Способ изготовления листовых изделий, устройство для его осуществления (варианты) и листовое изделие - RU2103177C1
Код документа: RU2103177C1
Чертежи

















Описание
Изобретение относится к способу изготовления листовых изделий, каждое из которые содержит лист, сложенный складками гармошкой и по меньшей мере один элемент жесткости, присоединенный к внешней части сложенного листа, а также к устройству для реализации такого способа. Кроме того, изобретение относится к листовому изделию, содержащему лист, сложенный складками гармошкой и средство упрочнения листа.
Известны способ и устройство изготовления многостраничных документов из специального листа материала (патент Великобритании GB-A-2199356) и способ и устройство для крепления откидных крышек к стопкам бумаги (патент Великобритании GB-A2 141666), при котором листы бумаги имеют небольшие участки, покрытые клеем, а крышка прикладывается к стопе бумаги.
При этом и первые и вторые способы и устройства требуют больших затрат ручного труда, так как не предлагают решения проблемы крепления элемента жесткости к сложенному листу (патент Великобритании GB-A-2173448), который затем может быть разложен.
Техническим результатом предлагаемого изобретения является создание способа и устройства изготовления листовых изделий, решающих проблему крепления элемента жесткости к сложенному листу, который благодаря присущей ему упругости стремится распрямиться при операции крепления.
Дополнительным техническим результатом является повышение скорости и производительности изготовления листовых изделий благодаря его механизации.
Технический результат достигается за счет того, что устройство для изготовления листовых изделий, каждое из которых содержит лист, сложенный складками гармошкой и по меньшей мере один элемент жесткости, присоединенный к внешней части сложенного листа, содержит средства подачи предметов в виде комбинации сложенного листа и по меньшей мере одного элемента жесткости, соединения их вместе и поддержания листа сложенным в течение по меньшей мере прохождения участка приближения к этапу соединения.
Средства соединения могут содержать рабочее место нанесения клея, за которым следует позиция присоединения и приспособление для поддержания листа сложенным на рабочем месте или в области этого рабочего места, или направляющее приспособление и средство для поддержания листа сложенным перед и в течение прохождения им направляющего приспособления.
При этом направляющее приспособление может быть выполнено с возможностью прохождения сложенного листа и поддержания его сложенным в течение прохождения сложенным листом направляющего приспособления.
Средство для подачи предметов может представлять собой устройство для транспортирования, которое содержит упомянутое направляющее приспособление и скребки, выполненные с возможностью перемещения вдоль направляющего приспособления и посредством этого проталкивать предметы вдоль него, причем скребки могут быть выполнены с возможностью обеспечения контроля взаимного относительного положения отдельных элементов указанного предмета в течение такого перемещения или скребки выполнены с возможностью позиционирования соответствующих краев элементов взаимно смещенными относительно друг друга в направлении указанного перемещения. При этом скребки могут быть ступенчатыми.
Направляющее приспособление может иметь форму, позволяющую изменить положение предметов относительно скребков в течение перемещения, или форму, позволяющую скребкам контролировать взаимное относительное положение предмета и дополнительного элемента в течение перемещения.
Направляющее приспособление может иметь первую вводную часть для первого элемента и вторую направляющую часть для второго элемента, причем части выполнены с возможностью захвата скребками этих элементов отдельно и обеспечения их встречи, а может иметь третью вводную часть для третьего элемента, причем эти три части выполнены с возможностью захвата скребками третьего элемента отдельно от первого и второго элементов, и после встречи первого и второго элементов обеспечения возможности встретиться предмету, содержащему первый и второй элементы, с третьим элементом.
Устройство может содержать распылители клея, при этом каждый скребок содержит верхнюю и нижнюю, обращенную вперед части, из которых верхняя часть выступает немного больше нижней части, а направляющее приспособление содержит первую направляющую, приспособленную позиционировать первый элемент жесткости в верхнем положении, смежному соплу распылителя клея, посредством которого осуществляется первое нанесение клея, и после этого опускать элемент жесткости к нижней части скребка, вторую направляющую, приспособленную принимать сложенный лист на уровне верхней части скребка и опускать его для контактирования с верхней поверхностью имеющего нанесенный первый клеевой слой первого элемента жесткости, еще позиционируемого верхней частью указанного скребка, и передавать сложенный лист, поддерживаемый сложенным и присоединенный к первому элементу жесткости, близко к соплу распылителя клея для второго нанесения клея, посредством которого и после которого опускать приклеенные лист и первый элемент жесткости полностью в нижнюю часть скребка, и третью направляющую, приспособленную для приема второго элемента жесткости и опускания его к нижней части скребка для контактирования с поверхностью сложенного листа, на которою нанесен второй слой клея.
Устройство может содержать средство для поддержания листа сложенным, выполненное с возможностью подачи вокруг сложенного листа отдельного конверта или рукава, которые будут поддерживать лист сложенным, а также средство для придания жесткости только части указанного листа путем добавления к нему нежесткого вещества с возможностью его отверждения или путем добавления к нему нежесткого вещества с возможностью его отверждения, например, путем пропитывания этой части отверждаемой композицией вещества, и отверждения композиции для придания жесткости упомянутой части листа.
Технический результат достигается также за счет того, что устройство для изготовления изделий, каждое из которых содержит лист, сложенный первым комплектом складок гармошкой, который может быть разложен, и поперечным к ним вторым комплектом складок гармошкой, который может быть раскрыт, и два элемента жесткости, прикрепленных к противоположным внешним участкам сложенного листа, содержит средства для подачи предметов в виде комбинации сложенного листа и двух элементов жесткости, соединения их вместе и поддержания листа сложенным в течение по меньшей мере прохождения участка приближения к этапу соединения.
Технический результат достигается также за счет того, что в способ изготовления листовых изделий, каждое из которых содержит лист, сложенный складками гармошкой, и по меньшей мере один элемент жесткости, присоединенный к внешней части сложенного листа, осуществляют перемещение сложенного листа и элемента жесткости вдоль заданного пути так, что их соответствующие края взаимно смещаются относительно друг друга в направлении этого перемещения, лист поддерживают сложенным, причем в течение перемещения указанные лист и элемент располагают сначала отделенными друг от друга, а затем их соединяют вместе.
После присоединения сложенный лист и второй элемент жесткости можно перемещать вдоль заданного пути так, что их соответствующие края взаимно смещаются относительно друг друга в направлении этого перемещения, а лист поддерживается сложенным, причем в течение перемещения лист и второй элемент располагают сначала отделенными друг от друга, а затем их соединяют вместе. Элементы жесткости для изделий можно получать переменно из двух магазинов.
Для присоединения элемента жесткости к сложенному листу на сложенный лист можно наносить клей, причем только в пределах области, которая прерывается недалеко от всех краев сложенного листа.
Технический результат также достигается тем, что листовое изделие, содержащее лист, сложенный складками гармошкой, и средство упрочнения листа, содержит отдельный конверт или рукав, размещенный вокруг сложенного листа, чтобы поддерживать его сложенным, и/или лист содержит добавку из нежесткого вещества, например, в виде пропитки, отверждаемой для придания жесткости части листа, при этом средство упрочнения листа представляет собой по меньшей мере один элемент жесткости, присоединенный к внешней части сложенного листа.
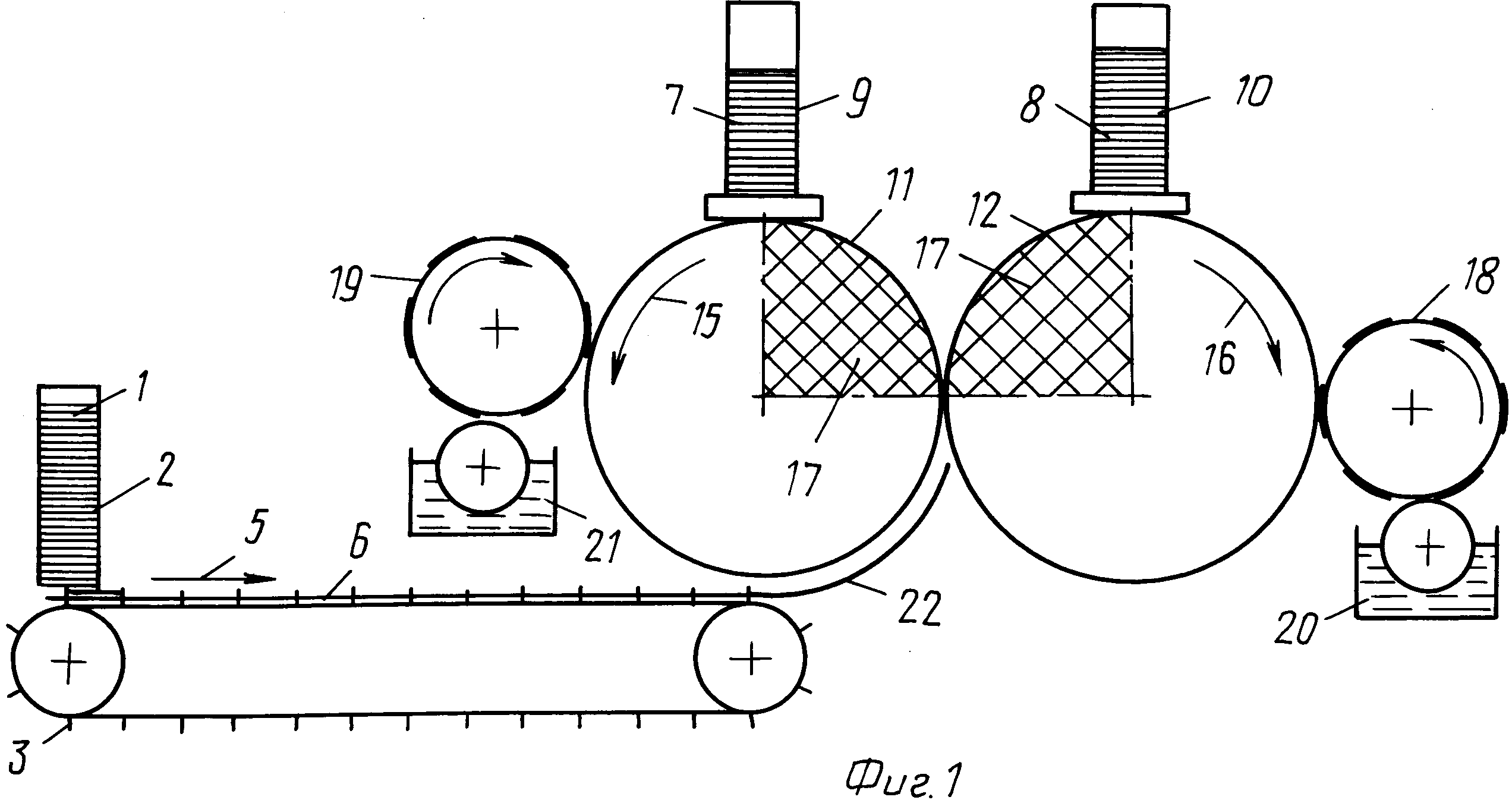
На фиг. 1 представлен схематический вертикальный вид сбоку первого примера воплощения предлагаемого изобретения; на фиг. 2 - перспективный вид узла на фиг. 1; на фиг. 3 - перспективный вид другого узла на фиг. 1; на фиг. 4 - вид, соответствующий фиг. 1 второго примера воплощения предлагаемого изобретения; на фиг. 5 - перспективный вид узла на фиг. 4; на фиг. 6 - вертикальный вид сбоку скребка, варианта воплощения на фиг. 4; на фиг. 7 - схематический вертикальный вид сбоку деталей варианта воплощения на фиг. 4 сразу после позиции присоединения; на фиг. 8 - вид, соответствующий фиг. 7, на котором показана операция способа на позиции присоединения; на фиг. 9 - вид, соответствующий фиг. 8, на котором иллюстрируется операция способа на позиции присоединения; на фиг. 10 - действие прижимных роликов; на фиг. 11 - перспективный вид узла варианта воплощения на фиг. 4, на котором показано, как сопло распылительной головки взаимодействует с направляющим приспособлением; на фиг.12 - вид, соответствующий фиг. 8, на котором показано альтернативное устройство штанги направляющего приспособления; на фиг. 13 - вид, соответствующий фиг. 12, на котором показано ориентирование сложенного листа; на на фиг. 14 - размещение клея на карточке; на фиг. 15 - размещение клея на листе; на фиг. 16 - перспективный вид, на котором показаны узлы распылительных головок позиций распыления; на фиг. 17 - вид с торца трехканального варианта воплощения, соответствующего фиг. 4; на фиг. 18 - вид, соответствующий фиг. 17 двухканального варианта воплощения, соответствующего фиг. 4; на фиг. 19 - вид, соответствующий фиг. 17 и 18, на котором детально показан вид с торца одного канала варианта воплощения на фиг. 4; на фиг. 20 - схематическое поперечное сечение накопителя варианта воплощения на фиг. 4 вместе со связанным передающим устройством; на фиг. 21 - схематический вид возвратно-поступательного устройства, которое может работать с накопителем, вид с торца, соответствующий фиг. 19; на фиг. 22 - перспективный вид возвратно-поступательного механизма, показанного на фиг. 21; на фиг. 23-30 - примеры изделий реализованных вариантов воплощения предлагаемого изобретения.
В одном примере варианта воплощения предлагаемого изобретения, как иллюстрируется на фиг. 1 - 3, листы 1, сложенные первым комплектом плиссировок гармошкой и перпендикулярным им вторым комплектом плиссировок гармошкой, подают из накопителя 2 захватываемыми по одному из нижней его части с помощью скребка 3 на ленточном конвейере 4, перемещающимся в направлении, показанном стрелкой 5, причем каждый лист 1 лежит на и проталкивается вдоль направляющего приспособления 6 в виде двух направляющих на каждой боковой стороне скребка 3, как показано на фиг. 2. Элементы жесктости 7 и 8 в виде карточек из полимерного материала, подобных кредитным карточкам (3,4 дюйма х 2,1 дюйм = 85 мм х 55 мм), поступают из накопителей 9 и 10 на барабаны 11 и 12, отбираемые по одной из нижней части накопителей с помощью углублений 13 (фиг. 3) с помощью вакуумных каналов 14. Барабаны 11 и 12 вращаются в направлении стрелок 15 и 16 и их каналы 14 поддерживают вакуум за исключением заштрихованной четверти 17 их периферии. Барабаны перемещают захваченные по одной карточке мимо барабанов нанесения клея 18 и 19, поступающего из ванн клея 20 и 21. Когда карточка 7 с нанесенным клеем в углублении 13 достигает низа барабана 11, она синхронизируется со сложенным листом 1 и переносит его с ленты 4 по направляющей вверх выступающей части 22 направляющего приспособления 6, приклеиваясь к сложенным листам 1. После этого совокупность сложенного листа 1 и приклеенной к ней карточки 6 достигает области сжатия между барабанами 11 и 12, в которой она синхронизируется с карточкой 8 с нанесенным клеем, переносимой в углублении 13 барабана 16 и в этой точке карточка 8 присоединяется к другой стороне сложенного листа 1. Без направляющего приспособления 22 для поддержания сложенного листа это устройство может работать медленно, но ненадежно и быстро. Также, если устройство остановить и затем запустить вновь, скребки 3 имеют тенденцию беспорядочно дергать сложенные листы 1 и результаты получаются неудовлетворительными.
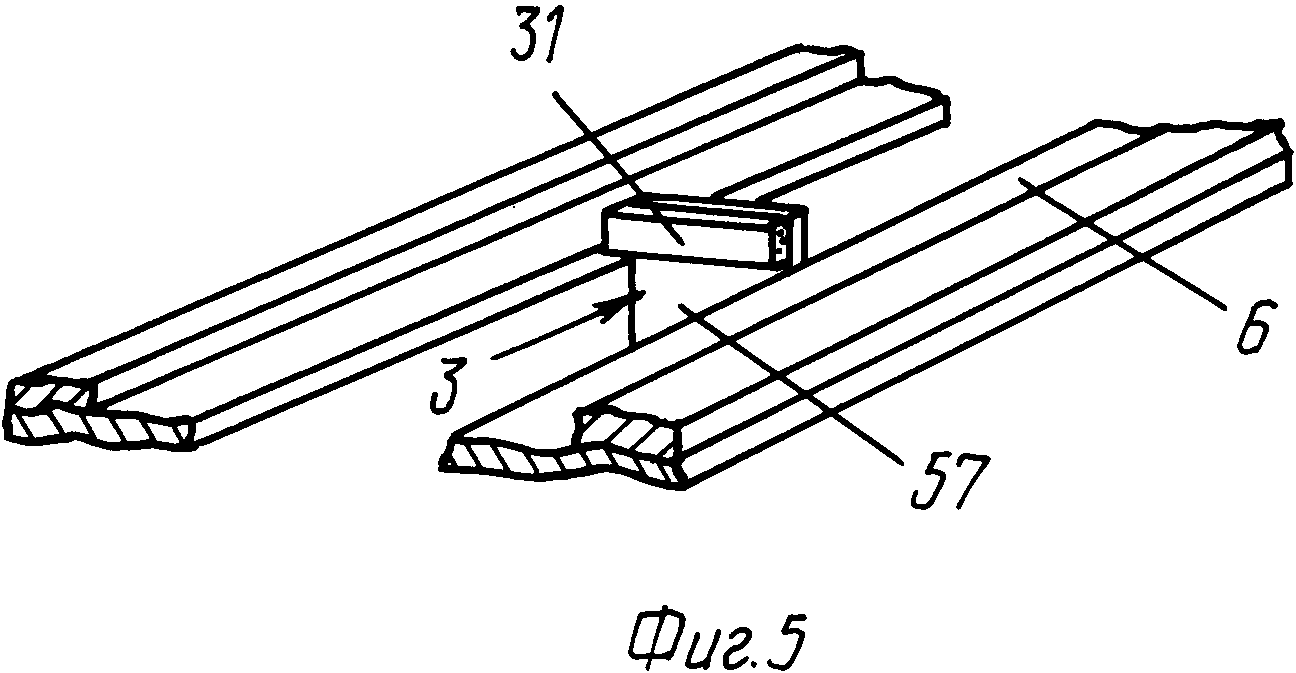
На фиг. 4 - 20 показан альтернативный пример воплощения предполагаемого изобретения. Для соответствующих деталей различных вариантов воплощения используют одинаковые ссылочные номера. Нижняя карточка 7 соскальзывает с нижней части накопителя 9 с помощью скребка 3 и переносится к распыляющей клей головке 23, составляющей позицию нанесения клея, посредством перемещения по направляющему приспособлению 6. Сложенный лист 1 подается накопителем 2 на первую верхнюю часть 24 направляющего приспособления 6 и увлекается скребком 3 так, чтобы он перемещался по направляющему приспособлению 6 выше карточки 7 с нанесенным клеем. Часть направляющего приспособления 24 имеет такую форму, что этот сложенный лист 1 опускается, когда он проталкивается вперед скребком 3 и в конце концов встречает соответствующую карточку 7 с нанесенным клеем и таким образом присоединяется к ней в конце части 24, которая, следовательно, составляет позицию присоединения 25. Комбинация карточки 7 и прикрепленного к ней сложенного листа 1 проходит под второй распыляющей головкой 26, с помощью которой на верхнюю поверхность сложенного листа 1, соответственно наносится распылением клей и эта комбинация проходит под накопителем 10, из которого скребок 3 увлекает карточку 8, укладывая на вторую верхнюю часть 27 направляющего приспособления 6 над комбинацией карточки 7 и сложенного листа 1, до тех пор, пока вследствие формы части 27 карточка 8 не опустится и не встретится с этой комбинацией в точке 28, где она присоединяется последним приклеиванием к комбинации, таким образом точка 28 образует позицию присоединения. После этого полученное изделие проходит к прижимным роликам 29. Все перемещающиеся части приводятся в движение от одного привода 30.
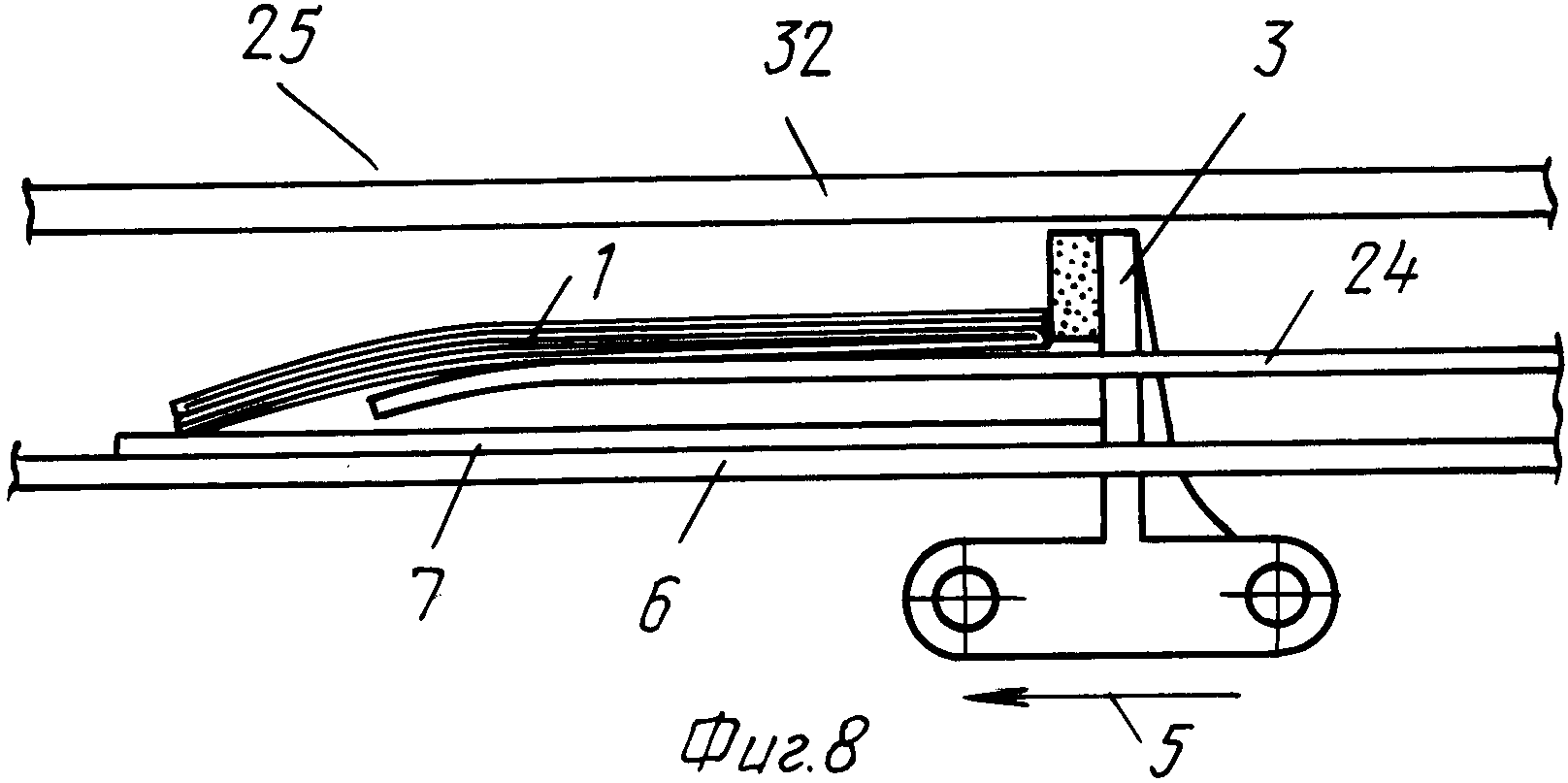
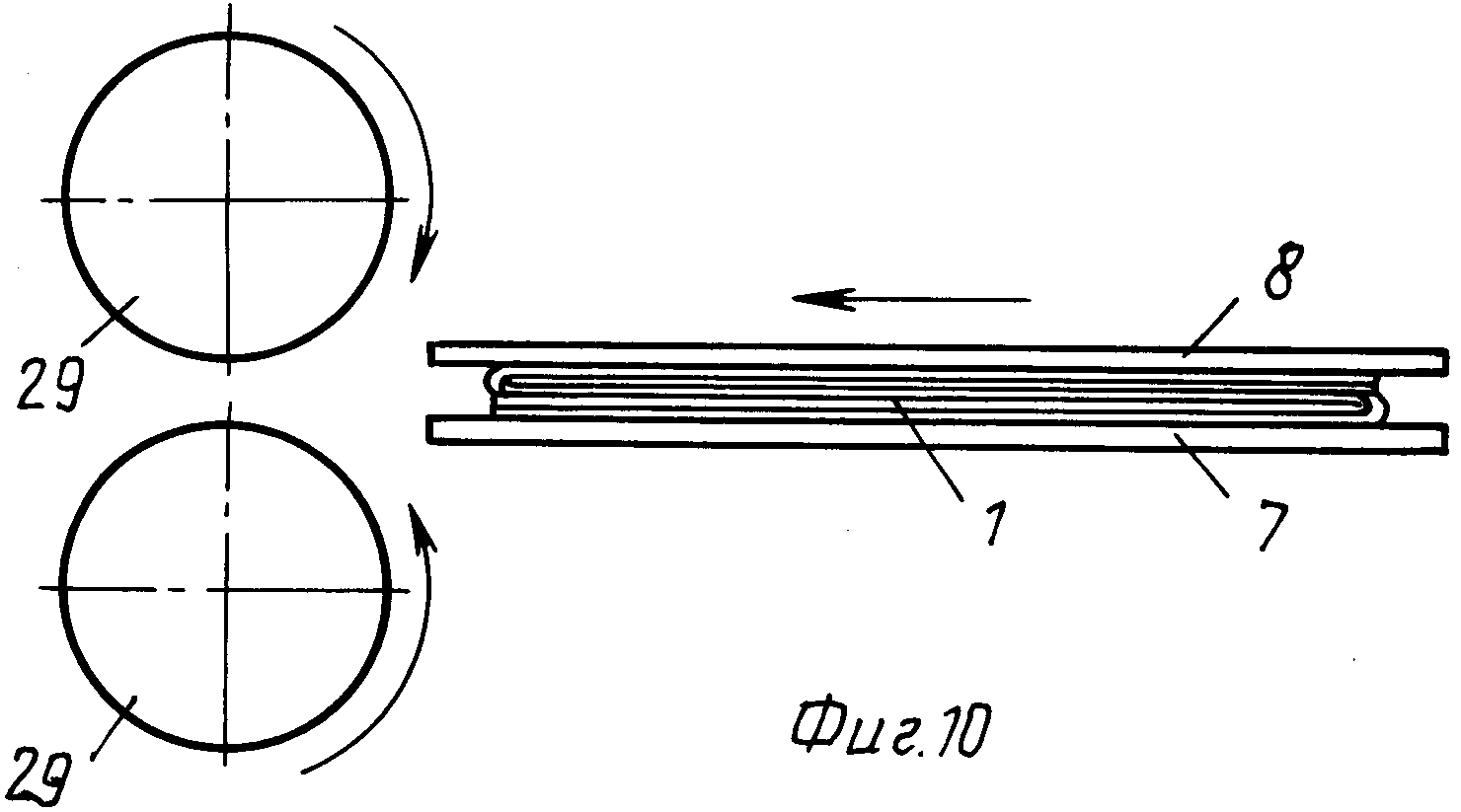
Как более подробно показано на фиг. 6, скребок 3 содержит прокладку 31 толщиной приблизительно 3 мм в горизонтальном направлении. Это контролирует промежуток между нижней карточкой 7 и сложенным листом 1, как, например, показано на фиг. 7, который является видом после того, как они были соединены в позиции 25, действие на этой позиции показано на фиг. 8, на которой также показана отдельная центральная круглая штанга 32, используемая для поддержания листа 1 сложенным и размещаемая непосредственно над скребками 3 на определенных отрезках пути вдоль направляющего приспособления 6, часть которого составляет штанга 32. Эти отрезки размещают особенно под позициями распыления 23 и 26 поскольку воздух выходит из них под довольно высоким давлением, приблизительно 40 фунтов/кв.дюйм, и раздул бы сложенные листы 1 при отсутствии штанги 32, поддерживающей их сложенными на расстоянии, возможно, 15 см (6 дюймов) перед и после каждой позиции 23 и 26 и на позициях присоединения 25 и 28, где изменение уровня и ориентации в пространстве элементов 7, 1, 8 и контакта сложенных листов 1 с карточками 7 и 8 могло бы провести к раскрытию сложенных листов 1 при отсутствии штанг 32, поддерживающих их сложенными. Штанга 32 могла бы проходить вдоль всей длины пути устройства от накопителя 9 и непосредственно до прижимных роликов 29, но представляется, что более точное направление элементов 7, 1, 8 объектов перемещения вдоль конвейерного средства, содержащего ленту 4, скребки 3 и направляющее приспособление 6, для позиционирования этих элементов и для поддержания листов 1 сложенными, может быть обеспечено с помощью направляющего приспособления 6. В распылительной головке 23, пара сопел 33 и 34 (фиг. 16) напыляет пару полос 35 и 36 (фиг.14) на карточку 7, а в распылительной головке 26 пара сопел подобным образом напыляет пару полос клея 37 и 38 (фиг. 15) на сложенный лист, прерывающихся на небольшом расстоянии от краев сложенного листа 1. Как следует из фиг. 9, часть направляющего приспособления 27 расположена достаточно ниже прокладки 31 скребка 3 для карточки 8, чтобы правильно разместиться точно над карточкой 7 комбинации со сложенным листом 1. Затем на фиг. 9 показано, как направляющая 27 опускается ниже, чтобы закончиться на позиции 28, где карточка 8 встречает сложенный лист 1 и присоединяется к нему с помощью полос клея 37 и 38. После соответствующего дополнительного периода времени (необходимого для сушки) транспортирования к прижимным роликам 29, они укрепляют складки (и склеивание) изделия, образованного из карточек 7 и 8 и сложенного листа 1 (фиг. 10).
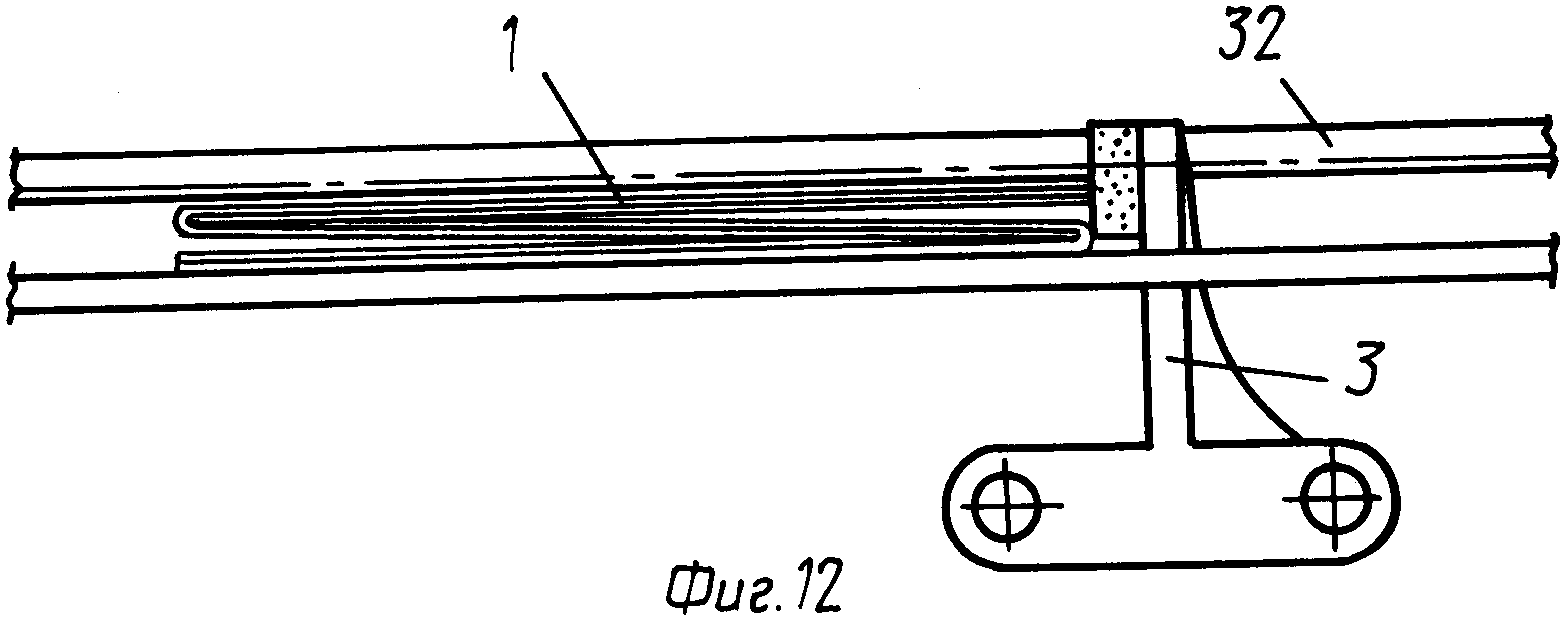
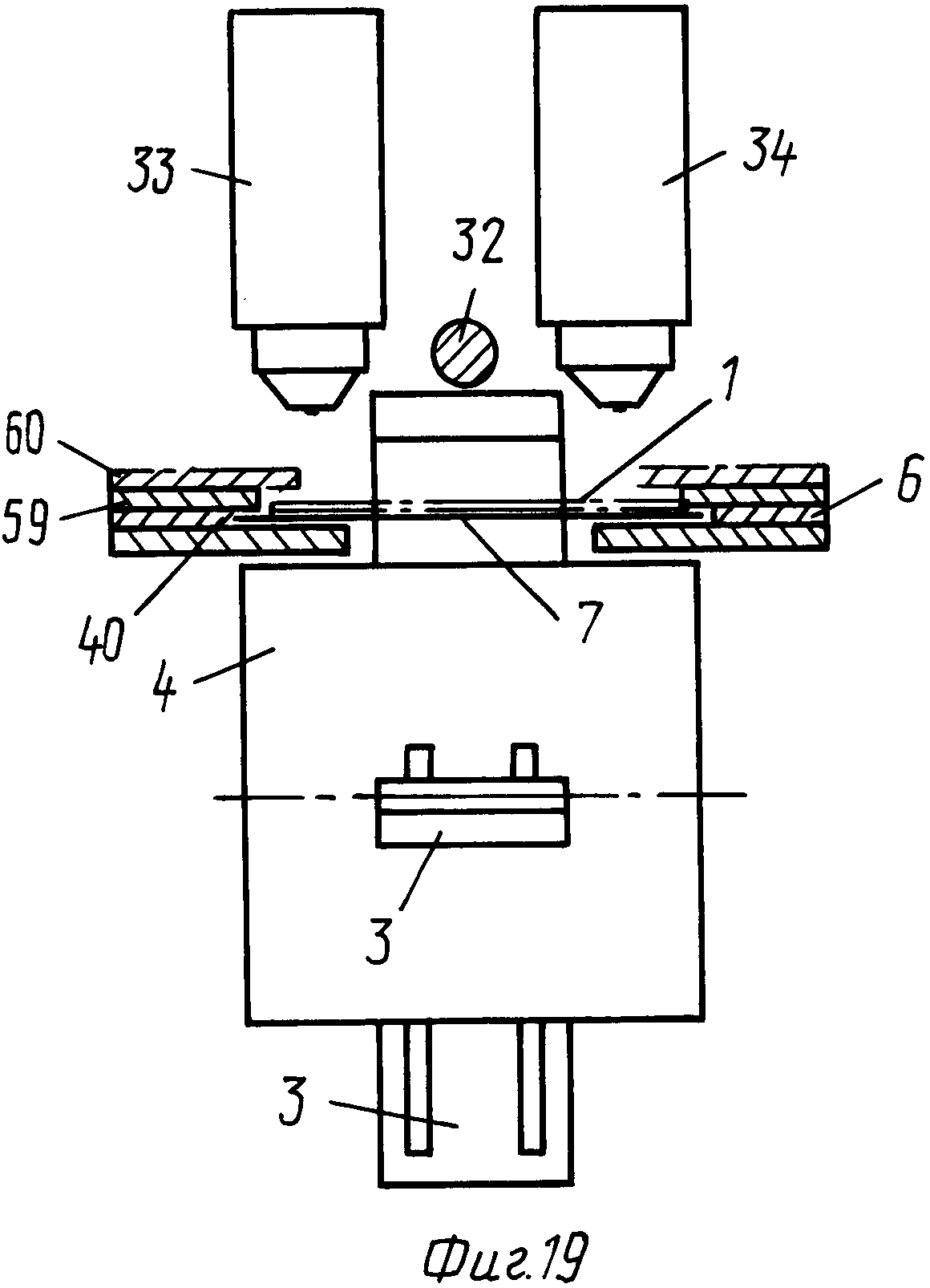
Как следует из фиг. 11, направляющее приспособление 6 может проходить почти до середины карточки 7 и может быть снабжено вырезом 39, который позволяет струе распыляться из сопла 33 и достигать карточки 7, подобное относится и к соплу 34. На фиг. 13 показана предпочтительная ориентация сложенного листа 1 относительно его второго комплекта сгибов и направление его движения 5 для уменьшения его склонности открываться вследствие его движения вперед или вследствие того, что скребок 3 ударяет его по тыльному концу при повторном начале движения. На фиг. 12 показано альтернативное устройство, в котором скребки имеют углубленный верхний центр и штанга 32 может тогда быть опущена ниже поддержания листов 1 сложенными. Предпочтительный способ формирования нижней, как следует из фиг. 19, части направляющего приспособления 6 должен обеспечить углубление 40 с каждой боковой стороны с тем, чтобы поддерживать лист 1 сложенным на всем его пути. (Для ясности на фиг. 19 не показана нижняя карточка 7, которая фактически находится ниже листа 1). В других вариантах воплощения приемная форма нижней части направляющего приспособления 6 может не простираться до определенных позиций, в который вместо этого используется штанга 32. В другом варианте воплощения элемент 1 (фиг. 19) заменяется карточкой 7, увенченной сложенным листом 1, показанным пунктирными линиями, и верхняя часть нижнего участка направляющего приспособления 6 ограничивает дополнительное приемное углубление для поддержания листа 7 сложенным.
На фиг. 20 показаны детали одного устройства накопителя 2, в котором стопа карточек 1 скользит вниз, чему помогает башмак 41 посредством роликового и ленточного механизма 42, перемещающегося в указанных стрелками направлениях и представленного в положении 43 рядом с датчиком 44, взаимодействующим с датчиком 45, распознающим передний край карточки 7, для приведения в действие или остановки движения механизма подачи 42 для подачи листов 1, точно позиционируемых относительно карточек 7, к верхней части 24 направляющего приспособления 6 для захватывания скребки 3.
Хотя на фиг. 4 показан один канал, может быть множество каналов, например два, как показано на фиг. 18, или три, как показано на фиг. 17, причем каждый канал имеет вид, показанный в основном на фиг. 19. Различные каналы могут работать от одного привода 30 (фиг. 4), имеющим средство 46 для переключения его независимо от каждого канала и каждого из различных блоков, например накопитель 2, соединенный с соответствующими механизмами (фиг. 20), имеет средство быстрого освобождения 47, позволяющее ему отключаться и быстро удаляться для ремонта или замены.
Как следует из фиг. 21 и 22, средство подачи карточек 7 или 8, например, показанное в виде накопителей 9 и 48, имеет устройство, включающее в себя средство для обеспечения возвратно-поступательного движения и подачи карточек попеременно из каждого магазина 9 и 48. Такое средство подачи имеет подающий элемент 49 с двумя углублениями 50 и 51, каждое из которых способно принять одну карточку 7, приспособленный для возвратно-поступательного движения между первым положением, в котором он приспособлен принимать карточки из магазина 48 (как показано на фиг. 21) в углубление 50 и подавать карточки 7 из другого углубления 51 в пункт съема (в виде зазора 52 в стационарном элементе 53), и вторым положением, в котором он приспособлен принимать карточку 7 из другого магазина 10 в другое углубление 51 и подавать карточку из указанного одного углубления 50 к указанному пункту 52, поверх которого в указанном втором положении располагается углубление 50. Элемент 49 совершает возвратно-поступательное движение с помощью пневматического цилиндра 54.
Действие прижимных роликов 29 (фиг. 4) также служит для приложения высокого давления в течение короткого промежутка времени, чтобы гарантировать хорошее клеевое соединение и уменьшить какую-либо склонность вставленного сложенного листа сморщиваться или образовывать пузыри. Очевидно, что способы, с помощью которых могут быть реализованы различные процессы, могут широко изменяться для применения конкретного известного оборудования или оборудования, специально разработанного для этой цели. Например, карточки 7 и 8 и листы 1 могут быть уложены в штабель, например, вручную между вертикальными или горизонтальными направляющими и подаваться в устройство, показанное на фиг. 4, или в другой питатель, подающий в это устройство посредством применения лент или роликов. И в этот случае они могут подаваться путем применения вакуумных средств, шиберов, совершающих возвратно-поступательное движения, или поворотных барабанов. Карточки 7 и сложенные листы 1, (которые могут быть, например, картами), в это устройство также могут быть поданы вручную. Клей может быть нанесен куда угодно или на лист 1 и карточки 7 и 8. Этот клей может быть на водной основе, на основе растворителя, термоплавким или любым другим соответствующим материалом и может быть нанесен валиками, разбрызгиванием, распылением из сопла, с помощью шарикового пишущего узла, щели, трафаретной печати или любого другого соответствующего устройства. Любая из двух карточек 7 или 8 может быть пропущена. Транспортирование карточек 7, сложенных листов 1 и их совокупности в течение реализации способа может выполняться с помощью ленточных конвейеров с плоской лентой или со скребками, конвейеров с приложением всасывания воздуха, роликов или с использованием поворотного барабана или карусели. Также может быть использовано устройство, работающее по принципу "взять и положить". Любое из таких устройств может быть использовано отдельно или в комбинации. Карточки 7 и листы 1 могут быть размещены в питателях на лентах или роликах в мешках или с помощью других соответствующих устройств. Они могут удерживаться от движения вверх и/или вбок посредством питателей, штанг, лент, валков или любого другого приемлемого устройства отдельно или в любой комбинации. Вместо прижимных роликов 29 может быть использована совершающая возвратно-поступательное движение выравнивающая плита, прижимные ленты, давление воздуха или всасывание на вышеупомянутой ленте или столе, и/или другом соответствующем приспособлении. Давление с целями, упомянутыми в связи с роликами 29, может быть приложено после позиции 25 и снова после позиции 28. Общее управление способа может быть осуществлено с помощью единого общего программируемого логического контроллера или ряда контроллеров по одному для каждой операции. Информация для таких контроллеров может быть основана на движении или позиционировании карточек 7 и 8 и листов 1 или любого другого движущегося устройства, или другого компонента устройства, например скребков 3, и может быть собрана с помощью конкретного известного датчика, который может быть контактного или бесконтактного типа. В альтернативном варианте может быть разработана полностью интегрированная механизированная система, в которой, как будет очевидно специалисту в этой области техники, могут быть использованы любые из указанных признаков. И в этом случае может быть разработан совершенно другой способ, основанный на применении предварительно покрытых карточек 7 и 8 и листов 1 соответствующим соединяющим агентом, который активизируется после того, как сборка, содержащая элементы 7, 8, 1, подвергается воздействию тепла, давления, излучения или чего-либо другого. И в этом случае может быть использована двухкомпонентная клеевая система с одним компонентом на каждом из соединяемых вместе элементов, при этом компоненты для образования требуемого соединения сшиваются вместе. Может быть возможно сжимать, активировать или другим образом обрабатывать вместе две или более, например, пачки изделий.
Необходимо отметить, что ширина (в горизонтальном направлении, как показано на фиг. 6) прокладки 31 составляет половину разности длин карточки 7 и вставки 1 для симметричного взаимного относительного смещения их в направлении вперед. Однако это может быть изменено, если требуется асимметричное размещение. Дополнительная функция паза 39 (фиг. 11) - давать доступ клея. Положение объекта вдоль его пути определяется с помощью датчиков (не показано), которые, например, подключают несущий клей, воздух к распылительным головкам 23 и 26 непосредственно перед поступлением объекта и отключают его сразу же после его отбытия и путем синхронизации или распознавания положения включают подачу клея на период, достаточный для начала и завершения нанесения на небольшом расстоянии от переднего и заднего краев сложенного листа 1, в обе распылительные головки 23 и 26, (которые установлены на предварительно вычисленном расстоянии, где будет располагаться вставка 1). Один пример всего устройства, показанного на фиг. 4, имеет длину 3,5 м и объекты перемещают со скоростью два в секунду при шаге (интервале между скребками 3) 125 мм. Клей выбирают так, чтобы при полученной скорости объекта клей бы быстро становился липким и не приводил к слипанию различных элементов объекта ко времени, когда они проходят через прижимные ролики 29, которые вращаются приблизительно на 20% быстрее скорости перемещения скребков 3 конвейера. Показанные вставки 1 имеют форму буквы относительно их второго комплекта складок гармошкой, как видно в направлении взгляда на фиг. 4 и 13, при линии сгиба вверху и впереди. Такая ориентация позволяет излишнему весу верха спереди помогать поддерживать лист 1 сложенным, это дает более спокойное прохождение через направляющую систему, которую содержит направляющее приспособление 6, и помогает подаче из накопителя 2 в особенности, когда он предусмотрен с деталями, показанными на фиг. 20. Скорости на этом устройстве для получения одного изделия в секунду или более считаются большими скоростями, при которых способ может быть реализован или существенно улучшен путем поддержания сложенных листов сложенными. Будет очевидно, что предлагаемое устройство будет способно легко регулироваться, чтобы позволить использовать карточки 7 и 8 и вставки 1 различных размеров и толщин, а также различные относительные положения между ними.
Вариант воплощения на фиг. 4, представленный сплошными линиями, может быть расширен, как принципиально схематически показано пунктирными линиями, где средства 54 служат для размещения изделия, принятого из прижимных роликов 30, в пакет, например, обертыванием объекта в полипропилен с катушки, либо в виде рукава или в виде пакета, сформированного, например, из рукава закрыванием обоих концов. Затем изделие может проходить к устройству 55 для присоединения его с возможностью съема к другому листу, уже или впоследствии несущему информацию, например поздравительной наклейке, и после этого может затем проходить к еще другому устройству 56 для упаковки объекта, появившегося из устройства 55, в конверт и обеспечения из списка адресатов, хранимого в устройстве 56 данных, выбранного адресата на внешней стороне последнего конверта или на поздравительной наклейке, видимой через окошко в таком конверте. В альтернативном варианте средство 54 может действовать также, как только что описанное устройство 56, для обеспечения почтового конверта, непосредственно заключая в конверт изделие, появившееся из прижимных роликов 29.
При дополнительной возможности, показанной на фиг. 4 штрих-пунктирными линиями, средство 57 служит для хранения несложенных листов 1, хранения информации, выбора среди хранимой информации (например, в ответ на входной сигнал с клавиатуры) печатного листа с выбранной информацией, складывания листа требуемой плиссировкой гармошкой и выталкивания листа таким же образом, как накопитель 2. После этого признаки (фиг. 4), показанные сплошной линией, подают элементы жесткости к сложенному листу 1. Средство 57 может быть специально приспособлено для складывания листа первым комплектом плиссировок гармошкой и под прямым углом к ним вторым комплектом плиссировок гармошкой и после этого признаки (фиг. 4), показанные сплошной линией, могут присоединить элементы жесткости 7 и 8 к двум противоположным частям сложенного листа. Может также быть включено любое из средств 54 - 56.
Ступенька на скребке 3 может быть сформирована с помощью прокладки 31 (фиг. 6), но для разных целей может иметь разные конфигурации, например для обеспечения взаимного относительного смещения карточек 7 и 8 вдоль направления перемещения. Может быть разработана любая, какая потребуется, комбинация направляющего приспособления 6 и скребка 3. Как уже было объяснено, особенно со ссылкой на фиг. 8 и 9, направляющее приспособление 6 имеет такую форму, чтобы изменять положение (вертикально) каждого объекта, содержащего одну или более карточек 7 и 8 и вставки 1 относительно скребков 3 в процессе перемещения вдоль направляющего приспособления. Скребки 3 контролируют взаимное относительное положение подсборки карточки 7 и вставки 1 и дальнейшее отделение элемента в виде карточки 8 в процессе такого перемещения. Направляющее приспособление 6 содержит первую часть направляющей ввода (первый конец приспособления 6, как представлено на фиг. 4) для первого элемента 7, вторую часть направляющей ввода 24 для второго элемента, содержащего сложенный лист 1, причем эти части изготовлены и размещены так, чтобы давать возможность указанным скребкам 3 захватывать третий элемент, содержащий карточку 8, отдельно от первого и второго элементов 7 и 1 и после встречи указанного первого и второго компонентов на рабочем месте 25, давать возможность встречи на позиции 28 подсборки, содержащей эти первый и второй элементы 7 и 1, с одной стороны, и указанного третьего элемента 8, с другой стороны. Эти первая, вторая и третья части направляющего приспособления состоят из направляющих, вдоль которых проходят элементы, толкаемые скребками 3. Эти направляющие позиционируют элемент жесткости 7 в верхнем положении, примыкают к соплу распыления клея 23, чтобы таким образом первыми наносить клей, и после этого опускают элемент жесткости 7 до уровня нижней части 58 (фиг. 6) скребка 3. Верхняя часть второй направляющей 24 принимает указанный сложенный лист 1 на уровне верхней части 31 указанного скребка 3 и опускают его на рабочее место 25 для контактирования с первой верхней поверхностью с нанесенным клеем первого элемента жесткости 7, в то время как последний еще позиционируется с помощью верхней части 31 указанного скребка 3, а нижнее продолжение направляющего приспособления 6, еще образующая часть второй направляющей, проносят сложенный лист 1, поддерживаемый сложенным и присоединенным к первому элементу жесткости 7, близко к соплу распыляющему клей 26, таким образом для второго нанесения клея и после этого опускают подсборку, содержащую лист 1 и первый элемент жесткости 7, присоединенными друг к другу так, чтобы эта подсборка была полностью в пределах (высоты) нижней части 58 скребка 3. Третья направляющая 27 устроена так, чтобы принимать второй указанный элемент жесткости 8 и на позиции 28 опускать его до уровня нижней части указанного скребка для контактирования с второй поверхностью с нанесенным клеем указанного сложенного листа 1.
В процессе перемещения сложенного листа и элемента жесткости вдоль пути, определяемого направляющим приспособлением 6 (фиг. 4), средства 59, 40, 60 (фиг. 19), (которые содержит направляющее приспособление 6) вследствие их формы и расположения служат для поддержания заданных боковых относительных положений между ними при соединении их вместе, посредством чего подобные заданные положения для всех производимых изделий повторяются с большой точностью.
При надлежащем изготовлении и размещении роликов 29 и средств 54 - 56 эти средства служат для поддержания листа сложенным в то время, как средство 54 обеспечивает отдельный конверт или рукав вокруг сложенного листа 1, который будет поддерживать его сложенным и/или в то время, как средство 55 крепления листа 1 к другому листу и/или в то время, как средство 56 обеспечивает почтовый конверт вокруг сложенного листа 1 и комбинацию подробностей об адресате соответственно видимыми для почтовых целей. Средство 57 может содержать в качестве стандартного промышленного устройства отдельное средство для хранения несложенных листов 1, хранить соответствующую информацию для печати на нем, загружать выборку из такой информации, печатать выбранную информацию на указанных листах, складывать отпечатанные листы и выталкивать их на направляющее приспособление 6, причем эти средства указаны, соответственно, как блоки 61 - 66. Устройство, содержащее средство 57 вместе со средствами 54 - 56, может быть использовано с альтернативным устройству, показанному на фиг. 4 сплошными линиями, в частности, содержащим направляющее приспособление для приема вытолкнутого сложенного листа 1 из средства 66 и распылительное средство 26, приспособленное для распыления не клея, но покрытия для пропитывания верхней внешней части сложенного листа, и устройство 10 тогда может быть не накопителем, а средством отверждения указанного покрытия или пропитки. Средства 26 и 30 тогда, при необходимости, будут эффективными на обеих верхней и нижней внешних частях сложенного листа, вытолкнутого из средства 66. И в этом случае в альтернативном варианте средство 26 может быть исключено, а средство 10 может быть, например, для обеспечения ламинирования указанной верхней и/или нижней внешних частей сложенного листа 1. И в этом случае может быть еще желательно нанесение такого покрытия или пропитки, напечатанных на несложенный лист 1 с помощью средства 64, предпочтительно для придания жесткости только части указанного листа, который после складывания с помощью средства 65 будет одной или обеими противоположными внешними частями листа 1. Средство 64 может вместо этого также выполнять отверждение для придания твердости этой части. И в этом случае в альтернативном варианте средство 63 может выполнять ламинирование для придания жесткости указанной части указанного листа, часть которого после складывания будет содержать противоположные внешние части. Во всех этих случаях придания жесткости сущностью способа является добавление вещества, которое само по себе не является жестким, но в сочетании с листом (например, при ламинировании) или после отверждения (после указанного нанесения покрытия или пропитки) такое вещество вместе с листом эффективно придает жесткость только соответствующей части, содержащей две противоположные угловые части листа. Хотя известно ламинирование всего листа и придания жесткости нанесением покрытия и пропитки было прежде предложено автором предлагаемого изобретения, представляется, что придание жесткости только части листа (сложен он или нет) является новым и обладает признаком изобретения. В описании, включающем в себя формулу изобретения, термин "придание жесткости" означает использование такого нежесткого материала для получения фактически приобретающего жесткость листа, а использование термина "элемент жесткости" относится к части, которая сама по себе является жесткой и придает жесткость листу путем прикрепления к нему, например, с помощью клея (термин, который сам относится к любому соответствующему клею), если ситуация не потребует другого.
В другом альтернативном уже описанном варианте функции средства 57 такое средство может содержать средство 61 для хранения листов, средство 62 для рассматривания отдельных кадров из полосы, или т.п. пленки, лазерный принтер 64, включающий в себя любые необходимые признаки для приема и размещения изображений из указанных отдельных кадров, и необязательное средство 65 для складывания листа взаимно перпендикулярными линиями плиссировки гармошкой, отделяющими указанные изображения на указанном листе и необязательно признаки варианта воплощения, показанные сплошными линиями на фиг. 4, для присоединения элементов жесткости к противоположным внешним частям сложенного листа при поддержании листа сложенным, возможно путем добавления любого средства 54 - 56 и возможно соединение 67 между средством 62 и средством 56 для передачи и заключения полосы или т.п. пленки в конверт с напечатанным листом и возможно вместе с загружаемой документацией, рекламирующим материалом и/или свежей (неэкспонированной) пленкой. Термин "полоса или т.п. пленки" относится к, но не ограничивается кассетами пленки или последовательностями кадров пленки по периферии плоской круглой карточки или фактически любого другого вида, в котором кадры содержатся в заданном порядке.
Применение элементов жесткости, содержащих материал, который является по меньшей мере частично прозрачным, в любом из этих способов позволяет сократить ряд этапов путем избежания по меньшей мере этапа печати такого прозрачного материала поскольку подложка, образованная обработкой листа 1, может иметь на ней необходимую информацию. Это делает такие способы более экономичными и просто автоматизируемыми, что относится и к соответствующему устройству.
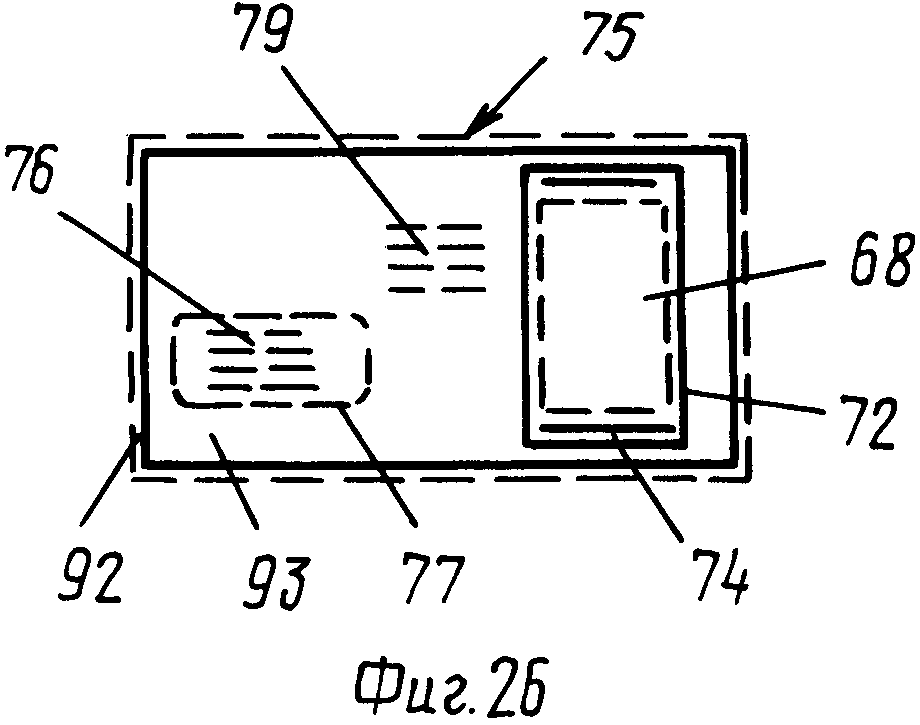
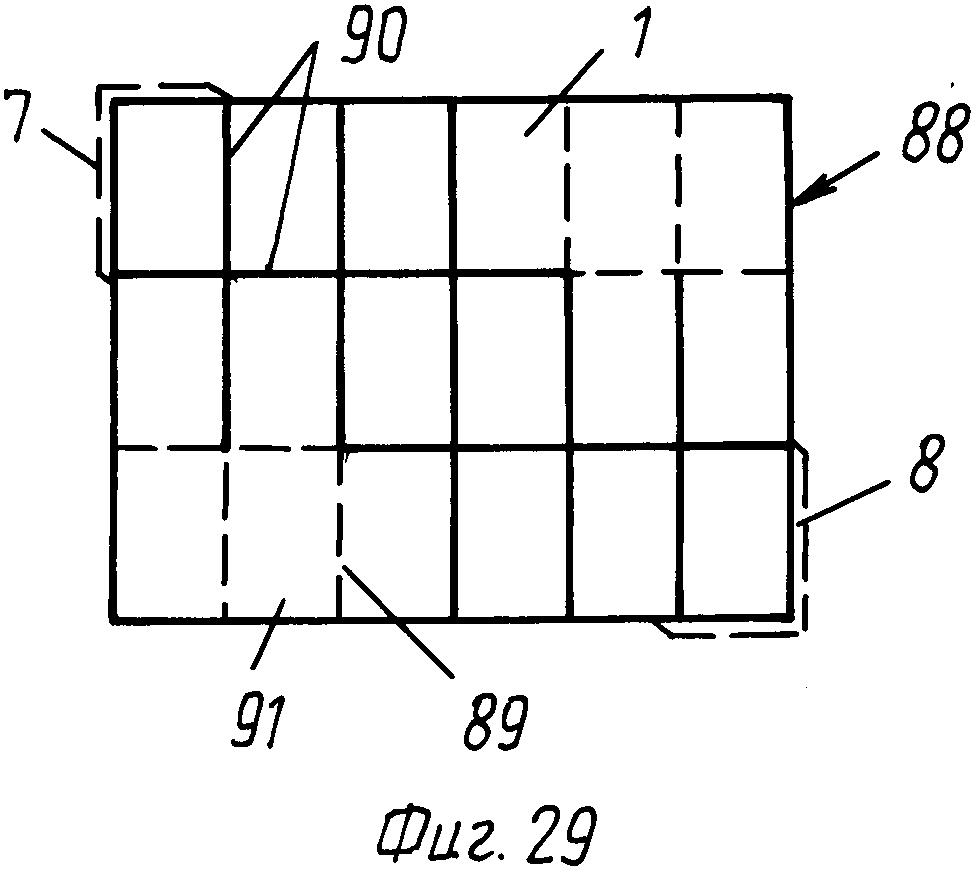
В изделии 68, показанном для ясности частично раскрытым на фиг. 23, на которое автор предлагаемого изобретения сначала обратил свое внимание, необходимо отметить, что оно имеет нечетное число продольных линий плиссировок гармошкой и четное число поперечных линий плиссировок гармошкой, а клей наносят в область 37 и 38, которая немного не доходит до всех краев сложенного листа 1. В изделии 69 (фиг. 24) присоединение осуществляется с помощью клеевой системы, содержащей два компонента 70 и 71, по одному на сложенном листе 1 и элементе жесткости 7, которые сшиваются вместе. В изделии 72 (фиг. 26) имеется отдельный конверт 73, в котором лист 1, (а в этом случае карточки 7 и 8), содержатся, чтобы поддерживать лист 1 сложенным благодаря тому, что конверт достаточно мал и/или жесток. Если конверт 73 не складывают, как показано, на концах 74, он составляет просто рукав. В изделии 75 (фиг. 26) изделие 72 присоединяется к листу, содержащему поздравительную этикетку, несущую информацию в виде подробностей адресата 76, предназначенных для показа через окно 77 конверта с окном 78, соответственно видимых для почтовых целей и возможно другая описательная или рекламная информация 79. Элементы жесткости 7 и/или 8 и/или конверт 73 могут содержать прозрачный материал. Изделие 80 (фиг. 27) содержит лист, сложенный плиссировками гармошкой, (но для ясности показанный развернутым), и имеет придание жесткости части 81, 81 только листа посредством добавления к нему нежесткого вещества 82 в виде ламинирования или отвержденного покрытия или отвержденной пропитки 82. Изделие 83 (фиг. 28) содержит лист 1, имеющий первый комплект из пяти плиссировок гармошкой и перпендикулярный к ним второй комплект из двух плиссировок гармошкой с частями 84, таким образом ограниченный лист 1 несет изображения 85, напечатанные с помощью лазерного принтера, соответствующих отдельных кадров 86 полосы пленки 87, причем лист 1 обеспечен элементами жесткости 7 и 8, которые прозрачны с тем, чтобы можно было видеть все тридцать шесть изображений 85 на передней и задней частях вместе, соответствующих числу кадров на стандартной тридцатишестикадровой пленке. Изображения 85 располагают в том же порядке, как на пленке 87 так, чтобы обеспечить последовательные наборы изображений, как показано вдоль каждого ряда на фиг. 23, только необходимо взять их в соответствующем порядке на пленке 87. Для изготовления изделия 83 может быть использован цветной лазерный принтер 62. В изделии 88 (фиг. 29) (для ясности показанном разложенным, как и изделие 83) по меньшей мере часть 89 взаимно перпендикулярных комплектов линий 90 плиссировок гармошкой имеет перфорации с тем, чтобы части, например 91, (например, содержащие дисконтные расписки), могут быть отделены, позволяя еще действовать плиссировкам гармошкой на остальной части листа 1.
В изделии 68 число складок в любом или обоих направлениях может изменяться также, как площадь и/или расположение клея, независимо от того клей или другое соединение используют для придания жесткости и/или используют другое средство придания жесткости.
Изделие, например 68, имеет особенное преимущество в том, что оно может быть раскрыто полностью очень быстро и просто и, возможно, с помощью только одной руки и может также очень быстро и просто сложено вновь. Как упоминалось выше, машинное изготовление таких изделий представляет большие трудности и некоторые из описанных здесь признаков для преодоления этих трудностей могут быть использованы для других случаев применения.
Иногда обнаруживают, что сложенные листы 1, полученные из стороннего источника, не являются плоскими, а изогнуты. В этом случае для придания плоскостности сложенным листам 1 достаточной, чтобы вредно не влиять на процесс, реализуемый с помощью устройства (фиг. 4), может быть применено направляющее приспособление 6 соответствующей формы. Признаки, которые позволяют направляющему приспособлению 6 поддерживать листы 1 сложенными, позволяют служить также для поддержания сложенных листов 1 плоскими. Трудность возникает главным образом, если сложенные листы 1 изогнуты от одного конца к другому, в этом случае форма направляющего приспособления 6, например, показанного пунктирными линиями на фиг. 19, будет эффективной, чтобы сделать их плоскими.
Хотя сведения об адресате могут быть обеспечены на сложенном листе 1 или элементах жесткости 7 или 8, чтобы быть показанными через окно конверта 92, в альтернативном варианте эти сведения могут быть напечатаны непосредственно на конверте 92 или предпочтительно на адгезивной наклейке, прикрепленной с помощью средства 56 к конверту 92 в качестве позиции 77. Это особенно облегчает увеличение скорости изготовления, поскольку печать адресов непосредственно на листах 1 много медленнее, чем на листах 93 или этикетках. Может быть только выгодно иметь печатающее средство 62, печатающее также сведения об адресате, если печать листов 1 изменяется от одного листа 1 к другому в зависимости от адресата. Средство 54 или 56 может иметь для добавления сведений об адресате, защитного кода и т.д. устройство струйной печати, управляемое тахогенератором, чтобы гарантировать, что оно на каждом изделии печатает в правильном положении. В другом варианте средство 26 может альтернативно быть принтером или принтер может быть в подобном положении над соответствующей частью направляющего приспособления 6 либо в показанном положении средства 26, или, например, сразу после позиции 28.
Хотя, как показано на фиг. 4, верхняя часть ленты 4 с ее скребками 3 расположена, чтобы перемещаться строго вдоль уровня, например, с помощью средства несущей станины под верхней частью ленты 4, необходимо, чтобы была возможность выполнения любой регулировки скребков, каждого отдельно. Более чувствительное устройство должно обеспечивать возможность изменения высоты установки средства 94 на соответствующем месте стола. Это также позволяет избегать какую-либо необходимость регулировки направляющего приспособления 6.
Приведенная выше ссылка на поддержание листа 1 сложенным включает в себя ссылку на предотвращение его открывания более, чем на величину, которая не представляет важности в определенных обстоятельствах.
Дополнительные способы поддержания листа 1 сложенным включают в себя использование элемента, работающего с помощью силы тяжести, и в этом случае крючковое средство 95 (фиг. 30), приведенное в качестве примера, которое предусматривается на транспортирующем барабане 11, например, для применения в варианте воплощения фиг. 1. Безусловно, что могут быть использованы любые комбинации средств, поддерживающих сложенную форму.
Таким образом очевидно, что может быть обеспечено универсальное производственное устройство или по меньшей мере отделочное устройство, которое может быть легко и просто приспособлено для обеспечения любой комбинации широкого множества упомянутых необязательных признаков и их регулировок.
Информация, которая может быть выбрана пользователем с помощью средства 63, может, например, осветить расположения всех кинотеатров, автомобильных стоянок или других интересующих объектов на плане. В разработке устройства 57 его средство 61 приспосабливают для хранения элементов жесткости, например 7 и 8, а его средство 66 приспосабливают для выталкивания двух указанных элементов жесткости отдельно со сложенным листом 1. Такое устройство не может быть реализовано с помощью признаков, указанных сплошными линиями на варианте воплощения фиг. 4, и может быть полезно, например, в отдельной установке в аэропорту, которая изготавливает карту с выбранными по порядку деталями, причем ее выходом является сложенный лист и два элемента жесткости, которые могут быть самоклеящимися или нести компонент двухкомпонентной клеевой системы, другой компонент которой находится на сложенном листе 1, так как для получения изделия 68 пользователь крепит указанные элементы жесткости сам к указанному сложенному листу. В альтернативном варианте это устройство может выталкивать указанный лист, не складывая его, оставляя эту операцию для выполнения пользователем. Как правило после этого пользователь просто отделит защитный слой от элемента жесткости и присоединит их к листу.
Что касается применения по меньшей мере частично прозрачных элементов жесткости или карточек 7 и 8, необходимо отметить следующие моменты.
1. Использование такой карточки обеспечивает все виды печати, которые должны быть сделаны на листе и не на одном, или, возможно, единственной информации или конструкции на карточке, которая затем может быть использована без изменения для множества различных работ.
2. Установки для печати на пластиковых карточках очень ограничены по доступному их числу и их общая производительность такова, что для больших партий нужны месяцы предварительного заказа.
3. Для обеспечения промышленного производства пластиковые карточки печатают как правило по 56 карточек сразу, но изготовление оригинала очень дорого, поскольку затем требуется компоновка с 55-ю повторениями оригинала одной карточки.
4. Печать, сделанная на пластике, быстро истирается при нормальном обращении, но оригинал, напечатанный на самом листе, защищают прозрачной оболочкой (карточкой) и следовательно его использование позволяет получать функционально лучше выглядящее изделие.
5. При печати пластиковые карточки не просто уложить в штабель из-за времени сушки и других факторов, например истирания. Для предотвращения истирания требуется ламинирование печатных пластиковых карточек и такое ламинирование требует слишком много времени для сушки. Таким образом, печать на пластиковых карточках имеет очень низкую производительность.
6. Если карточки, имеющие различный оригинал, печатают одновременно на листе перед разрезанием, они имеют склонность смешиваться после разрезания листов и трудны для сортирования.
7. При получении сложенных листов 1 со стороны, сложенные листы в стопе иногда имеют различные ориентации вследствие неправильности их упаковки и нуждаются в сортировке прежде, чем напечатанные пластиковые карточки 7 и 8 крепят к ним с тем, чтобы они были в правильном положении из 16-и возможных.
По всем этим причинам предпочтительно использовать элементы жесткости, содержащие прозрачный материал, особенно с листами 1, имеющими двойную плиссировку гармошкой.
Что касается применения множества каналов, как пояснено примерами на фиг. 17 и 18, упомянутые устройства со ссылкой на фиг. 4 могут иметь первый питатель 9 для карточек 7, первую головку клея 23 для них, второй питатель 2 для вставок 1, вторую головку клея 26 для них, третий питатель 10 для карточек 8. Для выключения пневматического устройства может быть использован механизм быстрого разъединения.
В вариантах воплощения (фиг. 4) для увеличения скорости изготовления средство 65 может содержать множество действующих параллельно, гибочных устройств, чтобы предотвратить на этой стадии образование узкого места производства.
Очевидно, что применение двухкомпонентной клеевой системы, которая требует для адгезии сшивания компонентов, позволяет использовать карточки 7 и 8, полностью покрытые компонентом, и возможно всю внешнюю часть сложенного листа 1, покрытую другим компонентом, без прилипания или приклеивания их ко всему, к чему они не должны прилипать. Такие системы клея являются хорошо известны.
Упомянутое выше придание жесткости путем нанесения покрытия, которое может быть отверждено, может потребовать нанесения нескольких слоев покрытия в зависимости от используемого материала и толщины лакировки. Такое покрытие может быть обычно напечатано за один проход до толщины 2 - 5 г на 1 м2 со скоростью 5000 отпечатков в час. Толщина может быть увеличена путем применения устройства трафаретной печати, обеспечивающего нанесение толщины 12 - 15 г на 1 м2 за один проход. Систему используют с лаком, отверждаемым при ультрафиолетовым облучении, и непрерывную систему отверждения при ультрафиолетовом облучении (например, сушку). Композиция материала покрытия может быть отрегулирована в соответствии с требованиями конкретного способа. Например, литографическая печать может давать покрытие толщиной 80 мкм (метрических), которое может быть отверждено через 1/1000 с облучения в ультрафиолетовом свете для получения жесткости, которой достаточно для многих случаев применения. Такие композиции могут также быть использованы для проникновения в материал листа 1, что выше называли пропиткой. В альтернативном варианте используют так называемые двухкомпонентные системы, в которых наносят слой второго компонента, которые затем автоматически сшиваются (самоотверждаются), и может быть получена система с большой толщиной лака.
Квалифицированному в этой области техники специалисту очевидно, что признаки различных вариантов воплощения могут быть скомбинированы и различные признаки или комбинации признаков могут быть новы и независимы от других признаков или комбинаций признаков так, чтобы изобретение рассматривалось принадлежащим к любым описанным здесь новым или неочевидным признакам или комбинациям признаков. В случае сомнения формула изобретения должна быть интерпретирована в наиболее благоприятном смысле, чтобы дать максимальную защиту, совместимую с описанием чего-либо известного или очевидного.
Реферат
Сущность изобретения: устройство для изготовления листовых изделий, каждое из которых содержит лист, сложенный складками гармошкой, и по меньшей мере один элемент жесткости, присоединенный к внешней части сложенного листа, содержит средства для подачи предметов в виде комбинации сложенного листа и по меньшей мере одного элемента жесткости, соединения их вместе и поддержания листа сложенным в течение по меньшей мере прохождения участка приближения к этому соединению. Способ изготовления указанный листовых изделий включает перемещение сложенного листа и элемента жесткости вдоль заданного пути так, что их соответствующие края взаимно смещают относительно друг друга в направлении этого перемещения, а лист поддерживают сложенным, причем в течение перемещения указанные лист и элемент располагают сначала отделенными друг от друга, а затем их соединяют вместе. Предложено также листовое изделие, которое содержит отдельный конверт или рукав, размещенный вокруг сложенного листа, чтобы поддерживать его сложенным, и/или лист содержит добавку из нежесткого вещества, например, в виде пропитки, отверждаемой для придания жесткости части листа. 4 с. и 17 з.п. ф-лы, 30 ил.
Комментарии