Вакуумный колесный укладчик фальцованного материала и способы его использования - RU2736381C2
Код документа: RU2736381C2
Чертежи
















Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает преимущество и приоритет Предварительной Заявки Соединенных Штатов № 62/247,083, поданной 27 октября 2015 года, и озаглавленной "Вакуумный колесный укладчик фальцованного материала и способы его использования", раскрытие которой включено в данный документ посредством ссылки во всей полноте.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
1. Область техники
[0002] Иллюстративные варианты осуществления изобретения относятся к складыванию и укладке предметов и, более конкретно, к складыванию и укладке упаковочных материалов.
Более конкретно, варианты осуществления относятся к укладке упаковочных материалов, таких как упаковка и материалы для коробок, изготовленных из гофрированного картона.
2. Соответствующая технология
[0003] Автоматизация процессов уже давно является целью промышленно развитого общества, и практически в любой отрасли, в которой производится продукт, может быть использован некоторый тип автоматизированного процесса.
Зачастую автоматизированный процесс может использовать современные технологические достижения, которые объединяются в одну или несколько автоматизированных машин, которые выполняют функции, используемые для производства продукта.
Продукт, производимый автоматизированной машиной, сам может использовать сырье.
Такие материалы сами могут загружаться, поставляться или иным образом вводиться в автоматизированную машину с использованием автоматизированного процесса или такая загрузка может быть ручной.
В частности, когда загрузка выполняется с использованием автоматизированного процесса, сырье может быть расположено рядом с машиной для облегчения загрузки.
[0004] Упаковочная индустрия является одним из примеров отрасли, которая в последние годы значительно выиграла от использования автоматизированных технологий.
Например, коробки и другие типы упаковки могут быть образованы из продуктов на бумажной основе (например, гофрированного картона), а автоматизированная машина для преобразования может быть запрограммирована на использование одного или нескольких доступных инструментов для выполнения ряда различных функций на гофрированном картоне.
При загрузке в машину для преобразования, гофрированный картон может быть разрезан, надрезан, перфорирован, согнут, сложен, обклеен пленкой или иным образом обработан, чтобы образовать коробку практически любой формы и размера, или образован в шаблон, который впоследствии может быть собран в коробку.
По сути, машина для преобразования начинается с необработанной формы гофрированного картона (например, фальцованного гофрированного картона в одном или нескольких отдельных путях подачи) и преобразования необработанной формы в форму шаблона, который затем может быть собран в коробку или другой тип упаковки.
Когда одна такая форма создана, завершенное изделие затем может быть уложено вместе с другими аналогично сконфигурированными изделиями для ожидания отгрузки или использования.
Например, когда требуется коробка, пользователь может затем взять один из шаблонов упаковки из стопки и сложить его в соответствии с образованными надрезами, перфорациями, складками и т.д.
[0005] Для облегчения отгрузки и хранения упаковочных материалов, было сочтено целесообразным укладывать упаковочный материал (например, фальцованный гофрированный картон) до тех пор, пока он не понадобится для использования или для отправки конечному пользователю.
В этом отношении, один или несколько человек могут находиться на выходном конце машины, которая производит желаемое фальцевание.
Когда изготавливаемый продукт фальцованного гофрированного картона высвобождается из машины, эти люди могут затем складывать фальцованный материал веерообразным образом для образования компактной стопки.
Примечательно, что такое использование, поэтому часто требует, чтобы человек находился на машине и участвовал в повторяющихся движениях.
В некоторых случаях возможны травмы, которые возникают из-за несчастного случая с производственной машиной, или из-за повторяющегося характера движений человека.
Поэтому было бы желательно эффективно укладывать материалы с сокращенной человеческой рабочей силой и/или медицинскими расходами.
[0006] В других случаях, производственная машина может выводить продукт для автоматической укладки.
Например, в качестве формы автоматической укладки, роботизированная рука может заменить человека.
В таком случае, роботизированная рука может быть запрограммирована на движение к выходному концу машины во время выведения продукта.
Рука может двигаться в зацепление с продуктом.
Затем роботизированная рука может складывать материал веерообразным образом.
Таким образом, роботизированные руки могут эффективно укладывать материалы.
Однако такие руки могут быть сложными для изготовления и/или программирования, так что было бы желательно, чтобы упрощенная система надежно и эффективно укладывала материалы.
Еще одна проблема с такими механическими руками состоит в том, чтобы быстро отвести их от сложенного материала, чтобы материал мог складываться сам на себя без механической руки, зацепившейся между сложенными слоями.
[0007] Соответственно, существует потребность в альтернативных системах складывания и укладки, которые являются более эффективными, менее дорогостоящими, менее вероятными для повреждения фальцованного материала, с меньшей вероятностью приводящих к производственной травме, и которые менее подвержены простою и задержке.
[0008] Вышеприведенное описание, относящееся к складыванию и укладке гофрированного картона, является просто иллюстративным, и будет понятно, что также может быть получено любое количество других изделий, изготовленных из металлических, керамических, полимерных, органических или других материалов, и может быть желательно, укладывать или иным образом размещать такие материалы способом, аналогичным описанному выше для изделий из гофрированного картона.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0009] Примеры осуществления раскрытия относятся к складыванию и укладке линеаризованного гофрированного картонного фальцуемого материала и аналогичных непрерывных или полунепрерывных упаковочных материалов.
Более конкретно, линеаризованный фальцуемый материал может быть сложен, и уложен системой, которая включает в себя вращающийся элемент (например, колесо), имеющий несколько головок, расположенных на вращающемся элементе.
Каждая головка имеет вакуумную настройку, которая может использоваться для захвата участка длины фальцуемого материала и удерживания его, пока вращающийся элемент вращается вокруг своей оси, и возможно вторую воздуходувную настройку, которая выдувает участок длины фальцуемого материала, который был захвачен и поворачивается вокруг вращающегося элемента вниз на стопку фальцованного материала.
Такая система способна эффективно и экономично формировать правильные и последовательные стопки фальцованного материала без необходимости значительного вмешательства человека.
Аналогично, системы и способы складывания и укладки, описанные здесь, способны эффективно складывать и укладывать фальцуемый материал с использованием механизмов, которые являются намного менее сложными и менее дорогостоящими по сравнению с промышленными роботами и тому подобным.
[0010] В одном варианте осуществления, описана система для складывания и укладки фальцуемого материала.
Система включает в себя вращающийся элемент, имеющий, по меньшей мере, две головки, расположенные на вращающемся элементе по периферии, смещенные друг от друга.
Вращающийся элемент вращается вокруг оси (например, центральной оси).
Каждая головка, расположенная на вращающемся элементе, может иметь первую вакуумную настройку, выполненную с возможностью зацепления участка длины надрезанного или складчатого фальцуемого материала с тем, чтобы вращать его вокруг оси, и вторую воздуходувную настройку, выполненную с возможностью выдувания участка длины надрезанного или складчатого фальцуемого материала от вращающегося элемента в заданном положении вокруг оси с тем, чтобы образовать стопку сложенного фальцуемого материала.
[0011] В одном варианте осуществления, другая система для складывания и укладки фальцуемого материала включает в себя конвейер, имеющий первый конец и второй конец.
Конвейер может быть выполнен с возможностью передачи первого конца длины фальцуемого материала от первого конца конвейера ко второму концу конвейера.
Вращающийся элемент может быть расположен вблизи ко второму концу конвейера.
Вращающийся элемент может вращаться вокруг оси, так что вращающийся элемент может принимать фальцуемый материал со второго конца конвейера и вращать фальцуемый материал, по меньшей мере, частично, вокруг оси вращающегося элемента.
Вращающийся элемент может иметь, по меньшей мере, две головки, расположенные на нем и которые смещены по окружности друг от друга.
[0012] Система может также включать в себя бункер, расположенный вблизи к вращающемуся элементу и напротив второго конца конвейера, так что бункер может принимать сложенный фальцуемый материал, поставляемый вращающимся элементом.
В некоторых вариантах осуществления, бункер может быть выполнен с возможностью прикрепления с возможностью съема к транспортному поддону или аналогичной конструкции, предназначенной для хранения и отгрузки стопки фальцованного материала.
В некоторых вариантах осуществления, бункер может включать в себя механизм, такой как подъемник, который удерживает верхнюю часть стопки сложенного фальцуемого материала, в целом, на постоянной высоте или вертикальном положении, когда к стопке добавляются дополнительные слои фальцуемого материала.
Таким образом, например, подъемный механизм может опускать стопку фальцуемого материала, поскольку дополнительные слои материала добавляются в стопку, чтобы поддерживать верхнюю часть стопки на относительно постоянной высоте или вертикальном положении.
В некоторых вариантах осуществления, поддержание относительно постоянной высоты или вертикального положения верхней части стопки может уменьшить или устранить необходимость в головке (головках) для регулировки местоположения (местоположений), в которых фальцуемый материал выпускается.
[0013] Как и в ранее описанном варианте осуществления, каждая головка, расположенная на вращающемся элементе, может иметь первую вакуумную настройку, выполненную с возможностью зацепления участка длины надрезанного или складчатого фальцуемого материала так, чтобы вращать его вокруг оси, и вторую воздуходувную настройку, выполненную с возможностью выдувания участка длины надрезанного или складчатого фальцуемого материала от вращающегося элемента в заданном положении вокруг оси так, чтобы образовать стопку уложенного фальцуемого материала.
[0014] В еще одном варианте осуществления, описан способ складывания и укладки фальцуемого материала.
Способ включает этапы, при которых:
(i) доставляют первый конец длины фальцуемого материала к вращающемуся элементу, имеющему, по меньшей мере, две головки, расположенные на вращающемся элементе, и которые смещены по окружности друг от друга,
(ii) вращают вращающийся элемент вокруг центральной оси во время одновременной непрерывной подачи фальцуемого материала к вращающемуся элементу,
(iii) зацепляют участок длины надрезанного или складчатого фальцуемого материала посредством вакуума первой головки с тем, чтобы вращать участок длины надрезанного или складчатого фальцуемого материала вокруг центральной оси, и
(iv) переключают первую головку на воздуходувную настройку в заданном положении вокруг оси с тем, чтобы выдувать участок длины надрезанного или складчатого фальцуемого материала от вращающегося элемента с тем, чтобы образовать стопку сложенного фальцуемого материала.
В одном варианте осуществления, способ дополнительно включает (v) укладку стопки сложенного фальцуемого материала в бункер, расположенный рядом с вращающимся элементом.
[0015] Эти и другие задачи, и признаки настоящего раскрытия станут более очевидными из нижеследующего описания и прилагаемой формулы изобретения или могут быть уяснены практикой вариантов осуществления изобретения, как изложено ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016] Для дополнительного разъяснения вышеизложенных и других преимуществ и признаков настоящего раскрытия, более конкретное описание отдельных вариантов осуществления будет передано посредством ссылки на прилагаемые чертежи.
Понятно, что на этих чертежах показаны только иллюстративные варианты осуществления раскрытия и поэтому они не должны рассматриваться как ограничивающие его объем.
Варианты осуществления будут описаны и объяснены с дополнительной специфичностью и детализацией посредством использования прилагаемых чертежей, на которых:
[0017] Фиг.1 иллюстрирует вид в перспективе вакуумного колесного укладчика фальцованного материала согласно примеру осуществления настоящего раскрытия;
[0018] Фигуры 1A-1O иллюстрируют вакуумный колесный укладчик фальцованного материала по фиг.1 в различных рабочих положениях при укладке фальцуемого материала;
[0019] Фиг.2 иллюстрирует вид в перспективе вращающегося элемента, имеющего пневматическую систему управления, согласно примеру осуществления настоящего раскрытия; а также
[0020] Фиг.3 иллюстрирует вид в перспективе расширяемого вращающегося элемента, который может размещать фальцуемый материал, имеющий разные взаимно фиксированные расстояния согласно примеру осуществления настоящего раскрытия.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0021] Примеры осуществления раскрытия относятся к складыванию и укладке линеаризованного фальцуемого материала гофрированного картона и аналогичных непрерывных или полунепрерывных упаковочных материалов.
Более конкретно, линеаризованный фальцуемый материал может быть сложен, и уложен системой, которая включает в себя вращающийся элемент (например, колесо), имеющий несколько головок, расположенных на вращающемся элементе.
Каждая головка имеет вакуумную настройку, которая может использоваться для захвата участка длины фальцуемого материала и удержания его, пока вращающийся элемент вращается вокруг своей оси, и возможно вторую воздуходувную настройку, которая выдувает участок длины фальцуемого материала, который был захвачен и поворачивается вокруг вращающегося элемента вниз на стопку фальцуемого материала.
В некоторых вариантах осуществления воздуходувная настройка активируется после того, как вакуумная настройка отключена.
Такая система способна эффективно и экономично формировать правильные и последовательные стопки фальцуемого материала без необходимости значительного вмешательства человека.
Аналогично, системы и способы складывания и укладки, описанные здесь, способны эффективно складывать и укладывать фальцуемый материал с использованием механизмов, которые являются намного менее сложными и менее дорогостоящими по сравнению с промышленными роботами и тому подобным.
[0022] Используемый здесь термин «фальцованный материал» используется для обозначения любого типа упаковки или другого типа материала, который изготовлен из длинных листов, которые сложены в относительно компактные стопки веерообразным или подобным гармошке способом.
В одном примере, фальцованный материал является материалом гофрированного картона, однако другие упаковочные материалы, такие как картон, могут быть изготовлены в виде фальцуемого материала.
Типичный гофрированный фальцуемый упаковочный материал производится одно и двухслойном гофрированном виде, которые доступны в большинстве размерных групп.
Типичная ширина коммерчески доступного фальцуемого материала составляет от около 12 дюймов (около 30 см) до около 98 дюймов (около 250 см или 2,5 метра).
Типичная длина сгиба составляет от около 20 дюймов (около 50 см) до около 90 дюймов (около 230 см) и обычно составляет около 40 дюймов (около 100 см).
В зависимости от потребностей клиента фальцуемый материал может также включать в себя различные рисунки, покрытия, печать и тому подобное.
Один непрерывный лист фальцуемого материала может превышать около 2300 линейных футов (около 700 метров) в длину.
Фальцованный материал обычно складывается для помещения поверх поддона или прокладочного листа.
[0023] Дополнительно, как используется здесь, термин «упаковочные материалы» используется здесь, в целом, для описания различных типов материалов, которые могут быть преобразованы с использованием машины для преобразования.
В частности, «упаковочные материалы» могут использоваться, по сути, для ссылки к любому материалу, который может быть преобразован из необработанной формы в пригодный для использования продукт, или в шаблон пригодного для использования продукта.
Например, материалы на основе бумаги, такие как картон, гофрированный картон, бумажный картон и тому подобное, могут считаться «упаковочными материалами», хотя этот термин не обязательно является ограничивающим.
Соответственно, в то время как примеры здесь описывают использование гофрированного картона и фальцованного гофрированного картона, такие примеры являются просто иллюстративными и не обязательно ограничивают настоящее применение.
[0024] Как используется здесь, множество наименований, структурных элементов, композиционных элементов и/или материалов могут быть представлены в общем списке для удобства.
Однако эти списки должны толковаться так, как будто каждый элемент списка индивидуально идентифицируется как отдельный и уникальный элемент.
Таким образом, ни один отдельный элемент такого списка не должен толковаться как фактический эквивалент любого другого элемента одного и того же списка исключительно на основе их представления в общей группе без указаний об обратном.
Дополнительно, числовые данные также могут быть выражены или представлены здесь.
Следует понимать, что такие числовые данные используются только для пояснения примера действующих вариантов осуществления.
Более того, числовые данные, представленные в формате диапазона, используются просто для удобства и краткости и поэтому должны быть гибко интерпретированы для включения не только числовых значений, явно обозначенных как пределы диапазона, но и включения всех отдельных числовых значений или поддиапазонов охватываемых в этом диапазоне, как если бы каждое числовое значение и поддиапазон явно указывались.
Кроме того, такие числовые значения и диапазоны предназначены для того, чтобы быть неограничивающими примерами примеров осуществления и не должны толковаться по мере надобности для всех вариантов осуществления, за исключением случаев, когда они явно указаны как таковые в формуле изобретения.
[0025] Теперь будут сделаны ссылки на чертежи для описания различных аспектов примеров осуществления изобретения.
Понятно, что чертежи являются графическими и схематическими представлениями таких примеров осуществления и не являются ограничивающими настоящее раскрытие, а также не являются какими-либо конкретными элементами, которые считаются существенными для всех вариантов осуществления, или что элементы собираются или изготавливаются любым конкретным порядком или способом.
Поэтому из чертежей не следует делать вывод о необходимости какого-либо элемента.
В последующем описании, многочисленные специфичные детали изложены для того, чтобы обеспечить исчерпывающее понимание настоящего раскрытия.
Специалистам в данной области техники будет очевидно, что варианты осуществления настоящего раскрытия могут быть использованы на практике без этих конкретных деталей.
В других случаях здесь подробно не описаны хорошо известные аспекты фальцованных материалов, конвейерных систем, пневматических систем, а также способы и общие способы изготовления, чтобы избежать излишней маскировки новых аспектов настоящего раскрытия.
[0026] Фигуры 1-3 и последующее обсуждение предназначены для обеспечения краткого общего описания иллюстративных устройств, в которых могут быть реализованы варианты осуществления раскрытия.
В то время как система вакуумного колесного укладчика фальцуемого материала для складывания и укладки фальцуемых материалов описана ниже, это является всего лишь одним примером, и варианты осуществления раскрытия могут быть реализованы с использованием других типов материалов.
Соответственно, повсюду в спецификации и формуле изобретения фразы «фальцуемый материал», «стопка фальцованного материала» и «фальцованный материал» и т.п. предназначены для широкого применения к любому типу изделий, которые могут быть сложены и уложены посредством системы вакуумного колесного укладчика фальцованного материала, описанной здесь.
[0027] Фигуры 1-3, таким образом, иллюстрируют, например, один пример системы вакуумного колесного укладчика фальцованного материала, реализующий некоторые аспекты настоящего раскрытия.
Система вакуумного колесного укладчика фальцованного материала по фигурам 1-3 является лишь одним примером подходящей системы и не предназначена для указания каких-либо ограничений в отношении объема использования или функциональных возможностей варианта осуществления раскрытия.
Никакая система не должна интерпретироваться как имеющая какую-либо зависимость или требование, относящееся к каким-либо или сочетанию компонентов, иллюстрированных в системе.
[0028] Иллюстративная вакуумная колесная система укладки фальцованного материала широко показана с включенным вращающимся элементом 20, имеющим множество головок 30а-30d, прикрепленных по его окружности.
В иллюстрированном варианте осуществления вакуумная колесная система укладки фальцованного материала дополнительно включает в себя конвейер 80, бункер 90 и, при необходимости, электронную систему управления, схематично показанную как 100.
Конвейер 80 имеет первый конец 82 и второй конец 84.
[0029] В иллюстрированном варианте осуществления вращающийся элемент 20 включает коробчатую раму 22, которая имеет, в целом, квадратный профиль.
Коробчатая рама 22 расположена на круглом колесе 24.
Например, коробчатая рама 22 может быть сконфигурирована таким образом, что вращающийся элемент 20 может поддерживать фальцуемый материал 50, когда он входит в зацепление с вращающимся элементом 20.
В других вариантах осуществления, коробчатая рама вращающегося элемента может иметь другие профили, например, но не ограничиваясь ими, круглый, треугольный, шестиугольный, звездообразный и тому подобное.
[0030] В иллюстрированном варианте осуществления, вращающийся элемент 20 включает в себя четыре головки 30а-30d.
В других вариантах осуществления вращающийся элемент 20 может, например, включать одну, две, три или более четырех головок.
Кроме того, в иллюстрированном варианте осуществления, головки 30а-30d расположены в углах коробчатой рамы 22 вращающегося элемента 20.
В других вариантах осуществления, вращающийся элемент 20 может, например, включать в себя головки в одном или нескольких промежуточных положениях между углами коробчатой рамы 22 вращающегося элемента 20, например, посередине между углами коробчатой рамы 22.
[0031] В иллюстрированном варианте осуществления, линейный фальцуемый материал 50 транспортируется конвейером 80 от первого конца 82 ко второму концу 84, где он забирается вращающимся элементом 20.
Затем линейный фальцуемый материал 50 поворачивается вокруг вращающегося элемента 20 и складывается в бункер 90 для образования стопки 70 фальцованного материала.
В иллюстрированном варианте осуществления, фальцуемый материал 50 представляет собой гофрированный картонный материал, имеющий несколько линий сгиба или маркировок 60, разделенных расстоянием d. В иллюстрированном варианте осуществления, множество головок 30а-30d на вращающемся элементе 20 разнесены на расстояние d', которое, по существу, равно расстоянию d в иллюстрированном варианте осуществления, так что вращающийся элемент 20 может зацепляться с участком линейного фальцуемого материал 50 длиной d между сгибами 60 без создания дополнительных сгибов в фальцуемом материале 50, когда вращающийся элемент 20 вращается вокруг своей оси 40.
В других вариантах осуществления, расстояние d' является кратным расстоянию d, так что вращающийся элемент 20 может зацеплять и только складывать фальцуемый материал 50 по непоследовательным сгибам 60.
[0032] Когда вращающийся элемент 20 вращается вокруг своей оси 40, некоторые из головок 30а-30d будут расположены таким образом, что они могут пневматически взаимодействовать с фальцуемым материалом 50 посредством вакуума.
В варианте осуществления, иллюстрированном на фиг.1, головки 30b и 30c пневматически входят в зацепление с фальцуемым материалом 50.
Когда вращающийся элемент 20 вращается вокруг своей оси 40, пневматически зацепленные головки удерживаются на фальцуемом материале и вращают его вокруг оси 40.
В выбранной точке на пути вращения вращающегося элемента 20, зацепленные головки (например, 30b и 30c) могут отключать вакуумную настройку, тем самым, отделяя головки от фальцуемого материала 50 и позволяя фальцуемому материалу 50 опускаться на стопку 70 фальцованного материала.
[0033] При желании, после того, как вакуумная настройка выключена, может быть активирована воздуходувная настройка, чтобы головки могли выдувать линейный фальцуемый материал 50 вниз на стопку 70 фальцованного материала.
Выдувание фальцуемого материала 50 вниз на стопку 70 в противоположность тому, что он может падать только под действием силы тяжести, может увеличить скорость, с которой может быть уложен фальцуемый материал 50.
Когда вращающийся элемент 20 вращается вокруг своей оси 40, каждая из головок 30а-30d может зацепляться и затем отсоединяться от участка длины фальцуемого материала 50.
[0034] Как обсуждалось в другом месте в данном документе, система управления может быть использована для активации/деактивации вакуумной и/или воздуходувной настроек головок 30а-30d.
Например, вакуумные настройки могут быть активированы/деактивированы на одной или нескольких головках 30а-30d, когда одна или несколько головок 30а-30d расположены между определенными местами вокруг оси 40.
Подобным образом, воздуходувные настройки могут быть активированы/деактивированы на одной или нескольких головках 30а-30d, когда одна или несколько головок 30а-30d расположены между определенными местами вокруг оси 40.
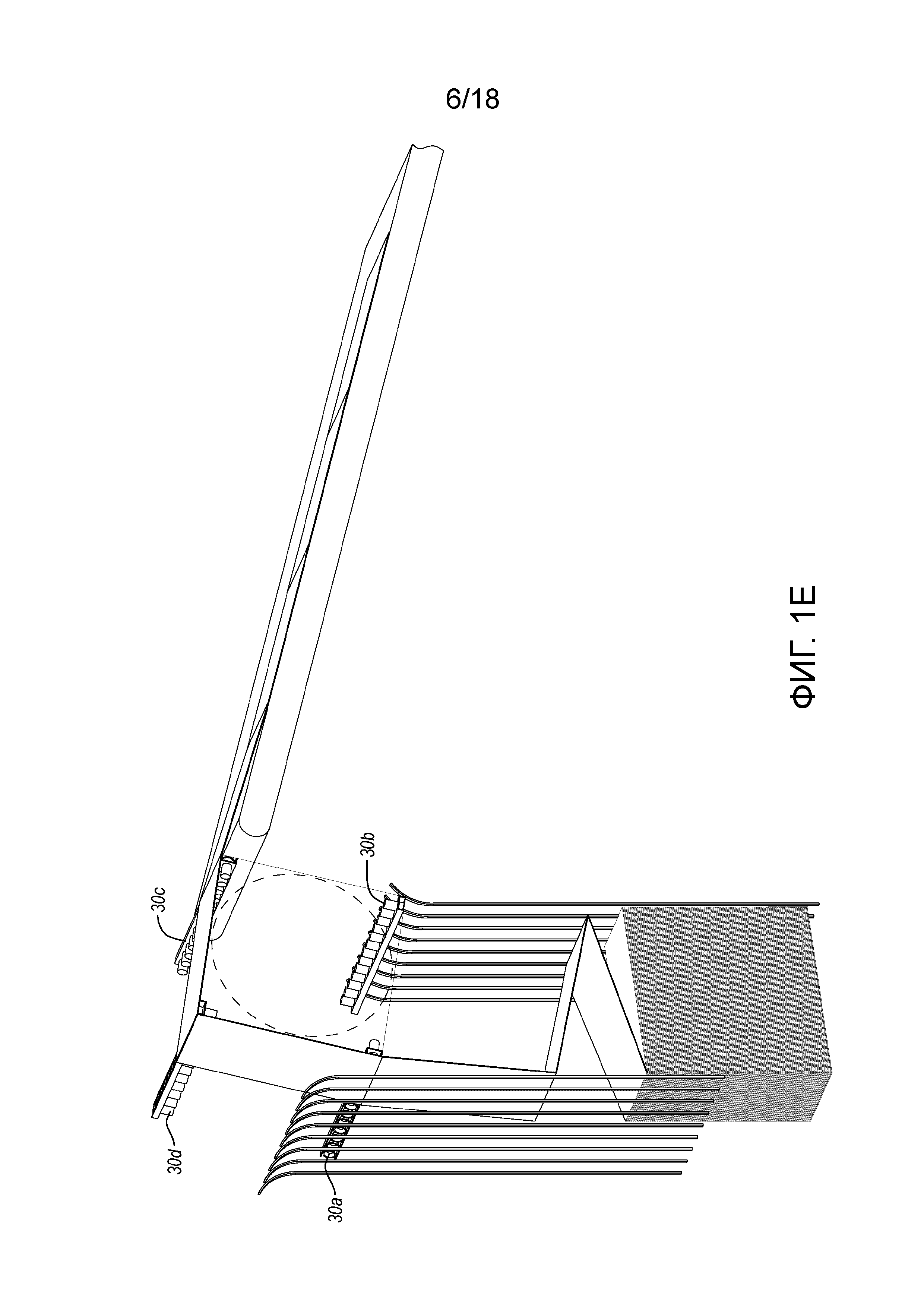
[0035] В качестве примера, вакуумная настройка на головке 30а может быть активирована, когда головка 30а находится в положениях, показанных на фигурах 1А-1F, или когда головка 30а перемещается по дуге между положениями, показанными на фигурах 1А и 1F.
Подобным образом, вакуумная настройка на головке 30b может быть активирована, когда головка 30b находится в положениях, показанных на фигурах 1А-1В и 1L-1O, или когда головка 30b перемещается по дуге между положениями, показанными на фигурах 1L и 1B.
Вакуумная настройка на головке 30с может быть активирована, когда головка 30с находится в положениях, показанных на фигурах 1А-1В, или когда головка 30с перемещается по дуге между положениями, показанными на фигурах 1H и 1M.
Вакуумная настройка на головке 30d может быть активирована, когда головка 30d находится в положениях, показанных на фигурах 1E-1I, или когда головка 30d перемещается по дуге между положениями, показанными на фигурах 1E и 1I.
[0036] Как и в случае вакуумной настройки, воздуходувная настройка на головке 30а может быть активирована, когда головка 30а находится в положениях, показанных на фигурах 1G-1H, или когда головка 30а перемещается по дуге между положениями, показанными на фигурах 1G и 1H.
Подобным образом, воздуходувная настройка на головке 30b может быть активирована, когда головка 30b находится в положениях, показанных на фигурах 1C-1D, или когда головка 30b перемещается по дуге между положениями, показанными на фигурах 1C и 1D.
Воздуходувная настройка на головке 30с может быть активирована, когда головка 30с находится в положениях, показанных на фигурах 1N-1A, или когда головка 30с перемещается по дуге между положениями, показанными на фигурах 1N и 1A.
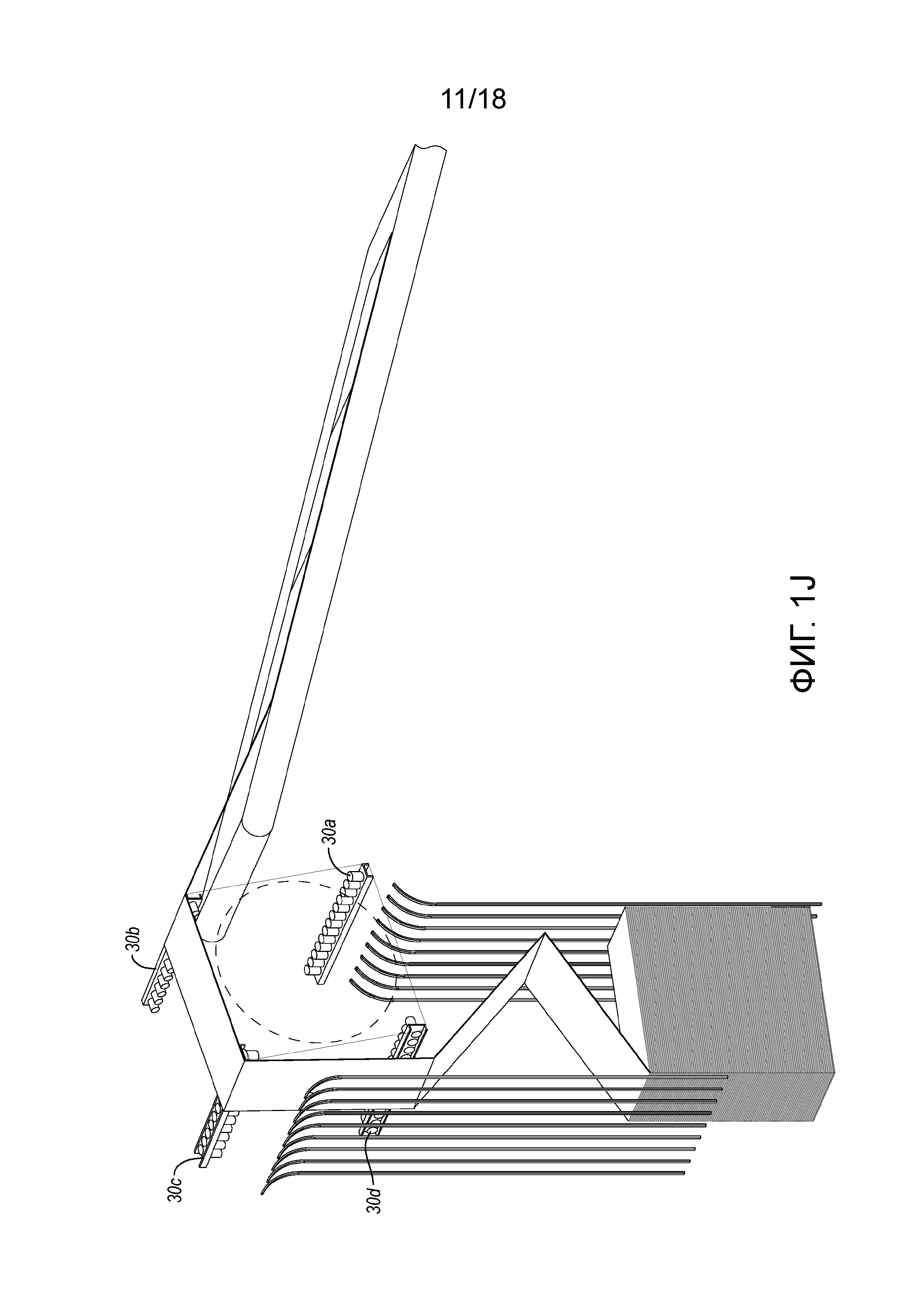
Воздуходувная настройка на головке 30d может быть активирована, когда головка 30d находится в положениях, показанных на фигурах 1J-1K, или когда головка 30d перемещается по дуге между положениями, показанными на фигурах 1J и 1K.
[0037] В дополнение к вакуумной и воздуходувной настройкам, системы управления могут деактивировать как вакуумную, так и воздуходувную настройки, обеспечивая головки «настройкой отключения».
Настройки отключения на головках 30а-30d должны использоваться во время участка вращения головок 30а-30d вокруг оси 40.
Например, вакуумная и воздуходувная настройки на головке 30а могут быть деактивированы, когда головка 30а находится в положениях, показанных на фигурах 1I-1N, или когда головка 30а перемещается по дуге между положениями, показанными на фигурах 1I и 1N.
Аналогично, вакуумная и воздуходувная настройки на головке 30b могут быть деактивированы, когда головка 30b находится в положениях, показанных на фигурах 1Е-1К, или когда головка 30b перемещается по дуге между положениями, показанными на фигурах 1Е и 1K.
Вакуумная и воздуходувная настройки на головке 30с могут быть деактивированы, когда головка 30с находится в положениях, показанных на фигурах 1B-1G, или когда головка 30с перемещается по дуге между положениями, показанными на фигурах 1B и 1G.
Вакуумная и воздуходувная настройки на головке 30d могут быть деактивированы, когда головка 30d находится в положениях, показанных на фигурах 1A-1D, или когда головка 30d перемещается по дуге между положениями, показанными на фигурах 1A и 1D.
[0038] Таким образом, вакуумная, воздуходувная и настройка выключения каждой из головок 30а-30d может управляться и изменяться, когда головки 30а-30d вращаются вокруг оси 40.
Более конкретно, каждая из головок 30а-30d может проходить цикл через вакуумную, воздуходувную и настройку отключения, когда головки 30а-30d вращаются вокруг оси 40.
Например, головка 30a может иметь:
(i) вакуумную настройку, активируемую через первый участок пути перемещения вокруг оси 40;
(ii) воздуходувную настройку, активируемую через второй участок пути перемещения вокруг оси 40; и
(iii) настройку отключения, активируемую через третий участок пути перемещения вокруг оси 40.
[0039] Как можно видеть на фигурах 1A-1O, в то время как общая длина пути перемещения может быть одинаковой для каждой головки, длины первого, второго и третьего участков пути перемещения могут быть различными для разных головок.
Например, первый участок пути перемещения для головок 30а, 30с может быть больше, чем первый участок пути перемещения для головок частей 30b, 30d.
Другими словами, вакуумные настройки для головок 30а, 30с могут быть активированы в течение более длительного времени, чем вакуумные настройки для головок 30b, 30d.
Аналогично, длины перемещения и/или периоды активации для воздуходувной и настройки выключения для головок 30а, 30с также могут отличаться от длин перемещения и/или периодов активации для воздуходувной и настройки выключения для головок 30b, 30d.
Следует также понимать, что длины перемещения и/или периоды активации для каждой из настроек каждой из головок 30а-30d могут отличаться друг от друга или могут быть одинаковыми одна с другой.
[0040] Стопка 70 фальцуемого материала может быть образована из множества различных слоев фальцуемого материала 50.
Например, согласно одному примеру варианта осуществления, линия 60 надреза может быть образована на противоположных краях каждого слоя фальцуемого материала 50 в стопке 70 фальцуемого материала; линии 60 надреза могут разделять переход от одного слоя к другому.
Каждый слой может быть, в целом, расположен в стопке 70 так, чтобы он был вертикально выше предыдущего слоя и был вертикально ниже относительно последующего слоя.
Понятно, что стопка 70 может быть расположена в разных ориентациях, таких как горизонтальная или угловая.
Например, в горизонтально ориентированной стопке, каждый слой может обычно располагаться горизонтально к одной стороне другого слоя.
В угловой стопке, каждый слой может быть, в целом, расположен как горизонтально, так и вертикально относительно смежного слоя.
[0041] Конкретный аспект линий 60 надреза, образованных в фальцуемом материале 50, состоит в том, что они позволяют сгибать фальцуемый материал 50 для образования многочисленных слоев стопки 70 фальцованного материала.
Таким образом, при наблюдении стопки фальцованного материала (например, стопки 70) с боковой или верхней точки обзора, линии надреза могут быть по краям стопки фальцованного материала.
[0042] В этом примере варианта осуществления, стопка 70 фальцованного материала образована в бункере 90.
Бункер 90 включает в себя множество вертикальных элементов 92, которые отделены друг от друга.
Разделение множества вертикальных элементов 92 может, например, позволять фальцуемому материалу 50 более эффективно укладываться из-за того, что воздух, который в противном случае может быть захвачен между слоями, может легко выйти между вертикальными элементами 92.
Каждый из множества вертикальных элементов 92 также может включать в себя изогнутый верхний участок 94, так что вращающийся элемент 20 может вращаться, по существу, в пределах бункера, не будучи связанным с вертикальными элементами 92.
Изогнутые верхние участки 94 также могут помочь направлять фальцуемый материал 50 в бункер 90.
[0043] Электронная система 100 управления может быть связана с одним или обоими конвейерами 80 или вращающимся элементом 20 через линии 102, 104, связи, соответственно.
Электронная система 100 управления может, например, устанавливать и/или регулировать скорость одного или обоих конвейеров 80 или вращающегося элемента 20 таким образом, чтобы фальцуемый материал 50 подавался во вращающийся элемент 20 со скоростью, которая позволяет фальцуемому материалу 50 быть аккуратно и эффективно сложенным.
Кроме того, электронная система 100 управления может быть связана с рядом других устройств управления/устройств обратной связи (не показаны), таких как датчики скорости, электронные указатели настройки или камеры и тому подобным, которые позволяют подавать фальцуемый материал 50 на вращающийся элемент 20 так чтобы сгибы 60 правильно располагались относительно головок 30а-30d и чтобы фальцуемый материал 50 чисто и эффективно укладывался.
[0044] Обращаясь теперь к фиг.2, вращающийся элемент 20, имеющий связанную с ним пневматическую систему 200 управления, показан в схематичной форме.
Пневматическая система 200 управления может быть электронной системой управления, которая управляет синхронизацией и применением вакуума и/или сжатого воздуха или может быть связана с электронной системой 100 управления.
Пневматическая система 200 управления может также включать в себя источник вакуума и/или источник сжатого воздуха (показанный в совокупности как 205), который связан с каждой из головок 30а-30d.
Соответственно, пневматическая система 200 управления и/или электронная система 100 управления могут управлять активацией вакуумной, воздуходувной и/или настройкой отключения (как описано в данном документе в другом месте) для головок 30а-30d.
[0045] В иллюстрированном варианте осуществления, источник вакуума/источник сжатого воздуха 205 подключен к коллектору 230, который распределяет вакуумные линии 210 и линии 220 сжатого воздуха к каждой из головок 30а-30d.
В одном варианте осуществления, коллектор 230 может быть стационарным соединением, которое поддерживает пневматическое соединение между источником вакуума/источником сжатого воздуха 205 и каждой из головок 30а-30d, когда вращающийся элемент 20 вращается вокруг оси 40.
Такие устройства известны тем, кто обладает навыками в области пневматических устройств.
Например, аналогичные коллекторы или один тип коллектора, который может быть использован, являются так называемые системы непрерывной накачки шин/снижения давления в шине, которые оборудованы на некоторых автомобилях.
[0046] Ссылаясь теперь к фиг.3, вид в перспективе расширяемого вращающегося элемента 300 показан в первой и второй конфигурациях.
Расширяемая природа вращающегося элемента 300 позволяет вращающемуся элементу 300 приспосабливаться к фальцуемым материалам, имеющим разные расстояния между надрезами.
Другими словами, вращающийся элемент 300 может быть выборочно отрегулирован, изменен в размере, или реконфигурирован так, чтобы расстояние между соседними головками 30а-30d, в целом, соответствовало расстоянию между надрезами требуемого фальцуемого материала.
[0047] Например, фиг.3 иллюстрирует вращающийся элемент 300 в первой конфигурации, в которой имеется расстояние d'1 между смежными головками 30а-30d.
Расстояние d'1 между смежными головками 30a-30d, в целом, соответствует расстояниям d1 между надрезами фальцуемого материала 350.
В результате, головки 30а-30d зацепляют фальцуемый материал 350 около сгибов фальцуемого материала, чтобы уложить фальцуемый материал 350 в стопку, как описано выше.
[0048] Если требуется использовать фальцуемый материал с различным расстоянием между надрезами вращающимся элементом 300, вращающийся элемент 300 может быть выборочно отрегулирован, изменен в размерах, или реконфигурирован для приспособления к различному расстоянию между надрезами различного фальцуемого материала.
Например, как показано на фиг.3, вращающийся элемент 300 может быть выборочно отрегулирован, изменен в размерах или реконфигурирован так, чтобы новое расстояние d'2 между смежными головками 30a-30d, в целом, соответствовало расстояниям d2 между надрезами фальцуемого материала 355.
[0049] Вращающийся элемент 300 может быть выборочно отрегулирован, изменен в размерах или реконфигурирован различными способами.
Например, рама 22' вращающегося элемента 300 может быть образована из расширяемых/сжимаемых компонентов.
В качестве примера каждая сторона рамы 22' может быть выполнена из телескопических стержней или труб, которые позволяют избирательно увеличивать или уменьшать длину каждой стороны рамы 22' с тем, чтобы перемещать головки 30а-30d дальше друг от друга или ближе друг к другу.
В других вариантах осуществления, головки 30а-30d и/или части рамы 22' могут быть установлены с возможностью поворота так, чтобы головки 30а-30d и/или части рамы 22' могли поворачиваться ближе или дальше от оси 40 вращения вращающегося элемента 300.
Когда головки 30а-30d и/или части рамы 22' поворачиваются от оси 40 вращения, длина каждой стороны вращающегося элемента 300 и, следовательно, расстояние между смежными головками 30а-30d увеличивается.
В отличие от этого, когда головки 30а-30d и/или части рамы 22' поворачиваются к оси 40 вращения, длина каждой стороны вращающегося элемента 300 и, следовательно, расстояние между смежными головками 30а-30d уменьшается.
[0050] Вращающийся элемент 300 может быть выборочно отрегулирован, изменен в размерах или реконфигурирован обратимым способом.
То есть, размер вращающегося элемента 300 может быть выборочно увеличен, а затем выборочно уменьшен, и наоборот.
Кроме того, хотя на фиг.3 показан только вращающийся элемент 300 в двух размерных конфигурациях, это сделано просто для удобства.
Расширяемый вращающийся элемент может быть выполнен с возможностью расширения/сжатия до практически любого размера для приспособления, по существу, к любому размеру фальцуемого материала.
В альтернативном варианте, система укладки фальцованного материала может быть оснащена множеством вращающихся элементов, имеющих различные размеры для приспособления к различным размерам фальцуемого материала.
[0051] Любой из описанных здесь вариантов осуществления системы укладки фальцованного материала может быть использован в способе укладки фальцованного материала.
Например, фигуры 1А-1О показывают несколько видов способа укладки фальцуемого материала с использованием системы для складывания и укладки фальцуемого материала, которая иллюстрирована на фиг.1.
[0052] Способ для складывания и укладки фальцуемого материала может включать этапы, при которых:
(i) доставляют первый конец длины фальцуемого материала к вращающемуся элементу, имеющему, по меньшей мере, две головки, расположенные на вращающемся элементе, и которые смещены по окружности друг от друга,
(ii) вращают вращающийся элемент вокруг центральной оси во время одновременной непрерывной подачи фальцуемого материала к вращающемуся элементу,
(iii) зацепляют участок длины надрезанного или складчатого фальцуемого материала посредством вакуума первой головки с тем, чтобы вращать участок длины надрезанного или складчатого фальцуемого материала вокруг центральной оси, и
(iv) переключают первую головку на воздуходувную настройку в заданном положении вокруг оси с тем, чтобы выдувать участок длины надрезанного или складчатого фальцуемого материала от вращающегося элемента с тем, чтобы образовать стопку сложенного фальцуемого материала.
В одном варианте осуществления, способ дополнительно включает этап (v), при котором укладывают стопку сложенного фальцуемого материала в бункер, расположенный рядом с вращающимся элементом.
Воздуходувная настройка может ускорить выталкивание фальцованного материала вниз в стопку, чем просто дать возможность фальцованному материалу опускаться только под действием силы тяжести, тем самым, увеличив скорость, с которой фальцованный материал может быть уложен.
[0053] В одном варианте осуществления, фальцуемый материал включает в себя ряд, по существу, равномерно распределенных линий надреза или линий сгиба, расположенных на фальцуемом материале, по существу, перпендикулярно длинному краю фальцуемого материала.
В других вариантах осуществления, фальцуемый материал образован без надрезов или линий сгиба.
В таких вариантах осуществления, укладчик фальцованного материала может создавать складки или сгибы в фальцуемом материале, поскольку укладчик фальцованного материала вращает фальцуемый материал, как описано в данном документе.
Более конкретно, вращение фальцуемого материала может заставлять складываться материал, тем самым создавая регулярно разнесенные складки, которые позволяют укладывать материал, как описано в данном документе.
[0054] В одном варианте осуществления, способ дополнительно включает в себя обнаружение положения одной или нескольких линий надреза или линий сгиба по длине фальцуемого материала, и корректировать относительный расчет времени одного или нескольких этапов (i) - (iv) в зависимости от положения линий надреза или линий сгиба по длине фальцуемого материала.
[0055] В одном варианте осуществления способа, первая головка входит в зацепление с фальцуемым материалом, смежным с первой линией надреза или линией сгиба, а вторая головка входит в зацепление с фальцуемым материалом, смежным со второй линией надреза или линией сгиба.
[0056] В одном варианте осуществления, способ дополнительно включает в себя доставку первого конца длины фальцуемого материала с использованием конвейера, расположенного вблизи к вращающемуся элементу.
[0057] В одном варианте осуществления, стопка фальцуемого материала укладывается зигзагообразным образом, так что, если смотреть с боковой стороны стопки, имеются левые складки и правые складки.
В одном варианте осуществления, переключение первой головки на воздуходувную настройку происходит в первом заданном положении, если образовывать левую складку, и во втором заданном положении, если образовывать правую складку.
Сравните, например, фигуры 1C и 1G.
Фиг.1С показывает образованную левую складку (вблизи к головке 30b).
В таком случае, головка выпускает фальцуемый материал, когда фальцуемый материал свисает почти вертикально (или ориентирован перпендикулярно к концу стопки).
Напротив, фиг.1G показывает правую складку (вблизи к головке 30а).
В случае правой складки, головка задерживает фальцуемый материал относительно дольше и выпускает фальцуемый материал, когда фальцуемый материал поворачивается вокруг вращающегося элемента до тех пор, пока фальцуемый материал не будет хорошо свисать за вертикаль (или ориентирован под острым углом относительно конца стопки).
Такая система может, например, позволить системе укладки фальцованного материала направлять фальцованный материал так, чтобы он эффективно и правильно складывался.
[0058] Настоящее изобретение может быть воплощено в других конкретных формах без отхода от его сущности или существенных характеристик.
Описанные варианты осуществления следует рассматривать во всех отношениях как иллюстративные, а не ограничивающие.
Объем изобретения, поэтому, указывается прилагаемой формулой изобретения, нежели предшествующим описанием.
Все изменения, которые оказываются в пределах значения и диапазона эквивалентности формулы изобретения, должны включаться в пределы ее объема.
Реферат
Группа изобретений относится к способам складывания и укладки фальцуемого материала гофрированного картона и системам для осуществления данных способов. Способ заключается в том, что включает этапы, на которых доставляют первый конец длины фальцуемого материала к вращающемуся элементу, имеющему по меньшей мере две головки, расположенные на вращающемся элементе и смещенные друг от друга по окружности, вращают вращающийся элемент, продолжая одновременно подачу фальцуемого материала к вращающемуся элементу, зацепляют участок длины фальцуемого материала посредством вакуумной настройки первой головки с возможностью вращения фальцуемого материала вокруг вращающегося элемента для изменения направления его перемещения, переключают первую головку на воздуходувную настройку в заданном положении для выдувания фальцуемого материала от вращающегося элемента и образуют стопку сложенного фальцуемого материала. При этом способ также может включать этапы, на которых вращающийся элемент, имеющий первую головку и вторую головку, вращают вокруг оси, подают фальцуемый материал на вращающийся элемент, совершают цикл первой головки через первую вакуумную настройку, вторую воздуходувную настройку и третью настройку отключения, а также совершают цикл второй головки через первую вакуумную настройку, вторую воздуходувную настройку и третью настройку отключения. Система для осуществления способа содержит вращающийся элемент и по меньшей мере две головки, расположенные на вращающемся элементе. Каждая головка имеет первую вакуумную настройку, выполненную с возможностью зацепления фальцуемого материала для изменения направления его движения, и вторую воздуходувную настройку, выполненную с возможностью выдувания фальцуемого материала от вращающегося элемента, после чего он образует стопку сложенного фальцуемого материала. Способы и системы обеспечивают возможность более эффективно и экономично формировать правильные и последовательные стопки фальцованного материала без необходимости значительного вмешательства человека. 5 н. и 62 з.п. ф-лы, 18 ил.
Комментарии