Устройство для обработки листового материала - RU2355622C2
Код документа: RU2355622C2
Чертежи



Описание
Настоящее изобретение относится к устройству для обработки листового материала, прежде всего к машине для обработки банкнот, в котором листовой материал удерживается между конвейерной лентой и другими средствами транспортировки листового материала, расположенными напротив конвейерной ленты, и перемещается между по меньшей мере двумя расположенными друг напротив друга компонентами блока, или устройства, контроля.
Конвейерная лента предназначена для направленного перемещения листового материала и для прижатия листового материала к расположенным напротив средствам транспортировки листового материала и к расположенным между ними направляющим участкам или узлам контроля. Под средствами транспортировки листового материала обычно подразумевают транспортирующие валки или ролики или вторую конвейерную ленту, разворачиваемую отклоняющими роликами в обратном направлении непосредственно перед блоком контроля и за ним или направляемую в обход блока контроля.
Для обеспечения надежной подачи листового материала даже при переменной толщине листов в публикации DE 19840420 А1 предлагается упруго поджимать обращенную к листовому материалу ветвь первого конвейерной ленты к листовому материалу с помощью прижимных элементов. Кроме того, в публикации DE 2923148 А1 предлагается пропускать вторую конвейерную ленту в канавках, выполненных в отклоняющих роликах, благодаря чему скорость листового материала задается первым конвейерной лентой, расположенным в направлении поворота с наружной стороны. В этом случае вторая конвейерная лента, расположенная с внутренней стороны, выполняет лишь функцию опоры для листового материала между соседними отклоняющими роликами, причем вместо второй конвейерной ленты опорой листовому материалу может служить также заменяющая ленту светопроницаемая стеклянная пластинка в том случае, когда для проверки листового материала доступ к нему требуется по всей его ширине.
Однако первая конвейерная лента, выполняющая функции направляющего и поджимающего элемента в зоне блока контроля, осложняет проверку листового материала на просвет. При этом осложняется также проверка на наличие загрязнений, поскольку при такой проверке листовой материал обычно необходимо освещать с обеих сторон. По этой причине первую конвейерную ленту обычно заменяют несколькими узкими проходящими параллельно и рядом друг с другом в направлении транспортировки и отстоящими друг от друга ремнями. Однако и такое решение не обеспечивает полной проверки листового материала по всей его ширине. При обработке результатов измерений характеристик листового материала, например, в проходящем свете, ремни проявляются как темные продольные полоски.
Таким образом, чтобы обеспечить свободный доступ к листовому материалу, транспортировочный участок должен прерываться, а измерение характеристик листового материала должно проводиться блоком контроля при движении листового материала в "свободном полете", т.е. в состоянии свободного движения листового материала. Однако проверка листового материала в состоянии свободного движения проблематична при низких скоростях транспортировки, и особенно в случае транспортировки мягкого или ветхого листового материала. В данном случае сила тяжести может оказать непредсказуемое влияние на движение листового материала и привести к остановке машины. В публикации DE-OS 2655580 описан подобный участок транспортировки банкнот в состоянии свободного движения, на котором банкноты перемещаются зажатыми между парами ремней. Перед блоком контроля и за ним ремни отводятся отклоняющими роликами в сторону от транспортировочного участка, благодаря чему листовой материал проходит через блок контроля, свободно двигаясь. При этом противоположные пары ремней располагаются с зазором друг к другу и незначительно входят друг в друга. За счет этого транспортируемым банкнотам обратимо придается волнообразный профиль в направлении, перпендикулярном направлению транспортировки, благодаря чему повышается жесткость листового материала в направлении транспортировки. Таким образом обеспечивается надежное прохождение участка свободного движения. Профилирование листового материала могут выполнять сами транспортирующие ремни, но также можно использовать для этого расположенные на отклоняющих роликах эластичные кольца, окружная наружная поверхность которых в радиальном направлении отклоняющих роликов выступает над транспортирующими ремнями. Однако очевидно, что волнообразное деформирование листового материала осложняет его надежную и равномерную проверку.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработки такого устройства для обработки листового материала, в котором было бы обеспечено надежное прохождение листового материала через блок, или устройство, контроля, гарантирующее доступ к листовому материалу с обеих сторон по всей его ширине и надежную проверку листового материала.
Указанная задача решается с помощью предлагаемого в изобретении устройства, охарактеризованного в независимом пункте 1 формулы. Предпочтительные варианты осуществления изобретения представлены в зависимых пунктах формулы.
Аналогично решению по публикации DE-OS 2655580, предлагаемое в изобретении решение также предусматривает применение прижимных колец, устанавливаемых соосно с отклоняющим роликом и незначительно выступающих относительно движущейся по отклоняющему ролику конвейерной ленты, т.е. над ее уровнем, благодаря чему листовой материал отделяется от конвейерной ленты в тот момент, когда входит в пространство между двумя компонентами блока, или устройства, контроля. При этом листовой материал зажимается между прижимными кольцами и расположенными напротив них средствами транспортировки листового материала. Однако в отличие от DE-OS 2655580, в изобретении прижимные кольца не предназначены для обратимого, или временного, придания листовому материалу волнообразного профиля, необходимого для повышения его жесткости. Вместо этого прижимные кольца надежно захватывают листовой материал и перемещают его. Для содействия этому процессу предусмотрена направляющая пластина, которая гребенкой сопряжена с прижимными кольцами. В этом случае листовой материал в промежутке между направляющей пластиной и расположенным напротив нее компонентом блока контроля находится в заданном плоском состоянии. Для обеспечения доступа к листовому материалу с обеих сторон направляющая пластина должна удовлетворять требованиям, предъявляемым используемыми блоками контроля, выполняется, например, из проницаемого для излучения материала, такого, например, как синтетический материал или стекло, и может иметь разнообразные формы, например, может также иметь форму решетчатой пластины. Таким образом, листовой материал отделяется прижимными кольцами от конвейерной ленты и, выравниваясь до плоского состояния, проходит между двумя компонентами блока контроля вдоль направляющей пластины, которая гребенкой сопряжена с прижимными кольцами. Влияние силы тяжести на процесс перемещения листового материала при скорости транспортировки 10 м/с пренебрежимо мало, и даже при скорости транспортировки 5 м/с это влияние столь незначительно, что оно не может осложнить проверку листового материала.
Средства транспортировки листового материала, расположенные напротив конвейерной ленты, могут, например, представлять собой транспортирующие ролики, расположенные на расстоянии друг от друга, причем прижимные кольца взаимодействуют с транспортирующими или сенсорными роликами, расположенными непосредственно перед блоком контроля, а предпочтительно и за ним в направлении транспортировки. Вместе с тем, средства транспортировки листового материала могут также включать еще одну конвейерную ленту, отводимую в сторону от транспортировочного участка по меньшей мере одним отклоняющим роликом перед блоком контроля. В этом случае прижимные кольца могут взаимодействовать либо непосредственно с поверхностью второй конвейерной ленты, либо с соответствующими им прижимными кольцами, расположенными соосно с отклоняющим роликом второй конвейерной ленты.
В предпочтительном варианте конвейерная лента или конвейерные ленты направляется(-ются) отклоняющим роликом и при необходимости другими отклоняющими роликами в обход блока контроля. По сравнению с решением, предусматривающим применение конвейерных лент, которые разворачиваются обратными роликами на 180° перед блоком контроля и за ним, это обеспечивает существенные функциональные преимущества, поскольку при использовании этой схемы невозможно попадание фрагментов поврежденных банкнот между роликом и обратными ветвями конвейерных лент, что могло бы нарушить процесс транспортировки.
Прижимные кольца целесообразно выполнять, по меньшей мере на их внешней окружности, из эластичного материала, такого, например, как полиуретан или силикон. При транспортировке нескольких сложенных друг с другом листов (при множественном слистывании) подобные прижимные кольца способны деформироваться без смещения осей вращения прижимных колец таким образом, что сложенные листы могут проходить между прижимными кольцами и расположенными напротив них средствами транспортировки листового материала, не создавая заторов. При этом линия окружности прижимных колец в предпочтительном случае незначительно пересекается с линией окружности расположенных напротив и взаимодействующих с ними средств транспортировки листового материала, чем создается определенное минимальное давление, действующее на лист между прижимными кольцами и расположенными напротив них средствами транспортировки листового материала, обеспечивающее надежную транспортировку листового материала.
По конструктивным соображениям прижимные кольца и по меньшей мере один отклоняющий ролик целесообразно располагать на общем валу, причем в простейшем случае прижимные кольца могут представлять собой рельефные участки на поверхности отклоняющего ролика или отдельные прижимные кольца, находящиеся между отдельными ремнями конвейерной ленты и выступающие над ними в радиальном направлении. В предпочтительном же варианте под прижимными кольцами подразумеваются ролики, пассивно вращающиеся независимо от отклоняющих роликов вместе с расположенными напротив них активно приводимыми во вращение средствами транспортировки листового материала. Этот предпочтительный вариант характеризуется несколькими преимуществами. С одной стороны, если бы прижимные кольца были жестко соединены с отклоняющим роликом, то окружная скорость, а значит и сообщаемая листовому материалу линейная скорость, превышали бы скорость транспортировки листового материала конвейерной лентой, поскольку прижимные кольца по меньшей мере незначительно выступают наружу в радиальном направлении относительно конвейерной ленты. Эту проблему можно решить, если скорость транспортировки листового материала будет задаваться средствами транспортировки листового материала, расположенными напротив прижимных колец. С другой стороны, из-за эластичных прижимных колец не приходится преодолевать механической инерции роликового крепления, когда листовой материал поступает в блок контроля. Происходит лишь упругая деформация внешней окружной части прижимных колец. Это делает возможной транспортировку нескольких, например десяти, сложенных вместе листов.
Прижимные кольца между собой целесообразно жестко соединять друг с другом, чтобы они вращались абсолютно синхронно. Тем самым предотвращается перекос листового материала при входе в блок контроля.
В предпочтительном варианте выполнения направляющей пластины эта пластина относительно расположенного напротив нее компонента блока контроля образует направляющий канал для проверяемого листового материала, причем самое узкое место этого канала находится за прижимными кольцами в направлении транспортировки, чтобы листовой материал мог беспрепятственно проходить перед местом зажима и затем захватываться эластичными прижимными кольцами.
Помимо этого при создании изобретения было установлено, что направляющую пластину предпочтительно располагать под небольшим углом, чтобы обеспечить непрерывное расширение направляющего канала, начинающееся за его самым узким местом.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схематичное изображение фрагмента устройства для обработки банкнот с несколькими датчиками или сенсорными площадками SP 1 - SP 5,
на фиг.2 - фрагмент конструкции, показанной на фиг.1, с отдельной сенсорной площадкой в первом варианте осуществления изобретения,
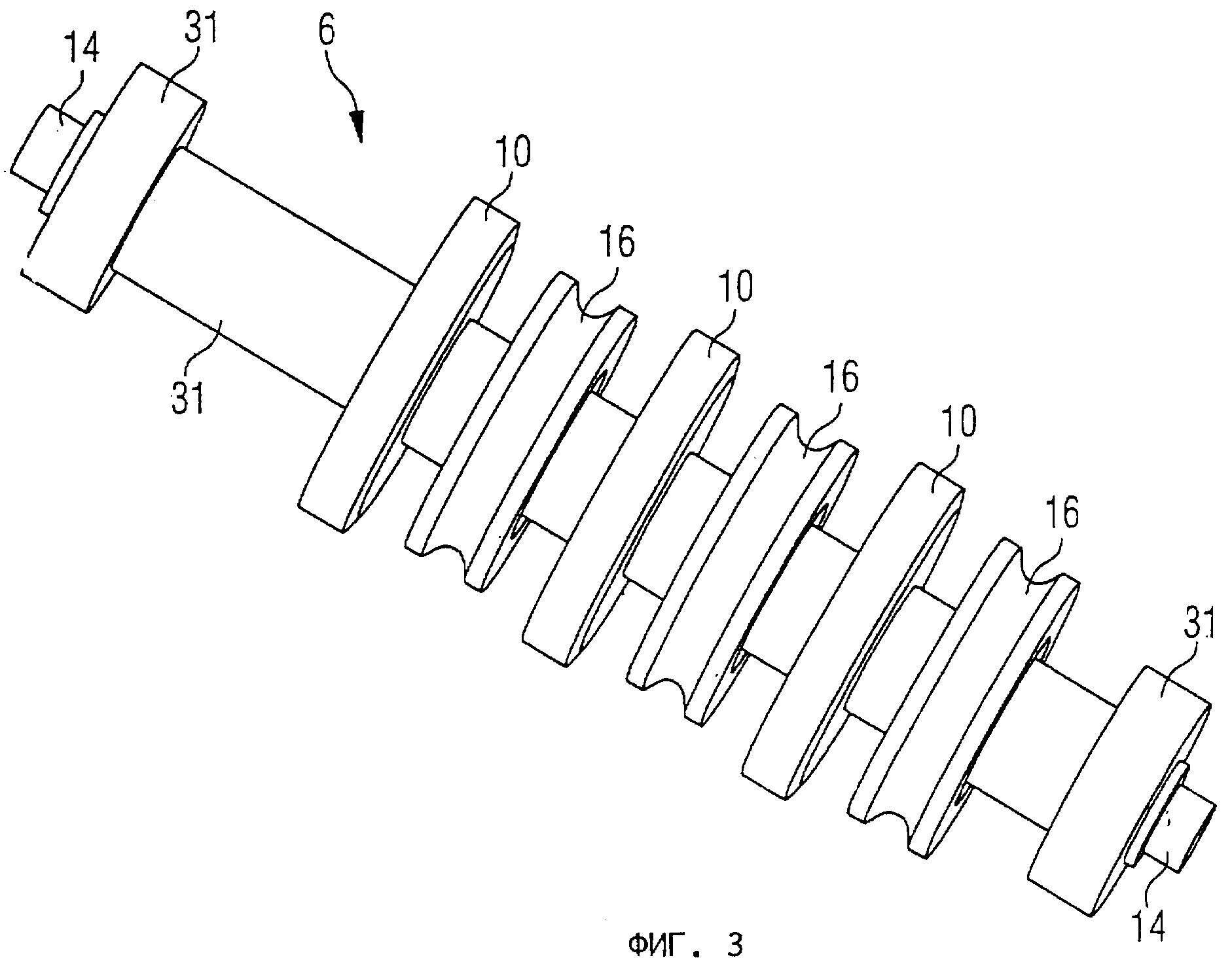
на фиг.3 - отклоняющий ролик с прижимными кольцами,
на фиг.4 - комбинация из двух отклоняющих роликов, снабженных прижимными кольцами, и пластины, которая гребенкой сопряжена с прижимными кольцами, и
на фиг.5 - фрагмент конструкции, показанной на фиг.1, с отдельной сенсорной площадкой во втором варианте осуществления изобретения.
На фиг.1 схематично показан фрагмент устройства для обработки банкнот, имеющего в общей сложности пять сенсорных площадок SP 1 - SP 5. Банкноты 100 перемещаются вдоль транспортировочного участка 1 мимо сенсорных площадок SP. В транспортировочный участок 1 с одной стороны транспортируемых банкнот образован конвейерной лентой 2, а с другой стороны транспортируемых банкнот - транспортирующими роликами 3, расположенными на расстоянии друг от друга в направлении транспортировки. Банкноты 100 удерживаются между конвейерной лентой 2 и расположенными напротив нее транспортирующими роликами 3 и перемещаются мимо сенсорных площадок SP, расположенных между каждыми двумя соседними транспортирующими роликами 3. Благодаря дугообразному расположению соседних сенсорных площадок SP с углом между ними, составляющим 3° или более, конвейерная лента 2 без применения дополнительных средств поджатия может с определенным усилием поджимать транспортируемые банкноты 100 в направлении сенсорных площадок SP. Вместо расположенных напротив конвейерной ленты 2 транспортирующих роликов 3 при необходимости можно предусмотреть применение также других средств транспортировки листового материала. В качестве транспортирующих роликов 3 могут использоваться, в частности, отклоняющие ролики другой конвейерной ленты, расположенной напротив конвейерной ленты 2. Если на какой-либо из сенсорных площадок SP датчик отсутствует, транспортировочный участок может быть выполнен на соответствующем участке в виде простой направляющей пластины.
В представленном на чертеже варианте конструкции все пять сенсорных площадок заняты датчиками, причем первые три датчика SP 1 - SP 3 в направлении транспортировки и последний датчик SP 4 выполнены таким образом, чтобы фиксировать перемещающиеся мимо них банкноты с одной стороны. Четвертый датчик на сенсорной площадке SP 4 также служит для одностороннего контроля банкноты 100. Однако в данном случае речь идет о датчике 4 для измерений в проходящих лучах, который для получения результатов измерений требует подсветки банкнот 100 с противоположной стороны источником 5 излучения. Чтобы источник 5 излучения мог облучить банкноту 100, а расположенный напротив источника излучения датчик 4 - собрать информацию о банкноте по всей ширине транспортировочного участка, конвейерную ленту 2 отводят на этом участке первым отклоняющим роликом 6 в сторону от транспортировочного участка 1, направляют в обход источника 5 излучения, после чего вторым отклоняющим роликом 7 направляют обратно к транспортировочному участку 1. Пробел транспортировочного участка 1 между двумя отклоняющими роликами 6 и 7 восполняет направляющая пластина 8. В этом месте банкноты 100 перемещаются по направляющему каналу, образованному между направляющей пластиной 8 и датчиком 4 и облучаются источником 5 излучения через направляющую пластину 8.
На фиг.2 более подробно показан фрагмент конструкции, представленной на фиг.1, в зоне сенсорной площадки SP 4. Конвейерная лента 2 состоит из нескольких отдельно не показанных, расположенных параллельно друг другу круглых приводных ремней, которые первым отклоняющим роликом 6 отводятся в сторону от транспортировочного участка 1, а вторым отклоняющим роликом 7 снова подводятся к транспортировочному участку 1. На примере изображенного в сечении первого отклоняющего ролика 6 показано, что отдельные круглые приводные ремни конвейерной ленты 2 перемещаются в соответствующих канавках 9. Глубина канавок 9 выбрана большей, чем толщина конвейерной ленты 2. Таким образом, внешняя окружность отклоняющего ролика 6 выступает наружу относительно конвейерной ленты 2 и выполняет функцию прижимного кольца 10. Это прижимное кольцо 10 и расположенный напротив него транспортирующий ролик 3 захватывают подаваемую конвейерной лентой 2 банкноту, отрывают банкноту от конвейерной ленты 2 и перемещают ее через пространство между датчиком 4 и источником 5 излучения. Второй отклоняющий ролик 7 имеет такую же конструкцию и взаимодействует с расположенным напротив него транспортирующим роликом 3 точно таким же образом, что и первый отклоняющий ролик 6.
Прижимное кольцо 10 целиком, или по меньшей мере его поверхность, выполнено из эластичного материала, такого, например, как полиуретан или силикон. Линии окружностей прижимного кольца 10 и расположенного напротив него транспортирующего ролика 3 незначительно перекрываются, например, на 0,2 мм, благодаря чему, с одной стороны, обеспечен надежный захват входящей банкноты за счет создания минимального давления, действующего на банкноту, а, с другой стороны, между прижимным кольцом 10 и транспортирующим роликом 3 могут проходить несколько сложенных вместе банкнот, например до десяти банкнот, без смещения отклоняющего ролика 6.
Для обеспечения перемещения банкноты мимо датчика 4 в плоском состоянии предусмотрены различные направляющие элементы. Для этого направляющая пластина 8, а вместе с ней и головка расположенного напротив датчика 4, а также направляющие гребенки 12, расположенные в направлении транспортировки перед головкой датчика и за ней, образуют направляющий канал 11. Направляющая пластина 8 регулируется (регулировочные средства на чертежах не показаны) таким образом, чтобы можно было приводить направляющий канал в соответствие подаваемому на обработку листовому материалу. Обычно же размер зазора или щели устанавливают на оптимальное значение только перед поставкой аппарата заказчику. В зоне входа 13 направляющая пластина 8 гребенкой сопряжена с прижимными кольцами 10 отклоняющего ролика 6. Соответствующим образом образуют гребенчатое сопряжение и направляющие гребенки 12 с транспортирующими роликами 3. Сказанное означает, что транспортирующие ролики 3 также имеют параллельные окружные канавки, которые как таковые на фиг.2 не показаны. Входной конец 13 направляющей пластины 8 отогнут от транспортировочного участка 1, чтобы гарантировать надежность ввода банкнот в направляющий канал 11. Определяемая направляющим каналом 11 щель для транспортировки банкнот характеризуется наименьшей шириной на небольшом расстоянии а за точкой касания между прижимным кольцом 10 и расположенным напротив транспортирующим роликом 3. Это расстояние а составляет предпочтительно примерно от 4 до 5 мм при наименьшей ширине 1,5 мм. Ширина щели направляющего канала 11 непрерывно увеличивается в направлении транспортировки от самого узкого места, достигая, например, приблизительно 2,5 мм в конце направляющего канала. Перемещая направляющую пластину 8, можно изменять расстояние а, наименьшую ширину щели и максимальную ширину щели в конце направляющего канала. Как указано выше, эти регулировки, как правило, производятся только один раз перед отправкой устройства заказчику.
На фиг.3 более подробно показано конструктивное исполнение отклоняющего ролика 6 с прижимными кольцами 10. В этом конкретном варианте осуществления изобретения конвейерная лента состоит из трех параллельно расположенных бесконечных ремней, каждый из которых приводится в движение отдельно размещенным одиночным шкивом 16 отклоняющего ролика 6. Между одиночными шкивами 16 предусмотрены прижимные кольца 10, которые со своей стороны выполнены как самостоятельные прижимные ролики. Прижимные ролики 10 и одиночные шкивы 16 "нанизываются" на внутренний проходящий насквозь вал 30 и с обоих концов стянуты винтами 14. При этом кольца 10 и шкивы 16 вращаются пассивно. Иначе говоря, если одиночные шкивы 16 вращаются соответственно скорости транспортировки, с которой движутся проходящие через них бесконечные ремни, то прижимные ролики 10 за счет подшипников 31 вращаются вместе с расположенным напротив транспортирующим роликом 3, который активно приводится во вращение. Таким образом, скорость вращения одиночных шкивов 16 необязательно равна скорости вращения прижимных роликов 10. Поэтому прижимные ролики 10 вращаются на установленном в подшипниках 31 валу 30 независимо от одиночных шкивов 16. Вместе с тем, прижимные ролики 10 зажаты двумя винтами 14 и жестко соединены друг с другом, чтобы исключить перекос банкнот на входе между прижимными роликами 10 и расположенным напротив них транспортирующим роликом 3.
На фиг.4 со стороны пластины, по которой скользят банкноты, в объемном представлении показан конструктивный узел, состоящий из отклоняющих роликов 6 и 7 с соответствующими одиночными шкивами 16 и прижимными кольцами или роликами 10, а также направляющей пластины 8, которая гребенкой сопряжена с ними. Как показано на чертеже, направляющая пластина 8 сопряжена гребенкой не только с прижимными кольцами или роликами 10, но и с одиночными шкивами 16.
На фиг.5 показан еще один вариант осуществления изобретения, который отличается от показанного на фиг.2 варианта в основном тем, что вместо источника 5 излучения применен второй датчик 15, чтобы контролировать транспортируемые через направляющий канал 11 банкноты с двух сторон. Соответственно этому направляющая пластина 8 выполнена более короткой, поскольку головка датчика 15 выполняет функцию направляющей в направляющем канале 11. Рациональным показал себя вариант, в котором кромки датчиков 4 и 15 со стороны входа банкнот расположены с небольшим смещением относительно транспортировочной плоскости направляющей пластины 8 или направляющего элемента 12, составляющим, например, 0,5 мм, с образованием коротких и плоских направляющих фасок.
Реферат
Банкноты (100) транспортируются конвейерной лентой (2) между двумя компонентами блока контроля (4). Конвейерная лента отводится отклоняющими роликами (6, 7) в сторону от транспортировочного участка (1) и направляется в обход блока контроля. Соосно с отклоняющими роликами расположены выступающие относительно конвейерной ленты прижимные кольца, захватывающие листовой материал и пропускающие его через блок контроля. Этот процесс поддерживается направляющей пластиной (8), которая сопряжена с прижимными кольцами по типу гребенки. Обеспечивается надежное прохождение банкнот через блок контроля, гарантирующее доступ к банкнотам с обеих сторон по всей их ширине и надежную их проверку. 13 з.п. ф-лы, 5 ил.
Формула
транспортировочный участок (1) для транспортировки листового материала (100),
блок контроля (SP 4) для проверки листового материала (100), включающий по меньшей мере два компонента (4, 5; 4, 15), расположенных напротив друг друга по обе стороны транспортировочного участка (1),
размещенные перед блоком контроля в направлении транспортировки конвейерную ленту (2) и расположенные напротив нее средства (3) транспортировки листового материала для удержания и перемещения листового материала, причем перед блоком контроля конвейерная лента (2) отводится в сторону от транспортировочного участка (1) по меньшей мере одним отклоняющим роликом (6; 16) с обеспечением нахождения листового материала в зоне действия блока контроля без конвейерной ленты (2), и
прижимные кольца (10), установленные соосно по меньшей мере с одним отклоняющим роликом (6; 16), расположенным перед блоком контроля в направлении транспортировки,
причем средства (3) транспортировки листового материала, расположенные напротив конвейерной ленты (2), взаимодействуют с прижимными кольцами (10) с возможностью захвата листового материала (100), движущегося на транспортировочном участке (1), и перемещения листового материала между двумя компонентами (4, 5; 4, 15) блока контроля (SP 4), отличающееся тем, что прижимные кольца выступают относительно конвейерной ленты (2), причем взаимодействием средств (3) транспортировки листового материала с прижимными кольцами (10) обеспечено перемещение листового материала между двумя компонентами блока контроля в плоском состоянии, а для содействия этому процессу предусмотрена направляющая пластина (8), которая сопряжена с прижимными кольцами (10) по типу гребенки.
Документы, цитированные в отчёте о поиске
Устройство для перемещения листового материала
Комментарии