Устройство для изготовления пакетов бланков ценных бумаг из пачек бланков ценных бумаг - RU2121453C1
Код документа: RU2121453C1
Чертежи


Описание
Изобретение относится к устройству согласно ограничительной части основного пункта формулы изобретения.
Подобное устройство известно и описывается в заявке США N 3 939 621. В этом устройстве распределитель состоит из двух, работающих попеременно, вращающихся барабанов с вертикальными накопителями, распределенными по их периметру, число которых "N" равно числу оттисков бланков ценных бумаг на листе, содержащем эти отпечатки. Это число оттисков бланков ценных бумаг одного листа называется также числом единиц использования. Каждый находящийся в эксплуатации барабан вращается со средней окружной скоростью, которая соответствует скорости транспортировки поступающих пачек бланков ценных бумаг, таким образом, что следующие друг за другом пачки периодически поодиночке распределяются между числом N накопителей. Когда в накопителях уложится число пачек, предусмотренных для одного пакета, следующие пачки подаются ко второму барабану, в то время как полные накопители первого барабана последовательно опорожняются; пакеты друг за другом продвигаются на участок транспортировки и подаются на станцию упаковки.
Такая сортировка пачек бланков ценных бумаг необходима, исходя из следующей причины: нумерация листов с оттисками бланков ценных бумаг, на которых рядами и колонками в форме матриц напечатано N оттисков бланков ценных бумаг, осуществляется в общем таким образом, что все позиции бланков ценных бумаг на одном листе получают одну и ту же нумерацию в трех последних разрядах номера, и те же позиции бланков ценных бумаг следующих друг за другом листов нумеруются непрерывно, в то время как номера позиций бланков ценных бумаг на одном и том же листе отличаются в более высоких разрядах, например, в тысячах или десятках тысяч, или различными сериями. Позади машины-нумератора образуется стопка из 100 листов, так что после разрезания стопки получают N пачек со 100 бланками ценных бумаг каждая. Внутри пачки происходит последовательная нумерация бланков ценных бумаг, однако, последовательность номеров внутри пачки не является продолжением последовательности номеров в предшествующей пачке. Если, например, число оттисков бланков ценных бумаг на одном листе составляет N=20, причем позиции бланков ценных бумаг размещены в пять рядов и в четыре колонки, то тогда для изготовления пакетов с 10 пачками каждый, т.е. с 1000 бланками ценных бумаг, объединяются первый, двадцать первый, сорок первый, и т.д., затем второй, двадцать второй, сорок второй и т.д. бланки, для того, чтобы образовались пакеты бланков ценных бумаг, содержащие 1000 бланков ценных бумаг, с правильной последовательностью номеров тысячной серии.
Конструкция и эксплуатация упомянутого выше распределителя для сортировки пачек бланков ценных бумаг, работающего с двумя вращающимися барабанами, являются довольно сложными. Готовые пакеты бланков ценных бумаг должны удаляться из накопителя барабана поодиночке последовательно.
В основе настоящего изобретения лежит задача создания распределителя для сортировки пачек бланков ценных бумаг, который отличается простотой конструкции, имеет лишь несколько подвижных деталей и позволяет производить одновременное удаление из накопителей всего числа N пакетов, так, что он может эксплуатироваться с высокой рабочей скоростью.
Эта задача в соответствии с изобретением решается за счет признаков, указанных в отличительной части основного пункта 1 формулы изобретения.
С помощью этого устройства достигается положение, при котором каждый раз по одной стопе из N пачек бланков ценных бумаг одновременно падает в N накопителей и при котором после образования готовых пакетов бланков ценных бумаг они выталкиваются одновременно из всех накопителей. Кроме того, распределитель можно легко привести в соответствие с различным числом N единиц использования, удлиняя или укорачивая соответствующим образом участок транспортировки, в результате чего увеличивается или уменьшается число находящихся под ними накопителей. При этом целесообразным образом используются модульные блоки из определенного числа расположенных рядом друг с другом накопителей, например, из десяти накопителей, с соответствующим участком для транспортировки. Таким образом, становится возможным обрабатывать например, максимальное число единиц пользования - 40, 50 и 60. Естественно, что распределитель, предусмотренный для числа N единиц пользования без проблем может быть использован и для меньшего числа единиц пользования без всяких осложнений.
Обычно образуются пакеты бланков ценных бумаг, состоящие из десяти пачек по 100 бланков ценных бумаг каждая, итак, состоящие из 1000 бланков ценных бумаг с последовательной нумерацией.
Целесообразные варианты изобретения отражены в зависимых пунктах формулы изобретения.
Подробнее изобретение поясняется с привлечением чертежей и примера исполнения. На чертежах представлено:
фиг. 1 - схематичный вид сверху на конструкцию для
обработки пронумерованных листов бланков ценных бумаг в пакеты бланков ценных бумаг с помощью распределителя согласно изобретению;
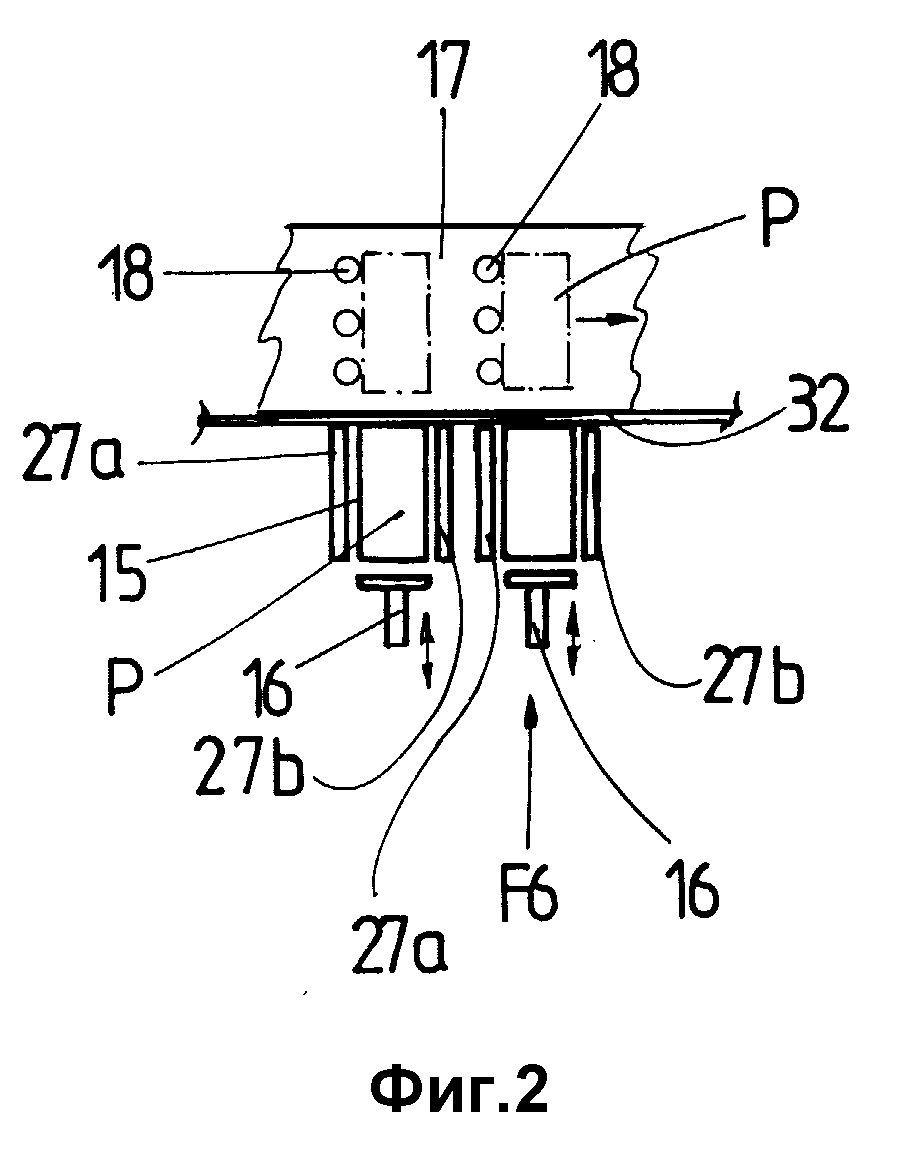
фиг. 2 - схематичный частичный вид распределителя - вид
сверху на два соседних накопителя;
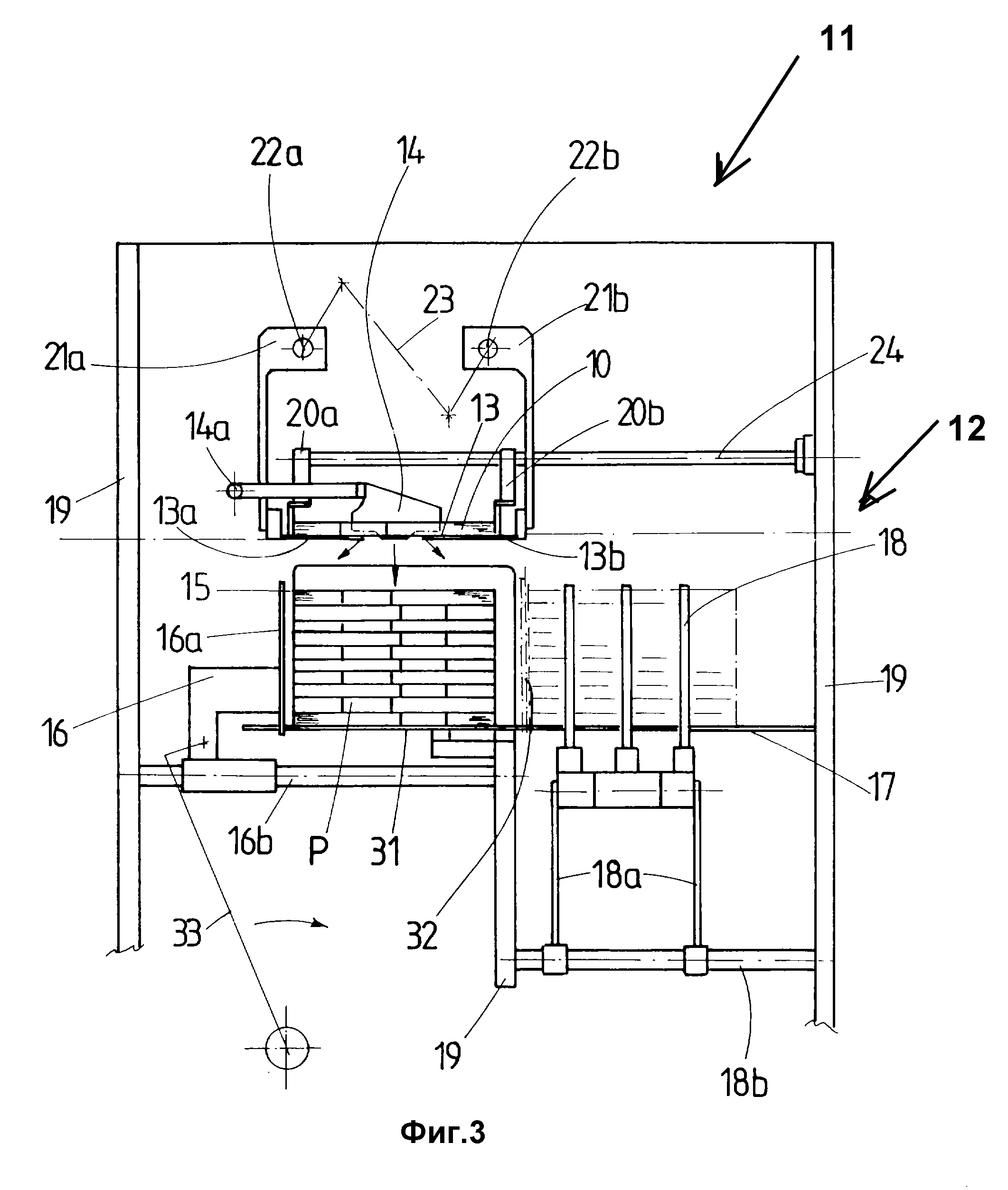
фиг. 3 - разрез вдоль линии II-II по фиг. 1, причем днище конвейерной линии закрыто;
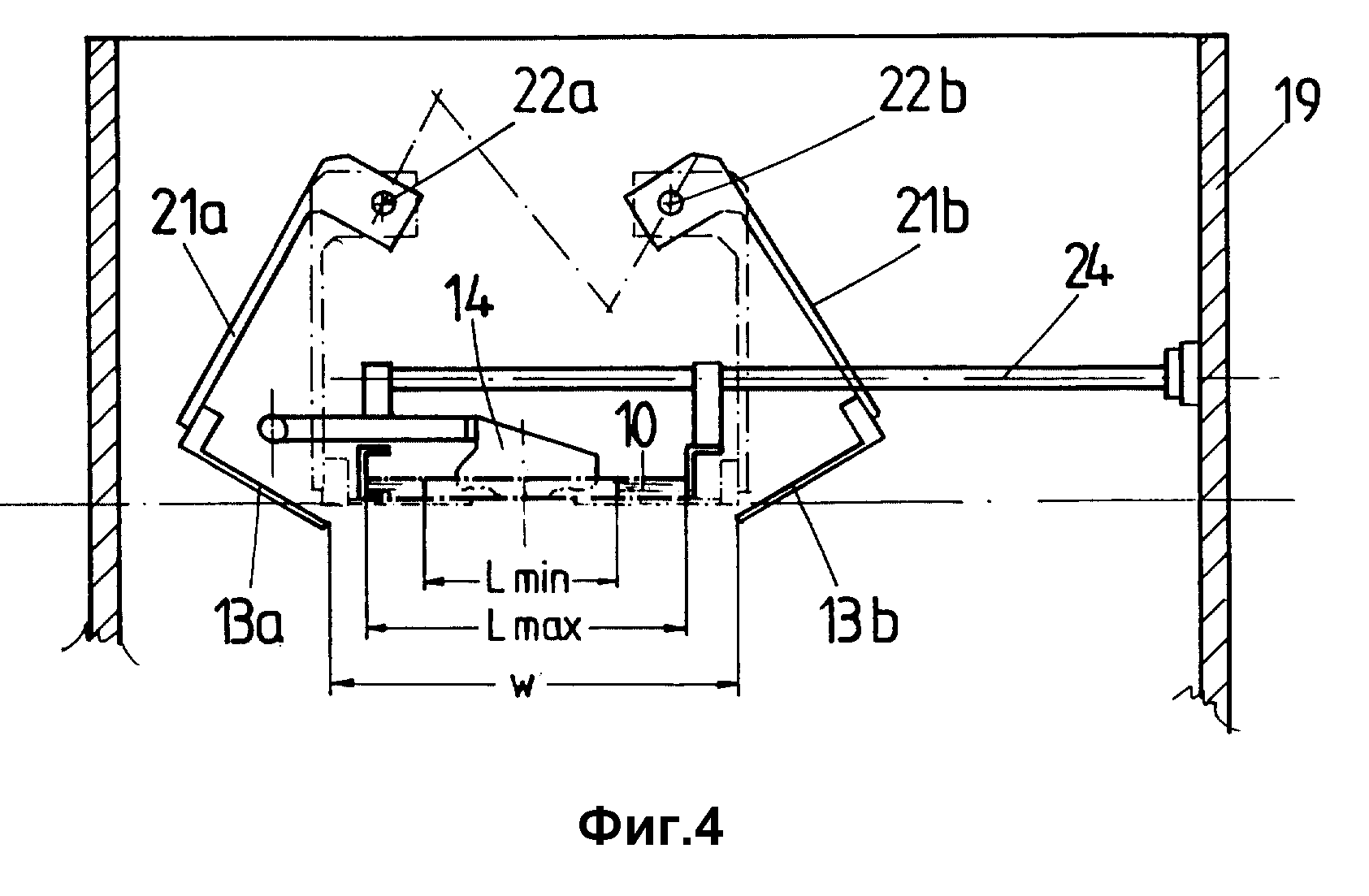
фиг. 4 - частичный вид того же самого разреза с открытым
днищем;
фиг. 5 - вид переставляемых боковых стенок конвейерной линии для ориентации пачек бланков ценных бумаг;
фиг. 6 - схематичный частичный вид накопителей, без толкателя, в
направлении стрелки F6 по фиг. 2, и
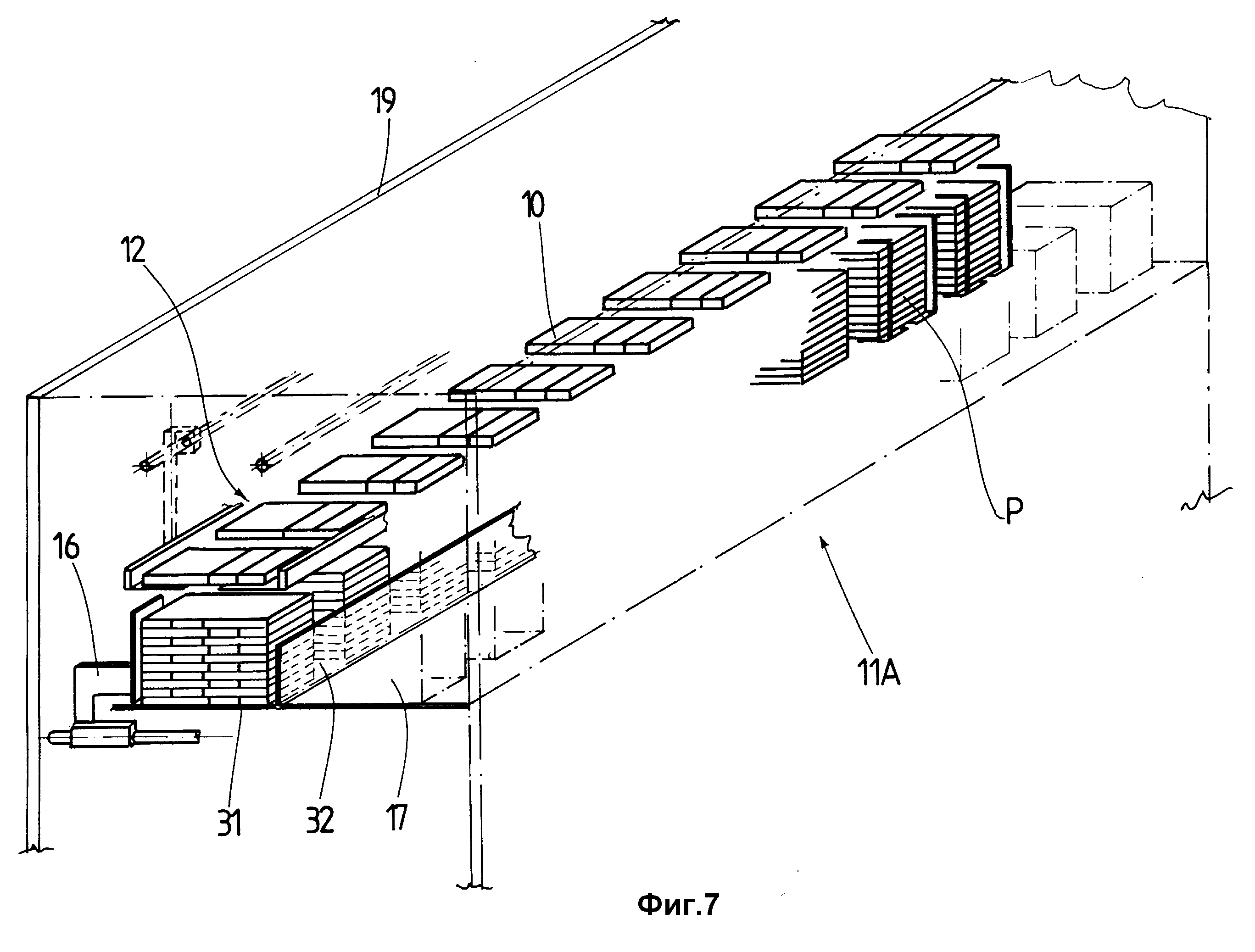
фиг. 7 - схематичный перспективный вид на модульный блок.
Конструкция по фиг. 1 предназначена для обработки листов с оттисками бланков ценных бумаг, которые имеют уже пронумерованные оттиски бланков ценных бумаг, и в форме стоп 1 по 100 листов каждая подаются в резательную машину. Каждый лист в рассматриваемом примере имеет 40 оттисков бланков ценных бумаг или единиц пользования, которые расположены в форме матрицы в пять колонок и в восемь рядов, как это схематично показано для самого верхнего листа из стопы 1. Оттиски бланков ценных бумаг, лежащие в стопе друг на друге, принадлежат каждый к определенной серии номеров и имеют внутри этой серии сквозную нумерацию.
Стопы листов 1 подаются к первому режущему механизму 3 для обрезки края и поступают затем в направлении, указанном стрелками с помощью транспортной системы T, после изменения направления транспортировки на 90o - ко второму режущему механизму 4, в котором стопа листов разрезается на стопы 5, сложенные из полос. Соответственно восемь следующих друг за другом стоп, сложенных из полос, по пять оттисков бланков ценных бумаг на каждой полосе, относятся к той же стопе листов 1.
Стопы 5, сложенные из полос, транспортируются к третьему режущему механизму 6, в котором осуществляется обрезка края, и поступают после этого, после нового изменения направления транспортировки на 90 градусов, по направлению стрелки к четвертому режущему механизму 7, в котором полосы разрезаются на пачки 8. Каждая пачка 8 содержит 100 разрезанных по формату бланков ценных бумаг со сквозной нумерацией. Эти пачки 8 поступают затем на транспортную систему T к станции бандеролирования 9, где они обвязываются бандеролью, а обвязанные бандеролью пачки 10 подаются в направлении стрелок к распределителю 11. Для того, чтобы позже можно было бы нормально укладывать обвязанные бандеролью пачки, бандероль укладывается не по середине, а со смещением вбок, а позади станции бандеролирования 9 каждая вторая пачка поворачивается на 180 град. (на фиг. 1 не показано). Таким образом, в пакетах бандероли соседних пачек расположены рядом друг с другом со смещением, как это представлено на фиг. 3.
Вследствие особенностей пространственной компоновки конструкции в рассматриваемом примере в транспортной системе T между станцией бандеролирования 9 и входом распределителя 11 направление транспортировки обандеролированных пачек 10 три раза меняется на 90 градусов.
Распределитель 11 составлен в рассматриваемом примере из однородных модульных блоков 11A, 11B, 11C и 11D, которые смонтированы в продольном направлении друг за другом. Каждый модульный блок оборудован для изготовления десяти пакетов, содержащих пачки, так что одновременно может быть образовано число пакетов - в рассматриваемом примере это - 40 пакетов, - соответствующее числу оттисков бланков ценных бумаг на каждом листе с оттисками бланков ценных бумаг. Все узлы модульного блока смонтированы в каркасе 19 и состоят в основном из прямолинейной конвейерной линии 12 с днищем 13, системой захватов 14 для подачи пачек (фиг. 3), из десяти накопителей 15, расположенных друг за другом под днищем 13, с вертикальными шахтами, участком транспортировки 17 для отвода готовых пакетов P с помощью захватов 18 и из десяти толкателей 16, подчиненных десяти накопителям 15, которые образуют устройство для выемки (фиг. 2 и 3) и которые совместно приводятся в действие с помощью узла управления 16' (фиг. 1).
Фиг. 7 изображает схематичный перспективный вид на модульный блок.
На каждой конвейерной линии 12 предусмотрены десять позиций пачек, расположенных друг за другом на заданном расстоянии, которые установлены по одной оси с накопителями 15 и находятся перпендикулярно над этими накопителями. Система захватов 14 установлена выше основания 13 и оборудована таким образом, что она может принимать обвязанные бандеролью пачки 10, поступающие по транспортной системе T к распределителю 11, и ритмично проталкивать их, а именно, в течение такого времени, пока не будут заняты все сорок позиций пачек распределителя 11 над накопителем. Захваты 14 работают для этой цели известным образом, так что они во время такта проталкивания одновременно проталкивают пачки на расстояние, которое соответствует расстоянию двух следующих друг за другом позиций пачек, после этого они выходят вверх из траектории движения пачек для того, чтобы пройти отрезок одного такта, а затем опускаются позади передвигающихся пачек, которые при следующем такте проталкиваются к следующей позиции пачки. В схематичном изображении по фиг. 3 каждый захват 14 имеет возможность опрокидывания вверх вокруг вала 14а, расположенного сбоку от конвейерной линии 12 и проходящего параллельно конвейерной линии, и имеет возможность возвратно-поступательного перемещения за счет продольного движения вала. За счет этой тактовой подачи постоянно достигаются одинаковые, повторяемые позиции пачек, что, например, не было бы возможно при цепной подаче.
Днища 13 распределителя, которые обычно закрывают сверху накопители 15 и образуют при подаче пачек ровную сквозную опору, для открывания накопителей могут поворачиваться c помощью исполнительного механизма, так что пачки, занимающие свою позицию, могут падать вниз в соответствующие накопители. В рассматриваемом примере конвейерная линия 12 каждого модульного блока сконструирована с использованием стола с установленными на нем ножницами, при этом образованное крышкой стола днище 13 состоит из двух половин 13a, 13b, которые могут откидываться вниз в направлении, указанном стрелками. Обе половины днища 13a, 13b закреплены на вертикальных кронштейнах 21a, 21b, верхние концы которых шарнирно закреплены на горизонтальных осях 22a, 22b, ориентированных параллельно конвейерной линии.
При управлении исполнительным механизмом оба кронштейна 21a, 21b поворачиваются наружу в направлении, противоположном друг другу, для освобождения верхнего отверстия накопителя. Это положение отверстия представлено на фиг. 4. Оба кронштейна 21a, 21b и соответственно обе оси 22a, 22b связаны друг с другом, как это представлено на фиг. 3 и 4, с помощью системы тяг и рычагов 23, которая обеспечивает синхронное параллельное открытие обеих половин днища 13a, 13b.
Как показано на фиг. 3, между внутренними концами обеих половин днища 13a, 13b предусмотрен зазор для того, чтобы захваты 14 во время транспортировки пачек погружались в этот зазор и могли бы, таким образом, захватить каждую пачку 10 по всей толщине.
В каркасе 19 над конвейерной линией 12 установлен ходовой винт 24, ориентированный поперек направлению транспортировки (фиг. 5), который по обе стороны от середины днищ 13 имеет правую резьбу 24a или левую резьбу 24b. На этой резьбе установлены боковые стенки 20a и 20b, ориентированные параллельно направлению транспортировки, которые при подаче предназначены для правильной боковой ориентации пачек и которые могут быть согласованы с размером пачек в направлении поперек конвейерной линии, т.е. в рассматриваемом примере - с длиной пачек. Это осуществляется путем поворота ходового винта 24 с помощью центральной регулировки, в рассматриваемом примере - с помощью кривошипной рукоятки 25. При этом счетчик 26 показывает установленную длину пачки.
На фиг. 4 указаны, к примеру, минимальная длина бланка ценных бумаг Lmin и максимальная длина бланка ценных бумаг Lmax, которые могут быть обработаны. Ширина раскрытия W, которая согласована с максимальной длиной бланка ценных бумаг или соответственно с длиной пачки, остается всегда постоянной, так что величина хода открытия остается всегда постоянной независимо от формата бланка ценных бумаг.
Каждый накопитель 15 образуется прямоугольной шахтой, выполненной из листового металла, с основанием 31 и соответственно с двумя параллельными боковыми стенками 27a и 27b, которые образуют боковые ограничители накопителя, ориентированные поперек конвейерной линии 12. Боковые стенки 27a, которые являются задними, если смотреть в направлении транспортирования, смонтированы жестко на каркасе 19, а другие - передние боковые стенки 27b - с возможностью перестановки. Конструкция такова, что все передние стенки 27b накопителей 15 модуля закреплены на общей планке 28, имеющей возможность продольного перемещения (фиг. 6), так что они могут переставляться совместно. Возможность перестановки используется, во-первых, для приведения в соответствие ширины накопителя и ширины пачки, а во-вторых, для временного увеличения ширины накопителя при падении пачки вниз в накопитель.
Для приведения в соответствие ширины накопителя и ширины пачки - по направлению двойной стрелкой F6 по фиг. 6 - предусмотрено устройство централизованной перестановки с помощью кривошипной рукоятки 29, которая позволяет перемещать планку 28 по резьбе таким образом, что все передние боковые стенки 27b соответствующим образом устанавливаются относительно жесткого заднего ограничителя накопителей 15, то есть относительно жестких задних стенок 27a. Эти жесткие стенки 27a расположены вертикально под концом соответствующей позиции пачки на конвейерной линии, являющимся задним, если смотреть в направлении транспортировки, так что падающая пачка, независимо от формата бланка ценной бумаги, своей задней кромкой прилегает практически постоянно к жесткой стенке 27b. Таким способом при изменении формата бланков ценных бумаг нет необходимости в изменении упомянутых сорока позиций пачек на конвейерной линии 12, в результате чего имеется возможность постоянно работать с одной и той же постоянной подачей захватов 14, независимо от формата пачек. Счетчик, предусмотренный на центральном устройстве переналадки формата (фиг. 6), указывает установленную ширину накопителя.
Кроме того, планка 28 с передними боковыми стенками 27b, установленная на ширину пачки, имеет возможность перестановки с помощью исполнительного механизма в форме пневматического цилиндра 30, который на фиг. 6 размещен между центральным механизмом перестановки с кривошипной рукояткой 29 и планкой 28, на малый участок, равный приблизительно 10 мм в направлении двойной стрелки F2, цель этой перестановки поясняется ниже при описании работы.
Как показано на фиг. 2 и 3, каждый накопитель 15 ограничен параллельно конвейерной линии 12 по стороне, обращенной от участка транспортировки 17, с помощью плиты 16a соответствующего толкателя 16, а по противолежащей стороне - посредством проходящей насквозь и имеющей возможность опускаться вниз стенки 32, которая простирается по всей длине модульного блока. Толкатели 16 имеют возможность перемещения на валу 16b, ориентированном поперек конвейерной линии, с помощью исполнительного механизма 33, показанного лишь схематично, а их положение отключения, когда они находятся в оттянутом состоянии, может быть приведено в соответствие с размером пачки. Высота накопителей 15 выбирается таким образом, что пакеты с желаемым числом пачек, лежащих в них друг на друге, могут быть уложены в них стопкой, обычно по десять пачек, как в рассматриваемом примере.
Участок транспортировки 17, проходящий параллельно конвейерной линии 12, расположен на стороне, обращенной от толкателей 16, непосредственно рядом с накопителями 15 и на той же высоте, что и днища 13 накопителей. Система подачи, связанная с этим участком транспортирования 17, имеет захваты 18 в форме толкающих стержней, которые смонтированы на опорах 18a, которые со своей стороны закреплены на поворотной оси 18b. Эта система подачи настроена на ритмичную транспортировку пакетов P на участке транспортирования 17, причем захваты 18 при обратном ходе опускаются ниже плоскости участка транспортирования 17.
Распределитель 11 работает следующим образом:
Как только число N следующих друг за другом, обвязанных бандеролью пачек 10 - в рассматриваемом
примере - это сорок пачек - будут продвинуты до предназначенных для них позиций на днищах 13, т.е. когда весь распределитель занят сорока пачками 10, то с помощью автоматического устройства управления
осуществляется откидывание днищ 13, выполненных из двух частей, так что все сорок пачек одновременно падают в накопители. Для того чтобы обеспечить достаточно места для падающих пачек, перед
открыванием днищ ширина накопителя 13, установленная по формату пачки, увеличивается приблизительно на 10 мм путем перемещения регулируемых стенок 27b с помощью пневматического цилиндра 30.
Непосредственно после выпадения пачек днища 13 снова закрываются, так что ритмичная подача на конвейерную линию 12 пачек, поступающих с системы транспортировки T, не прерывается. Кроме того, ширина
накопителя опять приводится в соответствие с форматом пачек путем оттягивания стенок 27b, так что пачки ориентируются в накопителе, и образуются нормальные пакеты.
После того, как следующая группа из N пачек 10 поступит на распределитель 11, и будут заняты все сорок позиций, предназначенных для пачек, днище 13 вновь откроется, так что второй слой из сорока пачек может упасть в накопители. Эта операция повторяется десять раз, пока в каждом накопителе десять пачек не скомплектуются в один полный пакет. Затем стенка 32 опустится ниже плоскости днища накопителей, а толкатели 16 все вместе посредством блоков управления 16' не будут продвинуты вперед таким образом, что все сорок пакетов P в направлении поперек конвейерной линии 12 одновременно попадут на участок транспортирования 17. Затем стенки 32 будут подняты. На участке транспортирования 17 пакеты с помощью захватов 18 отводятся, а затем подаются к известной упаковочной позиции для дальнейшей обработки, в то время как следующая группа из сорока пачек поступает на распределитель 11. В верхнем положении стенка 32 служит для боковой ориентации пакетов при транспортировке.
Ритмичная подача пакетов обеспечивает ситуацию, когда постоянно достигается одна и та же повторяемая позиция пакета. Для транспортировки пакетов предусмотрен преимущественным образом независимый привод, так что процесс опорожнения устройства может производиться асинхронно относительно рабочей скорости предшествующих операций, в частности, быстрее, чем они, для того, чтобы своевременно освобождался участок транспортировки 17, прежде чем толкателями 16 будет вытолкнут следующий ряд пакетов.
Управление открыванием днищ 13 осуществляется преимущественным образом посредством фотоэлемента, который размещен на самой передней позиции пачки, которую занимает первая пачка из группы N пачек на конвейерной линии, когда N-ная пачка достигла самой последней позиции на конвейерной линии, предназначенной для пачек.
Если должны обрабатываться листы и пятьюдесятью или шестьюдесятью оттисками бланков ценных бумаг, то достаточно удлинить распределитель 11 на один модульный блок 11E или на два модульных блока 11E и 11F. Каждый модульный блок имеет все компоненты, необходимые для осуществления процесса транспортировки пачек и пакетов, как представлено на фиг. 3. Модульные блоки, необходимые для комплектной установки, соединяются друг с другом просто механически посредством соединительных муфт.
Изобретение не ограничено описанным примером исполнения, а включает различные варианты в части выполнения отдельных частей.
Реферат
Устройство для изготовления пакетов бланков ценных бумаг из пачек бланков ценных бумаг содержит распределитель (II) с прямолинейной конвейерной линией (12), по которой друг за другом продвигаются N пачек бланков ценных бумаг, имеющие происхождение из одной стопы листов с бланками ценных бумаг, пока они не достигнут N заданных позиций для пачек. Под конвейерной линией (12), имеющей переставляемое днище (13), смонтировано N накопителей в форме вертикальных шахт, которые установлены отвесно под позициями пачек. После того, как все N позиций пачек на конвейерной линии (12) будут заполнены пачками, днище (13) опрокидывается вниз, так что все N пачек одновременно могут упасть в N шахт накопителей. После закрытия днища следующие N пачек на конвейерной линии (12) попадают в свои позиции и могут падать вторым слоем в накопители после открытия днища. После того, как в этих накопителях образовались пакеты с заданным числом сложенных друг на друге пачек бланков ценных бумаг, эти пакеты с помощью выталкивателей (16) выталкиваются из накопителей (15) на участок транспортирования (17), смонтированный рядом с накопителями, с целью дальнейшей обработки. Распределитель описанного устройства отличается простотой конструкции, имеет лишь несколько подвижных деталей и позволяет производить одновременное удаление из накопителей всего числа N пакетов так, что он может эксплуатироваться с высокой рабочей скоростью. 9 з.п. ф-лы, 7 ил.

Комментарии