Способ изготовления намотанных паковок и устройство для его осуществления - RU2430007C2
Код документа: RU2430007C2
Чертежи
Описание
Данное изобретение относится к способу изготовления намотанных паковок, состоящих из множества нитей, намотанных параллельно, которые могут быть сняты в виде отдельного сборного ровинга, нитей для промышленного применения, полученных из стекла или термопластичного полимера. Согласно другому аспекту изобретения оно относится также к намотанной паковке, полученной таким образом, а также к устройству, которое позволяет осуществить указанный способ.
В контексте получения стеклянных нитей, применяемых для армировки, изготовление сборного ровинга является результатом сложного промышленного процесса, который состоит в получении нитей из тонких струй расплавленного стекла, выходящих из отверстий фильеры. Эти тонкие струи вытягивают в виде непрерывных волокон, и эти волокна соединяются в основные нити, которые затем обычно соединяются в виде куличей, предназначенных для внутреннего использования, так как их трудно транспортировать. Куличи затем помещаются на шпулярник, который снабжает ими бобину, на которой образуется цилиндрический сборный ровинг. Получаемые изделия не свободны от дефектов, таких как гофры или петли, образующиеся из-за разницы в натяжении основных нитей.
Образование многоволокнистого ровинга происходит в одну стадию, и непосредственно под фильерой (прямой ровинг) образуются цилиндрические бобины, состоящие из единичного большого пучка, в котором нити (в смысле непрерывных волокон) находятся под равным натяжением.
Согласно изобретению бобины находятся также в виде намотанных паковок с ровными сторонами или в виде цилиндрических намотанных паковок, называемых в общем «ровингами» или «шпулями» в зависимости от их конечного назначения.
Получение в виде бобины осуществляют с помощью мотовила, которое, как свидетельствует его название, имеет функцию намотки стеклянных нитей, которые были предварительно аппретированы, с очень высокой скоростью (примерно 10-50 м/с).
Эти мотовила обеспечивают удаление и намотку этих волокон, и рабочие параметры этих бобин определяют, вместе с рабочими параметрами фильер, размерные характеристики, например, в текс (текс означает вес в граммах 1000 м волокон или нитей).
Обычно бобина (мотовило) размещается примерно под фильерой, из которой выходят один или более ровингов из нитей, собранных в одном месте или в нескольких местах; эти нити затем наматываются непосредственно на вращающийся шпиндель через промежуточное приспособление, выбранное из одного или нескольких бегунков с канавками, которое работает синхронно с вращением шпинделя; этот бегунок или эти бегунки являются частью устройства, называемого шедовым (пилообразным) намоточным устройством, установленного на подвижной стойке, которая обеспечивает ее перманентное перемещение во время намотки, параллельно оси шпинделя, что позволяет поддерживать определенное расстояние между бегунком (бегунками) и внешней цилиндрической поверхностью бобины (бобин), диаметр которой(-ых) меняется в зависимости от ее(их) конструкции.
Первая группа бобин включает ручные бобины повторного запуска, то есть оператор управляет ручным запуском намотанных паковок, и существует возможность наматывать на одну и ту же намотанную паковку несколько пучков, до восьми и даже шестнадцати пучков (каждый пучок состоит из ровинга из отдельных нитей).
Вторая группа бобин включает бобины с автоматически запуском. В этом случае бобина является более сложной, чем описанные выше, она включает, в дополнение, группу шпулей, которая поддерживает множество шпинделей (обычно, по меньшей мере, два), при этом каждый из шпинделей имеет возможность вращаться и приспособлен для вытягивания и намотки, по меньшей мере, последовательных стоп на каждом из шпинделей, и один из шпинделей является активным, в то время как другой шпиндель находится в покое, чтобы допустить выгрузку стопы, которая была получена, и при этом автоматизированный механизм, соединенный с различными пускателями бобины, обеспечивает прохождение, по меньшей мере, одного ровинга волокон с одного шпинделя к другому во время вращения круговой группы шпуль.
В случае такой технологии можно получить несколько стоп на одном и том же шпинделе, при этом каждая из стоп состоит из одной комплексной нити на основе намотанных нитей, которые имеют свои собственные характеристики. С другой стороны, в случае такой стопы не является возможным получение с применением бобин с ручным повторным запуском паковки из нескольких нитей оптимального качества, то есть с легким разматыванием без наличия петель, мешающих узлов и с ограниченным трением.
Данное изобретение касается именно бобин, повторный запуск которых автоматизирован и которые не имеют указанных выше недостатков, и которые позволяют осуществить намотку на одной и той же бобине, раздельную намотку согласно оптимальному качеству, по меньшей мере, двух нитей с различными или идентичными характеристиками (особенно следует отметить число нитей в комплексной нити, выбор материала нити…).
Для этой цели необходимо точное нанесение, получающееся в результате оптимального аксиального распределения нитей, которые были намотаны непосредственно на вращающийся шпиндель.
Согласно данному изобретению, способ изготовления намотанных паковок, включающих множество нитей, собранных при помощи бобины, комплекта круглых шпулей, снабженного первым и вторым шпинделем, в котором каждый один из указанных первого и второго шпинделей последовательно или находится в покое, то есть на стадии выгрузки, или в состоянии вращения, то есть на стадии намотки паковки, характеризуется тем, что:
разделяют нити, которые выходят из фильеры, по меньшей мере, на два ряда, при этом каждый из рядов, образующих ровницу (ровинг) из нитей, наматывается на одну и ту же паковку с помощью бегунка, что делает возможным одновременное нанесение на поверхность указанной паковки нитей, которые были таким образом разделены, и указанная намотанная паковка поддерживается одним из шпинделей;
запускают в движение круговую группу круглых шпуль таким образом, чтобы перевести один из шпинделей со стадии намотки в состояние покоя, в то время как другой шпиндель переходит из состояния покоя в состояние намотки, причем в момент указанного начала движения бегунок отделен от поверхности намотанной паковки;
во время этой стадии перехода шпинделей начинают отделять ровинги, проходящие из фильеры к поверхности указанной намотанной паковки с помощью устройства для отделения, при этом последнее может занимать первое положение, которое позволяет, с одной стороны, отделить ровинги друг от друга и, с другой стороны, поддерживать их в отделенном положении, и второе положение, в котором оно не мешает траектории движения ровингов;
приводят бегунок в положение, близкое к поверхности намотанной паковки, меняющееся движение которого мешает траектории движения каждого из отдельных ровингов таким образом, чтобы заключить каждый из ровингов в указанный бегунок и позволить нанесение на поверхность намотанной паковки; и
перемещают устройство для отделения в его второе положение.
Благодаря этим приспособлениям и, особенно, наличию устройства для отделения, ровинги постоянно сохраняются и идентифицируются во время всей стадии перехода, а именно во время прохождения от одного наматывающего шпинделя к другому, что делает возможным осуществление намотки на одну и ту же паковку, по меньшей мере, двух ровингов раздельно.
Согласно предпочтительным вариантам изобретения можно выборочно применять, в дополнение, одно и/или другое из следующих средств:
зацепление ровинга бегунком путем поступательного движения бегунка по отношению к указанному ровингу, при этом бегунок на первой стадии направляет ровинг при помощи направляющей плоскости и затем на второй стадии запирает его в запирающем пространстве;
зацепление ровинга бегунком при шаговом перемещении указателя в положении бегунка по отношению к положению ровинга и
занятие устройством для отделения такого положения вблизи траектории движения ровингов, чтобы, с одной стороны, оно пересекало их траекторию и, с другой стороны, оно перемещало назад, по меньшей мере, первый ровинг от, по меньшей мере, второго ровинга на обеих сторонах медианной плоскости.
Согласно другому аспекту изобретения оно относится к бобине для намотки, которая делает возможным осуществление описанного выше способа, при этом бобина включает корпус, содержащий группу (комплект) круглых шпуль, которая может быть приведена во вращение относительно этого корпуса, при этом указанные круглые шпули изготовлены содержащими, по меньшей мере, два шпинделя, каждый из которых адаптирован для поддержки, по меньшей мере, одной паковки, каждый шпиндель вращается вокруг первой оси, которая является практически перпендикулярной к диаметру намотанной паковки, таким образом, чтобы вытягивать и одновременно наматывать, по меньшей мере, два ровинга в виде намотанной паковки отдельных ровингов, и включает намоточное устройство, снабженное, по меньшей мере, бегунком, который делает возможным нанесение на поверхность намотанной паковки ровингов, отделенных друг от друга, и которая характеризуется тем, что она включает, в дополнение, устройство для отделения, которое может занимать первое положение, в котором оно, с одной стороны, делает возможным отделение ровингов друг от друга, которые перемещаются от фильеры к бегунку и, с другой стороны, удерживание их в отделенном положении, и второе положение, в котором оно не пересекает траекторию перемещения ровингов.
Согласно предпочтительным вариантам изобретения в дополнение можно применять одно и/или другое из следующих средств:
устройство для отделения, включающее, по меньшей мере, один лоток для паковок, снабженный на уровне одной из его сторон, по меньшей мере, двумя режущими краями, таким образом, что они между собой определяют плоскость отделения, по меньшей мере, двух ровингов, каждый из ровингов благодаря этим краям направлен по направлению к неподвижным плоскостям, которые расположены соответственно на уровне свободных концов указанных краев;
устройство для отделения, смонтированное таким образом, что оно способно вращаться по отношению к корпусу вдоль оси, которая является практически параллельной оси вращения шпинделей;
бегунок, смонтированный в устройстве для намотки, он включает нитеводитель с, по меньшей мере, двумя канавками, при этом каждая канавка адаптирована для приемки одного ровинга;
бегунок, включающий нитеводитель трапецеидальной формы, в котором две стороны образуют искривленные стенки, адаптированные для направления ровинга к стенке, который выступает по отношению к одной из двух других сторон водителя нити, при этом выступающая стенка делает возможным сдерживание движения ровинга в канавке, расположенной у нижней части выступающей стенки, при этом указанная канавка адаптирована для того, чтобы иммобилизировать указанный ровинг;
бегунок, который включает нитеводитель трапецеидальной формы, одна из сторон которого снабжена множеством канавок, при этом каждая из канавок адаптирована для того, чтобы иммобилизировать указанный ровинг;
канавки, включающие углубленную часть с параллельными стенками [sic] и часть, которая сужается по направлению к наружной стороне нитеводителя.
Согласно еще одному аспекту изобретения оно относится к намотанной паковке, полученной описанным выше способом, характеризующейся тем, что она включает множество оберток, предпочтительно, по меньшей мере, две, причем каждая из оберток состоит из, по меньшей мере, одного ровинга материала и отделена от другой из них шагом «р».
Согласно предпочтительным вариантам изобретения можно применять, в дополнение к вышеуказанному, одно и/или другое из следующих средств:
различные материалы, образующие каждую из оберток;
идентичные материалы, образующие каждую из оберток;
идентичное количество волокон, которое включает каждый ровинг;
различное количество волокон, которое включает каждый ровинг;
по меньшей мере, один из ровингов, состоящий из стеклянных волокон;
наличие, по меньшей мере, двух отдельных оберток, каждая из которых образована, соответственно, ровингом, состоящим из 400-4000 стеклянных волокон, предпочтительно, из 800-1600 стеклянных волокон, и ровинга из 200-4000 полипропиленовых волокон, предпочтительно, из 600-1600 полипропиленовых волокон.
Другие характеристики и преимущества данного изобретения станут очевидными из следующего описания одного из его вариантов, который приведен как не ограничивающий пример со ссылкой на чертежи.
На чертежах:
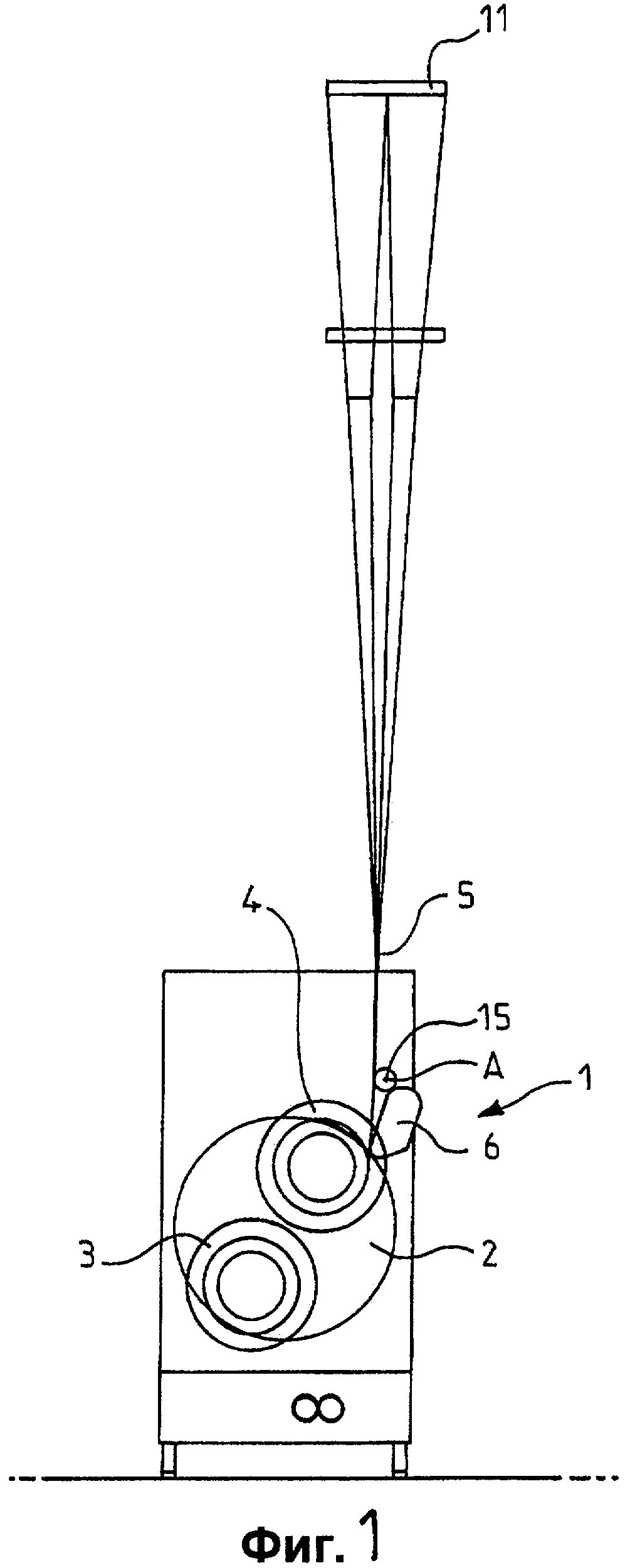
Фиг.1 отражает фронтальный вид бобины по изобретению,
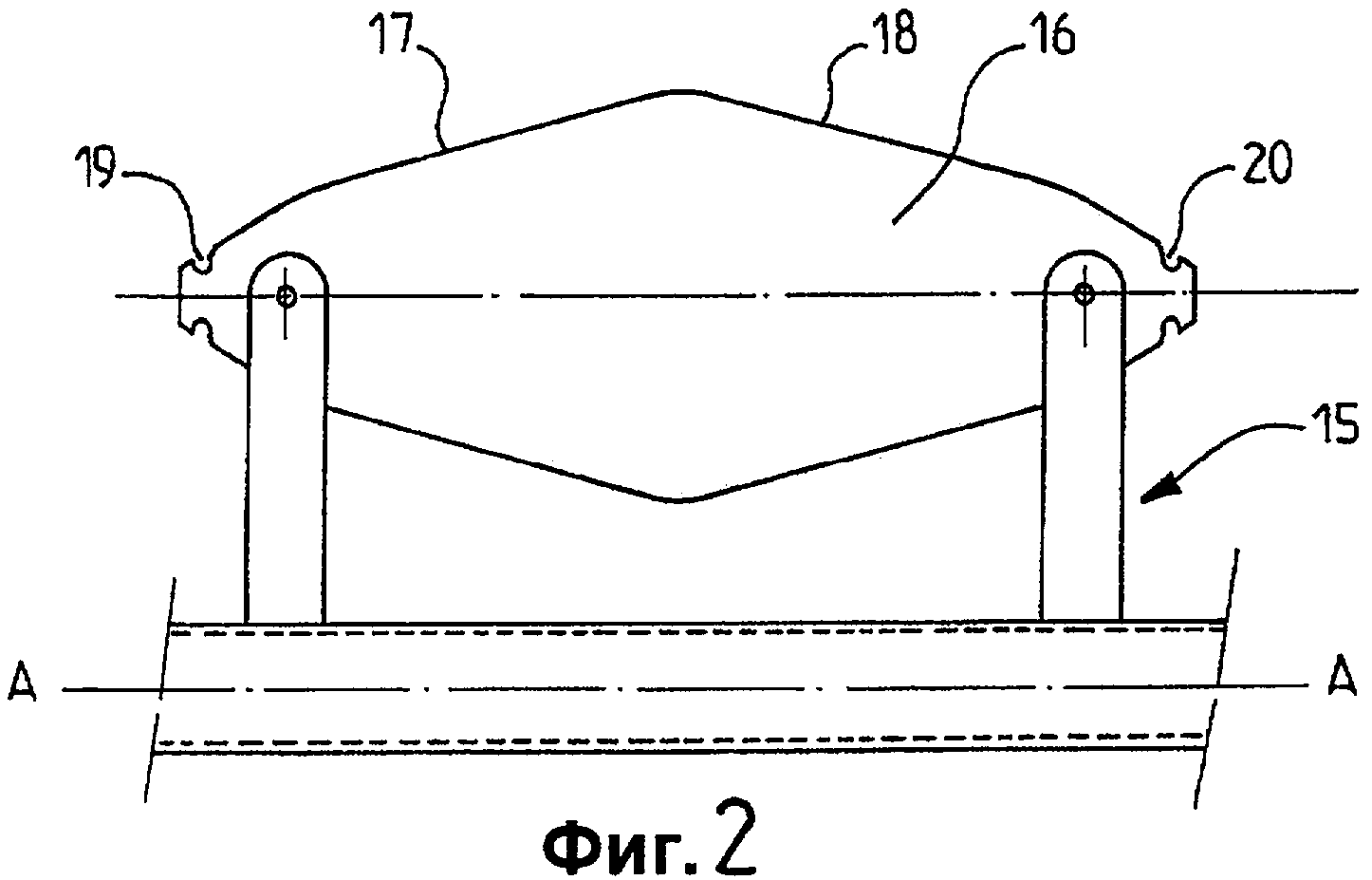
Фиг.2 отражает изображение устройства для отделения, предназначенного для применения двух ровингов, и
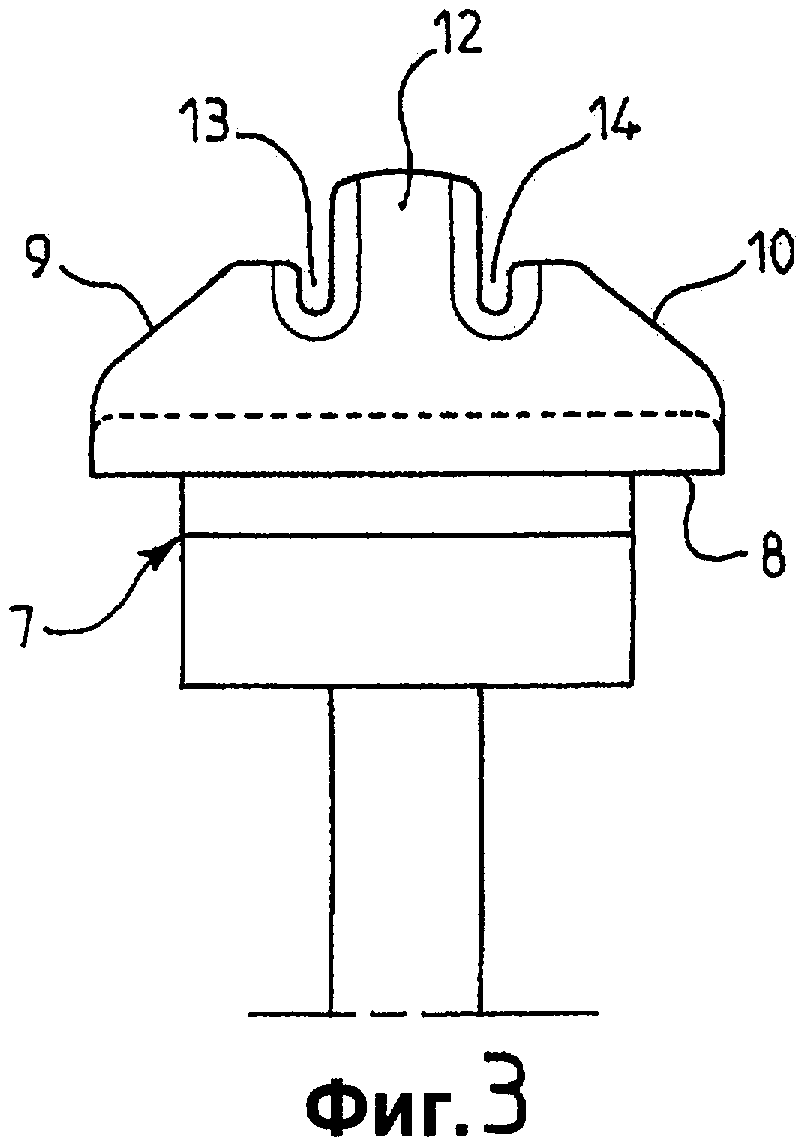
Фиг.3 отражает изображение бегунка, который может быть использован в комбинации с устройством для отделения, изображенным на Фиг.2.
Согласно предпочтительному варианту выполнения бобины 1 по изобретению, показанной на Фиг.1, бобина включает металлический корпус, изготовленный механической сваркой различных элементов, которые были ранее изготовлены и являются коммерчески доступными. Этот корпус включает практически прямоугольное основание, которое покоится на ножках, размещенных так, чтобы они соответствовали зазору или шагу вилкообразной детали лотка или похожему приспособлению, предназначенному для установки этой бобины в нужном положении.
На этом основании собирают закрытую структуру, которая предназначена для размещения всех компонентов, необходимых для работы бобины 1. Для этой цели, но без ограничения, эту закрытую структуру, выполненную в виде кожуха, снабжают контрольными и сигнальными устройствами, необходимыми для регулирования разных приспособлений, которые будут описаны ниже в данном описании, гидравлических, электронных сетей, систем сжатого воздуха и других жидкостей, необходимых для работы указанных приспособлений.
В этой закрытой структуре расположена группа круглых шпуль 2. Эта группа (комплект) круглых шпуль 2 монтируется так, чтобы они могли вращаться вокруг оси вращения, и она удерживается в одной из стенок этой закрытой структуры при помощи промежуточного звена, состоящего из направляющих приспособлений (например, головки с шариковым подшипником, направляющего бруса с шариковыми подшипниками).
В действительности, эта группа круглых шпуль представляет собой опору для шпинделей 3, 4. На Фиг.1 видно, что этот комплект шпуль 2 имеет два шпинделя 3 и 4, расположенных в диаметрально противоположных позициях (если есть только один шпиндель, невозможно осуществить автоматическую передачу). Согласно варианту, не показанному на приведенных чертежах, можно установить комплект шпуль, включающий, по меньшей мере, три, четыре шпинделя или даже больше, в зависимости от доступного пространства, а также производительности фильеры, расположенной выше по ходу процесса. Комплект шпуль 2 дает возможность поместить в наматывающей бобине 1 шпиндель 3, который ранее был вынут, и он снабжен, по меньшей мере, одной полой гильзой (согласно данному изобретению это державка, изготовленная из пластмассы, картона или другого материала, предназначенная для приема бобины нитей или намотанной паковки нитей) в положении намотки, и другой шпиндель 4, который размещает шпули с паковками в положении выгрузки при повороте на 180°.
Каждый из шпинделей 3, 4, связанный в одно целое с комплектом круглых шпуль 2, представляет собой вращающееся устройство, приспособленное для вытягивания и намотки нити 5 на гильзу, которая заранее была помещена на шпиндель. Эта намотка осуществляется вдоль первой оси вращения, практически параллельной оси вращения комплекта круглых шпуль относительно каркаса.
На Фиг.1 показан и другой элемент, который является существенным для изготовления бобины. Это приспособление для размещения и направления нити на шпиндель 6. В этом примере этот элемент представляет собой скользящее приспособление, двигающееся в канавке, где скользящая деталь движется линейно вдоль второй оси, которая практически параллельна первой оси; все это смонтировано в узле, который может подходить ближе или удаляться от внешней периферической поверхности бобины во время вращения последней. Этот узел обычно называется «шедовым (пилообразным) наматывающим устройством».
Обычно (см. Фиг.3) шедовое наматывающее устройство 6 включает приспособление, сконструированное в виде бегунка 7, который перемещается линейно в канавке, в которой этот движущийся бегунок 7 дает возможность разместить, по меньшей мере, одну нить 5 на шпинделе 3 и 4, которые вращаются, при этом это движение обеспечивается нитеводителем 7, являясь, в основном, колебательным или похожим на биение движением только по длине бобины.
Для того чтобы получать полную намотанную паковку, бегунок 7 смонтирован таким образом, что он способен двигаться вперед и назад на валу, соединенном в одно целое с каркасом и параллельным оси шпинделя, в котором это второе движение делает возможным охват длины бобины.
Согласно предпочтительному варианту бегунок 7, представленный на Фиг.3, позволяет осуществить одновременное размещение на поверхности одной и той же намотанной паковки, по меньшей мере, двух ровингов, при этом каждый из ровингов состоит из множества нитей 5 и эти нити разделены шагом «р» в виде (в данном случае) двух почти касающихся оберток. Этот тип намотанной паковки с раздельными обертками тем не менее обеспечивает оптимальную размотку без риска образования узлов и нежелательных петель.
Бегунок 7 имеет трапецеидальную форму, основание 8 которой практически параллельно оси вращения намотанной паковки.
Что касается сторон бегунка 7, то они представляют собой изогнутую или наклонную поверхность, которая ограничивает направляющие поверхности 9, 10, что позволяет во время сдвига бегунка в направлении, практически параллельном оси вращения шпинделя, пересекать траекторию движения первого ровинга в одном направлении сдвига и второго ровинга в другом меняющемся направлении сдвига, в котором эти ровинги выходят из фильеры 11 (которая видна на Фиг.1), помещенной выше бобины для намотки 1, и в котором эти ровинги вследствие наклонных направляющих поверхностей направляются к стенке 12, которая выступает по отношению к основанию 8 бегунка 7.
Эта выступающая стенка ограничивает каждый из ровингов в удерживающей и неподвижной зоне 13, 14, выполненной в виде канавки (на Фиг.3 показаны две канавки, каждая для одного ровинга).
В такой канавке 13 или 14 ровинг способен скользить с минимально возможным трением; более того, материал, образующий направляющую поверхность и канавки, выбран таким образом, чтобы он обладал высокой твердостью и минимально возможным коэффициентом трения, чтобы не разрушать и не повреждать ровинг, состоящий из волокон, особенно его форму.
Бегунок 7, который имеет трапецеидальную форму, характеризуется наклонными сторонами 9, 10, наклонными являются также стенки на входе у каждой из канавок 13 и 14, с тем, чтобы они облегчали движение по направлению ко дну канавки, которое представляет собой параллельную ось. Согласно одному из вариантов изобретатели предусмотрели пересечение траектории движения ровингов не только при меняющемся движении бегунка 7, они предпочтительно предусмотрели движение с шаговым перемещением бегунка 7 по отношению к траектории движения ровингов, при этом это движении шагового перемещения бегунка облегчается при помощи разных контрольных систем, регулирующих положение и скорость вращения бобины этого типа; все виды движения шпинделя (-ей) 3, 4, комплекта круглых шпуль 2, шедового намоточного устройства 6 и его бегунка 7 и устройства для отделения 15, которые будут обсуждаться ниже, контролируются программируемым автоматическим устройством, предназначенным для контроля и подачи сигнала в каждый момент времени, когда этот узел обеспечивает оптимальную намотку паковки.
Независимо от варианта выполнения бегунка 7 работа последнего происходит вместе с работой устройства для отделения, показанного на Фиг.1 и 2.
Это отделительное устройство 15 устанавливается таким образом, что оно способно вращаться по отношению к корпусу (точка сочленения обозначена буквой А, и оно перемещается между положением покоя, в котором траектория движения ровинга не отклоняется из-за положения отделительного устройства 15, и, так называемым, рабочим положением, в котором это устройство 15 пересекает траекторию движения ровингов таким образом, что, с одной стороны, расправляет их или отделяет их друг от друга и, с другой стороны, поддерживает их разделенными во время стадии перехода.
Стадия или фаза перехода определяется как фаза, во время которой ровинги, которые были намотаны на паковку до получения полной бобины, с намотанной паковки и с первого шпинделя должны переходить автоматически (то есть без повторного запуска устройства человеком) на другой шпиндель (благодаря вращению комплекта круглых шпуль), при этом этот второй шпиндель должен обеспечивать намотку, удаление ровингов, состоящих из волокон, на поверхность, по меньшей мере, еще одной, второй намотанной паковки.
Во время этой фазы перехода очень важно, чтобы ровинги, первоначально намотанные на намотанную паковку первого шпинделя раздельно (если есть два ровинга, состоящие из нитей 5 из одинакового или разного материала, что соответствует бобине с двумя обертками), не смешивались и не терялись во время вращения комплекта круглых шпуль и чтобы два ровинга могли наматываться снова и удаляться отдельно друг от друга на второй намотанной паковке, удерживаемой на втором шпинделе.
Для этой цели можно выделить следующие виды движения.
Во время стадии перехода отделительное устройство 15 переходит из состояния покоя в активное положение, ровинги, состоящие из волокон или нитей 5, выходящих из фильеры 11, которая расположена над бобиной 1, приходят в соприкосновение с лотком 16, который является неподвижно соединенным с отделительным устройством 15.
Как можно видеть на Фиг.2, лоток 16 образует сердечник, в котором одна из осей симметрии расположена таким образом, что она отделяет вдоль медианной плоскости траекторию ровингов, при этом каждый из ровингов проходит с двух сторон медианной плоскости.
Благодаря наличию наклонных плоскостей 17,18 лотка 16 каждый из ровингов на этой фазе направляется по направлению к свободным концам сердечника к области задержания 19, 20 или пространству с канавками, приспособленным для приема с минимально возможным трением каждого одного ровинга, при этом ровинги не могут выйти из этих пространств во время всей стадии перехода.
Когда каждый (один) ровинг удерживается в своей области задержания 19, 20, шедовое (пилообразное) наматывающее устройство отодвигается от поверхности намотанной паковки или полной бобины, высвобождая бегунок 7 из соответствующего ровинга, комплект круговых шпуль 2 начинает вращаться таким образом, чтобы расположить второй шпиндель 3 или 4 так, что он готов вращаться и удалять вторую паковку при условиях, похожих на условия для первой паковки из намотанного материала.
Когда второй шпиндель 3, 4 готов для намотки, шедовое намоточное устройство 6 подходит ближе к поверхности намотанной паковки, ровинги (все еще удерживаемые в их относительных местах задержки 19, 20 лотка 16) задевают за поверхность паковки (они остаются под натяжением благодаря положению первого шпинделя), отделительное устройство 15 располагается в состоянии покоя, освобождая ровинги из соответствующих областей задержки 19, 20.
Затем ровинги задерживают периодически изменяющееся движение бегунка 7, как объяснялось выше. Когда каждая из канавок 13, 14 бегунка 7 занята соответствующим ровингом, начинается намотка паковки, и бобины, полученные из станка для каркасной намотки, который функционирует в соответствии с описанной выше процедурой, отличаются значительно от получаемых по известным способам бобин.
В действительности, существует возможность осуществлять намотку на одной и той же оси шпинделя и на, по меньшей мере, одной и той же паковке из намотанного материала (расположенные рядом паковки) нескольких ровингов (например, по меньшей мере, двух), при этом каждый из ровингов может состоять из «n» и «n'» числа одинаковых или разных нитей из одного и того же материала или из разных материалов, причем эти материалы выбраны из материалов для технического применения, таких как из стекла, термопластов (особенно, полипропилена).
Эти паковки из намотанного материала способны разматываться, хотя ни одна из оберток не отделена шагом «р», без образования узлов или нежелательных петель.
Примером паковки из намотанного материала является паковка на основе «Twintex»® (зарегистрированное торговое наименование) из смешанной нити на основе стекла и термопласта, которая описана ниже.
Эта намотанная паковка включает, по меньшей мере, две отдельные обертки, при этом каждая из оберток образована, соответственно, из ровинга, состоящего из 400-4000 стеклянных нитей, предпочтительно, из 800-1600 стеклянных нитей, и ровинга, состоящего из 200-4000 полипропиленовых нитей, предпочтительно, из 600-1600 полипропиленовых нитей.
Может быть предпочтительным получение на одной паковке из намотанного материала, по меньшей мере, двух отдельных оберток для следующих целей:
- стекло и термопласт для изготовления композиционных тканей, устойчивых к разрыву и к прокалыванию;
- смешанный продукт и стекло для баллистических армированных термопластичных пластин с контролируемым отслаиванием, с применением тканей или термоформованных однонаправленных тканей;
- смешанный продукт и термопласт для матов с низким содержанием стекла.
Для этих целей не было найдено известного решения, известный уровень техники включает только паковки с отдельными обертками идентичного типа и, возможно, с разным титром.
Реферат
Заявленное изобретение относится к производству стеклянных нитей и может быть применено для изготовления намотанных паковок, состоящих из множества нитей. Устройство для изготовления намотанных паковок содержит корпус, шедовое наматывающее устройство и устройство для отделения. Корпус содержит комплект круглых шпуль. Шпули выполнены с возможностью вращения относительно корпуса. Комплект шпуль включает шпиндели для поддержки паковок. Каждый шпиндель вращается вокруг оси, вытягивая и одновременно наматывая, по меньшей мере, два ровинга. Шедовое наматывающее устройство снабжено бегунком. Бегунок позволяет осуществить отложение на поверхности намотанной паковки отделенных друг от друга ровингов. Устройство для отделения может занимать первое и второе положения. В первом положении ровинги, выходящие из фильеры к бегунку, отделяются друг от друга. Во втором положении устройство для отделения не мешает движению ровингов. При изготовлении паковок каждый из шпинделей последовательно находится на стадии выгрузки или на стадии намотки паковки. 3 н. и 15 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для формирования паковки
Комментарии