспортного устройства и складского устройства. Для смены необходимо соответственно точно позиционировать кассету на
перемоточной технологической позиции и затем она служит в
качестве части перемоточной технологической позиции. Кассеты с удаляемым или загружаемым материалом с помощью транспортного устройства
транспортируются к складу или со склада и закладываются на
хранение или снимаются с хранения. При подобном рода способе для каждого помещаемого на склад рулона или намоточного сердечника необходима
кассета и для каждой кассеты необходимо сравнительно большое
место хранения. Однако, к месту хранения относительно оборудования и формы не должно предъявляться никаких специальных требований и общий
склад может составляться из каких-либо свободных мест, которые
достаточно велики для кассет. В зоне перемоточной технологической позиции для такого способа также требуется много мест, т.к. при смене
кассет там всегда должны размещаться, по меньшей мере, две
кассеты (смотри также описание фиг. 2), и там должно выполнять маневры транспортное средство с кассетами. Работа с кассетами является не
только дорогостоящей, но и вряд ли может быть автоматизирована,
однако это имеет преимущество, заключающееся в том, что не нужно иметь в расположении специально оборудованное складское помещение и
что должно использоваться только одно транспортное средство между
технологической перемоточной позицией и складов, т.е. что загружаемый и удаляемый материал не должен перегружаться с одного
транспортного средства и другое.
Чтобы, таким образом,
упростить сложные технологические операции и сделать доступной автоматизацию, были разработаны способы смены рулонов и хранения,
при которых удаляемый материал с помощью средства манипуляции и
транспортировании удаляются с перемоточной технологической позиции и помещается на стационарном перегрузочном устройстве, откуда он
забирается, например, перемещающимся по направляющей маятниковым
транспортным средством. Загружаемый материал подается тем же маятниковым транспортным средством на стационарное перегрузочное
устройство и там хранится, чтобы оттуда загружать его с помощью средства
манипуляции и транспортировки на переточной технологической позиции. В качестве средства манипуляции и транспортировки в
большинстве случаев используется автоматизированный козловой кран. При
соответствующем выполнении перегрузочного устройства и маятникового транспортного средства можно размещать загружаемый материал
и забирать удаляемый материал с помощью только двух шагов
позиционирования транспортного средства. Подобного рода способы и устройства описаны, например, в выложенной заявке ФРГ N 3602320, В 65 Н
5/28, 1986 [3]
Способы со стационарными
перегрузочными устройствами, средствами манипуляции и транспортировки между перемоточной технологической позицией и перегрузочным устройством, и с
маятниковыми средствами транспортировки между
перегрузочным устройством и складом, которые, перемещаясь по направляющей, могут обслуживать несколько перемоточных технологических позиций, экономят по
сравнению с вышеупомянутыми способами с
кассетами много пути транспортировки, большое количество маневровых работ и много связанных с манипуляциями перемещений и могут быть легче автоматизированы.
Однако они являются дорогостоящими
относительно необходимых устройств и прежде всего относительно места хранения. Склад или должен быть оснащен аналогичными с перегрузочными устройствами складскими
устройствами, т.е. не может
составляться из различных, случайно имеющихся в распоряжении мест, и он должен быть доступен для маятникового транспортного средства, т.е. должен по возможности
располагаться близко и быть доступным с
направляющей (выложенная заявка ФРГ N 2602320).
Изобретение ставит перед собой задачу показать устройство, с помощью которого могут быть объединены преимущества вышеупомянутых конструкторских решений для замены и промежуточного хранения рулонов печатной продукции, причем недостатки по возможности должны быть исключены.
Задачей изобретения является также создание перегрузочного устройства, с помощью которого между перемоточной технологической позицией и складом для хранения рулонов печатной продукции и намоточных сердечников как для стороны перемотки, так и для стороны хранения могут быть предоставлены соответствующие средства манипуляции и транспортировки. Перегрузочное устройство должно быть простым, легко изготавливаться и занимать мало места.
Эта задача решается с помощью устройства в соответствии с отличительными частями соответствующих независимых пунктов формулы изобретения.
Основная идея изобретения заключается в том, чтобы создать перегрузочное устройство, которое работает с одной перемоточной технологической позицией и в котором при наматывании полные рулоны (уделяемый материал) с технологической позиции и пустые сердечники со склада (загружаемый материал), а при разматывании пустые сердечники (удаляемый материал) с технологической позиции и полные рулоны (загружаемый продукт) со склада могут размещаться таким образом, что в основном стандартное средство манипуляции и транспортировки, которое подает загружаемый материал со склада, должно позиционироваться в зоне перегрузочного устройства только один раз, чтобы с помощью одного единственного переводного, предпочтительно, прямолинейного перемещения инструмента манипуляции заменять загружаемый материал на удаляемый материал. Средством манипуляции и транспортировки может быть, например, стандартный вилочный погрузчик, вилки которого могут перемещаться друг к другу, друг от друга для захвата (отпускания) и вместо для манипулирования, по меньшей мере, в вертикальном направлении.
Загрузка перегрузочного устройства удаляемым с перемоточной технологической позиции материалом и загрузка перемоточной технологической позиции загружаемым материалом с перегрузочного устройства осуществляется, например, с помощью мостового крана и может быть полностью автоматизирована. Напротив, средство манипуляции и транспортировки, с помощью которого загружаемый материал подается к перегрузочному устройству и удаляемый материал удаляется с перегрузочного устройства, обслуживается вручную. Таким образом, средство манипуляции и транспортировки может подводиться к любому имеющемуся в расположении месту хранения, чтобы размещать и забирать груз.
Перегрузочное устройство согласно изобретению состоит в основном из станины с местом, по меньшей мере, для одного полного рулона и, по меньшей мере, одного пустого намоточного сердечника.
При этом, оба места расположены таким образом, что они с одной стороны (со стороны перемоточной технологической позиции) могут достигаться мостовым краном перемоточной технологической позиции и с другой стороны (со стороны складирования) могут достигаться манипулировочным инструментом средства манипуляции и транспортировки, а именно, с одной и той же позиции транспортного средства. Оба места расположены таким образом, что манипулировочный инструмент средства манипуляции и транспортировки должен перемещаться между размещением загружаемого материала и захватом удаляемого материала по возможности только в одном направлении.
Перегрузочное устройство в соответствии с изобретением детально описывается с помощью чертежей, на которых:
на фиг.1 показано схематическое изображение
замены и промежуточного хранения рулонов печатной продукции с технологической позицией наматывания и разматывания;
на фиг.2
схематизированная схема замеры рулонов и промежуточного хранения
согласно уровню техники с помощью кассет;
на фиг.3 технологическая схема согласно изобретению;
на фиг. 4 вид сбоку
технологической позиции наматывания с выполненным в качестве
примера вариантом выполнения перегрузочного устройства в соответствии с изобретением;
на фиг.5 вид сбоку технологической позиции
разматывания с выполненным в качестве примера вариантом
выполнения перегрузочного устройства в соответствии с изобретением;
на фиг.6 детальная технологическая схема совместной работы
перегрузочного устройства и средства манипуляции и
транспортировки согласно способу в соответствии с изобретением на технологической позиции наматывания;
на фиг.7 детальная технологическая
схема совместной работы перегрузочного устройства и
средства манипуляции и транспортировки согласно способу в соответствии с изобретением на технологической позиции разматывания;
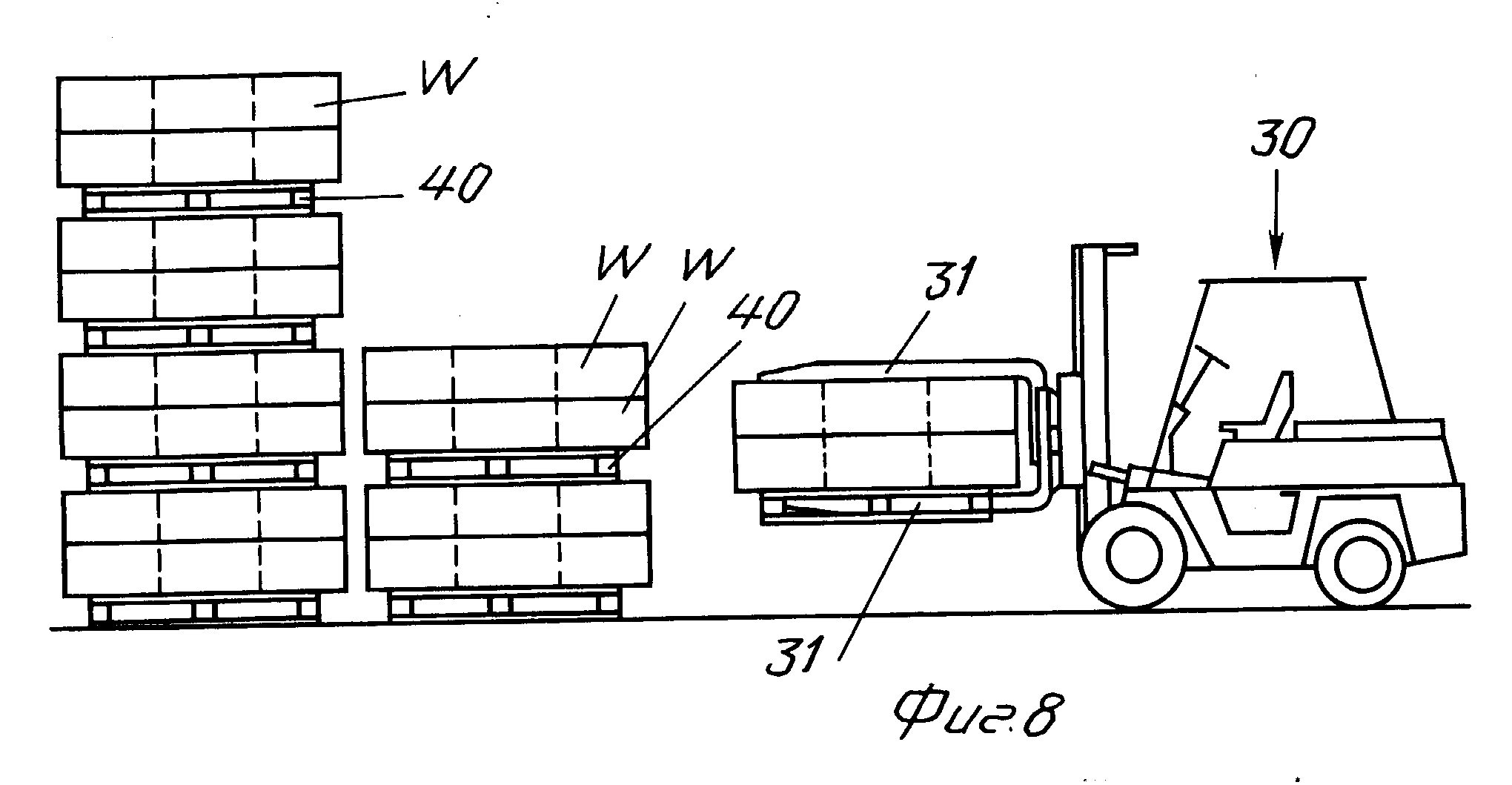
на фиг.8
согласно изобретению склад для хранения рулонов
печатной продукции;
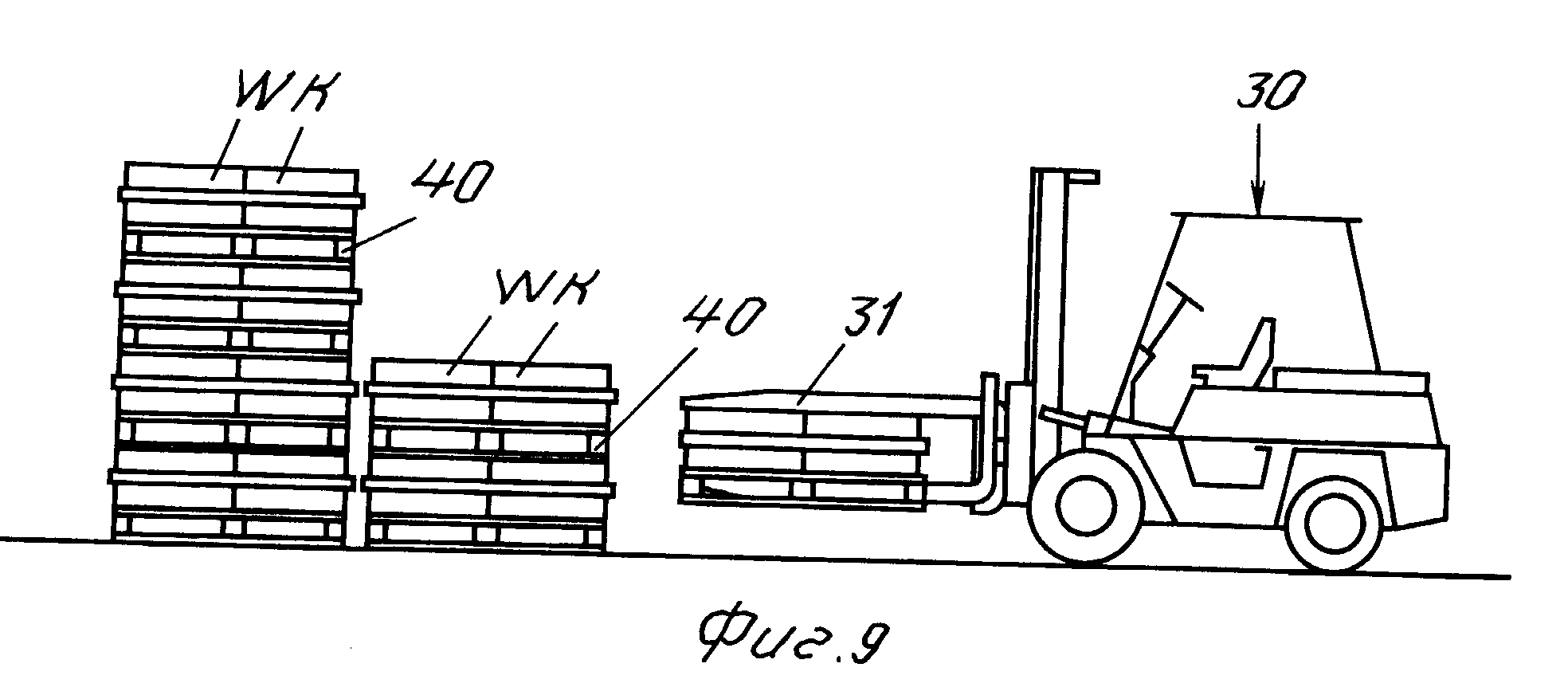
на фиг.9 согласно изобретению склад для хранения пустых намоточных сердечников;
на фиг.10 детальный вид спереди и
сбоку варианта выполнения перегрузочного
устройства согласно изобретению для технологической позиции наматывания;
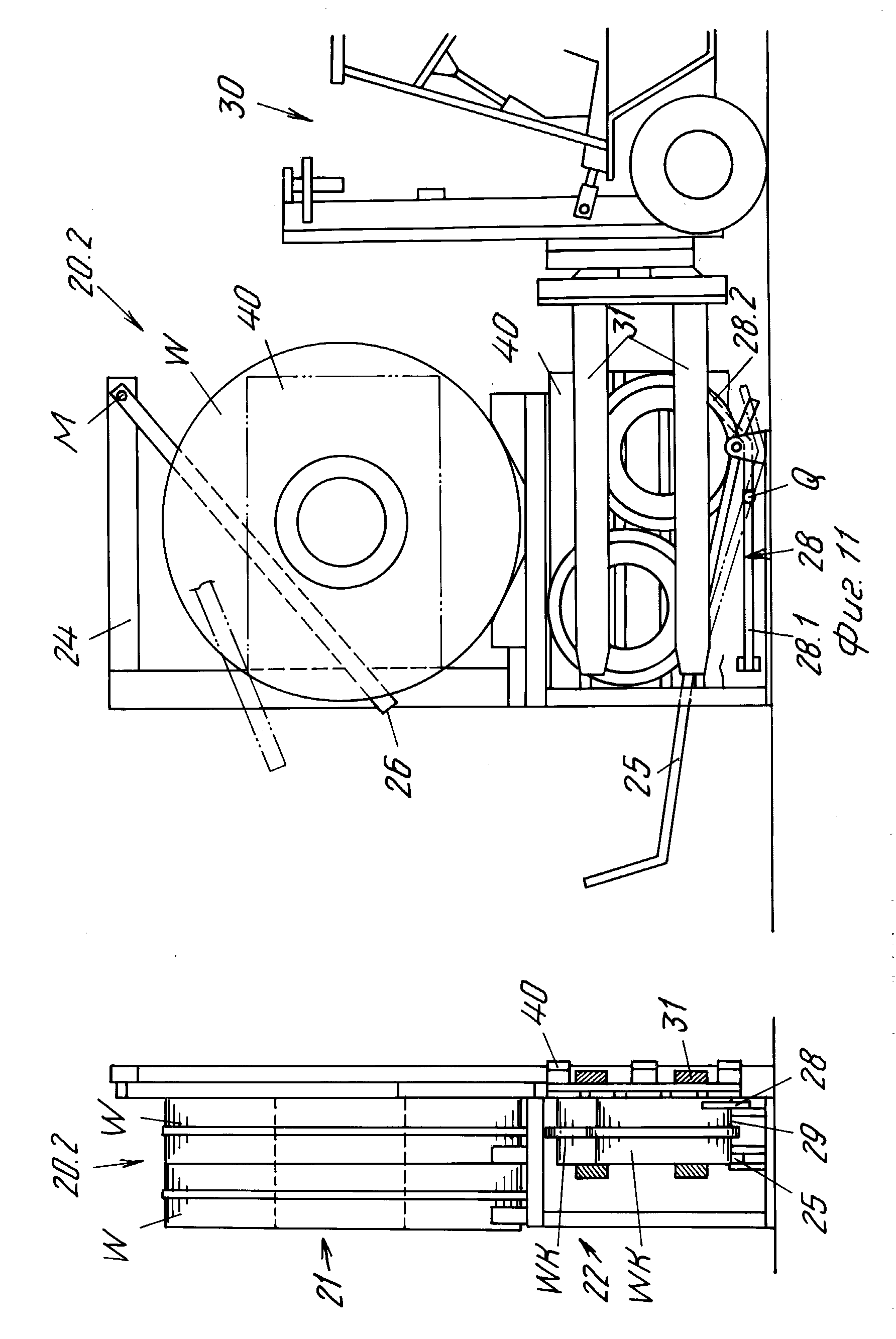
на фиг.11 детальный вид сбоку и спереди варианта выполнения перегрузочного
устройства согласно изобретению для
технологической позиции разматывания.
На фиг.1 показана схематически замена, перегрузки и промежуточного хранения рулонов W печатной продукции и намоточных сердечников WК с технологической позицией наматывания AUF, на которую поступает каскадный поток ST, и с технологической позицией разматывания АВ, с которой выходит каскадный поток ST. Обе перемоточные технологические позиции имеют перемоточные позиции А и В для двух рулонов, один из которых (на фиг.1 позиция А) разматывается или наматывается, в то время как другой рулон (на фиг.1 позиция В) заменяется. На технологической позиции наматывания в положении В полный рулон W печатной продукции (удаляемый материал) заменяется пустым перемоточным сердечником WK (загружаемый материал), на технологической позиции разматывания АВ пустой намоточный сердечник WK (удаляемый материал) заменяется полным рулоном (загружаемый материал). Удаляемый материал транспортируется с перемоточной технологической позиции AUF или АВ к складу L и там складируется, загружаемый материал забирается со склада L и транспортируется к перемоточной технологической позиции AUF или АВ. Между перемоточной технологической позицией и складом, предпочтительно ближе к перемоточной технологической позиции, расположено, по меньшей мере, одно сопряженное с одной или несколькими перемоточными технологическими позициями перегрузочное место UM, на котором предварительно размещается как загружаемый, так и удаляемый материал. Манипуляции с рулонами и намоточными сердечниками и их транспортировка между перемоточной технологической позицией и местом перегрузки выполняются предпочтительно полностью автоматизируемым средством манипуляции и транспортировки, например, мостовым краном. Манипуляция и транспортировка рулонов и намоточных сердечников между местом перегрузки и складом может осуществляться каким-либо другим средством манипуляции и транспортировки, предпочтительно средством манипуляции и транспортировки, причем могут включаться также другое место перегрузки и третье средство манипуляции и транспортировки.
Фиг.2 показывает схематический технологический процесс между перемоточной технологической позицией и складом в соответствии с уровнем техники, при котором работа выполняется с кассетами. При этом поле 1 представляет собой любое место складирования. Поле 2 представляет собой точно определенное место погрузки и разгрузки, на котором позиционируется кассета и на котором она служит в качестве части перемоточной технологической позиции, т.к. рулон непосредственно наматывается на кассету или сматывается с кассеты. Поле 3 представляет собой первое и поле 4 второе место хранения в зоне перемоточной технологической позиции.
Технологический процесс транспортного
средства для транспортировки кассет, с помощью которого, должны по возможности, экономятся холостые поездки к складу, являются, например,
следующим:
а) первая кассета (с полным рулоном для
технологической позиции разматывания, пустая для технологической позиции наматывания) транспортируется со склада к месту размещения 3 и там
хранится;
b) подъезд к технологической позиции
погрузки и разгрузки, позиционирование транспортного средства и захват второй кассеты;
с) вторая кассета транспортируется к месту
размещения 4 и там хранится;
d) подъезд к месту
размещения 3, позиционирование транспортного средства и захват первой кассеты;
е) первая кассета транспортируется к технологической
позиции погрузки и разгрузки 2, транспортное средство
позиционируется и позиционируется кассета;
f) подъезд к месту размещения 4, позиционирование транспортного средства и захват второй
кассеты;
g) транспортировка второй кассеты к месту
складирования. При определенных обстоятельствах с помощью соответствующих вспомогательных средств вторая кассета может удаляться с
технологической позиции погрузки и разгрузки вручную и там может
позиционироваться первая кассета, что упрощает рабочий процесс транспортного средства, однако для этого необходимо большее количество
персонала.
Более простой относительно технологического процесса, однако, относительно устройства с точки зрения затрат еще более дорогостоящий способ с использованием кассет описан в европейском патенте N 0242607 того же заявителя. При этом технологическая позиция погрузки и разгрузки рассчитана для двух кассет и готовая заряженная пустая кассета автоматически перемещается с первого места на второе, где она может захватываться транспортным средством поле того, как транспортное средство позиционировало и разместило запасную кассету на первом месте.
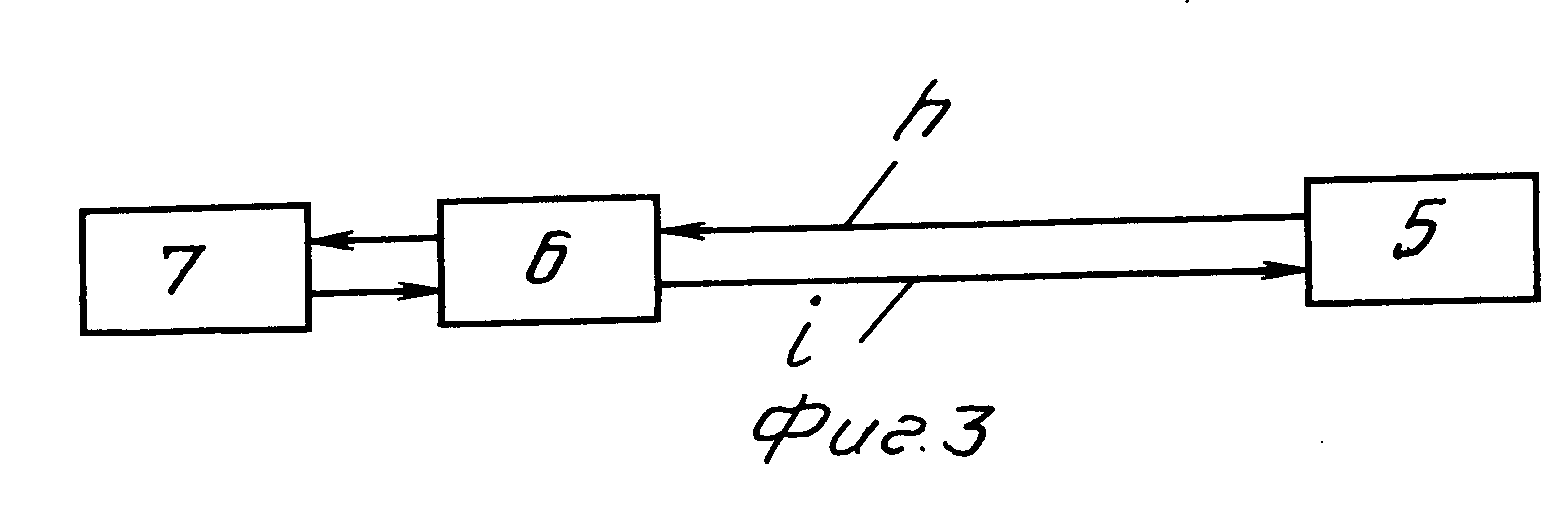
Фиг. 3
показывает соответствующий технологический процесс
согласно изобретению. Поле 5 вновь представляет собой любое место складирования, поле 6 место перегрузки, которое оснащено стационарным
перегрузочным устройством в соответствии с изобретением, и поле
7 представляет собой перемоточную технологическую позицию. Технологический процесс протекает следующим образом:
загружаемый
материал с помощью средства манипуляции и транспортировки
транспортируется с места складирования 5 к месту перегрузки 6, транспортное средство точно позиционируется, загружаемый материал размещается
на перегрузочном устройстве;
манипулировочный
инструмент средства манипуляции и транспортировки перемещается в одном направлении, захватывает загружаемый материал и транспортирует к складу.
Транспортировка и манипуляция между перемоточной
технологической позицией 7 и местом перегрузки 6 выполняется полностью автоматически, например, мостовым краном.
Сравнение обеих фигур 2 и 3 показывает очевидное преимущество способа согласно изобретению со стационарным перегрузочным устройством по сравнению со способом в соответствии с уровнем техники с кассетами. Преимущество, которое не является очевидным из фигур заключается в том, что для транспортировки рулонов или намоточных сердечников достаточно иметь меньшее средство манипуляции и транспортировки, как, например, вилочный погрузчик, в то время, как для значительно более тяжелых кассет необходимо большее транспортное средство.
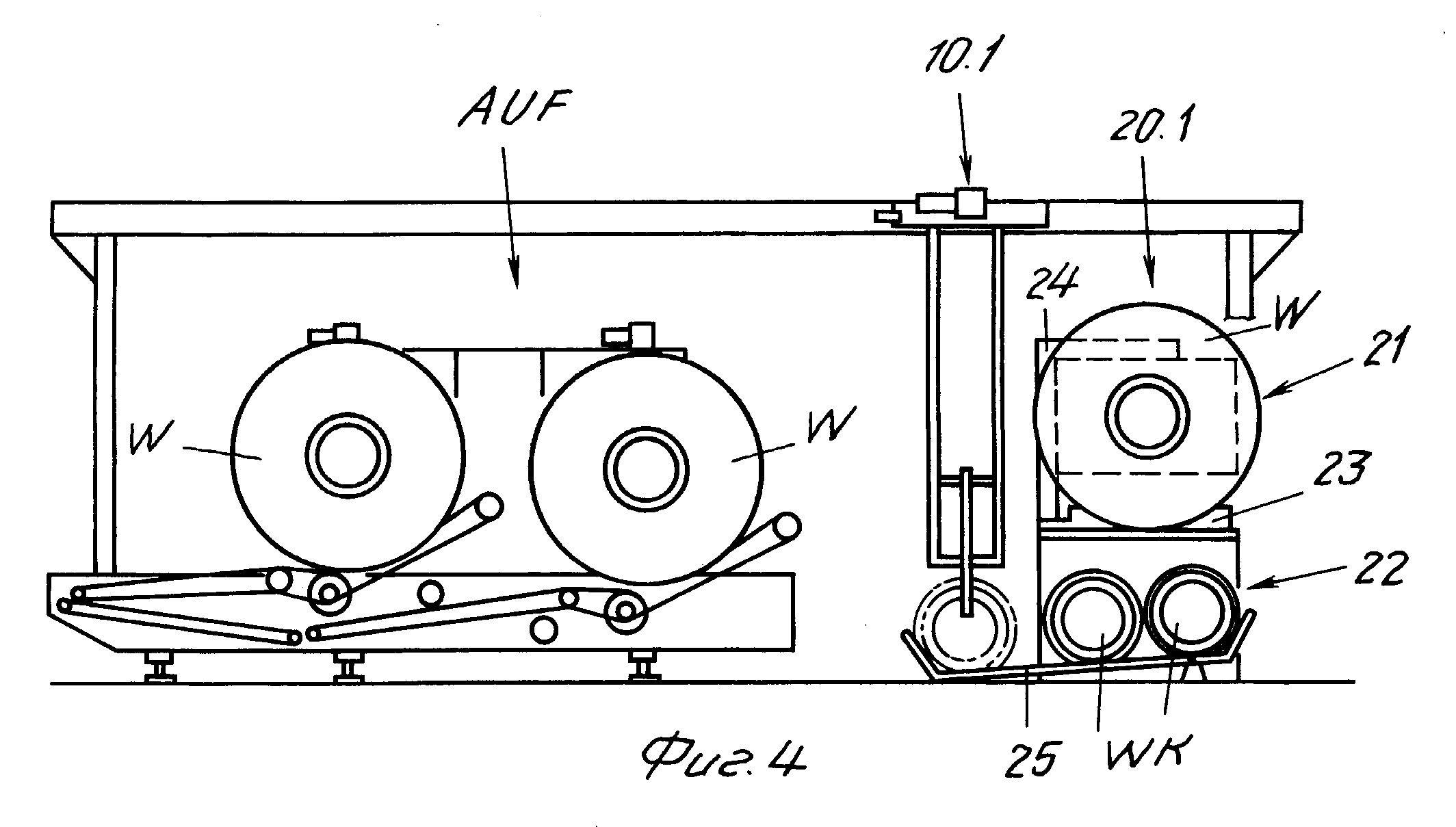
На фиг.4 и 5 показаны перемоточные технологические позиции AUF или АВ с мостовым краном 10.1 или 10.2 для замены рулонов и намоточных сердечников и с примерным вариантом выполнения перегрузочного устройства 20.1 или 20.2, на котором размещаются рулоны и намоточные сердечники WK на каждом месте 21 для рулонов и месте 22 для сердечников соответственно по одному. Предпочтительно перегрузочное устройство расположены таким образом, что размещенные на них рулоны расположены на перемоточной технологической позиции в основном параллельно направлению намотки. В представленном варианте выполнения на перегрузочном устройстве на каждом соответствующем месте 21 для рулонов и месте 22 для сердечников можно размещать соответственно по два рулона W или два сердечника WK. Вполне можно представить себе варианты выполнения с местами для размещения рулонов и сердечников, на которых можно размещать только по одному рулону и одному сердечнику или более двух рулонов и такое же количество сердечников.
Размещенные рулоны имеет в основном такое же пространственное положение, что и рулоны на перемоточной технологической позиции, т.е. их оси вращения расположены в основном горизонтально. Несколько рулонов размещены на месте для рулонов близко друг к другу таким образом, что их оси вращения проходят в той же вертикальной плоскости. Размещенные сердечники имеют на месте для сердечников в основном такое же пространственное положение, что и на перемоточной технологической позиции (горизонтальные оси вращения) и при нескольких сердечников они расположены друг за другом в направлении транспортировки на наклонной плоскости таким образом, что их упорядочение автоматически устанавливается с помощью силы тяжести и они могут надежно захватываться или передаваться манипулировочным инструментом средства манипуляции и транспортировки.
На фиг.4 показан случай технологической позиции наматывания AUF. Мостовой кран 10.1 удаляет по порядку полные рулоны с технологической позиции наматывания и размещает их на месте 21 для рулонов перегрузочного устройства 20.1, благодаря тому, что он захватывает рулон во внутренней зоне намоточного сердечника. Место для рулона оснащено, по меньшей мере, одной парой клиньев 23 и боковым упором 24 таким образом, что на нем точно могут быть позиционированы два рулона W, слегка прислоняясь к боковому упору 24 (см.также фиг.10 и 11). Место для сердечника 22 оборудовано выступающим к перемоточной технологической позиции, оснащенной со стороны перемоточной технологической позиции и со стороны складирования упором направляющей 25 сердечников, которая наклонена к перемоточной технологической позиции и по которой размещенные на месте 22 намоточные сердечники скатываются к упору на стороне перемоточной технологической позиции, откуда они по отдельности могут захватываться мостовым краном 10.1 и подаваться к перемоточной технологической позиции. Фиг. 4 показывает два намоточных сердечника на месте 22 и изображенный штрихпунктирной линией сердечник, который скатили к перемоточной технологической позиции и теперь находится возле упора направляющей 25 сердечников со стороны перемоточной позиции и в этом положении может захватываться мостовым краном 10.1.
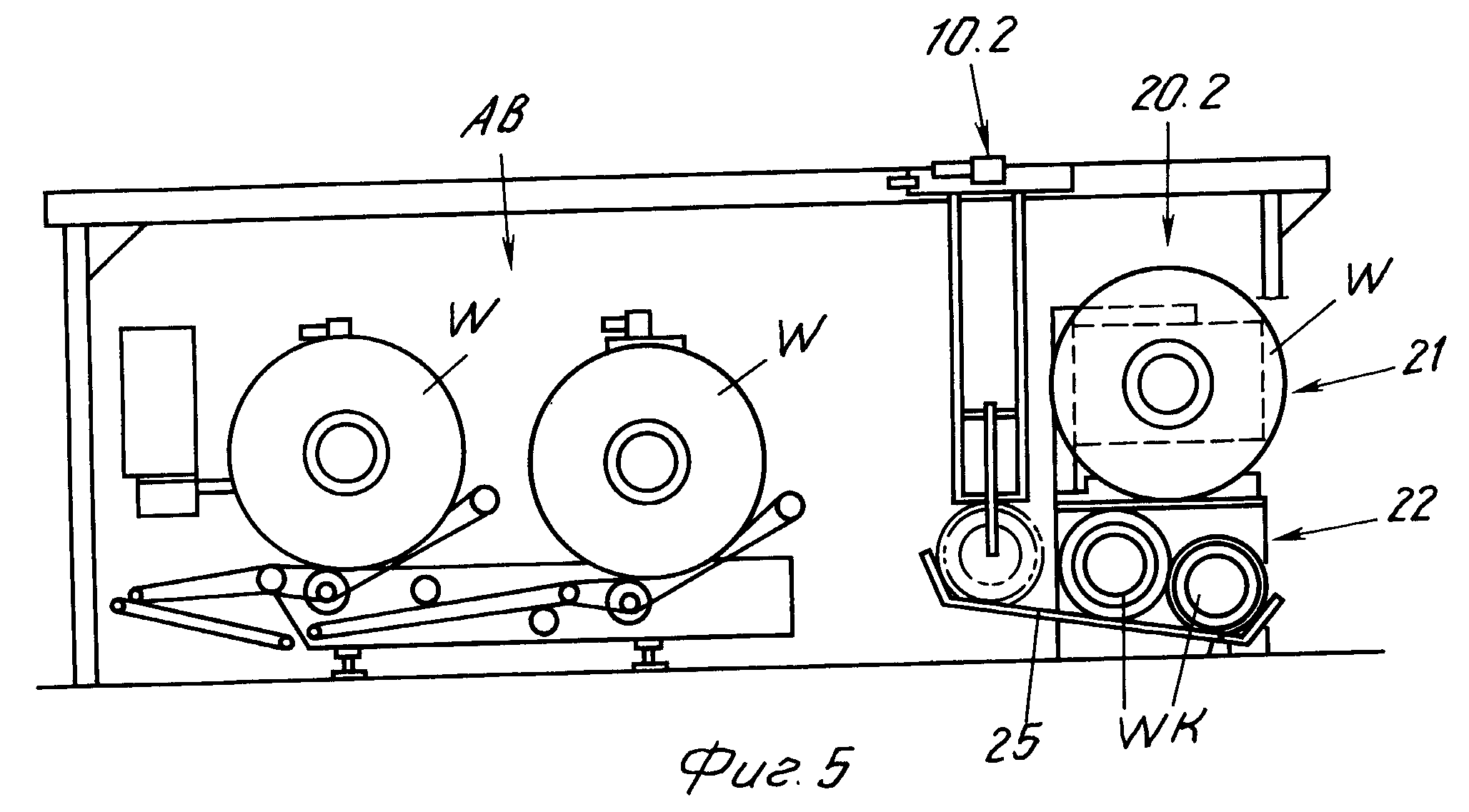
На фиг. 5 показана технологическая позиция разматывания АВ с мостовым краном 10.2, который соответствует мостовому крану фиг.4, и с перегрузочным устройством 20.2 согласно изобретению. В данном случае мостовой кран удаляет отдельные намоточные сердечники К с технологической позиции разматывания и размещает их (изображенный штрихпунктирной линией сердечник) на выступающей со стороны перемоточной технологической позиции части направляющей 25 сердечников, которая в данном случае расположена наклонно к месту 22 для сердечников, так что размещенные на направляющей сердечники скатываются на месте 22 для сердечников и на стороне складирования прикасаются к упору. Два изображенные извлеченными намоточные сердечники занимают тем самым позицию, в которой они могут надежно захватываться манипулировочным инструментом средства манипуляции и транспортировки. Точно также мостовой кран предназначен для того, чтобы подавать рулоны с перегрузочного устройства 20.2 к технологической позиции разматывания.
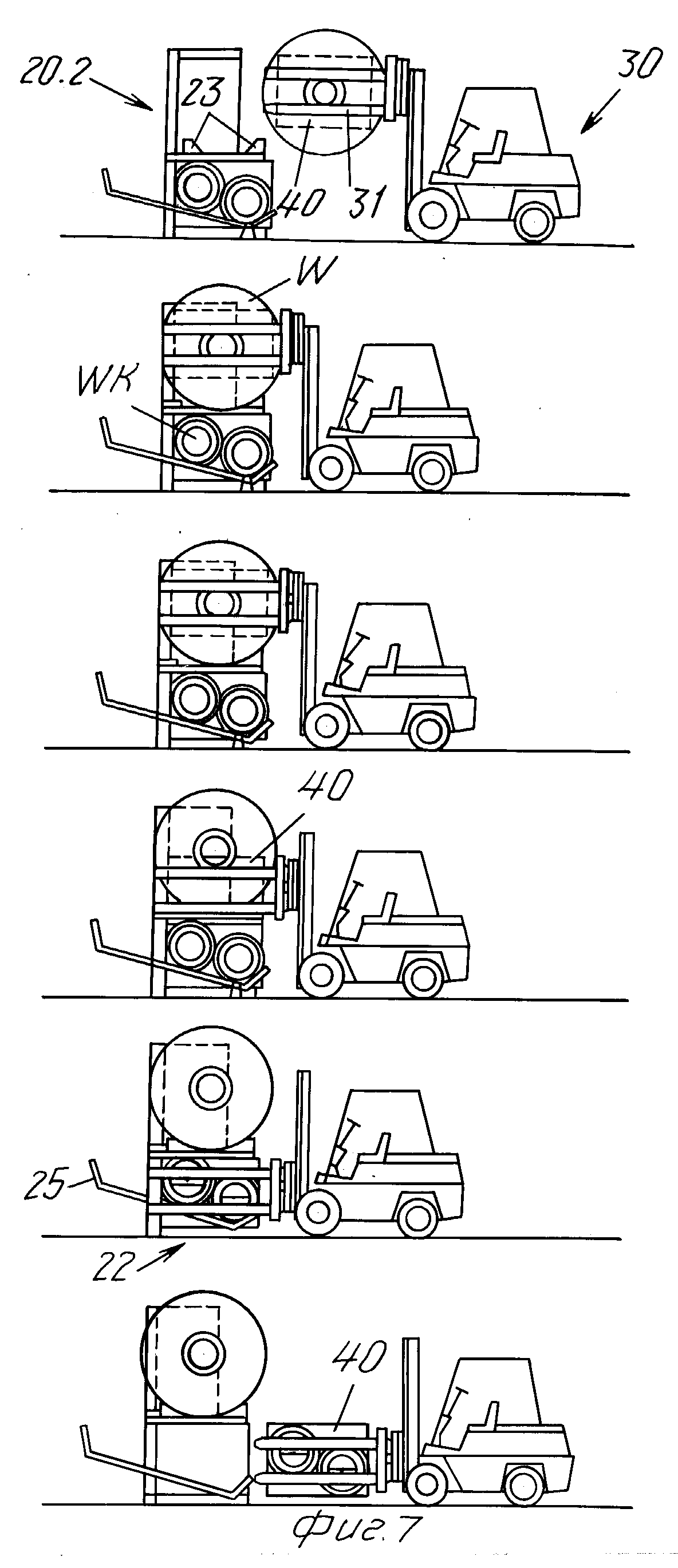
На фиг.6 и 7 показан подробно уже в общем описанный в связи с фиг.3 технологический процесс на стороне складирования перегрузочного устройства согласно изобретению, т. е. совместную работу между перегрузочным устройством 20.1 или 20.2 в соответствии с изобретением и средством манипуляции и транспортировки 30, а именно, для технологической позиции наматывания (фиг.6) и технологической позиции разматывания (фиг.7). Обе фигуры представляют в виде шести последовательно изображенных, следующих по времени друг за другом относительных положений средства манипуляции и транспортировки 30 и перегрузочного устройства 20.1 или 20.2. Представленный вариант способа и соответствующий вариант выполнения перегрузочного устройства в соответствии с изобретением касаются, как и фиг.4 и 5, манипуляции с двумя рулонами W и соответственно с двумя намоточными сердечниками WK.
Средством манипуляции и транспортировки 30 является стандартный вилочный погрузчик, манипулировочным инструментом которого являются два перемещаемые по отношению друг к другу вилки 31, которые для представленного варианта способа расположены рядом друг с другом и с возможностью взаимного перемещения в горизонтальном направлении. Кроме того, весь манипулировочный инструмент (обе вилки совместно) может перемещаться, по меньшей мере, в вертикальном положении.
Перегрузочное устройство 20.1 или 20.2 соответствует перегрузочному устройству в соответствии с фиг.4 и 5. Место 21 для рулонов и место 22 для сердечников имеют свободный доступ со всех сторон и расположены точно вертикально друг над другом.
Самое верхнее изображение показывает средство манипуляции и транспортировки 30, которое транспортирует загружаемый материал к перегрузочному устройству 20.1 или 20.2. Это средство приближается к перегрузочному устройству с противоположной перемоточной технологической позиции стороны. В зависимости от вида загружаемого материала (намоточные сердечники WK или рулоны W) вилки устанавливаются на высоте места 21 для рулонов или места 22 для сердечников. Рулоны или намоточные сердечники удерживаются вилками в том взаимном положении, которое они должны занимать на перегрузочном устройстве, т.е. два рулона с горизонтальными осями вращения, расположенными в вертикальной плоскости, или два расположенных друг за другом в направлении транспортировки намоточных сердечника с параллельными горизонтальными осями вращения.
Второе изображение показывает подвод загружаемого материала к соответствующему месту перегрузочного устройства. Для этого средство манипуляции и транспортировки при подъезде сбоку по возможности точно устанавливается по перегрузочному устройству. Если манипулировочный инструмент (обе вилки совместно) может перемещаться также в горизонтальном направлении, то боковое положение может точно юстироваться путем бокового перемещения манипулировочного инструмента. Высота устанавливается путем вертикального перемещения манипулировочного инструмента, для рулонов несколько выше, чем определенная высота размещения, т.к. вначале необходимо преодолеть пары клиньев 23 и лишь затем рулоны могут опускаться в определенное положение размещения.
Третье положение показывает размещение загружаемого материала. Для этого вилки разводятся и отпускаются таким образом рулоны или намоточные сердечники. Намоточные сердечники сразу же скатываются по направляющей 25 для сердечников к перемоточной технологической позиции. Рулоны установлены на парах клиньев 23 и опираются на боковые упоры 24.
Четвертое изображение показывает вертикальное перемещение манипулировочного инструмента на фиг.6 вверх, на фиг.7 вниз, которое необходимо в качестве единственного маневра между размещением загружаемого материала и захватом удаляемого материала.
Пятое изображение показывает захват удаляемого материала. Фиг.7 показывает, что два удаляемых намоточных сердечника благодаря соответствующему выполнению направляющей 25 сердечников размещены на месте 22 для сердечников таким образом, что они надежно могут захватываться вилками.
Шестое и последнее изображение показывает отвод средства манипуляции и транспортировки с удаляемым материалом.
Форма вилок 31 стандартных вилочных погрузчиков стандартная и соответствует форме стандартных платформ. Теперь имеется специальный предпочтительный вариант способа в соответствии с изобретением, если вилочный погрузчик имеет на вилочном захвате платформу, в то время, как он реализует представленный на фиг.6 и 7 технологический процесс. На фигурах имеется также подобного рода стандартная европейская платформа 40, на которой пунктирной линией изображена обращенная от наблюдателя вилка. Боковой упор 24 также выполнен таким образом, что платформа 40 при подаче рулонов (фиг.7, второе изображение) не сталкивается с ним.
На фиг. 8 и 9 показаны в качестве примера склады рулонов печатной продукции (фиг. 8) или намоточных сердечников (фиг.9), которые могут быть реализованы с помощью варианта способа с платформой. На каждой платформе 40 всегда устанавливаются, например, два рулона W или два намоточных сердечника WK. Подобного рода складские единицы могут укладываться в штабель друг на друга. Если должен быть создан такой склад, то манипулировочный инструмент средства манипуляции и транспортировки должен быть также поворотным, а именно, должен поворачиваться в обоих направлениях, по меньшей мере, на 90o, т. е. необходимое для этого варианта способа средство манипуляции и транспортировки предпочтительно оснащено манипулировочным инструментом, который с помощью зажимов может захватывать предмет, который может перемещаться в горизонтальном и вертикальном направлениях и который может поворачиваться в двух направлениях, по меньшей мере, на 90o. Эти требования выполняются с помощью многих стандартных вилочных погрузчиков и соответствующего навесного оборудования.
Фиг.6 и 9 наглядно показывают центральное преимущество способа в соответствии с изобретением, в частности, варианта способа с платформами. Загружаемый материал поднимается на складе в форме складской единицы хранения вместе с платформой 40, транспортируется к перегрузочному устройству и там подается на соответствующее место и размещается, причем где-либо между складом и перегрузочным устройством зажимается и поворачивается на 90o. Манипулировочный инструмент с платформой перемещается после позиционирования загружаемого материала только в одном направлении к месту удаляемого материала и захватывает его. Затем удаляемый материал транспортируется на склад и там становится на хранение, причем где-либо между перегрузочным устройством и складом поворачивается на 90o таким образом, что платформа укладывается вниз. Т.к. каждая платформа, освобождается от загружаемого материала, сразу же используется для удаляемого материала, в зоне перегрузочного устройства не должно размещаться никаких платформ. Т.к. складские единицы (платформа плюс рулоны или сердечники) имеют достаточную складскую стабильность, к месту хранения не нужно предъявлять никаких требований относительно оснащения. Тем самым, в качестве места складирования может использоваться любое свободное место.
Само собой разумеется, что возможны также другие способы складирования. Например, рулоны могут складироваться в стоячем положении прислоненными друг к другу. Этот метод складирования, для которого не нужны платформы и для которого нет надобности в повороте манипулировочного инструмента.
Перегрузочное устройство и вилочный погрузчик могут использоваться также для способа складирования, который описан в уже упомянутой заявке Швейцарии N 00888/91 того же заявителя, между перемоточной технологической позицией и складом вместо описанных там перегрузочного устройства и маятникового транспортного средства. Правда, в этом случае вилочный погрузчик должен помещать рулоны и намоточные сердечники перед складом на другом месте перегрузки или принимать их на этом месте, где они забираются или размещаются с помощью специального складского инструмента. В этом случае также является излишней транспортировка платформ.
Фиг. 10 и 11 показывают в деталях примерный вариант выполнения перегрузочного устройства в соответствии с изобретением, справа, соответственно, вид сбоку, как на фиг.4-7, слева вид спереди со стороны склада, к которой оно подвозится средством манипуляции и транспортировки. Фиг.10 показывает вариант выполнения для совместной работы с технологической позицией наматывания фиг. 11 показывает вариант выполнения совместной работы с технологической позицией разматывания. На обоих видах сбоку частично можно видеть также средство манипуляции и транспортировки, которое на фиг.10 только что подало намоточные сердечники; на фиг.11 захватило намоточные сердечники для удаления.
Оба вида спереди ясно показывают, каким образом рулоны и намоточные сердечники WK размещены на месте 21 для рулонов и на месте 22 для сердечников перегрузочного устройства 20.1 или 20.2. Из этих видов спереди видно, что таким же образом также могут быть размещены один или более двух рулонов. То же самое касается и намоточных сердечников. Намоточный сердечник благодаря соответствующему выполнению направляющей 25 сердечников мог бы быть расположен в середине платформы 40, четыре сердечника были бы расположены соответственно по два рядом друг с другом представленным образом. В соответствии с описанным до сих пор способом сердечники расположены в середине под углом, а не на стороне бокового упора 24, как представлено на фиг.10 и 11. Только при центральном расположении сердечников может использоваться вилочный погрузчик, вилки которого перемещаются симметрично относительно друг друга. Боковое расположение, как представлено на фиг.10 и 11, требует использования вильчатого погрузчика с квази стационарной вилкой и подвижной относительно нее вилкой, нестандартного, просто изготавливаемого из стандартного вильчатого погрузчика варианта. Только с помощью несимметрично перемещаемых вилок может быть реализован способ в соответствии с изобретением с несимметрично размещенными сердечниками, не сдвигая сердечника при захвате в центр. Сердечники, если смотреть со стороны склада, могут размещаться или справа, как изображено, или слева. Если необходимо иметь возможность обслуживания вильчатым погрузчиком перегрузочных технологических позиций расположенными справа и слева сердечниками, он должен иметь манипулировочный инструмент с возможностью поворота в обоих направлениях, чтобы платформа, которая должна подаваться на квази стационарной вилки, всегда перемещалась для складирования вниз.
На виде сбоку на фиг.10 и 11 в качестве других деталей можно видеть качающийся рычаг 26, верхний качающийся рычаг 27 (фиг.10) и нижний качающийся рычаг 28 (фиг.11). Качающийся рычаг 26 расположен на боковой опоре 24 с возможностью поворота вокруг оси качания М таким образом, что он при вдвигании рулонов с платформой отклоняется вверх (положение, изображенное сплошной линией), при опускании манипулировочного инструмента с платформой он отклоняется вниз (положение, изображенное штрихпунктирной линией) и, таким образом, выполняет часть функции боковой опоры, не сталкиваясь с вдвигаемыми вилками или платформой.
Верхний качающийся рычаг 27 расположен в точке изгиба на перегрузочное устройство 20.1 в зоне места для сердечников с возможностью поворота вокруг оси качания N таким образом, что он может препятствовать немедленному скатыванию сердечников, если они освободились из захвата вилок. Подобного рода верхний качающийся рычаг 27 целесообразен только на перегрузочном устройстве 20.1, которое сопряжено с технологической позицией наматывания (фиг.10). Его функция следующая: без сердечников верхний качающийся рычаг 27 под действием силы тяжести поворачивается в положение, в котором его плечо 27.1 со стороны перемоточной технологической позиции направлено вниз, в то время как его плечо 27.2 со стороны склада находится в основном в горизонтальном положении на перегрузочном устройстве (положение, изображенное штрихпунктирной линией). Направляющая 25 сердечников наклонена к перемоточной технологической позиции. Если теперь подаются сердечники, они перемещают верхний качающийся рычаг 27 таким образом, что плечо 27.1 в конце концов занимает в основном горизонтальное положение, а плечо 27.2 со стороны склада направлено вниз (положение, изображенное сплошной линией). Оба плеча верхнего качающегося рычага 27 выполнены таким образом, что они в этом положении препятствуют скатыванию обоих сердечников. Верхний качающийся рычаг 27 в этом положении заблокирован. Если затем сердечники требуются для перемоточной технологической позиции, блокировка отпускается, в результате чего стержни скатываются к перемоточной технологической позиции (положение сердечника изображенное штрихпунктирной линией) и верхний качающийся рычаг 27 вновь отклоняется в исходное положение.
Нижний качающийся рычаг 28 служит в качестве упора у направляющей 25 сердечников со стороны склада, если направляющая наклонена в сторону склада (для технологической позиции разматывания). Он предотвращает скатывание качающихся сердечников на месте их размещения к средству манипуляции и транспортировки, однако должен иметь возможность отклонения для удаления сердечников. Нижний качающийся рычаг 28 целесообразен в перегрузочном устройстве 20.2, которое сопряжено с технологической позицией разматывания (фиг.11). Нижний качающийся рычаг 28 имеет со стороны перемоточной технологической позиции плечо 28.1 и со стороны склада плечо 28.2. Между плечами он расположен в нижней зоне места для сердечников с возможностью поворота вокруг оси качания, таким образом, что в отложенном положении (положение, изображенное сплошной линией) плечо 28.2 со стороны склада может удерживать катящиеся по восходящей и перемоточной технологической позиции по направляющей 25 сердечники и, что он в другом отклоненном положении (положение, изображенное штрихпунктирной линией) не препятствует выкатыванию сердечников. Нижний качающийся рычаг 28 может быть заблокирован в удерживающем положении до тех пор, пока сердечники не будут размещены мостовым краном на направляющей сердечников. Блокировка ликвидируется, если размещенные на месте сердечники захвачены манипулировочным инструментом и должны выводиться.
Сердечники направляются с боков благодаря тому, что направляющая 25 сердечников имеет средний шлиц, в котором проходит намотанная в середине на сердечнике намоточная лента В.
На всех чертежах перегрузочное устройство согласно изобретению изображено с расположенным вверху местом для рулонов и с расположенным внизу местом для сердечников. Можно точно также представить, что место для сердечников расположено вверху, а место для рулонов внизу.
Реферат
Использование: в переработке печатной продукции. Сущность изобретения: удаляемый с перемоточной технологической позиции материал (полные рулоны с технологической позиции наматывания, намоточные сердечники с технологической позиции разматывания) размещается с помощью средства манипуляции и транспортировки на перегрузочном устройстве и оттуда с помощью средства манипуляции и транспортировки транспортируется к месту складирования. Загружаемый на перемоточных технологических позициях материал (пустые намоточные сердечники для технологической позиции наматывания полные рулоны для технологической позиции разматывания) транспортируется тем же средством манипуляции и транспортировки с места складирования к перегрузочному устройству и там размещается, чтобы загрузить с помощью средства манипуляции и транспортировки на перемоточную технологическую позицию. Перегрузочное устройство выполнено таким образом, что средство манипуляции с транспортировки с одной единственной позиции может размещать загружаемый материал и захватывать удаляемый материал. Между обеими операциями лишь манипулировочный инструмент должен совершать единственное линейное перемещение. 4 з.п. ф-лы. 11 ил.

Комментарии