Шпуля и устройство определения качеств материала шпули - RU2429184C2
Код документа: RU2429184C2
Чертежи



Описание
Изобретение относится к шпуле с патроном шпули и к намотанному на нем большому количеству слоев материала шпули в виде ленты или в виде нити.
Также изобретение относится к устройству определения качеств материала шпули.
При промышленной переработке нитей, ленточек, проволоки и так далее, они очень часто сматываются с заданной линейной скоростью v с запасной шпули, в дальнейшем называемой коротко "шпуля". В качестве примера приводится обработка на ткацком станке, при которой в общем постоянную скорость обработки ткацкого материала определяет скорость сматывания со шпули.
Для наиболее эффективного процесса обработки необходимо обеспечивать своевременное распознавание достижения конца нити на шпуле, чтобы, например, после остановки ткацкого процесса нить новой шпули можно было соединять "без швов" и обеспечивать "непрерывное" производство. При этом особенно важно заблаговременно определять приближение конца нити, так как контролируемый перевод на более низкие режимные параметры процесса обработки требует в большинстве случаев определенного времени для производства определенной остановки соответствующих машин. После такой остановки или притормаживания в распоряжении должен также оставаться незначительный резерв материала шпули, чтобы имелась возможность соединить нить новой, теперь полной запасной шпули.
Согласно уровню техники распознавание определенной позиции в ходе процесса сматывания, наподобие упомянутого выше конца нити, происходит, например, при использовании механического следящего рычага, приводящего в действие микропереключатель при достижении заданной позиции. Недостатком в этом решении являются использование механики для ощупывающего рычага и необходимость чрезвычайно точной юстировки, учитывая толщину самой нижней полоски до 0,01 мм.
В качестве альтернативы такому чисто механическому ощупыванию также получили распространение оптические датчики, определяющие приближающийся конец нити по различию цвета или различию поведения отраженного сигнала между нитью и патроном шпули. Однако такой способ не может применяться, если нить и патрон шпули имеют одинаковый или похожий цвет или если на патрон шпули наматываются прозрачные нитки или ленточки. Недостатком такого оптического способа является также опасность загрязнения оптического датчика, вызываемая часто в перерабатывающих текстиль машинах мешающими, отслоившимися от материала шпули волокнами или частицами материала.
Задача изобретения - найти решение, отвечающее требованиям крепости, износостойкости и экономической целесообразности, позволяющее точно и надежно определять достижение определенного положения шпули, как, например, приближающийся в процессе сматывания конец материала шпули, без придания материалу шпули определенных качеств, таких как, например, цвет, проводимость и так далее, или без опасности загрязнения датчиков.
В соответствии с изобретением задача решается созданием шпули вышеупомянутого вида посредством того, что для индикации качеств материала шпули предусмотрена, по меньшей мере, маркировка в виде характерного изменения угла укладки.
В этой связи под характерным изменением надо понимать согласно изобретению изменение, однозначно отличающееся от обычных изменений угла укладки, используемых, например, с целью получения хорошего качества намотки.
Благодаря изобретению маркировка при наматывании шпули осуществляется весьма простым способом, без необходимости использования дополнительных вспомогательных средств - цвета и так далее.
Предпочтительный вариант усовершенствования изобретения предусматривает наличие маркировки для идентификации приближающегося конца материала шпули. В частности, такая маркировка решает задачу своевременной остановки сматывания для замены шпули.
Кроме того, предпочтительно, если несколько участков или слоев шпули имеют маркировку по заданному шаблону укладки. Таким образом, это позволяет размещать на шпуле различную информацию только лишь посредством изменений угла укладки.
Наиболее предпочтительно, принимая во внимание некачественное считывание, если определенное количество маркировок представлено группой двоичных символов для идентификации материала шпули и (или) количества материала шпули.
Задача решается также посредством устройства для распознавания качеств материала шпули на шпуле, имеющей патрон шпули и намотанного на нем большого количества слоев материала шпули в виде ленты и (или) в виде нити и на которой для маркировки качеств материала шпули предусмотрена, по меньшей мере, маркировка в виде характерного изменения угла укладки, причем к шпуле присоединен датчик числа оборотов, выходной сигнал датчика числа оборотов передается на вычислительное устройство, а появляющиеся при сматывании материала шпули колебания выходного сигнала датчика числа оборотов вызывают согласно характеристике детектора вычислительного устройства при сматывании на участке маркировки выходной сигнал, и, напротив, обычные сигналы числа оборотов от не маркированных участков ткацкого материала шпули обрабатываются вычислительным устройством таким образом, что активный выходной сигнал не выдается.
С помощью такого устройства можно простым способом считывать ту информацию, которая обозначена на шпуле, путем изменения угла укладки.
Тем не менее, это не исключает использование также и других устройств для распознавания информации, измеряющих не число оборотов, а, например, непосредственно угол.
Целесообразный вариант усовершенствования изобретения отличается тем, что выходной сигнал вычислительного устройства передается посредством возбуждающей схемы и проводного или беспроводного канала передачи на центральное устройство обработки или устройство управления.
При этом также может быть предусмотрено соединение оси шпули непосредственно или посредством передачи с электрическим генератором, поскольку таким образом можно создать предпочтительный датчик числа оборотов. В данном случае наиболее предпочтительно, если электрическая энергия генератора используется для обеспечения вычислительного устройства и (или) возбуждающей схемы.
При использовании изобретения в некоторых случаях предпочтительно, если предусмотрено действующее на шпулю тормозное устройство.
Кроме того, для уверенного распознавания маркировок предпочтительно, если вычислительное устройство выполнено с возможностью выдавать выходные сигналы для отдельных маркированных участков последовательно или параллельно.
Далее приводятся описание изобретения вместе с его другими предпочтительными примерами выполнения, проиллюстрированными на чертежах.
На них показаны:
Фиг.1. Шпуля с патроном и намотанным на нем материалом шпули вместе с присоединенным к ней генератором, схематичное изображение.
Фиг.2. Эта же, значительно смотанная шпуля.
Фиг.3. Устройство определения качества материала шпули в целом.
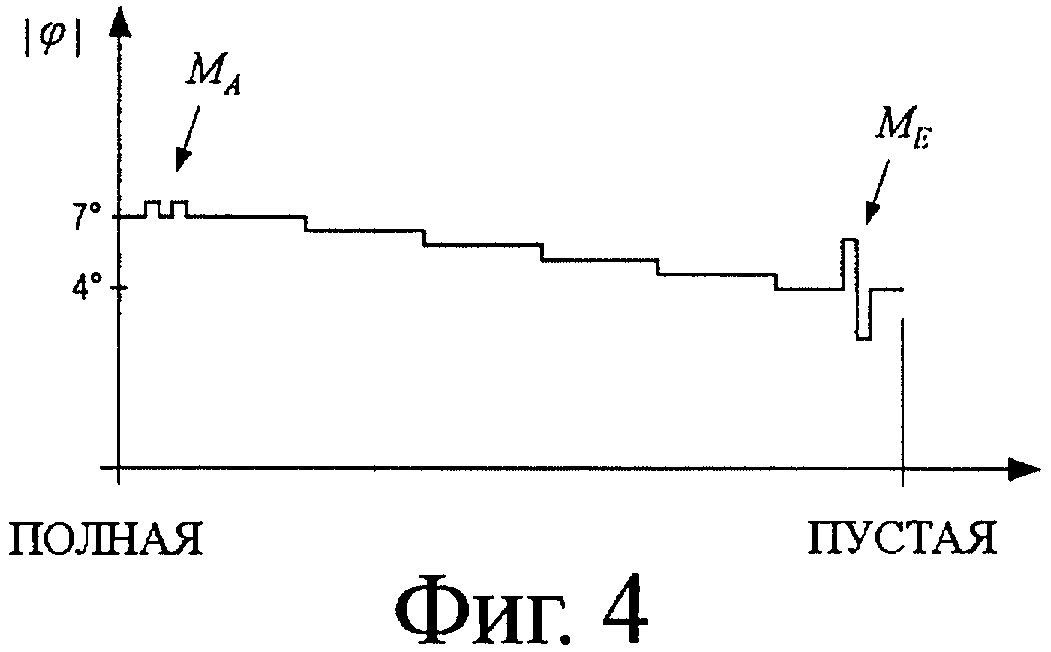
Фиг.4. Предложенный пример предусмотренных для шпули маркировок.
На фиг.1 показана запасная шпуля 1 с патроном 8 шпули и намотанным на нее материалом 5 шпули. Материал 5 шпули может быть представлен в виде ленты, или в виде нити, или также проволоки. Наматывание материала шпули происходит известным способом с помощью мотальной машины, причем при наматывании угол φ раскладки нити, который бывает то положительным, то отрицательным, не остается постоянным, а изменяется с целью получения по возможности более стабильной формы намотки, например прецизионной намотки, описанной в публикации ЕР 0561188 А.
В данном случае изобретение предусматривает наличие, по меньшей мере, маркировки в форме характерного изменения угла φ раскладки нити, причем согласно изобретению под характерным изменением надо понимать изменение, однозначно отличающееся от обычных изменений угла раскладки нити, используемых, например, с целью получения хорошего качества намотки. В этой связи делается ссылка на фиг.4, на которой абсолютное значение угла φ раскладки нити при наматывании зависит от состояния наполнения шпули ("полная" или "пустая"). На чертеже, приведенном только в качестве примера и без соблюдения масштаба, видно, что угол между полным и пустым состоянием изменяется ступенчато и только незначительно, например, в целом на 3°. Это обычный ход изменения угла ϕ раскладки нити, который не следует рассматривать в качестве "характерного".
Далее на фиг 4 показаны две маркировки, а именно маркировка МА, предусмотренная, например, в первом слое или одном из первых слоев материала шпули и имеющая на чертеже два перехода в виде больших по величине углов раскладки нити, причем эта маркировка MА определяет, например, качество материала шпули. Недалеко от конца материала шпули предусмотрена другая маркировка MЕ, состоящая из перехода угла раскладки нити в виде увеличения, а затем, при переходе, - в виде уменьшения угла раскладки нити. Эта маркировка ME указывает на приближающийся конец материала шпули.
Маркировка ME встречается лишь на коротком участке 9, показанном на фиг.1, а также на фиг.2, с показанным почти смотанным патроном шпули. Такая маркировка не мешает сматыванию патрона шпули, не изменяет его внешний вид или доброкачественность патрона шпули, учитывая маленький участок, на котором она держится. Следует также указать, что на фиг.1 схематически показан электрический генератор 14, расположенный, например, непосредственно на оси шпули. В дальнейшем этот генератор 14 обозначен под ссылочным обозначением 15 применительно к тормозному устройству, которое может быть реализовано в данном случае генератором 14 и переключаемым на нем сопротивлением. Естественно, возможны все другие известные из уровня техники тормозные устройства, например, вихреточный тормоз, воздуходувные лопасти или механические тормоза. Использование такого тормозного устройства целесообразно, поскольку в зависимости от вида применяемых для маркировки шаблонов укладки, в виде характерных изменений числа оборотов на участке маркировки по сравнению с основным числом оборотов может встречаться нарастающее и (или) также спадающее число оборотов. При применении образцов маркировки со спадающим числом оборотов, в частности для шпулей с более высоким моментом инерции, следует прикладывать дополнительный к обыкновенному трению подшипника тормозной момент для снижения энергии вращения шпули и воспрепятствования снятия материала 5 шпули со шпули 1. В таком случае тормозное устройство 15 постоянно обеспечивает сматывание с кинетическим замыканием или своевременное распознавание изменения числа оборотов.
На фиг.3 представлены шпуля 1, соответствующая описанию на фиг.1, расположенная на оправке 4 для насадки шпули, причем на чертеже генератор 14 также соединен с осью а шпули. Кроме того, на оправке 4 раскатного устройства 2, снабженного направляющим устройством 7 нити, расположен датчик 3 числа оборотов, с помощью которого контролируется число n оборотов шпули в данный момент или оправки 4 при сматывании. В распоряжение специалиста предоставлены большое количество форм выполнения датчиков 3 числа оборотов, например, оптические, электродинамические или электромагнитные датчики. Это число n оборотов зависит от диаметра, заданной линейной скорости v материала 5 шпули и от подъема образца раскладки, таким образом, от угла φ раскладки. Изменения угла φ раскладки отражаются, таким образом, на изменениях числа оборотов.
Выходной сигнал 6 датчика 3 числа оборотов посылается на вычислительное устройство 10, определяющее характерное изменение числа оборотов при изменении образца раскладки и выдает выходной сигнал 11, например, тогда и только тогда, когда отклонение угла φ раскладки в маркировке "характерное". Затем этот выходной сигнал 11 посылается через возбуждающую схему 12 на устройство 16 обработки и управления. Соответствующий канал передачи, обозначенный на чертеже под ссылочным обозначением 13, может быть выполнен также беспроводным, например, в виде инфракрасного канала передачи или высокочастотного канала передачи. Такая беспроводная связь особенно предпочтительна, если раскатное устройство 2 находится в труднодоступном месте или вообще механически не соединено стационарно с перерабатывающим оборудованием. Последнее имеет место, например, когда уточные нити челнока ткацкого станка сматываются одной шпулей. В отношении автономного обеспечения в таких случаях также целесообразно, если предусмотрен показанный электрический генератор 14, который посредством передачи может быть соединен также с оправкой 4 и который вырабатывает необходимую электроэнергию для питания вычислительного устройства 10 и возбуждающей схемы 12. Здесь следует напомнить, что при соответствующем выполнении электрический генератор 14 может функционировать также в качестве датчика 3 числа оборотов. В большинстве случаев самой важной и часто единственной маркировкой будет являться маркировка ME в конце материала шпули, служащая для формирования соответствующего сигнала, в соответствии с которым может происходить, например, перевод на более низкие режимные параметры машины с целью последующей замены пустой или почти пустой шпули. Как уже сообщалось в самом начале, посредством маркировки MА в начале материала шпули можно даже идентифицировать или считать используемый материал шпули или номер партии запасной шпули, а затем проверить.
Вычислительное устройство 10 выполняется в самом простом варианте в виде микропроцессора, однако могут также естественно применяться аналоговые схемы для идентификации изменений числа оборотов, а вместе с тем и маркировки.
Реферат
Шпуля содержит патрон и намотанное на нем большое количество слоев материала. Материал выполнен в виде ленты или в виде нити. На шпуле предусмотрена, по меньшей мере, одна маркировка. Маркировка выполнена в виде характерного изменения угла укладки. К шпуле присоединен датчик числа оборотов. При сматывании на участке маркировки датчиком выдается выходной сигнал. При сматывании на участках без маркировки выходной сигнал не выдается. Выходной сигнал датчика передается на вычислительное устройство. Из вычислительного устройства сигнал передается на устройство обработки и управления. Обеспечивается возможность заблаговременного определения приближения конца нити. 2 н. и 10 з.п. ф-лы, 4 ил.
Комментарии