Устройство для транспортировки конвертов и относящиеся к нему способы - RU2514410C2
Код документа: RU2514410C2
Чертежи




Описание
Ссылки на перекрестные заявки
Данная заявка в целом относится к следующим, одновременно находящимся на рассмотрении патентным заявкам US № 12/231739, озаглавленная «Устройство для направления и разрезания рулонных изделий и относящиеся к нему способы»; № 12/231755, озаглавленная «Устройство для транспортировки и позиционирования конвертов и относящиеся к нему способы»; №12/231753, озаглавленная «Устройство для вкладывания отдельных предметов в конверты и относящиеся к нему способы»; № 12/231754, озаглавленная «Устройство для транспортировки отдельных листов в конверты и относящиеся к нему способы»; и № 12/231749, озаглавленная «Транспортное устройство для рулонных изделий и относящиеся к нему способы», все из которых имеют одну дату подачи, при этом их содержания полностью включены здесь посредством ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к оборудованию для обработки, более конкретно к устройству для преобразования бумаги в листы, подборки и автоматического заполнения конвертов.
Описание предшествующего уровня техники
Известно оборудование для обработки, предназначенное для автоматического наполнения конвертов. Подобное оборудование может включать в себя компоненты для подачи предварительно отпечатанного рулона бумаги, для разрезания такого рулона на один или более отдельных листов, для подборки листов и для подачи таких подборок отдельных листов в конверты. Такое оборудование дополнительно может включать в себя компоненты для транспортировки наполненных конвертов к определенному месту расположения. В промышленности давно известны устройства, которые выполняют эти и другие функции. Однако необходимы усовершенствования там, где требуются учет больших объемов бумажных листов и высокие скорости, без ухудшения точности, надежности и качества конечного продукта.
Более конкретно, на большом рулоне бумаги обычно печатают в отдельных зонах части конкретной информации. То есть исходный рулон бумаги содержит огромное число отдельных зон с уже напечатанной конкретной информацией в виде штампов, причем каждая отдельная зона определяет, что должна в конечном итоге содержать отдельная страница или лист конкретной информации в виде штампов. Для того чтобы усложнить процесс, изменяемое число листов с соответствующими штампами должно быть помещено в конверты, так что содержание одного конверта отличается от содержания другого конверта количеством листов и, разумеется, конкретными штампами на вложенных листах. В качестве одного примера, для финансовых отчетов многочисленных клиентов или подробностей счетов может требоваться, чтобы было нарезано различное число листов для клиента или для конкретных отчетов, соответственно подобрано, наполнено и выгружено для доставки. Таким образом, содержание каждого конверта включает в себя либо отдельный лист, либо «подборку» от двух до множества листов, причем каждая «подборка» является специальной для направления адресату почтой.
В такой приведенной в качестве примера операции финансовая организация может направить информацию о выставлении счета или информацию об инвойсе каждому из своих клиентов. Для информации о счете или для «штампов» для одного клиента может потребоваться примерно от одного итогового листа до некоторого числа листов, которые должны быть отсортированы, подобраны и затем помещены в этот конверт клиента. Хотя вся эта информация может быть отпечатана в отдельных зонах размером в лист, на одном рулоне, эти зоны должны быть хорошо определены, разрезаны, соединены или подобраны в листы для одного и того же адресата или пункта назначения, помещены в конверты, обработаны и выгружены. Таким образом, система для осуществления этого процесса в прошлом включала в себя определенные типичные компоненты, такие как стойка для бумажных рулонов, привод, листорезальное устройство, блок для соединения, блок для сбора или подбора, фальцевальное устройство, устройство для подачи конвертов, устройство для заполнения конвертов и также блоки обработки и выгрузки. Электронные управляющие устройства используются для того, чтобы управлять системой, чтобы коррелировать функции так, чтобы надлежащие листы были подобраны и помещены в конверты надлежащих мест назначений.
В таких многокомпонентных системах скорость прохождения от бумажного рулона до обработанного конверта зависит от скорости каждого компонента, при этом общая скорость производства является функцией самого медленного или самого слабого связующего компонента. Подобным образом ограничена общая надежность. Кроме того, среднее время простоя, начиная с любой неполадки или выхода из строя и до ремонта, ограничено наиболее предрасположенным к ремонту, а также требующим наибольшего обслуживания компонентом. Такие системы являются капиталоемкими, требующими значительной площади пола или опорной поверхности, к тому же они требуют значительных затрат труда, материалов, возможностей обслуживания и оборудования.
В такой системе иногда бывает необходимо перемещать конверты по направлению к секции заполнения. В традиционных системах такого типа операция может потребовать пользователя, чтобы загружать непрерывным образом на транспортер конверты, с зазором между конвертами, иногда прерывая поток конвертов к секции заполнения.
Соответственно требуется создать усовершенствованную систему транспортировки конвертов и способы в высокоскоростной транспортно-загрузочной машине. Также требуется создать систему транспортировки конвертов и относящиеся к ней способы, которые учитывают неотъемлемые проблемы, которые наблюдаются с традиционными системами для бумаг. Кроме того, также требуется создать устройство для обработки в виде автоматической машины для заполнения конвертов, в котором учтены проблемы традиционных машин, используемых для автоматического заполнения конвертов.
Сущность изобретения
С этой целью в одном конкретном варианте осуществления настоящего изобретения предложено устройство для транспортировки конвертов, перемещающихся в продольном направлении в целом в вертикальной ориентации. Устройство включает в себя первую пару конвейерных узлов, расположенных напротив друг друга и выполненных с возможностью вхождения в зацепление с боковыми кромками конвертов, а также выполненных с возможностью перемещения конвертов в направлении перемещения. Устройство включает в себя вторую пару конвейерных узлов, размещенных напротив друг друга и расположенных ниже по ходу от первой пары конвейерных узлов в направлении движения, причем вторая пара конвейерных узлов выполнена с возможностью перемещения конвертов в направлении движения независимо от первой пары конвейерных узлов.
По меньшей мере один участок первой пары конвейерных узлов может перекрывать вторую пару конвейерных узлов в направлении движения. По меньшей мере одна из первой или второй пар конвейерных узлов может включать в себя отклоняемые элементы для вхождения в зацепление с боковыми кромками конвертов. Отклоняемые элементы могут изгибаться в ответ на соответствующую толщину конвертов, чтобы позволить кромкам конвертов находиться слегка между отдельными щетинками. Отклоняемые элементы могут быть выполнены с возможностью изгиба в направлении, противоположном направлению движения, чтобы посредством этого обеспечить перемещение первой пары конвейерных узлов относительно конвертов, удерживаемых второй парой конвейерных узлов. Отклоняемые элементы, например, могут включать в себя щетинки.
Первая и вторая пары конвейерных узлов могут быть выполнены с возможностью соответственно удержания первого и второго конвертов в целом в вертикальной ориентации, причем первая и вторая пары конвейерных узлов выполнены с возможностью перемещения первого и второго конвертов с соответствующей первой и второй скоростью, которые являются по существу равными друг другу. Устройство может включать в себя приводное устройство для приведения в действие первой пары конвейерных узлов и по меньшей мере один датчик, который технологически связан с приводным устройством и выполнен с возможностью обнаружения зазора перед первым конвертом, переносимым первой парой конвейерных узлов в направлении движения, и направления соответствующего сигнала на приводное устройство. Приводное устройство отвечает на сигнал, чтобы продвинуть вперед первую пару конвейерных узлов и переместить первый конверт на первой скорости, которая больше, чем вторая скорость, связанная со второй парой конвейерных узлов. Приводное устройство может быть выполнено с возможностью ускорения первой пары конвейерных узлов в ответ на сигнал, чтобы посредством этого закрывать зазор, обнаруженный по меньшей мере одним датчиком.
В другом варианте осуществления настоящего изобретения предложено устройство для транспортировки конвертов, перемещающихся в направлении перемещения в целом в вертикальной ориентации. Устройство включает в себя первую пару конвейерных узлов, расположенных друг напротив друга и включающих в себя отклоняемые элементы для вхождения в зацепление с боковыми кромками конвертов, причем первая пара конвейерных узлов выполнена с возможностью перемещения конвертов в направлении перемещения. Вторая пара конвейерных узлов размещена напротив друг друга и включает в себя отклоняемые элементы для вхождения в зацепление с боковыми кромками конвертов, при этом она расположена ниже по ходу от первой пары конвейерных узлов, причем вторая пара конвейерных узлов выполнена с возможностью перемещения конвертов в направлении перемещения независимо от первой пары конвейерных узлов. Приводное устройство приводит в действие первую пару конвейерных узлов. По меньшей мере один датчик технологически связан с приводным устройством и выполнен с возможностью обнаружения зазора перед первым конвертом, переносимым первой парой конвейерных узлов в направлении перемещения, причем приводное устройство отвечает на сигнал, полученный по меньшей мере от одного датчика, чтобы ускорить первый конверт и посредством этого закрыть зазор, обнаруженный по меньшей мере одним датчиком.
В другом варианте осуществления настоящего изобретения предложена автоматическая машина для заполнения конвертов. Машина включает в себя первый конец, соединенный с подачей бумажного рулона, и устройство для обработки, предназначенное для преобразования бумажного рулона в отдельные листы. Устройство заполнения подает отдельные листы в конверты, причем второй конец имеет транспортное устройство для транспортировки конвертов к устройству заполнения в направлении перемещения. Транспортное устройство включает в себя первую пару конвейерных узлов, которые расположены напротив друг друга и выполнены с возможностью вхождения в зацепление с боковыми кромками конвертов, причем первая пара конвейерных узлов выполнена с возможностью перемещения конвертов в направлении перемещения. Транспортное устройство также включает в себя вторую пару конвейерных узлов, которые расположены напротив друг друга и которые размещены ниже по ходу от первой пары конвейерных узлов в направлении перемещения, причем вторая пара конвейерных узлов выполнена с возможностью перемещения конвертов в направлении перемещения независимо от первой пары конвейерных узлов. По меньшей мере одна из первой и второй пар конвейерных узлов может включать в себя множество отклоняемых элементов для вхождения в зацепление с боковыми кромками конвертов.
В другом варианте осуществления настоящего изобретения предложен способ для транспортировки конвертов, перемещающихся в направлении перемещения. Способ включает в себя скольжение конверта обычно в целом в вертикальной ориентации между первым комплектом отклоняемых элементов, входящих в зацепление с противоположными боковыми кромками конверта, и перемещение отклоняемых элементов, чтобы посредством этого перемещать конверт в направлении перемещения. Конверт переносится в целом в вертикальной ориентации ко второму комплекту отклоняемых элементов, при этом второй комплект отклоняемых элементов перемещается независимо от первого комплекта отклоняемых элементов, чтобы посредством этого перемещать конверт в направлении перемещения.
Способ может включать в себя изгибание отклоняемых элементов первого комплекта в ответ на толщину конверта. Способ, дополнительно или в альтернативном варианте, может включать в себя обнаружение зазора перед конвертом в направлении перемещения и ускорение перемещения первого комплекта отклоняемых элементов в направлении перемещения в ответ на обнаружение зазора. Первый комплект отклоняемых элементов может быть ускорен, чтобы закрыть зазор. Скольжение конверта в целом в вертикальной ориентации может включать в себя перемещение конверта в направлении, поперечном направлению перемещения. Перенос конверта в целом в вертикальной ориентации ко второму комплекту отклоняемых элементов может включать в себя перемещение конверта в направлении перемещения. Способ может включать в себя одновременное зацепление конверта с помощью первого и второго комплектов отклоняемых элементов. Первый комплект отклоняемых элементов может быть перемещен относительно конверта, удерживаемого вторым комплектом отклоняемых элементов.
Такое устройство и способы являются особенно эффективными в системах преобразования бумаги и заполнения конвертов, предполагающих усовершенствованные устройства и способы преобразования бумаги и вкладывания листов на основе модулей и имеющих усовершенствованные транспортно-погрузочные устройства, сервоприводные компоненты, усовершенствованный датчик плотности и усовершенствованные решения управления, регулирующие работу системы. Один или более из вариантов осуществления настоящего изобретения предполагает выполнение усовершенствованного транспортирующего устройства, которое может быть использовано в качестве модуля модульной системы преобразования бумаги и вкладывания листов, в которой поэтому человеческие ресурсы, требуемое пространство, требуемое оборудование, обслуживание, трудозатраты и материалы, и оборудование сокращены по сравнению с традиционными системами подобной пропускной способности.
Более конкретно, такие усовершенствованные устройства и способы предполагают множество функциональных модулей, выполняющих следующие функции в последовательности модулей, подобных или отличающихся модулей, где конкретный модуль является многофункциональным.
Функции включают в себя:
- транспортировку/разматывание отпечатанного бумажного рулона;
- нарезание бумаги полосами и разрезание;
- подборку и сбор листов;
- фальцовку листов;
- транспортировку для сопряжения с вкладышами;
- подачу конверта;
- сопряжение подборки и вкладывание; и
- обработку конверта и выгрузку.
Более конкретно, один или более аспектов изобретения могут предполагать, без ограничения, новое и единственное устройство, и способы для:
(а) направления полотна бумаги или пленки, содержащего отпечатанные штампы, в режущее устройство;
(b) обработку полотна посредством операции разрезания на полосы и поперечного разрезания;
(с) транспортировку и соединение отдельных листов вкладыша;
(d) накопление заданных стопок отдельных листов вкладыша;
(е) направление и транспортировку стопки из отдельных листов вкладыша к секции заполнения конвертов;
(f) транспортировку отдельных конвертов к секции заполнения конвертов;
(g) создание и обработку стопки конвертов до процесса заполнения конвертов; и
(h) обработку отдельного конверта из стопки конвертов и через секцию заполнения конверта.
Хотя совокупности конкретных функций в конкретных модулях являются уникальными совокупностями, изобретение по данному применению заключается в первую очередь в устройстве для транспортировки бумаги и способах, описанных здесь.
Краткое описание чертежей
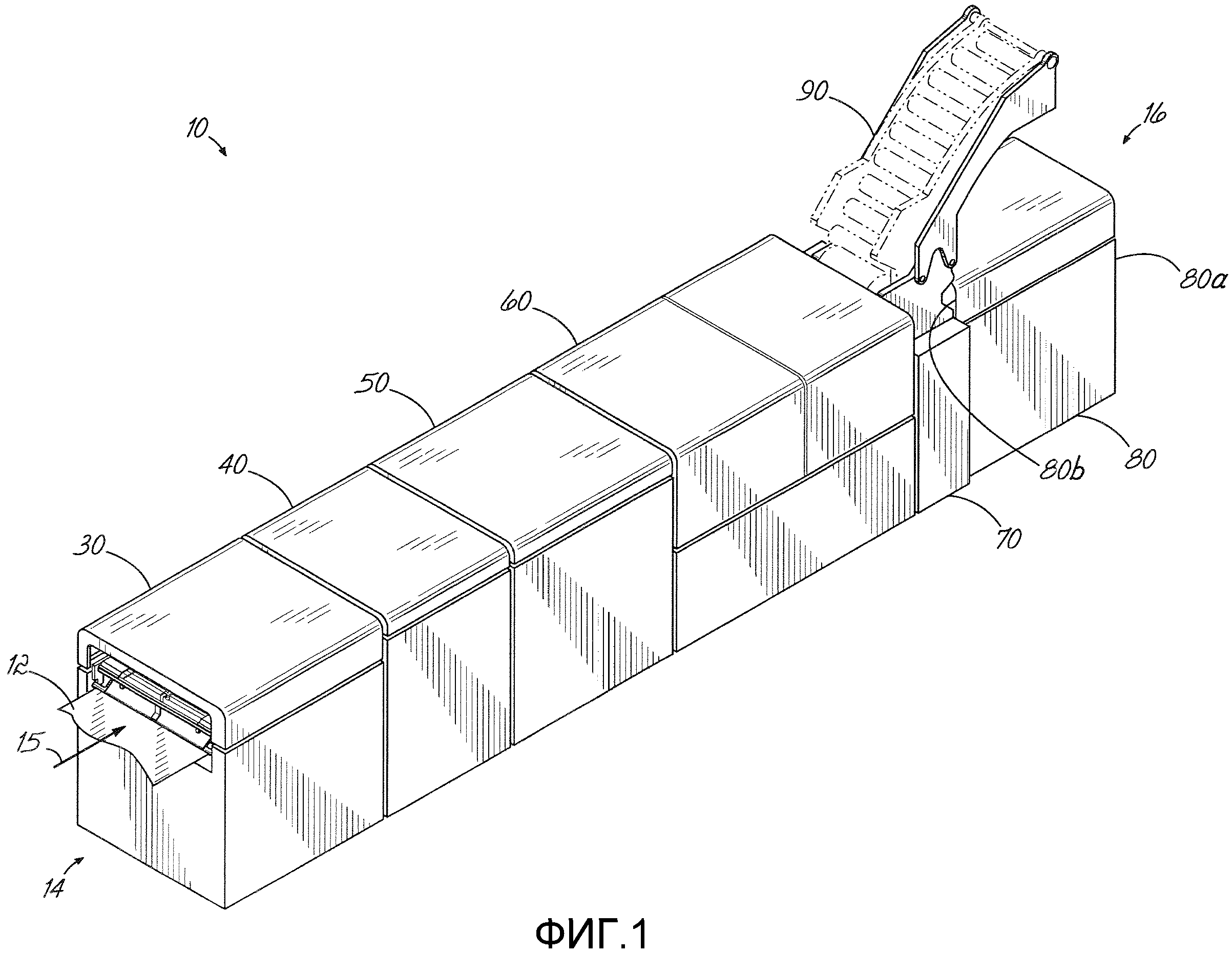
Фиг.1 представляет собой вид в перспективе, иллюстрирующий участок машины для обработки, предназначенной для заполнения конвертов отобранными бумажными или пленочными предметами;
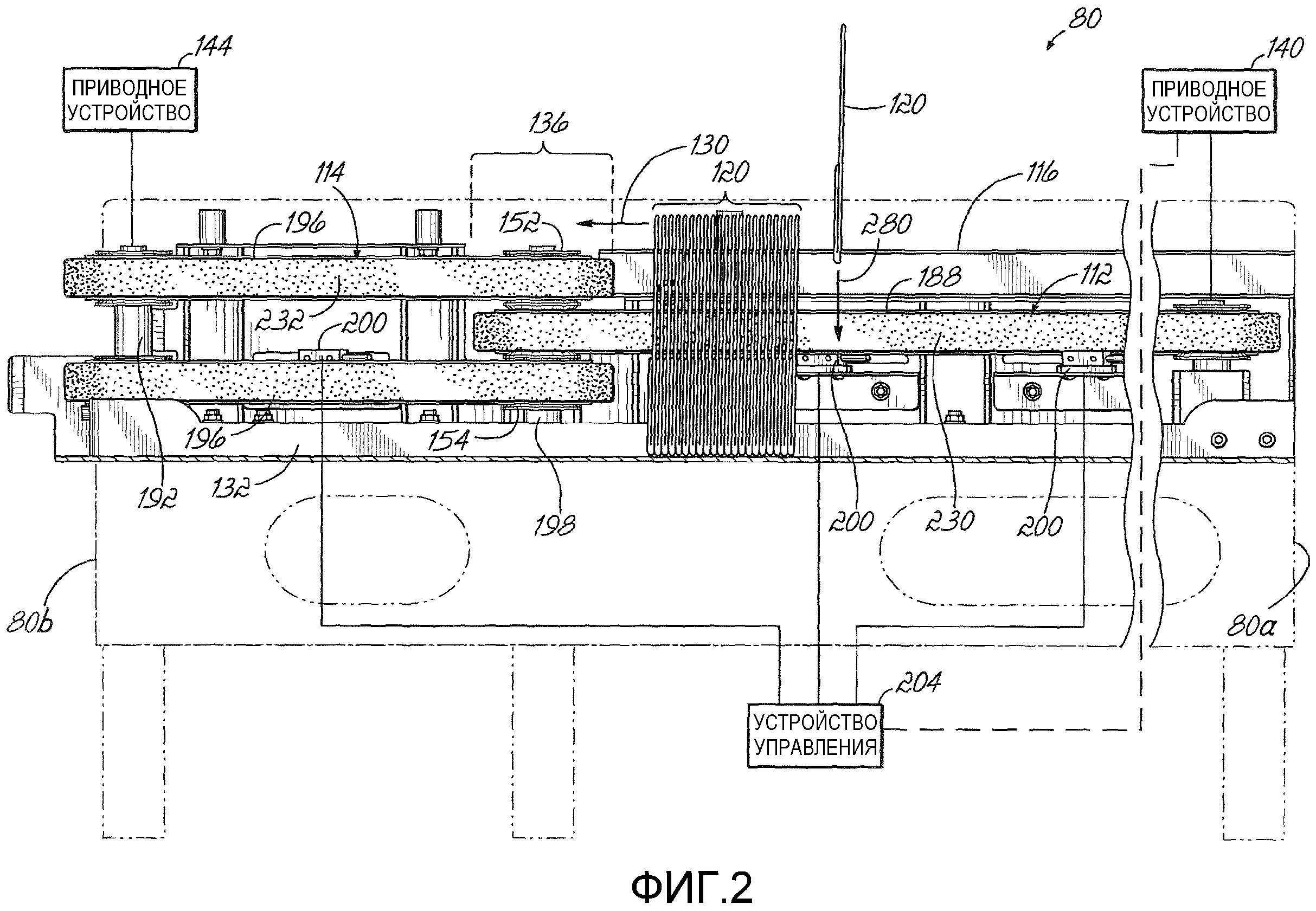
фиг.2 представляет собой вид в разрезе по линии 2-2 на фиг.4А;
фиг.2А представляет собой вид, подобный виду фиг.2, на котором показано альтернативное относительное размещение транспортного модуля;
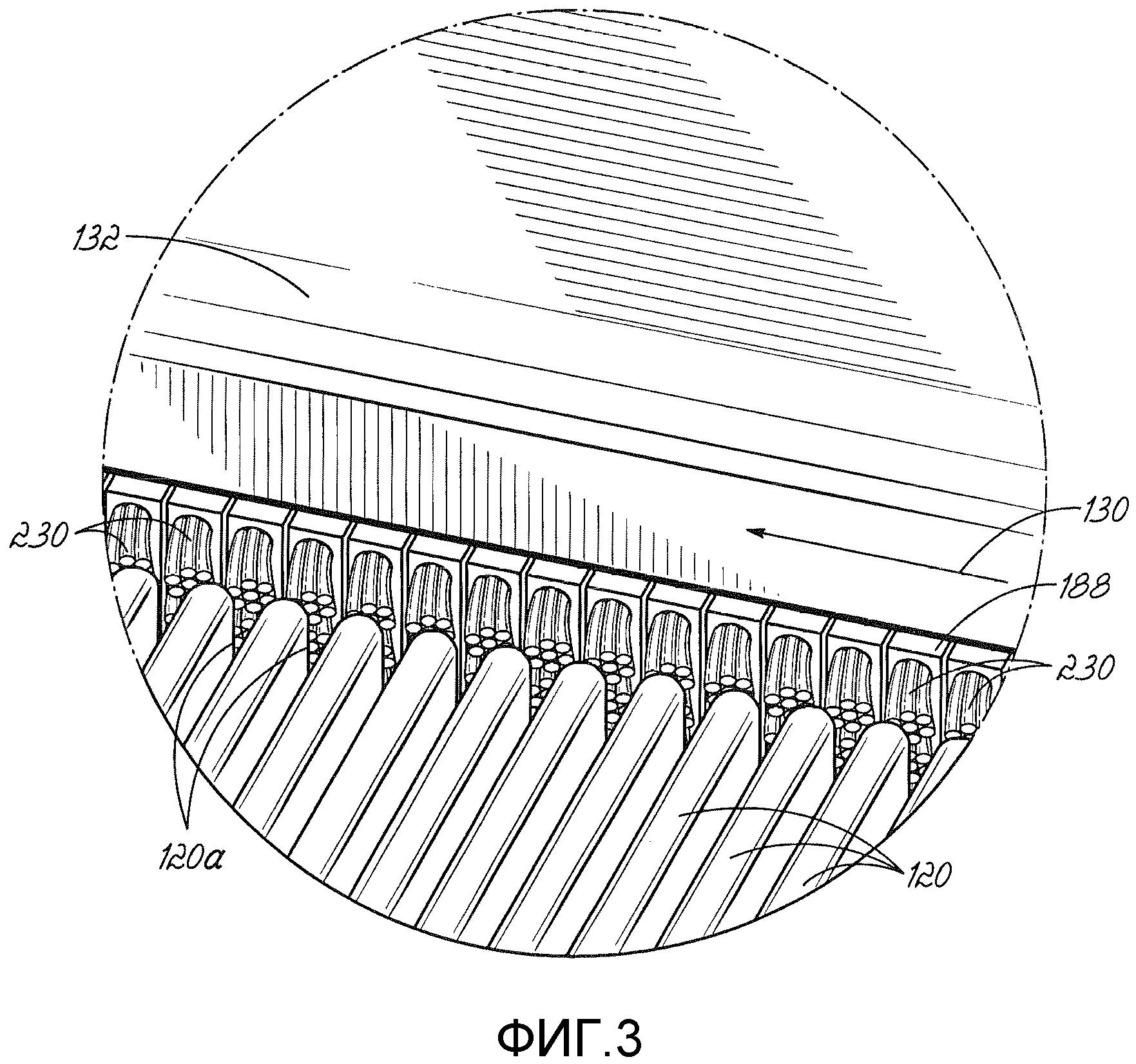
фиг.3 представляет собой увеличенный вид, обведенной кружком зоны 3, на фиг.4А;
фиг.4А представляет собой вид в перспективе участка транспортного модуля машины для обработки фиг.1; и
фиг.4В представляет собой вид в перспективе, подобный фиг.4А, на котором показана приведенная в качестве примера работа транспортного модуля;
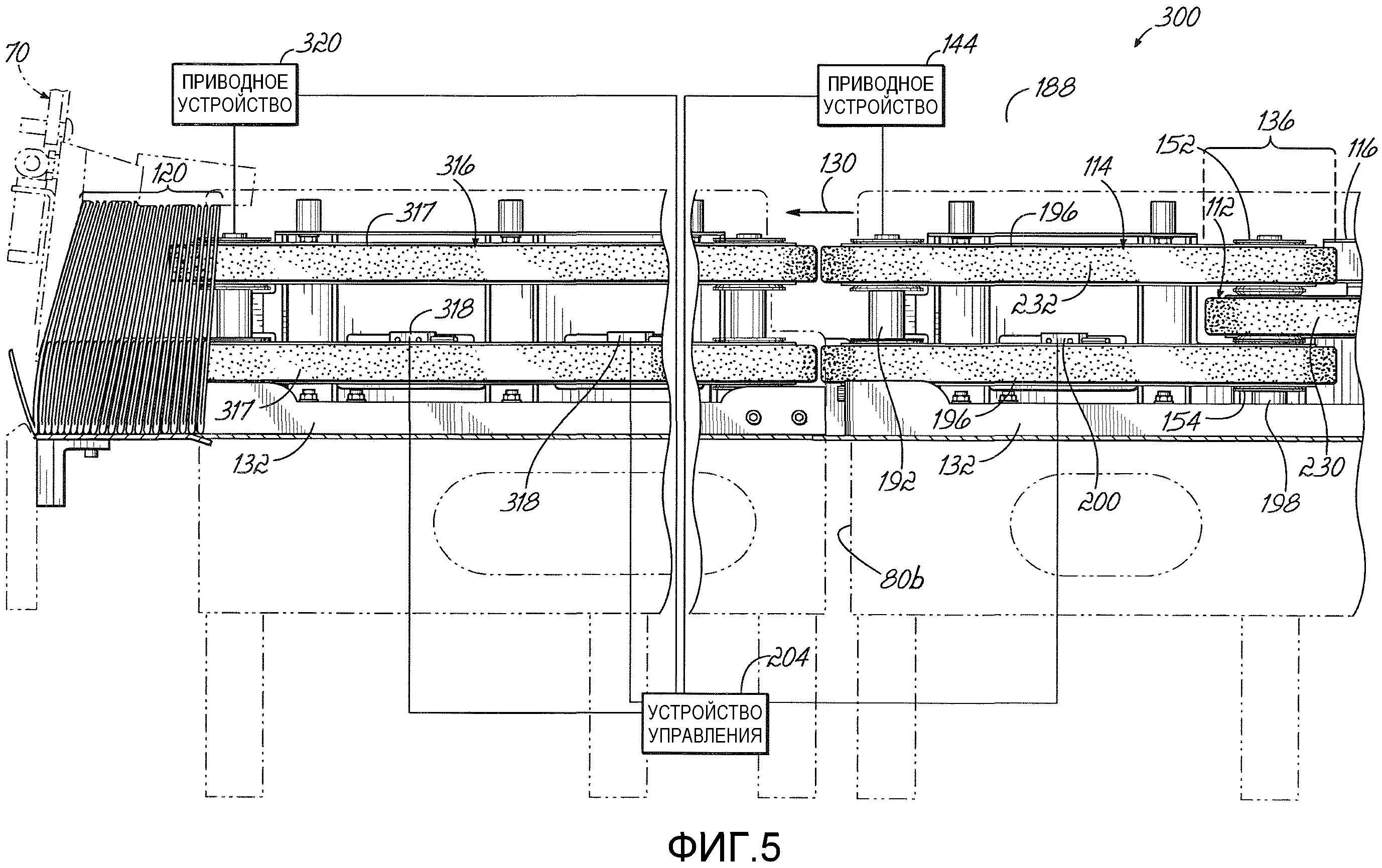
фиг.5 представляет собой вид, подобный фиг.3, на котором показан другой вариант транспортного модуля; и
фиг.6 представляет собой схематичный вид сверху другого варианта транспортного модуля.
Подробное описание изобретения
На чертежах и, более конкретно, на фиг.1 показан участок приведенной в качестве примера машины 10 для обработки, предназначенной для обработки полотна 12 бумаги или пленки. Хотя и не показано, полотно 12, обрабатываемое машиной 10 для обработки, возникает, например, из рулона (не показано) материала, содержащего такое полотно. Рулон в целом связан с первым концом 14 машины 10 для обработки и разматывается известными в технике способами, например путем приведения в действие шпинделя, на котором надет сердечник рулона, или путем взаимодействия поверхности рулона с лентой или подобным устройством. Обычно на полотне 12 предварительно напечатаны штампы в отдельных зонах.
Таким образом, полотно 12 перемещается в продольном направлении, в целом указанном стрелкой 15, через несколько модулей, которые составляют машину 10 для обработки. В приведенном в качестве примера варианте осуществления настоящего изобретения по фиг.1 машина 10 для обработки разрезает материал полотна на отдельные листы (соответствующие «зонам») материала («вкладыши») и подает их в конверты, подаваемые обычно с противоположного конца 16 машины 10 для обработки. Машина 10 для обработки может, кроме того, транспортировать содержащие вкладыши конверты от показанного участка машины 10 для обработки для последующей обработки или выгрузки. Приведенная в качестве примера машина 10 для обработки включает в себя, как отмечено выше, несколько модулей для осуществления различных этапов в обработке полотна и получающихся из него вкладышей, также как и для обработки конвертов. Специалистам в данной области техники должно быть хорошо понятно, что машина 10 для обработки может включать в себя другие модули, в дополнение или вместо тех, которые показаны здесь.
Первым из показанных модулей является, например, модуль 30 резки, относительно проксимальный к первому концу 14 машины 10 для обработки, который разрезает полотно 12 на отдельные предметы, такие как вкладыши (не показаны) для последующей обработки. Модуль 40 для транспортировки контролирует и транспортирует отдельные вкладыши, принятые из модуля резки, и подает их в модуль 50 фальцовки и промежуточного хранения. Модуль 50 может, если это необходимо, формировать стопки из отдельных вкладышей для последующей обработки, например, если назначение производства требует заполнения конвертов вкладышами, образованными более чем одним отдельным листом. Модуль 50 фальцует отдельные листы, если это требуется назначением производства, вдоль продольной оси отдельных вкладышей, расположенных обычно вдоль продольного направления. Кроме того, модуль 50 собирает, подбирает или осуществляет промежуточное хранение наборов отдельных листов в отдельно транспортируемые стопки, если конкретное производство требует этого.
Как опять же видно на фиг.1, модуль 60 ввода принимает вкладыши из модуля 50 фальцовки и промежуточного хранения и объединяет с компонентами из модуля 70 заполнения, чтобы транспортировать вкладыши и подавать их в конверты. Конверты, в свою очередь, транспортируются и подаются к модулю 70 заполнения транспортером 80 для конвертов. Транспортный узел 90 технологически соединен с модулем 70 заполнения и транспортером 80 для конвертов для транспортировки заполненных или наполненных конвертов от показанного участка машины 10 для обработки для последующей обработки или размещения.
На фиг.2 показан участок транспортного модуля 80. Транспортный модуль 80 включает в себя первую пару конвейерных узлов 112 (показан только один), которые расположены напротив друг друга, и вторую пару конвейерных узлов 114 (показан только один), также расположенных напротив друг друга, и которые взаимодействуют, чтобы транспортировать конверты 120 в направлении перемещения 130 в целом в вертикальной ориентации. Используемый здесь термин «вертикальный», когда он используется для описания ориентации конвертов 120, не предназначен быть ограничивающим, но приведен только в качестве примера. Поэтому этот термин предназначен для применения к отклонениям от вертикальной ориентации и при этом он все же подпадает под объем настоящего описания.
Рама 132 модуля 80 несет конвейерные узлы 112, 114, также как и комплект направляющих рельсов 116 и нижнюю поверхность или пол 118 (фиг.4А-4В), которая направляет и поддерживает конверты 120. В этом приведенном в качестве примера варианте осуществления настоящего изобретения направление перемещения 130 является противоположным продольному направлению (стрелка 15 на фиг.1), хотя это является скорее только примером, нежели ограничением. Поэтому, с этой целью, направление перемещения, определенное транспортным модулем 80, может вместо этого быть поперечным или, в альтернативном варианте, параллельным продольному направлению (стрелка 15), поскольку направление перемещения транспортирует конверты 120 по направлению к операции заполнения, которая выполняется модулем 70 заполнения.
Первая и вторая пара конвейерных узлов приводятся в действие с помощью соответствующих, схематично изображенных приводных устройств 140, 144, которые, например, могут включать в себя серво устройства (не показаны). Хотя в этом варианте осуществления настоящего изобретения схематично показано два независимых приводных устройства 140, 144, понятно, что единичное приводное устройство может приводить в действие обе пары конвейерных узлов 112, 114 при условии, что такое приводное устройство обеспечивает независимое перемещение первой и второй пар конвейерных узлов 112, 114 относительно друг друга.
Как видно на фиг.2 и 2А, вторая пара конвейерных узлов 114 расположена в целом ниже по ходу в направлении перемещения 130 от первой пары конвейерных узлов 112. Более конкретно, первая пара конвейерных узлов 112 продолжается в целом от расположенного выше по ходу конца 80а (фиг.1) модуля 80 до внутреннего участка модуля 80, в то время как вторая пара конвейерных узлов 114 продолжается в целом от противоположного, расположенного ниже по ходу, конца 80b ко внутреннему участку модуля 80. Предполагается, что одна или обе пары конвейерных узлов 112, 114 могут в альтернативном варианте продолжаться в прилегающие модули. Например, но без ограничений, вторая пара конвейерных узлов 114 может продолжаться в набивочный модуль 70 (как показано в альтернативном варианте осуществления настоящего изобретения на фиг.2А). Продолжение первой и второй пар конвейерных узлов 112, 114 по данному, приведенному в качестве примера, варианту осуществления настоящего изобретения во внутренний участок модуля 80 является таковым, что они образуют между собой область 136 перекрытия, имея соответствующим образом выбранное расстояние. В альтернативном варианте предполагается, что между первой и второй парами конвейерных узлов 112, 114 может не быть никаких областей перекрытия.
Области 136 перекрытия между первой и второй парами конвейерных узлов 112, 114 способствует вертикальная компоновка этих двух пар узлов 112, 114. Более конкретно, в данном варианте осуществления настоящего изобретения первая пара конвейерных узлов 112 размещена на первой горизонтальной плоскости, которая находится ниже относительно второй горизонтальной плоскости, связанной со второй парой конвейерных узлов 114. Используемые здесь термины «горизонтальный», «вертикальный», «вверх», «вниз», «верхний», «нижний» и их производные относятся к приведенным в качестве примеров ориентациям чертежей и поэтому не предназначены быть ограничивающими.
Как видно на фиг.2 и 2А, и как описано выше, первая и вторая пары конвейерных узлов 112, 114 приводятся в действие одним или более приводным устройством 140, 144. С этой целью в данном конкретном варианте осуществления настоящего изобретения приводное устройство 140 технологически соединено с приводным валом 186 (показан штрихпунктирными линиями), размещенным проксимально к расположенному выше по ходу концу 80а модуля 80, и приводит в действие ленту 188 одного из первой пары конвейерных узлов 112. Подобным образом, приводное устройство 144 технологически соединено со вторым приводным валом 192, проксимальным к расположенному ниже по ходу концу 80b, и приводит в действие комплект вторых лент 196 одного из второй пары конвейерных узлов 114. Ленты 188, 196 поддерживаются во внутреннем участке модуля 80 с помощью набора коаксиальных поддерживающих роликов 152, 154, соединенных с рамой 132 посредством общего вала 198. Соответственно приводные валы 186, 192 и коаксиальные поддерживающие ролики 152, 154 образуют в целом замкнутую траекторию перемещения для каждой из лент 188, 196.
Как описано выше, приводные устройства 140, 144 позволяют управлять перемещением первой и второй пар конвейерных узлов 112, 114 независимо друг от друга. С этой целью поддерживающие ролики 152, 154 хотя и установлены на общем валу 198, выполнены с возможностью вращения независимо друг от друга, например, на разных скоростях. Соответственно ленты 188, 196 могут перемещаться в направлении перемещения 130 на скоростях, которые отличаются друг от друга, посредством этого позволяя первой и второй парам конвейерных узлов 112, 114 удерживать конверты 120 соответственно на первой и второй скоростях, которые также отличаются друг от друга или по существу равны друг другу.
Как опять же показано на фиг.2, множество датчиков 200 расположены вдоль направления перемещения, например под каждой из лент 188, 196 первой и второй пар конвейерных узлов 112, 114. Датчики 200, которые могут быть, например, датчиками светочувствительного типа, технологически соединены со схематично изображенным устройством 204 управления модуля 80, чтобы обеспечить, как пояснено более подробно ниже, постоянный поток конвертов 200 к набивочному модулю 70, независимо от зазоров между конвертами 120.
Хотя приведенные на чертежах в качестве примеров варианты осуществления настоящего изобретения включают в себя пару лент 196, образующих вторую пару конвейерных узлов 112, предполагается, что только такая лента 196 или ленты в любом другом количестве могут быть представлены и все еще подпадают под объем настоящего описания.
На фиг.3 показан увеличенный вид приведенного в качестве примера участка конвейерного узла первой пары конвейерных узлов 112. Предполагается, что конструкция, показанная на фиг.3, может, дополнительно или в альтернативном варианте, быть применена к одному или обоим конвейерным узлам второй пары конвейерных узлов 114. В данном варианте осуществления настоящего изобретения множество отклоняемых элементов в виде щетинок 230 продолжаются от поверхности ленты 188 по направлению к пространству, выполненному для конвертов 120. Используемый здесь термин «отклоняемые элементы» и его производные относятся к сплошной или твердой структурам, которые изгибаются или сгибаются под действием силы. Соответственно, хотя в этом варианте осуществления настоящего изобретения показаны отклоняемые элементы в виде щетинок, предполагается, что в альтернативном варианте они могут принимать другие формы, такие как, в том числе, гибкие полоски.
Как видно на фиг.4А-4В, пара двигателей 240 (фиг.4В) технологически соединена с каждым из конвейерных узлов 112а, 112b, образуя первую пару конвейерных узлов 112, чтобы обеспечить размещение конвертов 120, имеющих различную ширину. Двигатели 240 могут быть, например, шаговыми двигателями, такими как модель HRA08C, поставляемая Sick Stegmann GmbH, членом группы Sick AG Group of Waldkirch, Германия. Двигатели 240 взаимодействует с вертикальными ходовыми винтами (не показаны), чтобы выборочно перемещать конвейерные узлы 112а, 112b внутрь (то есть по направлению друг к другу) и наружу (то есть по направлению друг от друга) вдоль направления стрелки 242 (фиг.4В). С этой целью, например, оба конвейерных узла 112а, 112b могут быть выборочно и/или автоматически перемещены внутрь, чтобы разместить конверт 120 относительно малой ширины, посредством этого обеспечивая зацепление конвертов щетинками 230. В альтернативном варианте предполагается, что только один из конвейерных узлов 114а, 114b может быть выполнен с возможностью перемещения внутрь или наружу относительно другого конвейерного узла. Также предполагается, что конвейерные узлы 112а, 112b вместо этого могут иметь зафиксированные относительно друг друга положения, и поэтому включать в себя другое устройство, чтобы облегчить вхождение в зацепление с конвертами 120, имеющими разную ширину, или совсем не иметь такого устройства. Используемый здесь в отношении конвертов 120 термин «ширина» относится к размеру конвертов 120 в целом вдоль направления стрелки 242.
Хотя приведенный в качестве примера вариант осуществления настоящего изобретения на чертежах включает в себя пару двигателей 240, каждый из которых управляет перемещением одного из конвейерных узлов 112а, 112b, предполагается, что единичный двигатель 240 или, в альтернативном варианте, любое количество двигателей могут управлять одним или обоими конвейерными узлами 112а, 112b. Также предполагается, что один или оба конвейерных узла 114а, 114b, образующих вторую пару конвейерных узлов 114, могут быть выполнены с возможностью перемещения внутрь или наружу, чтобы размещать конверты 120 разной ширины.
Щетинки 230 изготовлены из соответствующего гибкого материала, такого как, например, нейлон, так что они могут изгибаться и вследствие этого вмещать конверты 120 различной толщины, вставленные между щетинками 230. Кроме того, материал, из которого изготовлены щетинки 230, выбирают так, чтобы он имел некоторую степень прочности и с возможностью плотного прижатия к боковым кромкам 120а конвертов 120, чтобы посредством этого удерживать конверты 120 в целом в вертикальной ориентации. Характеристики гибкости и прочности щетинок 230, кроме того, позволяют перемещать конверты 120 в направлении 130 перемещения, когда лента 188 перемещается в том же направлении, одновременно минимизируя вероятность повреждения конвертов 120. Соответственно щетинки 230 перемещают конверты 120 по направлению ко второй паре конвейерных узлов 114 (фиг.2).
Как опять же показано на фиг.2, щетинки 230, схематично представленные на этом чертеже точечным изображением, обеспечивают вкладывание конвертов 120 в целом в вертикальной ориентации, например, путем скольжения конвертов 120 между щетинками 230 в направлении стрелки 280 (например, поперечно направлению перемещения 130). Поэтому, с этой целью, конверты 120 могут быть вставлены между щетинками 230 первой пары конвейерных узлов 112 в целом в верхней ориентации. При работе, конверты 120 переносятся первой парой конвейерных узлов 112, когда они перемещаются в направлении 130 перемещения, и последовательно переносятся от первой пары конвейерных узлов 112 ко второй паре конвейерных узлов 114 в области перекрытия 136. С этой целью, в данном приведенном в качестве примера варианте осуществления настоящего изобретения, ленты 196 второй пары конвейерных узлов 114 снабжены щетинками 232, которые могут быть того же типа и/или компоновки, что и щетинки 230 первой пары конвейерных узлов 112, или любого другого типа и/или компоновки. Кроме того, в данном варианте осуществления настоящего изобретения, ленты 196 второй пары конвейерных узлов 114 снабжены щетинками 323, подобными щетинкам 230 первой пары конвейерных узлов 112.
Во время переноса конвертов 120 от первой пары конвейерных узлов 112 ко второй паре конвейерных узлов 114 щетинки 232 второй пары конвейерных узлов 114 изгибаются в направлении перемещения (то есть по направлению к расположенному ниже по ходу концу 80b модуля 80), чтобы обеспечить конвертам 120 возможность вхождения в зацепление между множеством щетинок 232. Будучи зацепленными, конверты 120 переносятся в направлении перемещения 130 с помощью щетинок 232 по направлению к расположенному ниже по ходу концу 80b и, в данном конкретном варианте осуществления настоящего изобретения, по направлению к модулю 70 заполнения. Во время перемещения конвертов 120 через область перекрытия 310 конверты 120 переносятся одновременно щетинками 230 и 232. Конверты 120 транспортируются и переносятся второй парой конвейерных узлов 114 в целом в вертикальной ориентации.
На фиг.4А-4В также проиллюстрирована приведенная в качестве примера работа транспортного модуля 80 для конвертов. На фиг.4А, в частности, изображено наличие зазора 310 ниже по ходу от переднего конверта 120f из стопки конвертов 120, переносимой первой парой конвейерных узлов 112. Один или более датчиков 200 (фиг.2) обнаруживают зазор 310. Например, но без ограничений, датчик 200 может включать в себя светоизлучающий компонент и взаимодействующий светопринимающий компонент, так что только при отсутствии конверта или группы конвертов 120 свет принимается светопринимающим компонентом, за счет этого инициируя сигнал. В этом случае сигнал может быть послан на устройство 204 управления.
Устройство 204 управления технологически соединено с приводным устройством 140, управляющим перемещением первой пары конвейерных узлов 112. С этой целью, когда устройство 204 управления принимает сигнал, связанный с обнаружением датчиком 200 зазора 310, устройство 204 управления ускоряет перемещение лент 188 и щетинок 230 первой пары конвейерных узлов 112. Это ускорение приводит к тому, что первая пара конвейерных узлов 112 перемещается в направлении 130 перемещения с первой скоростью, которая больше по отношению ко второй скорости, связанной со второй парой конвейерных узлов 114. Это ускорение может закрыть зазор 310, обнаруженный датчиком (датчиками) 200. Как только датчик (датчики) 200 больше не обнаруживают зазор 310, устройство 204 управления может замедлить первую пару конвейерных узлов 112, чтобы посредством этого заставить первую и вторую пары конвейерных узлов 112 и 114 перемещаться по существу с равными скоростями по отношению друг к другу. В данном приведенном в качестве примера варианте осуществления настоящего изобретения возможность обеспечить минимизацию или даже закрытие зазора 310 устраняет необходимость для пользователя постоянно подавать конверты к первой паре конвейерных узлов 112 без зазоров или прерываний.
Продолжая ссылаться на фиг.4A-4B и с дополнительной ссылкой на фиг.3, следует отметить, что гибкость щетинок 230 первой пары конвейерных узлов 112 позволяет щетинками 230 изгибаться в направлении, противоположном направлению 130 перемещения. Более конкретно, перемещение первой пары конвейерных узлов 112 в направлении перемещения 130 может требовать контакта между щетинками 230 и конвертами 120, удерживаемыми второй парой конвейерных узлов 114, в области 136 перекрытия. С этой целью, первая пара конвейерных узлов 112 перемещается относительно конвертов 120, удерживаемых второй парой конвейерных узлов, что облегчается за счет изгибания щетинок 230 в направлении, противоположном направлению перемещения 130, захватным образом.
Как видно, на фиг.5, на которой подобные ссылочные позиции относятся к подобным признакам на фиг.1-4 В, показан другой вариант устройства 300 для транспортировки конвертов. Устройство 300 для транспортировки включает в себя, в дополнение к первой и второй парам конвейерных узлов 112, 114, третью пару конвейерных узлов 316, расположенную ниже по ходу, в направлении перемещения (стрелка 130), от второй пары конвейерных узлов 114. В этом конкретном варианте осуществления настоящего изобретения третья пара конвейерных узлов 316 включает в себя пару лент 317, в целом параллельных и в целом опирающихся на ленты 196 второй пары конвейерных узлов 114. Ленты 317 могут быть подобны лентам 196 и, следовательно, могут включать в себя отклоняемые элементы, такие как щетинки. Предполагается, что третья пара конвейерных узлов 316 может включать в себя единичную ленту или ленты в любом количестве, отличном от двух, изображенных здесь. Перенос конвертов 120 от второй пары 114 к третьей паре конвейерных узлов 316 поддерживает конверты в целом в вертикальной ориентации. Кроме того, третья пара конвейерных узлов 316 в данном приведенном в качестве примера варианте осуществления настоящего изобретения продолжается в модуль 70 вкладывания или заполнения (показан штрихпунктирной линией).
Третья пара конвейерных узлов 316 приводится в действие приводным устройством 320, технологически соединенным с устройством 204 управления, хотя предполагается, что третья пара конвейерных узлов 316 вместо этого может быть приведена в действие одним из приводных устройств 140, 144, соединенным с первой и второй парами конвейерных узлов 112, 114. Приводное устройство 320 обеспечивает управляющее перемещение третьей пары конвейерных узлов 316, независимо от первой и второй пар конвейерных узлов 112, 114. С этой целью, например, третья пара конвейерных узлов 316 может быть выборочно приведена в действие со скоростями, которые отличаются от скоростей, связанных с первой и/или второй парами конвейерных узлов 112, 114.
Множество датчиков 318 соединены с третьей парой конвейерных узлов 315 и подобны по относительному расположению, типу, конструкции и/или функциям датчикам 200, связанными с первой и второй парами конвейерных узлов 112, 114, описание которых может быть использовано также и для понимания датчика (датчиков) 318. Датчики 318 выполнены с возможностью обнаружения любых зазоров, расположенных выше по ходу от группы конвертов 120, переносимых третьей парой конвейерных узлов 316. Когда устройство 204 управления принимает сигнал, связанный с обнаружением датчиком 318 такого зазора, устройство 204 управления ускоряет перемещение лент 196 второй пары конвейерных узлов 114. Это ускорение приводит к перемещению второй пары конвейерных узлов 114 в направлении 130 перемещения со второй скоростью, которая больше по отношению к третьей скорости, связанной с третьей парой конвейерных узлов 316. Это ускорение может закрыть зазор, обнаруженный датчиком (датчиками) 318.
Как только датчик (датчики) 318 больше не обнаруживают зазор, устройство 204 управления замедляет вторую пару конвейерных узлов 114, чтобы посредством этого заставить вторую и третью пары конвейерных узлов 114, 316 перемещаться с по существу равными скоростями по отношению друг к другу. Возможность в данном приведенном в качестве примера варианте осуществления настоящего изобретения обеспечить минимизацию или даже закрытие зазора, расположенного выше по ходу от конвертов 120, переносимых третьей парой конвейерных узлов 316, устраняет необходимость для второй пары конвейерных узлов 114 иметь постоянный поток конвертов 120, то есть поток без зазоров или прерываний.
На фиг.6, на которой подобные ссылочные позиции относятся к подобным признакам на фиг.1-5, показан другой вариант осуществления устройства 400 для транспортировки конвертов. Устройство 400 для транспортировки конвертов подобно устройству 300 для транспортировки конвертов согласно фиг.5, описание которого может быть отнесено к нему для понимания также и устройства 300 для транспортировки конвертов. Устройство 400 для транспортировки конвертов включает в себя вторую пару конвейерных узлов 114, ориентированных под углом поперечно к третьей паре конвейерных узлов 316, и поэтому поперечно к направлению перемещения (стрелка 130), связанному с третьей парой конвейерных узлов 316. В данном конкретном варианте осуществления настоящего изобретения вторая и третья пары конвейерных узлов 114, 316 ориентированы в общем под прямым углом друг к другу, хотя это является только иллюстрацией описанной выше поперечной ориентации, и поэтому не имеет ограничивающий характер. Схематично изображенная секция 404 перехода технологически соединена со второй и третьей парой конвейерных узлов 114, 316 и выполнена с возможностью изъятия конвертов 120 из второй пары 114, их переориентировки и их переноса на третью пару конвейерных узлов 316. Соответственно секция 404 перехода переносит конверты 120 со второй пары конвейерных узлов 114 на третью пару конвейерных узлов 316.
Хотя настоящее изобретение было проиллюстрировано с помощью описания различных вариантов осуществления настоящего изобретения, и хотя эти варианты осуществления настоящего изобретения были описаны достаточно подробно, это не предполагает ограничивать или каким-либо путем лимитировать объем приложенной формулы изобретения до подобных подробностей.
Например, и среди прочего, другие альтернативные конструкции могут замещать щетинки 230, 232, при условии, что они обеспечивают способность входить в зацепление с конвертами и переносить их в вертикальной ориентации. Например, но без ограничений, подобные конструкции могут быть в виде гибких створок. Дополнительные преимущества и модификации должны быть хорошо понятны специалистам. Поэтому изобретение в своих самых широких аспектах не ограничено конкретными деталями, представляющими устройство и способ, а также показанными и описанными иллюстративными примерами. Соответственно можно выйти за эти подробности, не выходя за рамки сущности или объема общего изобретательского замысла.
Реферат
Изобретение относится к области транспортировки и может использоваться для перемещения конвертов в целом в вертикальной ориентации. Устройство для транспортировки конвертов содержит две пары конвейерных узлов. По меньшей мере, одна из пар конвейерных узлов имеет отклоняемые элементы. Отклоняемые элементы предназначены для вхождения в зацепление с боковыми кромками конвертов. Участок одной пары конвейерных узлов перекрывает вторую пару конвейерных узлов. Способ транспортировки конвертов характеризуется тем, что помещают конверт между первым комплектом отклоняемых элементов. Перемещают первый комплект отклоняемых элементов. Переносят конверт ко второму комплекту отклоняемых элементов. Перемещают второй комплект отклоняемых элементов. Обеспечивается возможность перемещения конвертов с зазором между конвертами, иногда прерывая поток конвертов. 4 н. и 21 з.п. ф-лы, 8 ил.
Формула
первую пару конвейерных узлов, расположенных напротив друг друга и выполненных с возможностью вхождения в зацепление с боковыми кромками конвертов, причем упомянутая первая пара конвейерных узлов выполнена с возможностью перемещения конвертов в направлении перемещения, и
вторую пару конвейерных узлов, размещенных напротив друг друга и расположенных ниже по ходу от упомянутой первой пары конвейерных узлов в направлении перемещения, причем упомянутая вторая пара конвейерных узлов выполнена с возможностью перемещения конвертов в направлении перемещения независимо от упомянутой первой пары конвейерных узлов;
при этом по меньшей мере одна из первой или второй пар конвейерных узлов включает в себя отклоняемые элементы для вхождения в зацепление с боковыми кромками конвертов, и
по меньшей мере участок упомянутой первой пары конвейерных узлов перекрывает упомянутую вторую пару конвейерных узлов в направлении перемещения.
приводное устройство для приведения в действие упомянутой первой пары конвейерных узлов; и
по меньшей мере один датчик, технологически связанный с упомянутым приводным устройством и выполненный с возможностью обнаружения зазора перед первым конвертом, переносимым упомянутой первой парой конвейерных узлов в направлении перемещения, и направления соответствующего сигнала на приводное устройство;
при этом упомянутое приводное устройство отвечает на упомянутый сигнал, чтобы продвигать вперед упомянутую первую пару конвейерных узлов и перемещать первый конверт с первой скоростью, которая больше, чем вторая скорость, связанная со второй парой конвейерных узлов.
двигатель, технологически соединенный по меньшей мере с одной из упомянутых первой или второй пар конвейерных узлов для перемещения по меньшей мере их участка в ответ на ширину конвертов.
третью пару конвейерных узлов, размещенных напротив друг друга и расположенных ниже по ходу от упомянутой второй пары конвейерных узлов в направлении перемещения, при этом упомянутая третья пара конвейерных узлов выполнена с возможностью перемещения конверта независимо от упомянутой второй пары конвейерных узлов.
первую пару конвейерных узлов, расположенных напротив друг друга и включающих отклоняемые элементы для вхождения в зацепление с боковыми кромками конвертов, причем упомянутая первая пара конвейерных узлов выполнена с возможностью перемещения конвертов в направлении перемещения,
вторую пару конвейерных узлов, размещенных напротив друг друга, включающих отклоняемые элементы для вхождения в зацепление с боковыми кромками конвертов и расположенных ниже по ходу от упомянутой первой пары конвейерных узлов в направлении перемещения, причем упомянутая вторая пара конвейерных узлов выполнена с возможностью перемещения конвертов в направлении перемещения независимо от упомянутой первой пары конвейерных узлов;
приводное устройство для приведения в действие упомянутой первой пары конвейерных узлов; и
по меньшей мере один датчик, технологически связанный с упомянутым приводным устройством и выполненный с возможностью обнаружения зазора перед первым конвертом, переносимым упомянутой первой парой конвейерных узлов в направлении перемещения, при этом упомянутое приводное устройство отвечает на сигнал, полученный от упомянутого по меньшей мере одного датчика, чтобы ускорить первый конверт и посредством этого закрыть зазор, обнаруженный упомянутым по меньшей мере одним датчиком.
транспортное устройство для транспортировки конвертов к заполняющему устройству в направлении перемещения, причем упомянутое транспортное устройство включает в себя:
(a) первую пару конвейерных узлов, расположенных напротив друг друга и выполненных с возможностью вхождения в зацепление с боковыми кромками конвертов, при этом упомянутая первая пара конвейерных узлов выполнена с возможностью перемещения конвертов в направлении перемещения, и
(b) вторую пару конвейерных узлов, расположенных напротив друг друга и размещенных ниже по ходу от упомянутой первой пары конвейерных узлов в направлении перемещения, при этом упомянутая вторая пара конвейерных узлов выполнена с возможностью перемещения конвертов в направлении перемещения независимо от упомянутой первой пары конвейерных узлов.
скольжение конверта в целом в вертикальной ориентации между первым комплектом отклоняемых элементов, входящих в зацепление с противоположными боковыми кромками конверта;
перемещение отклоняемых элементов, чтобы посредством этого перемещать конверт в направлении перемещения;
перенос конверта в целом в вертикальной ориентации ко второму комплекту отклоняемых элементов, и
перемещение второго комплекта отклоняемых элементов независимо от первого комплекта отклоняемых элементов, чтобы посредством этого перемещать конверт в направлении перемещения.
изгибание отклоняемых элементов первого комплекта в ответ на толщину конверта.
обнаружение зазора перед конвертом в направлении перемещения; и
ускорение перемещения первого комплекта отклоняемых элементов в направлении перемещения в ответ на обнаружение зазора.
одновременное вхождение в зацепление конверта с первым и вторым комплектами отклоняемых элементов.
перемещение первого комплекта отклоняемых элементов относительно конверта, удерживаемого вторым комплектом отклоняемых элементов.
перемещение отклоняемых элементов к конверту в ответ на ширину конверта.
Комментарии