Изобретение относится к автоматической обработке стопы из пронумерованных
и содержащих большое число используемых единиц листов ценных бумаг , в частности банкнот.
Целью изобретения является сокращение времени простоя мащины между
последним рядом пачек одной обрабатываемой стопы и первым рядом последующей обрабатываемой стопы.
На фиг.1 изображена схема устройства для осуществления предлагаемого
способа; на фиг.2-5 - схематические изображения распределения заполненных
и остающихся пустыми накопителей барабана-накопителя для четьфех различных
случаев чисел единиц использова1ния в каждом листе.
В устройстве (фиг.1), реализующему способ, обрабатываемые стопы 1 листов
со 100 листами в каждой, которые имеют уже пронумерованные отпечатанные
банкноты (единицы использования), располагаются в правильной последовательности
номеров, подаются к устройству 2 для накладки листов автоматической режущей машины. Такие стопы
листов поступают к выходу машины для нумерации банкнот. Каждый лист имеет
24 единицы использования, которые расположены в форме матрицы в шесть
рядов и проходят поперек к направлению подачи стопы 1 во время ее разрезания (в направлении стрелки 3) и
четыре столбца, которые проходят в направлении подачи. Налагающиеся одна
на другую в каждой стопе листов единицы использования принадлежат соответственно
к определенной серии номеров и внутри этой серии пронум;ерованы подряд.
а
Автоматическая режущая машина имеет
два параллельно противолеЖащих -продольных режущих устройства 4, поперечное режущее устройство 6 для
5 разрезки полос и дополнительное режущее устройство 16 для обрезки пачек.
Стопа 1 листов подается в направлении стрелки 3 к двум продольным режущим устройствам 4, ножи которых
0 ориентированы в направлении подачи и одновременно отрезают боковые края
листов каждой стопы листов. С помощью средства 5 электронно программируемой
подачи стопа листов затем по5 дается к поперечному режущему уст
ройству 6, которое имеет нож, ориентированный перпендикулярно к направлению
транспортировки. Здесь вначале происходит обрезание края на передне стороне стопы листов, затем стопа
листов постепенно разделяется на свои шесть полос из отдельных слоев и на
задней стороне последних полос из слоев выполняется задний краевой срез. Отходы бумаги сбрасываются с
помощью заслонки 7 для отходов. Когда стопа листов разрезается, автоматически
подается следующая стопа листов ,
0 Полосы из слоев 8 подаются одна
за другой в машину 9 для обандероливания с четырьмя находящимися в работе
обандероливающими устройствами, к которым подаются бандероли 10, на ко5
торые .предварительно наносится клей. Обандероливающие устройства одновременно
охватывают бандеролями 10 каждую из полос 8 из слоев по четырем позициям ценных бумаг или позициями
fSf единиц использования,
Полностью обандероленные полосы
11 из слоев (стрелка) вначале отводятся от машины 9 для обандероливания
в продольном направлении полос и затем после перемены направления подачи на 90° подаются поперек к
продольному направлению полос с по- 5 мощью следующего электроннопрограммируемого устройства 12 к месту 13
дпя наложения слоев. Там собираются принадлежащие к одной и той же стопе
1 листов шесть полос 11 из листов, 10 вьфавниваются и вместе выталкиваются.
Они образуют обозначенную позицией 14 группу лежапщх рядом полос из листов , которая с помощью электрон
. нопрограммируемого подающего устрой- 15 ства 15 подается одновременно к поперечному
режущему устройству 16, которое имеет ножи, проходящие над всеми полосами из листов. Здесь постепенно
все шесть полос 11 из листов од- 20 новременно режутся на отдельные обандероленные
пачки 17, причем в описываемом примере необходимо три среза, так -как каждая полоса из листов или
каждый из первоначального ряда листов25 имеет четыре единицы использования.
Разрезанные на заданный формат обандероленные пачки 17 автоматически смещаются на транспортный участок
18, по которому они на заранее задан-зо ном расстоянии один с другим поступают
к распределительному устройству 19.и от него к промежуточному хранилищу 20, состоящему из двух одинаково
вьтолненных барабанов-накопителей 21 ,. и 22, Каждый из барабанов-накопителей
21 и 22 имеет распределенные по их периметру накопители 23, Барабаны-накопители вращаются в направлении
стрелок равномерно с такой скоростью,40 что пачки 17, принадлежащие к той же
первоначальной стопе 1 листов, во время полного оборота барабана одна
за другой поступают (падают) в различные накопители 23 одного барабана, . 45
например (фиг.1) - барабана 21, а следующие пачки 17, которые происходят
от ближайшей за ней стопы листов, при следующем обороте барабана поступают
в соответственно те же накопи-50 тели 23 и т,д. Таким образом, все
пачки 17, которые происходят из десяти следующих одна за другой стоп 1
листов и соответственно имеют одинаковые показатели ценности на листах, 55
стапелируются одна над другой в одном из накопителей 23 барабана-накопителя
21 до тех пор, пока в соответствующих
накопителях соберутся соответственно
по десять пачек. Так как в нумерационой машине, которая нумеровала листы
перед образованием стоп 1 листов, были подряд пронумерованы одинаковые позиции или единицы использования
следующих друг за другом листов внутри одной серии, 1000 банкнот всех пачек
17 в образованном таким образом и состоящем из десяти пачек пакете
24пачек принадлежат соответственно к одной и той же серии и пронумерованы подряд.
После полного заполнения накопителя 23 первого барабана-накопителя 21
следующие пачки 17 автоматически направляются в распределительном устройстве
19 к другому барабану-накопителю 22, где повторяется описанная сортировка.
Одновременно полный барабан-накопитель 21 постепенно (шагово) разгружается , так что пакеты 24 пачек,
как представлено на фиг,1 для другого барабана 22, один за другим выталкиваются
из каждого накопителя 23 и.подаются транспортирующей системой
25на транспортный участок 26, На этом транспортном участке 26 происходит
дальнейшая обработка пакетов 24 пачек, которые после еще одного подсчета
автоматически обандероливаются и пакуются.
До сих пор было необходимо, чтобы
число равномерно распределенных по периметру барабанов-накопителей
21 и 22 накопителей 23 быпо одинаково с числом используемых единиц в
каждом листе ценных бумаг. Необходимо применять барабаны-накопители с соответственно 24 накопителями,
так как все устройство быпо так запланировано , чтобы следующие одна за
другой без пауз и накладьшаемые одна на другую стопы листов резались на
полосы из листов, а следующие одна на другую группы 14 полос из листов
фезались на пачки 17 и пачки подводились по транспортному участку 18 в ненеразрывной
последовательности к промежуточному накопителю 20, При этих условиях число накопителей 23 должно
было бы быть равно числу единиц использования в каждом листе, чтобы в накопителях
23 содержались пакеты с правильно подряд пронумерованными банкнотами . Однако число используемых
единиц в каждом листе можно варьировать в широких пределах,, например
от 4 X 6 24 до максимального числа используемых единиц в листе 6x10 60, Чтобы листы с различным числом
используемых единиц могли бы быть переработаны описанньм устройством,
необходимо не только подогнать управление режущей машиной н остальных устройств к соответствующему формату
листа и числу используемых единиц, но также барабаны-накопители 2 к 2.2
так переоснастить, чтобы число равномерно распределенных по их периметру
накопителей 23 было равно числу используемых единиц в каждом листе.
Согласно изобретению барабаны-накопители 21 и 22 имеют постоянное число N накопителей 23, которое равно
максимально возможному числу используемых единиц в обрабатываемых листах . В рассматриваемом примере
в соответствии с максимальным числом используемых единиц 6 х 10 60, используемых единиц в каждом листе,
на котором используемые единицы расположены в 10 рядах и 6 столбцах.
Чтобы иметь возможность этими барабанами без изменения числа накопителей
обрабатьшать также листы с меньшим числом используемых единиц, вводятся
холостые такты в нормальньй рабочий ритм во время резки и во время подачи таким образом, что сумма из
рабочих н холостых тактов, соответствующая обработке одной полной стопы,
равна сумме обработки листов с 60 используемыми единицаьж и тем самым
соответствует одному обороту барабана-накопителя 21 или 22, в котором
тогда соответстверп о ocfaeтcя свободным соответствующее числ;о накопителей .
Рабочий процесс в рассма.триваемом примере при листах с 4 х 6 24 единицами
использования управляется следующим образом. Работа подающего устройства (подача) 5 для стопы 1 листов
и ритм резания режущих устройств 4 и 6 могут регулироваться независимо
от подачи полос 11 из листов, групп 14 полос из листов и пачек 17, а также
от ритма резания режущего устройства 16 и выбираются так, чтобы рабочий период полного разрезания стопы
1 листов на полосы 8 из лв:стов был равен рабочему периоду, в течени е
которого разрезались листы с 10 рядами используемых единиц, т.е. с максимальным числом рядов. Следующий рабочий процесс до сбора групп 14 полос 11 из листов вместо 13 для наклада
листов, т.е. подача отдельных полос 8 из листов, их обандероливание в устройстве 9 для обанцероливания
и их дальнейшая подача до места 13 наклада листов происходит так, что
внутри к;зждого из определенных выше рабочих периодов образуется полная
группа 14 из шести полос 11 из листов .
После того как группа 14 полос из
листов бьша подана к режущему уст ,ройству 16 и там тактово в нормальном
рабочем ритме разрезана на пачки 17, перед началом подачи следующей
группы 14 полос из листов вставляются два холостых такта или холостых среза так, как будто бы полосы из
листов имели максимальное число из шести используемых единиц. Во время
этих двух холостых тактов режущее
устройство 16 не осуществляет никаасих
режущих движений. Таким образом, следующая группа 14 полос из листов
по отношению к предыдущей группе находится на. некотором расстоянии, которое
равно тому отрезку, который занимают две используемые единицы, измеренные
в продольном направлении полосы из листов. Шесть пачек 17, покидающих режутцее устройство 16 после
каждого среза и разрезанных на формат подаются (фиг.1) на транспортный
участок 18 таким образом, что они туда приходят смещенно во времени,
транспортируются на заранее заданном расстоянии одна за другой по транспортному
участку 18 и подаются к.промежуточному хранилищу 20, где они поступают в шесть соседних накопителей
23 заполняемого барабана-накопи-. теля 21.
Подача ближайшей последовательности из шести пачек 17, которые смещенно
подводятся к транспортному участку 18, замедляется теперь на четьфе
холостых такта, так что на транспортном участке 18 две соседние последовательности
(серии) (каждая из щести пачек 17) отделены одна от другой четъфьмя пустыми местами. В связи
с последней из четырех, принадлежащих все к одной и той же стоне 1
листов серий пачек из шести пачек 17 каждая, на транспортном участке 18 на
основании описанных двух холостых тактов или холостых срезов возникает
разрыв, охватывающий в совокупности 24 пустых места до тех пор, по ка не поступит первая из четьфех при
надлежащих к следующей стопе листов серий пачек. Эти 24 пустых места получаются
, с одной стороны, из четырех пустых мест в связи с последней серией пачек и, с другой стороны, из
дважды по десять пустых мест, которы получились из двух холостых тактов п ред подачей следующей группы 14 в
связи с четырьмя пустыми местами, последующими соответственно за ними. Рабочий процесс при подаче пачек 17
от режущего устройства 16 на транспортный участок 18 во всех случаях
происходит так, чтобы имелось максимальное число из десяти полос из листов и в каждой полосе из листов
имелось бы максимсшьное число из шес ти пачек. Из-за описанных пропусков или пус
тых мест на транспортном участке 18 накопители 23 барабана-накопителя 21 заполняются таким образом, что
заполненные пачками накопители замаркированы обозначением бандеролей пачек (фиг.1).
Если обозначить в общем т -максимальное число полос используемых еди
ниц каждого листа, что является максимальным числом используемых единиц
в направлении подачи стопы 1 листов при подгонке режущего устройства 6
или максимальным числом полос 8 из листов каждой стопы 1 листов, ма
симальное число столбцов используемых единиц, что является максимальным
числом используемых единиц поперек к направлению подачи или числом пачек 17 в каждой полосе 8 из листов
а следовательно, х п - является максимальным числом используемых листов в каждом листе, то тогда может
быть описано осуществление спосо ба по изобретению в случае обработки
листов с X используемыми единицами, причем га меньше,чем т и/илипменьше чем Пр.
После одновременного разрезания m полос из листов, которые собраны в группу 14 и все происходят из одной
и той же стопы 1 листов на соответственно п пачек в каждой полосе из листов, вставляются () холостых
тактов или холостых резов, так что по отношению к ближайшей группе 188
14 полос из листов, происходящих из следующей стопы 1 листов, возникает некоторое расстояние, которое
соответствует длине ( п) используемых единиц, измеренных в продольном направлении полосы. Это управление
подачей и разрезанием полос из листов на пачки происходит при добавлении холостых тактов таким образом.
полосы из листов имеют соответстзуемых единиц. Далее подача выходящих из режущего устройства 16 пачек 17
происходит при максимальном числе т полос из листов каждой стопы из листов;
после того как серия пачек из m пачек бьша подана на транспортный участок 18 добавляются к этому ()
пустых мест, прежде чем ближайшая серия из m пачек с задержкой поступит
на транспортный участок 18. В . связи с последней из серий пачек, происходящих из одной определенной
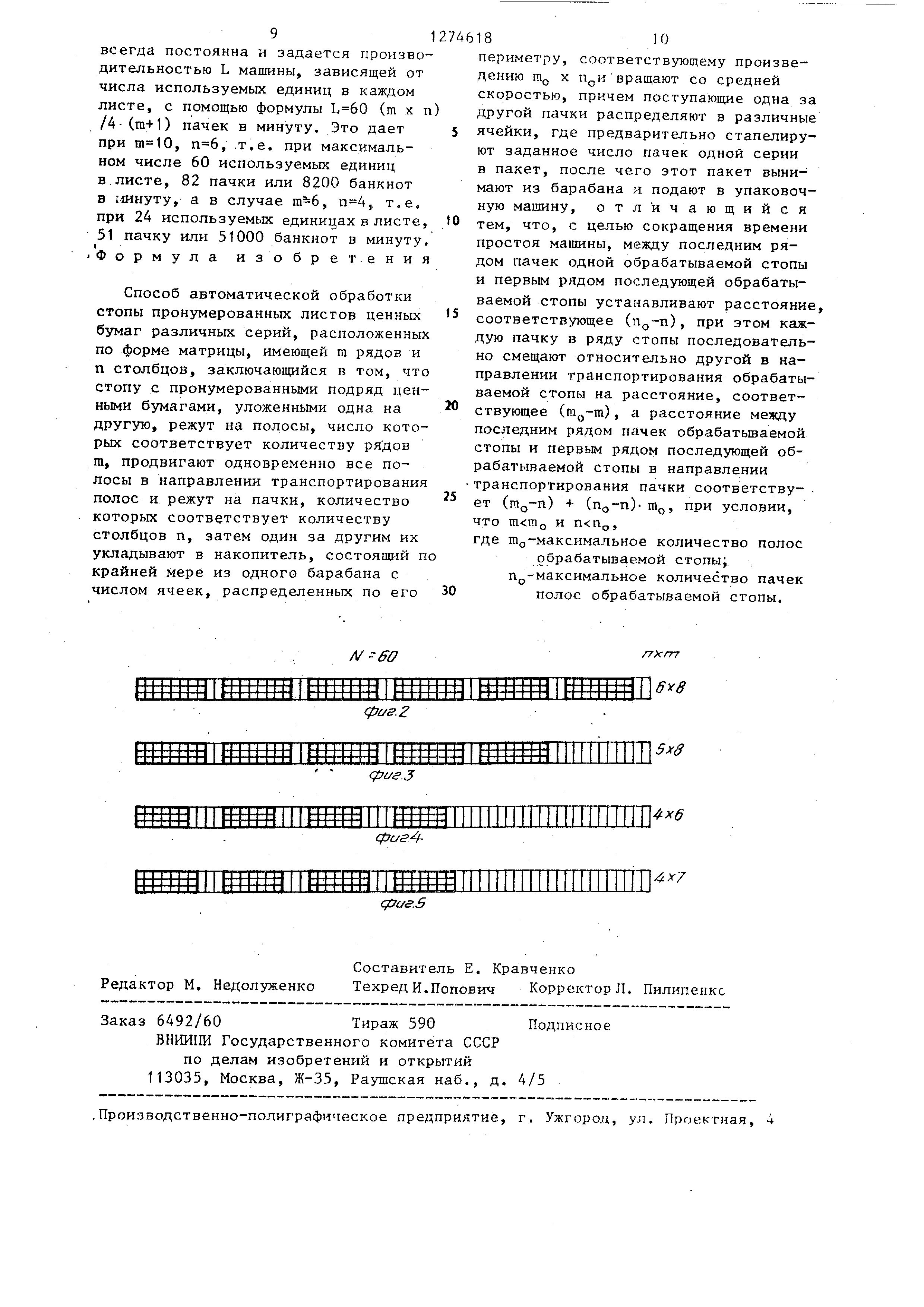
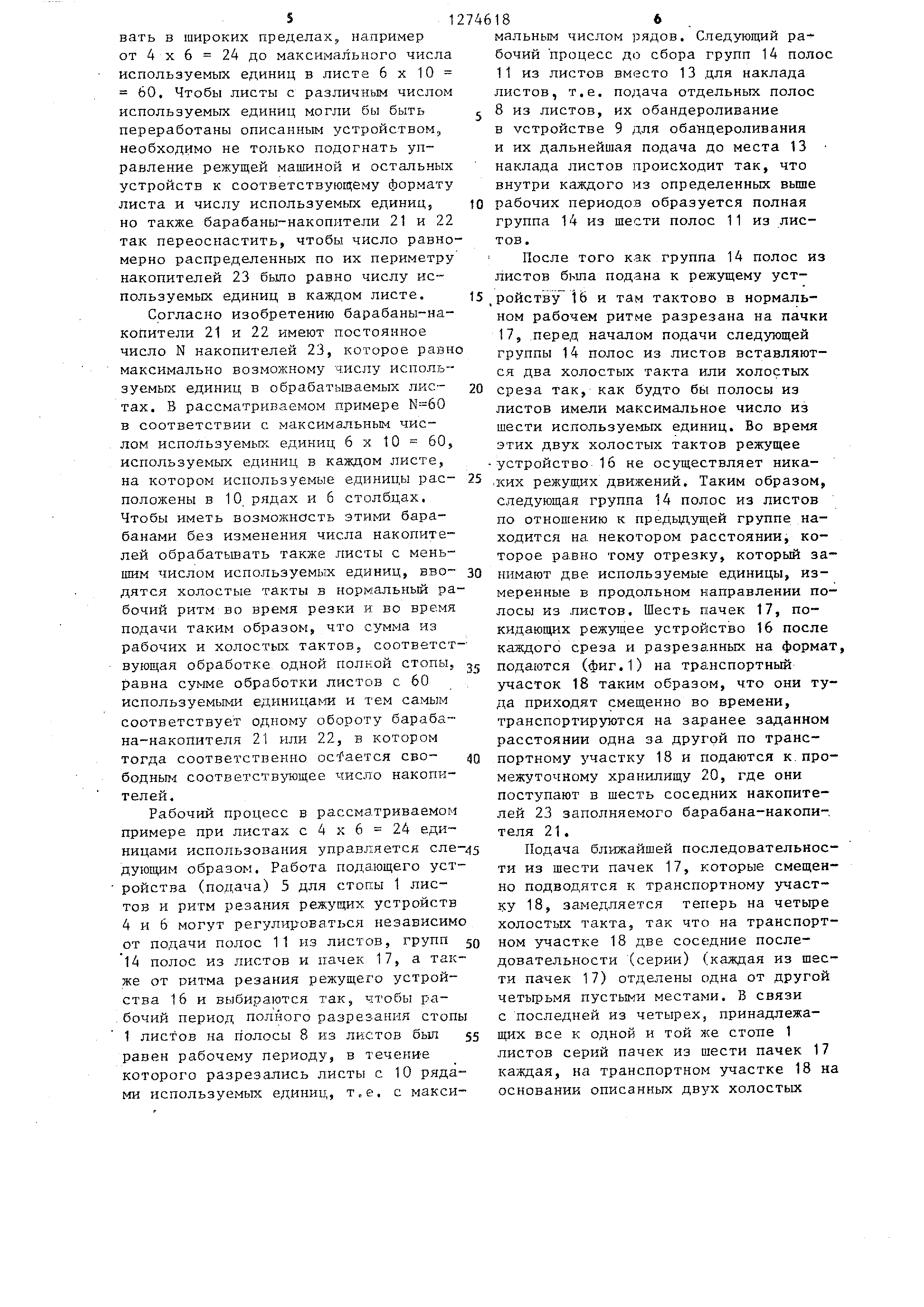
стопы листов, возникают (шд- т) +(Прn ).mo пустых мест. На фиг.2-5 схематически показано
распределение остающихся пустыми накопителей для случая барабанов-накопителей
с шестьюдесятью накопителями () и для четырех различных чисел используемых единиц в листе, что со-,
ответствует распределению пустых мест на транспортном участке 18. Если на
фиг.2 и , то соответственно следуют за восемью заполненными накопителями два пустых накопителя, так
как тогда п равно максимальному числу Пд пачек в каждой полосе из листов .
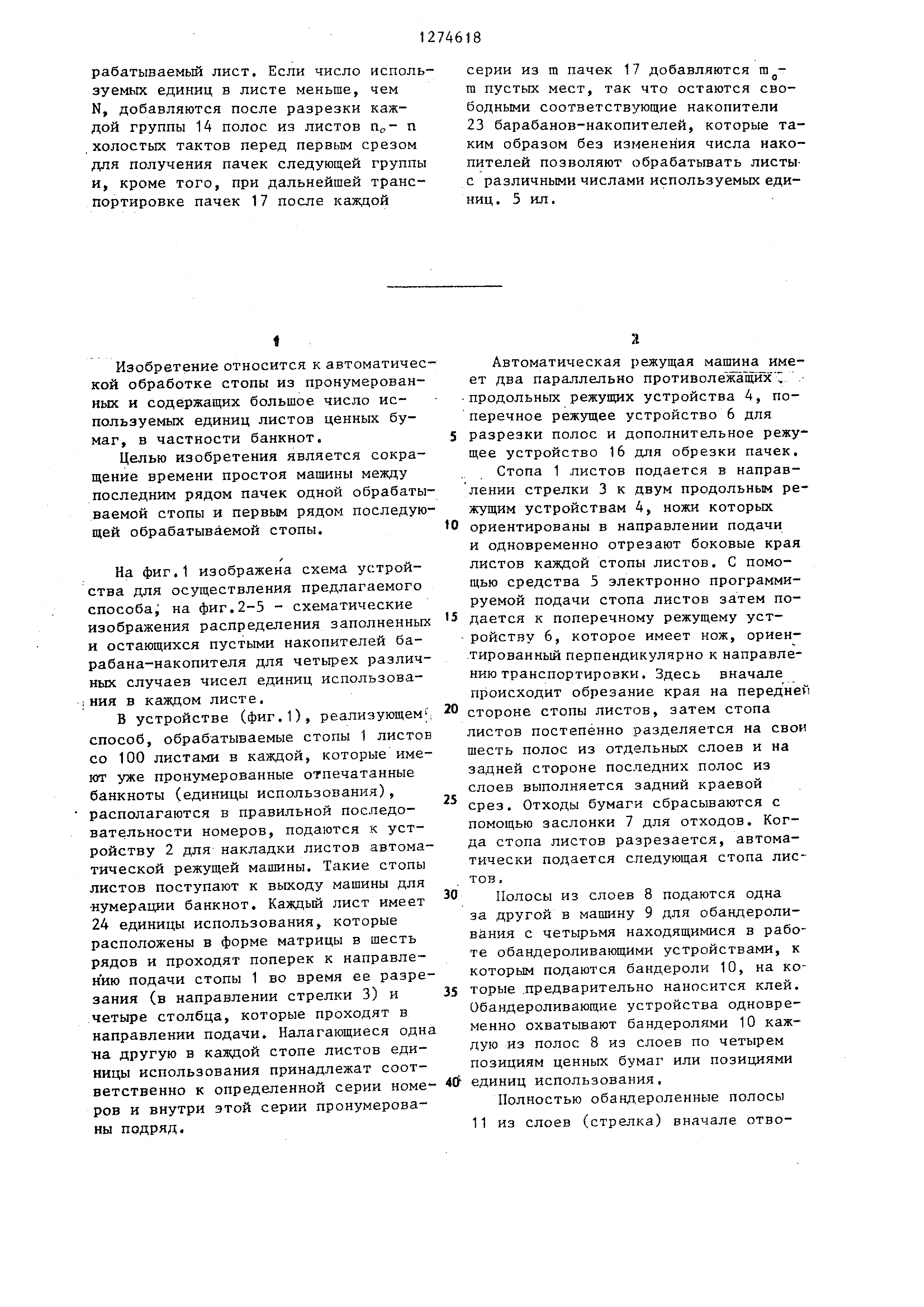
Если (фиг.З) и , то соответственно заполнены восемь соседних накопителей, оба следующих накопителя
пусты, и, кроме того, как только пять пачек имеются в каждой полосе из листов
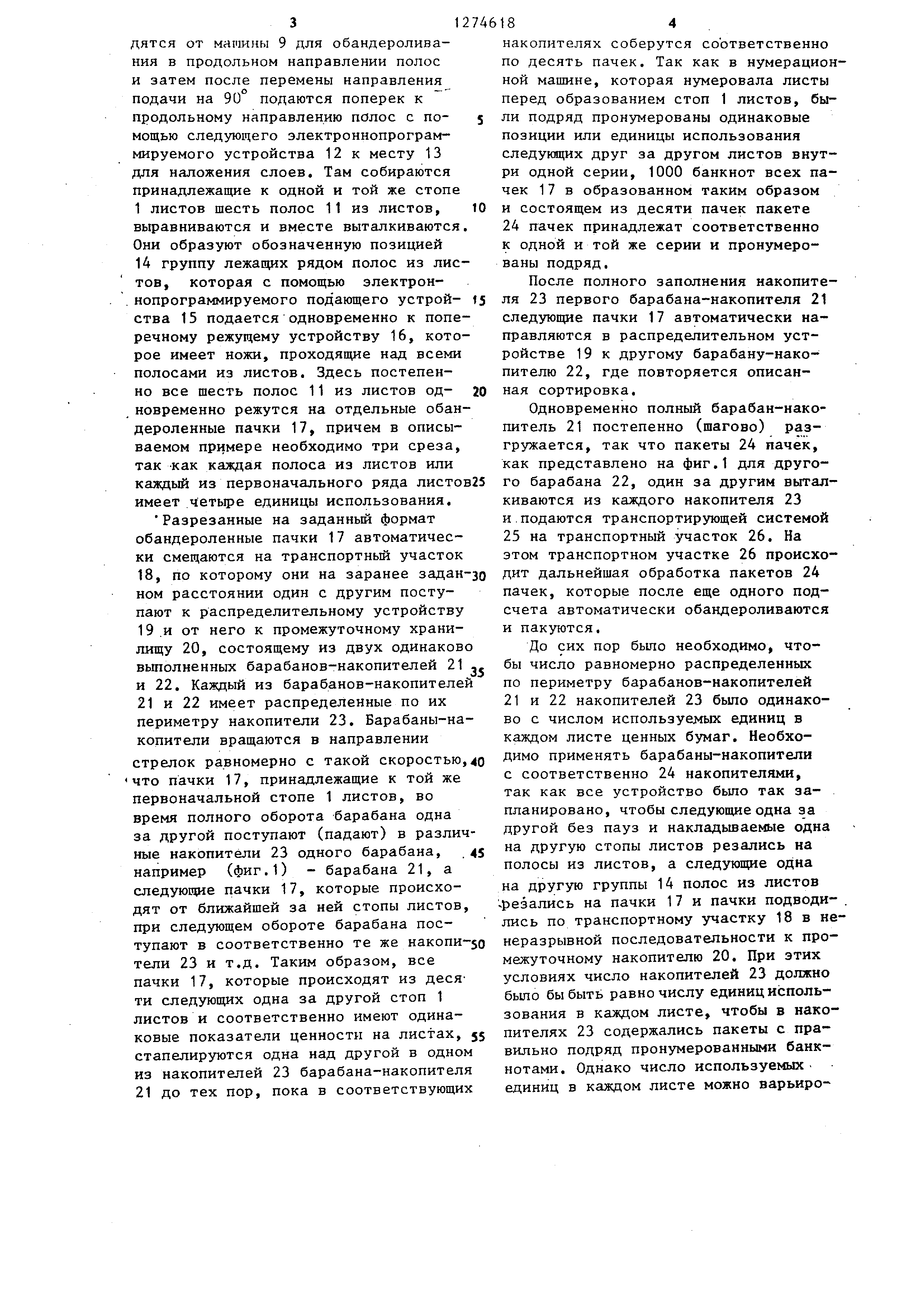
, последние десять накопителей также свободны. Если (фиг.З) и , то соответственно
за семью заполненными накопителями следует три пустых и остаются пустыми еще два ряда по десять
накопителей. Преимущества предлагаемого способа заключаются в том, что листы с любым
числом используемых единиц могут обрабатываться без какого-либо первоенащения
или модифицирования барабанов-накопителей 21 и 22, причем скорость вращения барабанов-накопителей
9 всегда постоянна и задается производительностью
L машины, зависящей от числа используемых единиц в каждом листе, с помощью формулы (m х п
/4-(т+1) пачек в минуту. Это дает при , , .т.е. при максимальном числе 60 используемых единиц
в листе, 82 пачки или 8200 банкнот в минуту, а в случае т-б, , т.е. при 24 используемых единицах в листе,
51 пачку или 51000 банкнот в минуту Формула изобретения Способ автоматической обработки
стопы пронумерованных листов ценных бумаг различных серий, расположенных
по форме матрицы, имеющей га рядов и п столбцов, заключающийся в том, что
стопу с пронумерованными подряд ценными бумагами, уложенными одна на
другую, режут на полосы, число которых соответствует количеству рядов
га, продвигают одновременно все полосы в направлении транспортирования
полос и режут на пачки, количество которых соответствует количеству столбцов п, затем один за другим их
укладывают в накопитель, состоящий п крайней мере из одного барабана с
числом ячеек, распределенных по его
А/ -ео
Ш
фаз. 2
фиг4/7 )СГ77
шяяп -ШШПБ 1810
периметру, соответствующему произведению т X п ивращают со средней скоростью, причем поступающие одна за
другой пачки распределяют в различные ячейки, где предварительно стапелируют
заданное число пачек одной серии в пакет, после чего этот пакет вынимают
из барабана и подают в упаковочную машину, отличающийся тем, что, с целью сокращения времени
простоя маишны, между последним рядом пачек одной обрабатываемой стопы
и первым рядом последующей обрабатываемой стопы устанавливают расстояние,
соответствующее (), при этом каждую пачку в ряду стопы последовательно
смещают относительно другой в направлении транспортирования обрабатываемой
стопы на расстояние, соответствующее (rajj-m), а расстояние между
последним рядом пачек обрабатьтаемой стопы и первым рядом последующей обрабатываемой
стопы в направлении транспортирования пачки соответству- . ет (Пд-п) + (по-п)-то, при условии,
что и (,, где Год-максимальное количество полос обрабатываемой стопы;
Hj.,-максимальное количество пачек полос обрабатываемой стопы.
Комментарии