Способ и устройство для манипулирования сведенными в пачки пакетами - RU2593309C2
Код документа: RU2593309C2
Чертежи










Описание
Изобретение относится к способу манипулирования сведенными в пачки пакетами, прежде всего викет-пакетами, и для подачи пакетов к упаковочной машине согласно ограничительной части п.п. 1 и 5 формулы изобретения. Помимо этого изобретение относится к соответствующему устройству согласно ограничительной части п.п. 7 и 12 формулы изобретения.
Прежде всего, при упаковке гигиенических продуктов, таких как пеленки или женские гигиенические прокладки, продукты упаковываются в так называемые викет-пакеты. Такого рода пакеты отличаются тем, что пакеты имеют в верхней области отверстия для манипулирования пакетами.
На практике пачки из пакетов подаются одна за другой оператором упаковочной машины вручную. При этом пачки могут, например, насаживаться отверстиями пакетов на приемные штыри транспортера упаковочной машины.
Недостаток данного способа действий состоит в том, что при ручной подаче пачек скорость упаковочной машины ограничена, так как оператор может укладывать пачки только во время кратковременных остановок соответствующего транспортера. При соответственно высоких производственных скоростях упаковочной машины время остановки транспортера является соответственно коротким, так что оператор быстро доходит до предела своей производительности.
Исходя из этого, в основе изобретения находится задача предоставления способов и устройств названного ранее типа, которые обеспечивают надлежащий подвод пакетов даже при высоких производственных скоростях упаковочной машины.
Для решения данной задачи соответствующий изобретению способ имеет признаки п. 1 формулы изобретения. В соответствии с этим предусмотрено, что:
- пакеты в нескольких пачках подготавливаются в соотнесенном с упаковочной машиной магазине,
- пачки расположены соответственно на держателях пакетов таким образом, что держатели пакетов простираются через отверстия для подвешивания пакетов,
- держатели пакетов с расположенными таким образом пакетами подводятся из магазина к упаковочной машине,
- пачки передаются держателями пакетов непосредственно на соответственно расположенные приемные штыри приводимого в действие в тактовом режиме транспортировочного устройства упаковочной машины и в последующем загружаются в упаковочной машине.
Данное решение имеет преимущество, заключающееся в том, что пачки подводятся к упаковочной машине автоматически. Благодаря машинному подводу возможна также реализация очень коротких продолжительностей остановок в зоне транспортировочного устройства. Прежде всего, может быть осуществлена подготовка пакетов в магазине независимо от продолжительностей остановок транспортировочного устройства.
Альтернативное решение или же альтернативный магазин является предметом п. 5 формулы изобретения. В соответствии с ним предусмотрено, что:
- пакеты в нескольких пачках подготавливаются в соотнесенном с упаковочной машиной каруселеобразном магазине,
- пачки расположены на креплениях пакетов магазина, причем на одном уровне магазина расположено, преимущественным образом, несколько креплений пакетов, и причем магазин, помимо этого, имеет, преимущественным образом, несколько уровней с креплениями пакетов,
- посредством относительного перемещения магазина пакеты на креплениях пакетов магазина удерживают наготове один за другим для передачи на подающий транспортер, который передает пакеты на приемные штыри приводимого в действие в тактовом режиме транспортировочного устройства упаковочной машины, в которой пакеты в последующем загружаются.
Другие подробности и предпочтительные формы выполнения соответствующего изобретению способа вытекают из зависимых пунктов формулы изобретения и описания в остальном.
Согласно предпочтительному усовершенствованию способа предусмотрено, что перед передачей на приемные штыри транспортировочного устройства пакеты выглаживаются преимущественным образом так, чтобы пачки, вися на держателях пакетов, протягивались над находящимся на пути транспортировки пакетов органом, прежде всего рампой, и при этом выглаживались. Таким образом можно простым способом противодействовать образованию складок на пакетах.
В предпочтительной форме выполнения изобретения предусмотрено, что держатели пакетов расположены с возможностью перемещения вдоль направляющих средств, прежде всего ходовых рельсов, причем направляющие средства, по меньшей мере, участками расположены под наклоном в направлении упаковочной машины так, что держатели пакетов с пакетами перемещаются вдоль направляющих средств в направлении упаковочной машины под действием силы тяжести, и что, по меньшей мере, в зоне транспортировочного устройства держатели пакетов посредством транспортировочного органа, прежде всего захватной цепи, перемещаются вдоль направляющих средств в направлении приемных штырей и соответственно позиционируются над ними для передачи пачек. В зоне транспортировки под действием силы тяжести держатели пакетов преимущественным образом располагаются или же транспортируются по существу в уплотненном состоянии, а затем разъединяются и транспортируются посредством транспортировочного органа, прежде всего посредством захватов захватной цепи, на расстоянии друг от друга.
Имеется особенность в отношении передачи пачек на транспортировочное устройство. Здесь, преимущественным образом, предусмотрено, что, преимущественным образом, крючковидные держатели пакетов позиционируются свободным концом на верхних свободных концах отвесных приемных штырей, причем пакеты покоятся нижней стороной по меньшей мере на одном расположенном на пути транспортировки пакета опорном средстве, прежде всего на двух поворотных рычагах, и что по меньшей мере одно опорное средство выдвигается из зоны пакетов для передачи пакетов на приемные штыри, преимущественным образом посредством бокового поворачивания поворотных рычагов.
Для того чтобы обеспечить надлежащий перевод пачек на приемные штыри, может быть предусмотрено, что, преимущественным образом, свободные концы держателей пакетов при подводе к приемным штырям направляются к приемным штырям, прежде всего в пазообразных выемках поворотных рычагов и/или рампы, и что при этом держатели пакетов преимущественным образом вследствие прилегания к направляющим постепенно поворачиваются так, что при достижении приемных штырей свободные концы держателей пакетов указывают вниз и проходят по существу по одной линии со свободными концами приемных штырей.
Устройство согласно изобретению для решения названной ранее задачи имеет отличительные признаки п. 7 формулы изобретения. В соответствии с ним предусмотрено, что:
- с упаковочной машиной соотнесен магазин для подготовки пакетов в нескольких пачках,
- пачки расположены соответственно на держателях пакетов таким образом, что держатели пакетов простираются через отверстия для подвешивания пакетов,
- держатели пакетов с находящимися на них пакетами выполнены с возможностью подвода из магазина к упаковочной машине,
- пачки являются передаваемыми держателями пакетов непосредственно на соответственно расположенные приемные штыри приводимого в действие в тактовом режиме транспортировочного устройства упаковочной машины для последующей загрузки в упаковочной машине.
Данное решение также имеет преимущество, заключающееся в том, что пачки подводятся к упаковочной машине автоматически. Благодаря машинному подводу возможна также реализация очень коротких продолжительностей остановок в зоне транспортировочного устройства. Прежде всего, может быть осуществлена подготовка пакетов в магазине независимо от продолжительностей остановок транспортировочного устройства.
Здесь также имеется альтернативное решение или же альтернативный магазин согласно п. 12 формулы изобретения, отличающееся тем, что:
- с упаковочной машиной соотнесен каруселеобразный магазин для подготовки пакетов в нескольких пачках,
- пачки расположены на креплениях пакетов магазина, причем на одном уровне магазина расположено, преимущественным образом, несколько креплений пакетов, и причем магазин, помимо этого, имеет, преимущественным образом, несколько уровней с креплениями пакетов,
- пакеты на креплениях пакетов магазина являются позиционируемыми посредством относительного перемещения магазина для передачи на подающий транспортер, причем подающий транспортер служит для передачи пакетов на приемные штыри приводимого в действие в тактовом режиме транспортировочного устройства упаковочной машины, в которой пакеты в последующем загружаются.
Другие подробности и предпочтительные формы выполнения соответствующего изобретению устройства вытекают из дополнительных пунктов формулы изобретения и описания в остальном.
Для транспортировки пакетов преимущественным образом может быть предусмотрено, что держатели пакетов располагаются на направляющих средствах с возможностью передвижения, причем направляющие средства, по меньшей мере, участками являются наклоненными в направлении транспортировочного устройства таким образом, что держатели пакетов с пакетами являются перемещаемыми в направлении транспортировочного устройства под действием силы тяжести, и что в зоне направляющих средств расположено разъединительное устройство для подводимых по существу в уплотненном состоянии держателей пакетов, и что сразу после разъединительного устройства держатели пакетов являются подводимыми по отдельности с помощью транспортировочного органа к приемным штырям.
Подвод держателей пакетов к упаковочной машине может происходить таким образом, что транспортировочное устройство имеет захватный ремень для, преимущественным образом, направленной поперек транспортировки пачек, прежде всего, в горизонтальной плоскости, причем захватный ремень имеет отстоящие друг от друга приемные штыри для вхождения в отверстия для подвешивания пакетов, и причем над приемными штырями на пути транспортировки пачек расположено по меньшей мере одно опорное средство, прежде всего два поворотных рычага, на котором покоятся пачки перед передачей на приемные штыри и которое после подвода пачки является выдвигаемым из зоны приемных штырей для передачи пачки на приемные штыри.
Согласно предпочтительной форме выполнения изобретения может быть предусмотрено, что каждая пачка удерживается преимущественным образом посредством двух держателей пакетов, которые входят в зацепление в соответствующие приемные отверстия пакетов, причем держатель или держатели пакетов расположен или же расположены на одной общей оси, которая является передвигаемой с помощью ходовых роликов вдоль направляющих средств, причем держатели пакетов имеют преимущественным образом крючковидную форму и свободный конец для приема пакетов.
Другая особенность может состоять в том, что свободные концы держателей пакетов и соответствующие свободные концы приемных штырей выполнены для зацепления друг с другом с геометрическим замыканием, прежде всего таким образом, чтобы свободные концы держателей пакетов имели расположенную с торцевой стороны выемку для вхождения свободных концов приемных штырей, причем приемные штыри имеют преимущественным образом уменьшающееся в направлении свободных концов поперечное сечения для вхождения в расположенную с торцевой стороны выемку. Таким образом может быть обеспечена безошибочная передача пакетов. Прежде всего, при падении пакетов на приемные штыри нет препятствий со стороны мешающей кромки или же соответствующего перехода между держателями пакетов и приемными штырями.
Другая особенность касается средств для ориентации держателей пакетов, прежде всего штырей для вхождения в (кулисную) направляющую для приподнимания держателей пакетов.
В последующем, с помощью чертежа разъясняется два предпочтительных примера выполнения изобретения. На нем показано:
Фиг. 1 - вид сверху на упаковочную машину с предназначенным магазином для пакетов (1-й пример выполнения),
Фиг. 2 - вид сбоку соответственно стрелке II на фиг. 1,
Фиг. 3 - вертикальный разрез части устройства соответственно линии разреза III-III на фиг. 2,
Фиг. 4 - объемное изображение области вертикального разреза согласно фиг. 3,
Фиг. 5 и 6 - фрагмент устройства в области V/VI на фиг. 2,
Фиг. 7-10 - фрагмент устройства в области VII на фиг. 6 во время разных фаз подвода пакетов,
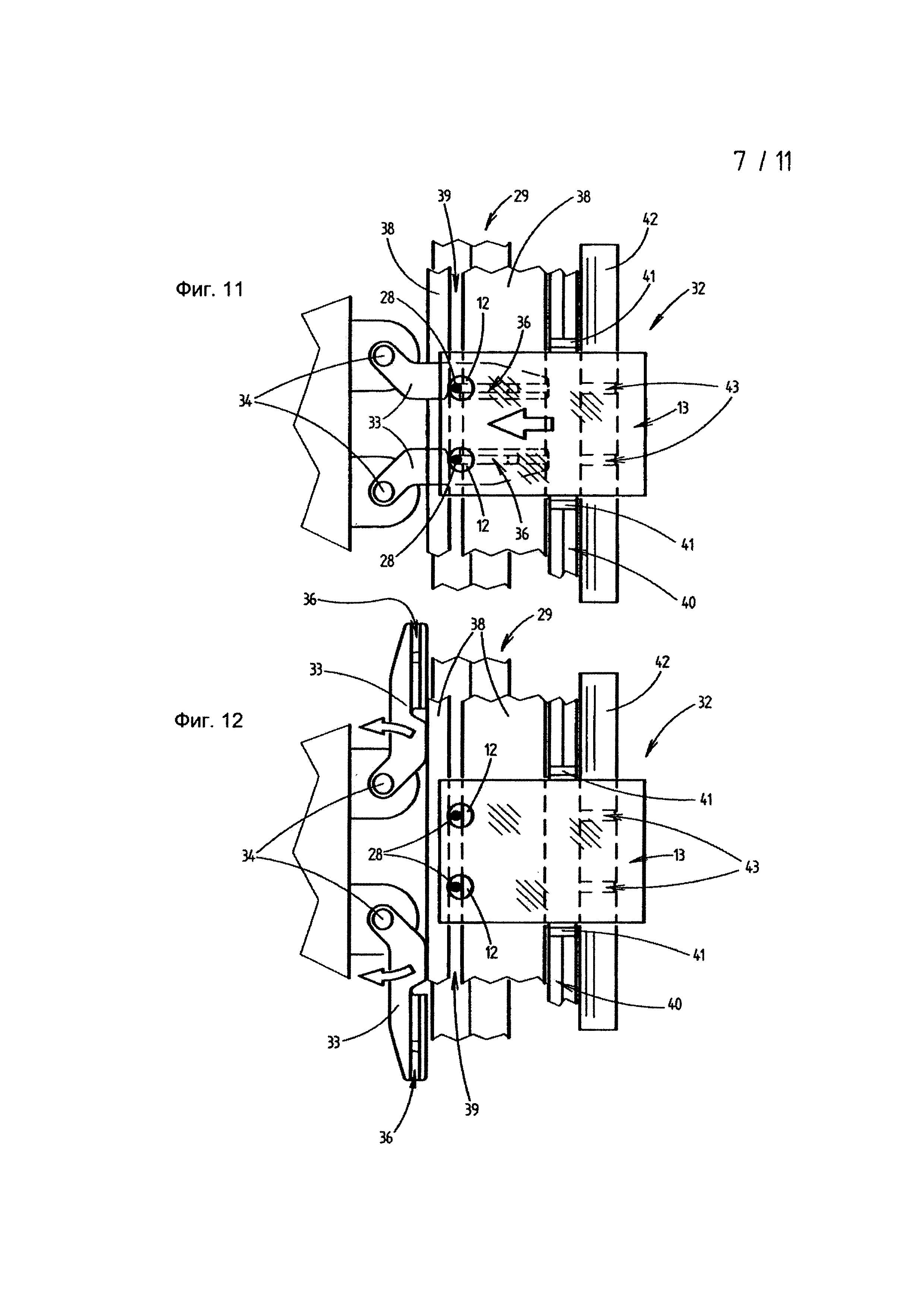
Фиг. 11 - горизонтальный разрез вдоль линии разреза XI-XI на фиг. 9,
Фиг. 12 - горизонтальный разрез вдоль линии разреза XII-XII на фиг. 10,
Фиг. 13 - фрагмент в области XIII на фиг. 9,
Фиг. 14 - вид сверху на упаковочную машину с предназначенным магазином для пакетов (2-й пример выполнения),
Фиг. 15 - вертикальный разрез устройства согласно фиг. 14 вдоль линии разреза XV-XV на фиг. 14, и
Фиг. 16 и 17 - фрагмент устройства в увеличенном изображении в области XVI на фиг. 15 во время разных фаз подвода пакетов.
Показанные на чертежах примеры выполнения изобретения относятся к манипулированию пакетами 10 во взаимосвязи с подводом к упаковочной машине 11.
В настоящем случае пакеты 10 представляют собой так называемые викет-пакеты. Характерной отличительной особенностью данных пакетов 10 являются отверстия 12 для подвешивания в области верхней кромки пакетов 10. Такого рода пакеты 10 применяются преимущественно при упаковке гигиенических продуктов. Пакеты 10 могут применяться, однако, и в других областях, например при упаковке хлеба (для тостов).
Пакеты (10) образованы из упаковочного материала. Прежде всего, применяются пленочные упаковочные материалы, как, например, полиэтиленовые пленки или полипропиленовые пленки.
Обработка пакетов 10 происходит по группам, причем манипулируют сведенными в пачки 13 пакетами 10. Каждая пачка 13 содержит несколько пакетов 10, например пять штук, десять штук и тому подобное. Внутри пачки 13 пакеты 10 лежат друг на друге в виде упорядоченной стопки.
Пачки 13 подготавливаются в магазине 14 и подводятся к упаковочной машине 11 автоматически. Подробности к этому:
В первом примере выполнения согласно фиг. 1-13 подготовка пачек 13 происходит на так называемых держателях 15 пачек, которые захватывают пакеты 10 через отверстия 12 для подвешивания, и пакеты 10 транспортируются, вися на них.
В настоящем случае держатели 15 пакетов имеют крючковидную форму со свободным концом 16, который проводится сквозь отверстия 12 для подвешивания, для приема пакетов 10. В принципе форма держателей 15 пакетов может, конечно, быть отличающейся. К этому делается ссылка также на второй пример выполнения.
В настоящем случае каждый пакет 10 имеет два отстоящих друг от друга отверстия 12 для подвешивания. В соответствии с этим пакеты 10 удерживаются двумя держателями 15 пакетов, которые расположены на соответствующем расстоянии друг от друга. Является возможным, что пакеты 10 могут иметь меньшее или большее количество отверстий 12 для подвешивания, так что количество держателей 15 пакетов может соответственно варьироваться. Являются возможными также особо сформованные отверстия 12 для подвешивания с соответственно адаптированными поперечными сечениями держателей 15 пакетов, так что боковое раскачивание пакетов 10 может быть предотвращено при применении лишь одного держателя 15 пакетов. Следовательно, количество и форма отверстий в пакетах 10 не имеет решающего значения для настоящего изобретения.
В настоящем примере выполнения лишь в качестве примера применено два держателя 15 пакетов для приема пачки 13. Оба держателя 15 пакетов расположены на расстоянии друг от друга на одной оси 17, которая расположена с возможностью передвижения с помощью боковых ходовых роликов 18 по двум ходовым рельсам 19 в качестве направляющего средства. Ходовые ролики 18, ось 17 и держатели 15 пакетов являются частью ходовой тележки 20, которая расположена с возможностью передвижения на направляющем средстве.
Оба ходовых рельса 19 проходят сбоку на расстоянии от транспортировочного полотна пачек 13. В настоящем случае ходовые рельсы 19 обладают изогнутой поверхностью прилегания для ходовых роликов 18. Соответственно ходовые ролики 18 образованы выпуклыми, так что ходовые ролики 18 могут направляться вдоль ходовых рельсов 19. Само собой разумеется, что для ориентирования и направления оси 17 поперек направления транспортировки пакетов 10 могут быть приняты также другие меры.
Подготовка пачек 13 в магазине 14 может происходить посредством того, что оператор подвешивает группу пакетов 10 на держатель 15 пакетов и затем устанавливает ходовую тележку 20 на направляющие шины 19.
Альтернативно является возможным, что в магазин 14 поставляются, например (внешним) поставщиком, уже висящие на держателях 15 пакетов пакеты 10.
На первом участке линии транспортировки пачек 13 подвод в направлении упаковочной линии 11 происходит (исключительно) под действием силы тяжести. Для этого ходовые рельсы 19 расположены с наклоном вниз в направлении упаковочной машины 11, так что ходовые тележки 20 катятся в направлении упаковочной машины 11.
Данный первый участок транспортировочной линии ограничивается посредством разъединительного устройства 21. Перед разъединительным устройством 21 ходовые тележки 20 транспортируются скученно или же в уплотненном состоянии. Вслед за разъединительным устройством 21 на втором участке транспортировочной линии ходовые тележки 20 по отдельности захватываются посредством транспортировочного органа и транспортируются в направлении упаковочной машины 11. Подробности к этому:
Разъединительное устройство 21 сконструировано по типу шлюза с двумя удерживающими средствами 22, 23 для ходовых тележек 20. Оба удерживающих средства 22, 23 являются вдвигаемыми и выдвигаемыми независимо друг от друга на путь транспортировки ходовых тележек 20, в настоящем случае в вертикальном направлении. Ходовые тележки 20 скапливаются за первым удерживающим средством 22. Посредством приподнимания и опускания первого удерживающего средства 22 одна единственная ходовая тележка 20 пропускается и наталкивается на опущенное удерживающее средство 23. Затем ходовая тележка 20 в точной позиции захватывается там транспортировочным устройством 29 при одновременном приподнимании второго удерживающего средства 23 и транспортировке ходовой тележки 20 в направлении упаковочной машины.
Приподнимание и опускание удерживающих средств 22, 23 осуществляется, например, посредством соответствующих пневматических цилиндров или других подходящих органов. Подразумевается, что удерживающие средства 22, 23 не обязательно должны быть перемещаемыми в вертикальном направлении, и соответственно на этом месте являются также возможными подходящие разъединительные устройства другого типа или же другой конструкции.
Уже упомянутый транспортировочный орган для дальнейшей транспортировки разъединенных ходовых тележек 20 образуется в настоящем случае посредством двух приводимых в действие в тактовом режиме захватных цепей 26. Каждая из захватных цепей 26 проводится через направляющие ролики 27, причем транспортировочная ветвь проходит параллельно ходовым рельсам 19 для подвода ходовой тележки 20 в направлении упаковочной машины 11.
Транспортировочная ветвь расположена с интервалом выше ходовых рельсов 19, так что отстоящие наружу по отношению к захватной цепи 26 захваты 25 соответственно могут захватывать ходовую тележку 20 и транспортировать вдоль дальнейшего хода транспортировочной линии.
Захваты 25 или могут иметь выемку для сцепления с осью 17 ходовой тележки 20, или могут быть расположены в виде пары захватов на соответствующем расстоянии, так что ось 17 может быть захвачена или же зажата и транспортирована между обоими захватами пары захватов. Как показывает фиг. 3, каждая из захватных цепей 26 расположена с внутренней стороны ходовых рельсов 19, причем захваты 25 снова расположены на захватных цепях 26 сбоку с внутренней стороны и захватывают ось 17 ходовой тележки 20 с как можно большим расстоянием друг от друга.
Подразумевается, что альтернативно захватным цепям 26 могут найти применение также другие (бесконечные) транспортеры.
В последующем ходовые тележки 20 или же пачки 13 подводятся к упаковочной машине 11 для дальнейшей обработки. В настоящем случае это осуществляется посредством подвода пачек 13 к транспортировочному устройству 29, которое подает пачки 13 на упаковочный процесс. Транспортировочное устройство 29 может представлять собой часть упаковочной машины 11 или предназначенный для упаковочной машины орган.
Транспортировочное устройство 29 имеет приемные штыри 28, которые предусмотрены соответственно количеству и расположению отверстий 12 для подвешивания. В настоящем случае приемные штыри 28 расположены попарно, причем расстояние между приемными штырями 28 соответствует расстоянию между отверстиями 12 для подвешивания пакетов 10. Несколько подобных пар приемных штырей расположено на расстоянии друг от друга по периметру бесконечного транспортера, преимущественным образом бесконечного ременного транспортера, по отношению к которому по типу захватов отстоят приемные штыри 28. Подвод пачек 13 происходит при этом в зоне верхней ветви ременного транспортера. Точнее говоря, подвод пачек 13 к паре приемных штырей 28 происходит во время кратковременной остановки приводимого в действие в тактовом режиме транспортировочного устройства 29.
С помощью транспортировочного устройства 29 пачки 13 транспортируются поперек направления транспортировки на ходовых рельсах 19 и доставляются в зону загрузочной станции 30 упаковочной машины 11. Там в пакеты 10 известным из современного уровня техники образом упаковываются продукты 31, например пеленки, и отвозятся поперек направления транспортировки пачек 13 на транспортировочном устройстве 29.
В зоне подающей станции 32 транспортировочного устройства 29 пачки 13 передаются держателями 15 пакетов непосредственно на приемные штыри 28 транспортировочного устройства 29. Это происходит за счет того, что свободные концы держателей 15 пакетов располагаются на одной линии со свободными концами приемных штырей 28, так что пакеты 10 могут спадать на приемные штыри 28. Для того чтобы эту передачу можно было выполнять упорядоченно, предусмотрены следующие дальнейшие средства и меры:
В зоне подающей станции 32 предусмотрены поворотные рычаги 33, которые с помощью пневматического поворотного цилиндра 35 являются поворачиваемыми вокруг вертикальной оси 34. Поворотные рычаги 33 образованы с верхней стороны в виде пластинообразных органов для образования в подающей станции 32 поверхности прилегания для пачки 13.
При подводе пачек 13 ходовые тележки 20 транспортируются посредством захватов 25, пока свободные концы 16 держателей 15 пакетов лежат на приемных штырях 28. После этого поворотные рычаги 33 отворачиваются в сторону, так что пачка 13 принимается приемными штырями 28.
В качестве другой особенности предусмотрено, что держатели 15 пакетов поворачиваются вокруг оси 17 ходовой тележки 20, чтобы разместить свободный конец 16 держателей 15 пакетов выше приемных штырей 28 или же на них. Для этого в поворотных рычагах 33 образованы пазообразные углубления 36. Углубления 36 служат, во-первых, в качестве направляющих для держателей 15 пакетов. Во-вторых, углубления 36 имеют наклонное дно 37, которое поднимается в направлении приемных штырей 28. Как показано на фиг. 7-9, свободный конец 16 держателей 15 пакетов достигает контакта с дном 37 углубления 36 и направляется вдоль поднимающегося дна 37, вследствие чего держатель 15 пакетов во время транспортировки в направлении транспортировки поворачивается, пока свободный конец 16 такового не будет указывать вниз и покоиться на приемном штыре 28.
Вследствие поворачивания поворотных рычагов 33 из области выше транспортировочного устройства 29 пакеты 10 пачки 13 могут падать на приемные штыри 28. Тогда пакеты 10 покоятся на горизонтальном транспортировочном полотне 38, которое расположено на расстоянии выше транспортировочного устройства 29, и пакеты 10 транспортируются вдоль него в направлении транспортировки транспортировочного устройства 29. Транспортировочное полотно 38 имеет продольный разрез 39, через который выступают приемные штыри 28, чтобы принимать пакеты 10. Продольный разрез 39 проходит параллельно направлению транспортировки в транспортировочном устройстве 29.
Транспортировка пакетов 10 осуществляется, во-первых, посредством приемных штырей 28, которые являются перемещаемыми через транспортировочное устройство 29 в направлении транспортировки. К тому же сбоку от транспортировочного полотна 38 предусмотрено другое транспортировочное средство 40, которое может представлять собой бесконечный транспортер с расположенными по периметру транспортерной ленты захватами 41. Транспортировочное средство 40 приводится в действие синхронно с транспортировочным устройством 29, причем захваты 41 ориентированы так, что каждый из них прилегает к боковой кромке пакетов 10, которая является направленной поперек направления транспортировки. Таким образом пачка 13 из пакетов 10 движется в направлении транспортировки не только в области отверстий 12 для подвешивания, но и на расстоянии от них вблизи нижней стороны пакетов 10. Таким образом может быть предотвращено косое положение пакетов 10 во время транспортировки вдоль транспортировочного полотна 38.
Другая мера для того, чтобы обеспечить как можно более свободный от складок подвод пакетов 10, состоит в расположении органа для выглаживания пакетов 10. В данном случае предусмотрена рампа 42 с направленной наклонно или же поднимающейся передней стороной. Пачки 13 из пакетов 10 при подводе тянутся по рампе 42 и при этом выглаживаются (фиг. 7-9).
После передачи пачек 13 на приемные штыри 28 рампа 42 может быть опущена в вертикальном направлении, чтобы она не находилась на пути вывоза пакетов 10 (фиг. 10). Преимущественным образом рампа 42 также имеет углубления 43 для направления держателей 15 пакетов. Для перемещения рампы 42 в вертикальном направлении может быть предусмотрен пневматический цилиндр 44 или соответствующий подходящий орган.
Фиг. 13 показывает другую полезную деталь устройства. В соответствии с этим свободный конец приемных штырей 28 является позиционируемым заостренно и с геометрическим замыканием в расположенной с торцевой стороны выемке 45 в области свободного конца 16 держателей 15 пакетов. Таким образом задается надежное позиционирование свободных концов 16 держателей 15 пакетов на приемных штырях 28 и, следовательно, беспроблемная передача пакетов.
После того как пакеты 10 переданы на приемные штыри 28 транспортировочного устройства 29, держатели 15 пакетов приподнимаются, чтобы дать возможность для отправки пакетов 10 из подающей станции 32. В настоящем случае приподнимание вызывается благодаря тому, что на держателях 15 пакетов установлены отстоящие вбок штыри 46, которые при подводе держателей 15 пакетов в позицию передачи входят с зацеплением в кулисную направляющую 47. Посредством приподнимания кулисной направляющей 47 с помощью подъемного цилиндра 48 (фиг. 10) свободный конец 16 держателей 15 пакетов снимается с приемных штырей 28 и при этом держатели 15 пакетов незначительно поворачиваются вокруг оси 17.
Вслед за приподниманием держателей 15 пакетов они транспортируются захватами 25 вдоль отвесной транспортировочной ветви захватной цепи 26 и в зоне верхнего направляющего ролика 27 передаются на другую пару ходовых рельсов 19. Ходовые рельсы 19 расположены с наклоном в направлении магазина 14, так что ходовые тележки 20 движутся назад к магазину 14 под действием силы тяжести. Альтернативно является возможным, что держатели 15 пакетов или же ходовые тележки 20 после передачи пакетов 10 отводятся и передаются поставщику, который снова укомплектовывает держатели 15 пакетов пачкой 13 из пакетов 10.
В настоящем случае в области магазина 14 и подающей станции 32 может быть предусмотрена защитная станина 49, чтобы, прежде всего, предотвратить непреднамеренное вмешательство в подвод пакетов 10. На фиг. 2 обозначен тип окна 50 в защитной станине 49. Оно может служить для того, чтобы подводить ходовые тележки 20 с пачками 13 к магазину 14 и при необходимости принимать из процесса для повторной загрузки порожние ходовые тележки 20.
Во втором примере выполнения согласно фиг. 14-17 в отличие от первого примера выполнения применяется по существу лишь другой магазин 51. Поэтому описываются только части устройства, которые образованы иначе, чем в первом примере выполнения.
В настоящем случае магазин 51 образован в виде карусели с расположенными на нескольких уровнях креплениями 52 пакетов.
В настоящем случае каждое крепление 52 пакетов обладает несколькими держателями 53 пакетов. Держатели 53 пакетов расположены попарно друг над другом на нескольких уровнях и служат для приема соответственно пачки 13 пакетов 10. В настоящем случае держатели 53 пакетов соответственно попарно позиционированы на трех расположенных друг над другом уровнях, так что на каждое крепление 52 пакетов могут быть приняты три пачки 13 пакетов 10. Подразумевается, что количество уровней может варьироваться. Являются возможными, прежде всего, также крепления 52 пакетов с большим или меньшим количеством держателей 53 пакетов.
Крепления 52 пакетов расположены на каждом уровне каруселеобразного магазина 51 на направленных радиально по отношению к центральной оси 54 несущих рычагах 55. В настоящем случае на каждом уровне магазина 51 позиционировано шесть несущих рычагов 55. Подразумевается, что количество несущих рычагов 55 на каждом уровне может варьироваться. Являются возможными, прежде всего, также уровни с большим или меньшим количеством несущих рычагов 55.
В показанном примере выполнения каруселеобразный магазин 51 обладает двумя уровнями с несущими рычагами 55, но и здесь является возможным большее или меньшее количество уровней, например только один уровень или три уровня и более.
Несущие рычаги 55 одного уровня связаны с общей несущей плитой 56, которая является вращаемой вокруг отвесной или же вертикальной оси 54. Помимо этого отдельные звенья оси 54 являются телескопируемыми в вертикальном направлении, так что несущие плиты 56 или же несущие рычаги 55 и, в конце концов, крепления 52 пакетов с находящимися на них пачками 13 могут быть позиционированы в вертикальном направлении.
Другая особенность показана на фиг. 16 и 17. Держатели 53 пакетов трех уровней размещены на общей несущей плите 57. Несущая плита 57 опять же связана с пневматическим цилиндром 58, который расположен на передвижной каретке 59. Сама передвижная каретка 59 размещена с возможностью передвижения на направленном под наклоном концевом участке 60 несущего рычага 55. Таким образом несущие рычаги 55 могут позиционироваться в горизонтальном и вертикальном направлениях, чтобы передавать пачки 13.
Как и в первом примере выполнения, магазин 51 окружен защитной станиной 49. С одной стороны предусмотрена дверца 61, чтобы вводить пакеты 10 в магазин 51.
В известной мере описанный в существенных деталях магазин 51 функционирует следующим образом: пакеты 10 в пачках 13 подаются оператором в области дверцы 61 на держатели 53 пакетов. После этого магазин 51 поворачивается дальше на одну позицию, так что в зоне дверцы 61 позиционируются следующие держатели 53 пакетов. Напротив дверцы 61, в зоне которой находится подающая станция, находится передающая станция 62, в зоне которой пакеты 10 передаются на примыкающий подающий транспортер 63.
Подающий транспортер 63 служит для подвода пачек 13 на транспортировочное устройство 29. Для этого подающий транспортер 63 имеет приемные штыри 64 для пачек 13. Приемные штыри 64 подающего транспортера 63 позиционируются на конце такового аналогично изображению согласно фиг. 13 над приемными штырями 64 транспортировочного устройства 29 для передачи пачек 13. В настоящем случае подающий транспортер 63 образован как непрерывно приводимый в действие бесконечный транспортер, на транспортировочных ветвях которого расположены отстоящие наружу приемные штыри 64 для вхождения в отверстия 12 для подвешивания пакетов 10. Приемные штыри 64 расположены попарно друг возле друга, причем пары приемных штырей 64 отстоят друг от друга в направлении транспортировки подающего транспортера 63. Пачки 13 транспортируются в зоне нижней ветви 65 подающего транспортера 63 с помощью приемных штырей 64 в направлении транспортировки согласно стрелке 66. При этом лежащие плоско пачки 13 покоятся на транспортерном полотне 67. На транспортировочном полотне 67 расположены проходящие в продольном направлении такового выемки 68, сквозь которые выступают конца приемных штырей 64.
На конце транспортировочного полотна 67 предусмотрен поворачиваемый клапан 69, который после передачи пачек 13 на приемные штыри 28 транспортировочного устройства 29 может быть повернут, так что задние в направлении транспортировки концы пачек 13 падают. Дальнейшая транспортировка пачек 13 осуществляется, как описано ранее.
Для передачи пачек 13 с креплений 52 пакетов на подающий транспортер 63 предусмотрено передающее устройство 70, которое позиционировано между магазином 51 и примыкающим подающим транспортером 63. Передающее устройство 17 обладает парой держателей 53 пакетов, которые установлены, с одной стороны, с возможностью поворачивания и, с другой стороны, с возможностью телескопирования. Для поворачивания держателей 53 пакетов предусмотрен поворотный привод 71, который скомбинирован с телескопирующим приводом 72 для телескопирования держателей 53 пакетов.
Передача пачек 13 от магазина 51 на подающий транспортер 63 осуществляется таким образом, что сначала держатели 53 пакетов магазина 51 позиционируются в одну линию с держателями 53 пакетов передающего устройства 70 (фиг. 16). При этом происходит передача пакетов 13 на передающее устройство 70. Затем передающее устройство 70 поворачивается, так что пачки 13 могут быть приняты приемными штырями 64 подающего транспортера 63. После этого передающее устройство 70 поворачивается обратно для приема следующей пачки 13. Данная пачка 13 своевременно приводится в соответствующую передаче позицию посредством применения пневматического цилиндра 58 и передвижной каретки 59.
После того как на один несущий рычаг 55 были переданы все пачки 13, эти пачки могут быть переданы несущим рычагом 55 на другой уровень или несущие рычаги 55 могут быть повернуты на одну позицию, так что отбор производится далее с того же уровня и только после отбора всех пачек 13 одного уровня производится отбор с другого уровня.
Как показывает фиг. 17, передающее устройство 70 может подводить пачки 13 над транспортировочным полотном 67. В настоящем случае для облегчения данной меры свободный конец транспортировочного полотна 67 является закругленным в направлении передающего устройства 70.
Прием пачек 13 с креплений 52 пакетов магазина 51 на держатели 53 пакетов может осуществляться разными способами. Один вариант показан на чертеже. При этом держатели 53 пакетов магазина 51 и передающего устройства 70 имеют на своем свободном конце по одному штырю 73, который проходит сквозь отверстия 12 для подвешивания. В настоящем случае штыри 73 держателя 53 пакетов магазина 51 являются вдавливаемыми в корпус держателей 53 пакетов против действия пружины, так что пачки 13 передаются на неподвижные штыри 73 держателей 53 пакетов передающего устройства 70, когда они прижимаются посредством телескопирующего привода 72 к держателям 53 пакетов магазина 51.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 пакет
11 упаковочная машина
12 отверстие для подвешивания
13 пачка
14 магазин
15 держатель пакетов
16 свободный конец (держателя пакетов)
17 ось
18 ходовой ролик
19 ходовой рельс
20 ходовая тележка
21 разъединительное устройство
22 удерживающее средство
23 удерживающее средство
24 пневматический цилиндр
25 захват
26 захватная цепь
27 направляющий ролик
28 приемный штырь
29 транспортировочное устройство
30 загрузочная станция
31 продукт
32 подающая станция
33 поворотный рычаг
34 ось
35 поворотный цилиндр
36 углубление
37 дно
38 транспортировочное полотно
39 продольный разрез
40 транспортировочное средство
41 захват
42 рампа
43 углубление
44 пневматический цилиндр
45 выемка
46 штырь
47 кулисная направляющая
48 подъемный цилиндр
49 защитная станина
50 окно
51 магазин
52 крепление пакетов
53 держатель пакетов
54 ось
55 несущий рычаг
56 несущая плита
57 несущая плита
58 пневматический цилиндр
59 передвижная каретка
60 концевой участок
61 дверца
62 передающая станция
63 подающий транспортер
64 приемные штыри
65 нижняя ветвь
66 стрелка
67 транспортировочное полотно
68 выемка
69 клапан
70 передающее устройство
71 поворотный привод
72 телескопирующий привод
73 штырь
Реферат
Способ манипулирования сведенными в пачки пакетами для подвода к упаковочной машине (варианты) и устройство для осуществления способа (варианты) характеризуются по существу тем, что пакеты в нескольких пачках подготавливают в соотнесенном с упаковочной машиной магазине. Пачки расположены на держателях пакетов так, что держатели простираются через отверстия для подвешивания пакетов. При этом держатели с находящимися на них пакетами подводят из магазина к упаковочной машине и передают их непосредственно на приемные штыри приводимого в действие в тактовом режиме транспортировочного устройства упаковочной машины, а затем загружают в упаковочной машине. Группа изобретений обеспечивает повышение производительности. 4 н. и 11 з.п. ф-лы, 17 ил.
Формула
а) пакеты (10) в нескольких пачках (13) подготавливают в соотнесенном с упаковочной машиной (11) магазине (14),
б) пачки (13) расположены соответственно на держателях (15) пакетов таким образом, что держатели (15) пакетов простираются через отверстия (12) для подвешивания пакетов (10),
в) держатели (15) пакетов с находящимися на них пакетами (10) подводят из магазина (14) к упаковочной машине (11),
г) пачки (13) передают держателями (15) пакетов непосредственно на соответственно расположенные приемные штыри (28) приводимого в действие в тактовом режиме транспортировочного устройства (29) упаковочной машины (11) и в последующем загружают в упаковочной машине (11).
а) пакеты (10) в нескольких пачках (13) подготавливают в соотнесенном с упаковочной машиной (11) каруселеобразном магазине (51),
б) пачки (13) расположены на креплениях (52) пакетов магазина (51), причем на одном уровне магазина (51) расположены преимущественным образом несколько креплений (52) пакетов и причем магазин (51), помимо этого, имеет преимущественным образом несколько уровней с креплениями (52) пакетов,
в) посредством соответствующего относительного перемещения магазина (51) пакеты (10) на креплениях (52) пакетов магазина (51) удерживают наготове один за другим для передачи на подающий транспортер (63), который передает пакеты (10) на приемные штыри (28) приводимого в действие в тактовом режиме транспортировочного устройства (29) упаковочной машины (11), в которой в последующем пакеты (10) загружают.
а) с упаковочной машиной (11) соотнесен магазин (14) для подготовки пакетов (10) в нескольких пачках (13),
б) пачки (13) расположены соответственно на держателях (15) пакетов таким образом, что держатели (15) пакетов простираются через отверстия (12) для подвешивания пакетов (10),
в) держатели (15) пакетов с находящимися на них пакетами (10) выполнены с возможностью подвода из магазина (14) к упаковочной машине (11),
г) пачки (13) являются передаваемыми держателями (15) пакетов непосредственно на соответственно расположенные приемные штыри (28) приводимого в движение в тактовом режиме транспортировочного устройства (29) упаковочной машины (11) для последующей загрузки в упаковочной машине (11).
а) с упаковочной машиной (11) соотнесен каруселеобразный магазин (51) для подготовки пакетов (10) в нескольких пачках (13),
б) пачки (13) расположены на креплениях (52) пакетов магазина (51), причем на одном уровне магазина (51) расположено преимущественным образом несколько креплений (52) пакетов и причем магазин (51), помимо этого, имеет преимущественным образом несколько уровней с креплениями (52) пакетов,
в) пакеты (10) на креплениях (52) пакетов магазина (51) являются позиционируемыми посредством соответствующего относительного перемещения магазина (51) для передачи на подающий транспортер (63), причем подающий транспортер (63) служит для передачи пакетов (10) на приемные штыри (28) приводимого в действие в тактовом режиме транспортировочного устройства (29) упаковочной машины (11), в которой пакеты (10) в последующем загружаются.
Комментарии