Способ преобразования потока печатных изделий и устройство для его осуществления - RU2074096C1
Код документа: RU2074096C1
Чертежи


Описание
Изобретение относится к обработке печатной продукции. Оно относится к способу и устройству согласно ограничительным частям соответствующих независимых пунктов формулы и служит для отвода плоских изделий, в частности многолистовых, сложенных печатных изделий, которые подаются в печатном потоке, будучи расположенными с определенным расстоянием друг за другом и перекрывая друг друга в виде черепичной кровли, с помощью транспортного средства, которое удерживает либо одно печатное изделие, либо группу печатных изделий.
Печатные изделия выводятся, например, из ротационных машин или из соответствующих промежуточных накопителей, например рулонов, в виде каскадного потока. Для многих операций по дальнейшей обработке и транспортированию рационально дальше транспортировать каскадные потоки такого вида в другой форме, например в виде транспортного потока, в котором каждое печатное изделие или определенное число таких изделий транспортируется одним захватом, причем тяговый орган перемещает определенное число захватов. Это значит, другими словами, что из свободной формации, в которой отдельные изделия удерживаются не в своем относительном положении друг к другу, устанавливается принудительная формация, в которой относительное положение печатных изделий друг к другу жестко фиксируется захватом или подобными транспортирующими устройствами.
Для преобразования каскадного потока в транспортный поток с захватами каскадный поток подводится на подводящем ленточном транспорте в соответствующую приемную зону, в которой печатные изделия воспринимаются захватами.
Устройства для такого приема и отвода известны, например, из патенте Швейцарии 630583 или Европатента 0330868 одного и того же заявителя. В этих печатных источниках описываются способы и устройства, с помощью которых каскадный поток, как он, например, выводится из ротационной машины, преобразуется в транспортируемый поток изделий с перемещаемыми тяговым органом захватами, из которых каждый транспортирует одно изделие или несколько изделий каскадного потока. Обычным образом в подводимых каскадных потоках печатные изделия расположены так, что каждый предмет перекрывается частично следующим изделием или изделиями таким образом, что передние по направлению транспортирования кромки печатных изделий находятся на верхней стороне каскадного потока. Чтобы изделия на приеме не вытягивались из-под одного или нескольких печатных изделий, описываемый способ предусматривает преимущественно перед собственно приемом отклонение каскадного потока приблизительно на 180o вверх или вниз, то есть такое изменение положения, что каждое изделие каскадного потока соответственно лежит на следующем изделии или на следующих изделиях и, таким образом, передние в направлении транспортирования кромки печатных изделий лежат на опорной (нижней) стороне каскадного потока. Но в названных источниках также описаны варианты исполнения, которые служат для отвода каскадных потоков с лежащими вверху передними кромками.
Неравномерности в расстояниях между печатными изделиями каскадного потока в описываемых устройствах могут приводить к повреждениям печатных изделий, например, захватами, так что рационально перед приемом не только обеспечить совпадение печатных изделий по сторонам, но и обеспечить равномерность их расстояний в направлении транспортирования или корректировать их во время приема. В патенте Швейцарии описаны, например, средства, которые удерживают непосредственно перед приемом подводимые при меньшем расстоянии изделия и таким образом обеспечивают верную тактовость приема, в то время как подведенные с большим расстоянием изделия принимаются ближайшим последующим захватом. Таким образом, могут быть предотвращены повреждения, причем нужно мириться с нарушениями в последующем транспортном потоке.
Для случая, когда каждый захватом воспринимается и отводится больше, чем одно печатное изделие, названные печатные источники описывают два варианта. Или печатные изделия устанавливаются горизонтально на приемной площадке (патент Швейцарии 630583), так что их передние кромки лежат друг на друге, когда они окончательно схватываются захватом, или они сохраняют свои взаимные расстояния, полученные из каскадного потока (Европатент 0330868), так что они в любое время без вспомогательных средств могут быть снова выложены в такой же каскадный поток.
Теперь оказалось, что описываемые устройства дорогостоящи и занимают много места. Это прежде всего имеет место тогда, когда позиция печатных изделий в захватах или относительная позиция нескольких, схваченных одним захватом печатных изделий в захвате должна быть точной и должно быть предвключено к месту собственно передачи устройство для обеспечения равномерности расстояний печатных изделий в каскадном потоке. Кроме того, было бы желательно, если бы соответствующее устройство могло просто настраиваться для обеспечения наивысшей загрузки с учетом различных требований.
Задача изобретения заключается в том, чтобы представить способ преобразования потока продукции. С помощью изобретенного способа транспортный поток изделий, находящихся в свободной формации, например печатные изделия в каскадном потоке, должен быть преобразован в транспортный поток этих изделий в принудительной формации, например, с захватами. Предлагаемый способ должен обеспечивать возможность более простой адаптации к различным условиям работы, чем соответствующие известные способы. Также задачей изобретения является создание устройства для осуществления этого способа, которое в отношении адаптируемости, потребности в площадях и затрат представляет лучшее устройство, чем известные устройства такого типа.
Основная идея способа базируется на том, что печатные изделия подведенного каскадного потока (свободная формация), прежде чем они будут схвачены захватами (принудительная формация), переводятся в приемную формацию. Эта приемная формация является также каскадным потоком (свободная формация), причем расстояния между изделиями для прима в зависимости от условий применения установлены точно, а передние кромки изделий в зависимости от условий применения лежат на нижней или на верхней стороне каскадного потока. Расстояние между печатными изделиями в приемной формации при этом могут быть увеличены или уменьшены по сравнению с расстояниями в первоначальном, подведенном каскадном потоке или могут быть лишь уравнены, или уже в приемном потоке могут быть образованы группы, которые затем охватываются каждая одним захватом и внутри которых расстояния между изделиями по отношению к соответствующим расстояниям в подведенном каскадном потоке могут быть уменьшены до нуля, в то время как расстояния между группами были увеличены. То есть приемная формация может отличаться от подводимой формации меньшими отклонениями от заданных расстояний между изделиями, положением передних кромок и/или тактностью. Схватывание такого выравненного для приема каскадного потока с помощью захвата не создает никаких проблем, а получение приемной формации, которые происходит в противоположность известным способам не в месте приема, может просто выполняться и адаптироваться.
Следующее преимущество предлагаемого способа состоит в том, что при нем в любом случае обрабатывается та кромка каждого печатного изделия, которая, с одной стороны, выравнивается и которая, с другой стороны, схватывается захватом для отвода.
Способ при этом состоит из четырех технологических операций, то есть первой коррекции положения, для определения тактовости, тактирования, второй коррекции положения для приема и эффективного приема. Обе коррекции положения необходимы только тогда, когда положение печатного изделия в каскадном потоке не верно с точки зрения следующих технологических операций (тактирования или приема), и заключаются обычно в отклонении приблизительно на 180o вниз или вверх, причем каскадный поток реверсируется.
Главный признак предлагаемого устройства состоит в том, что между подводящим ленточным транспортом, который подводит каскадный поток в зону предлагаемого устройства, и отводящим транспортом, который отводит печатные изделия из зоны устройства, расположен тактовый элемент и находящийся в направлении транспортирования за тактовым элементом промежуточный ленточный транспортер, причем по направлению транспортирования перед тактовым элементом может быть установлен другой промежуточный ленточный транспортер.
Между концом подводящего транспортера и местом приема продукции захватом отводящего транспортера создается приемная формация, а именно с помощью тактового элемента в части отношения друг к другу отдельных расстояний между изделиями и с помощью промежуточного транспортера или промежуточных транспортеров в части абсолютных величин расстояний между изделиями и в части положения передних кромок относительно каскадного потока.
Тактовый элемент обрабатывает каскадный поток, преимущественно воздействуя на передние кромки печатных изделий, лежащих на нижней поверхности, так что в зависимости от положения передних кромок в подведенном каскадном потоке этот поток между тактовым элементом с помощью первого промежуточного ленточного транспортера должен отклоняться приблизительно на 180o вверх или вниз. Оказалось, что прием печатных изделий из каскадного потока с передними кромками, лежащими на верхней стороне, может быть выполнен более компактно, так что рационально отклонить каскадный поток между тактовым элементом и местом приема с помощью второго промежуточного ленточного транспортера еще раз приблизительно на 180o вверх или вниз.
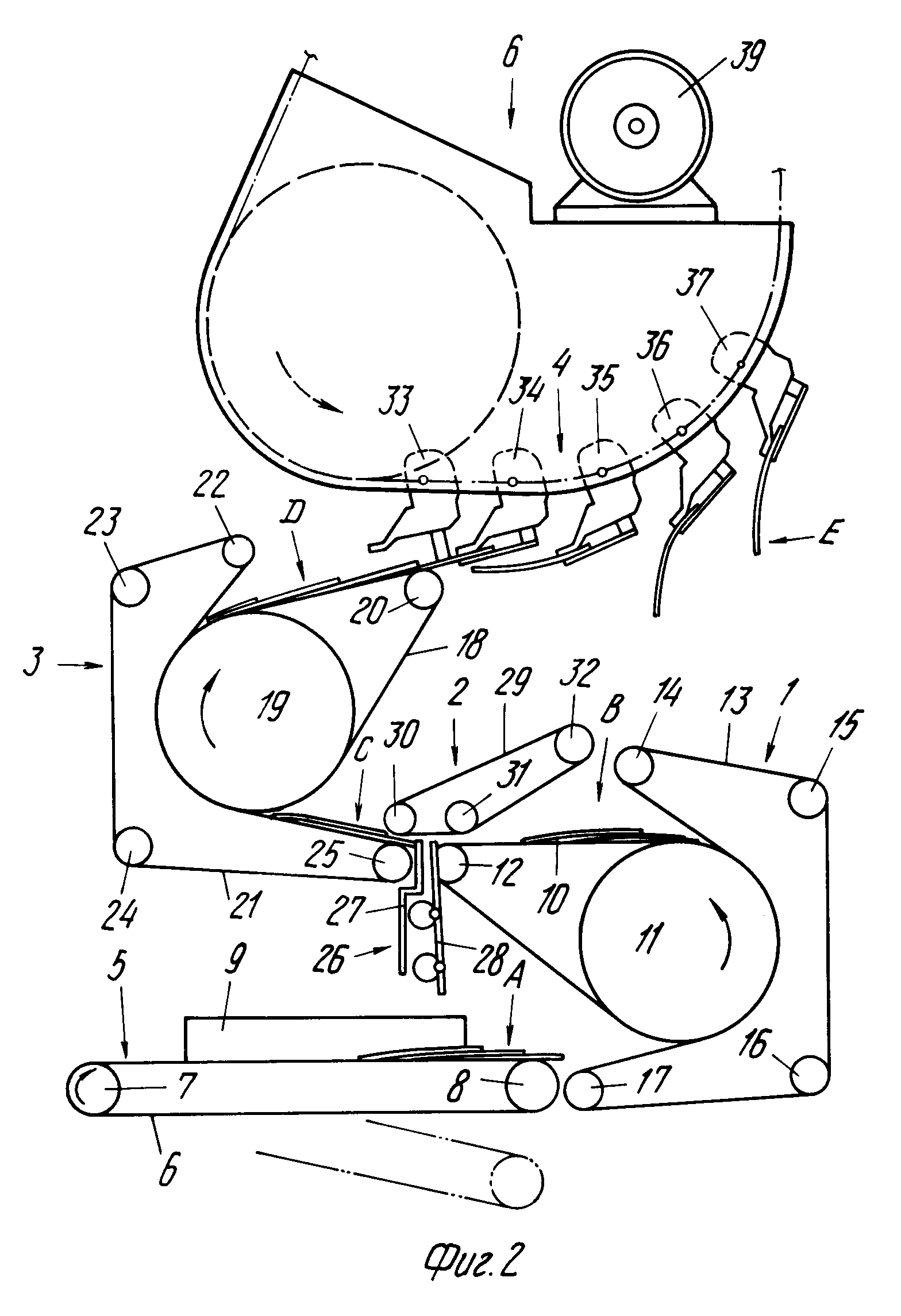
На фиг. 1 показана схема предлагаемого способа с различными технологическими вариантами; на фиг. 2 обзорное изображение варианта выполнения устройства при виде перпендикулярно к плоскости, в которой проходит направление подачи; на фиг. 3 детализированное изображение зоны тактового элемента в том же направлении, как и на фиг. 2; на фиг. 4 схема функционирования тактового элемента.
Фиг. 1 показывает технологическую схему способа, причем различные формации, в которых печатные изделия перемещаются между подводом с помощью подводящего ленточного транспортера и отводом с помощью отводящего транспортера обозначены буквами А, В, С, Д, Е, а отдельные операции способа (технологические операции), в ходе которых получаются данные формации, обозначены цифрами 1, 2, 3 и 4. Общее направление транспортирования на схеме направлено слева направо несмотря на то, что в двух технологических операциях (смотри последующее описание) потоки поворачиваются приблизительно на 180o.
Каскадный поток А (подводящий поток), в котором передние кромки печатных изделий лежат на верхней стороне потока (А.1) или на его нижней стороне (А. 2), а расстояние между изделиями в потоке (каскадное расстояние) составляет, например, от 30 до 120 мм, подводится к месту, где осуществляются технологические операции по предлагаемому способу. Подводящий поток в первой технологической операции 1 (первый поворот), которая необходима только для случая А.1 преобразуется в каскадный поток В с передними кромками печатных изделий, находящимся внизу, причем одновременно каскадные расстояния могут увеличиваться или уменьшаться. Расстояния между печатными изделиями каскадного потока В от технологической операции 2 (тактирование) при переходе к потоку С выравниваются или дифференцируются. Это значит, что если они лишь выравниваются, то возникает каскадный поток С.1, если увеличиваются расстояния и выравниваются, то возникает каскадный поток С.2 с расстояниями между изделиями, например, от 50 до 130 мм, если уменьшаются расстояния и выравниваются, то возникает каскадный поток С.3. Или расстояния дифференцируются, так что образуются группы с лежащими друг над другом передними кромками (сдвоенные группы С.4, строенные группы С.5 и т.д.), которые транспортируются дальше в виде каскадного потока или друг за другом, или образуются группы с определенными расстояниями между передними кромками печатных изделий (сдвоенные группы С.6, строенные группы С.7 и т.д.), которые могут транспортироваться дальше также в виде каскадного потока или друг за другом. В третьей технологической операции (второй поворот), которая необходимая только тогда, когда предполагается прием для каскадного потока Д с лежащими вверх передними кромки, каскадный поток С еще раз поворачивается, так что возникает каскадный поток Д, в котором передние кромки печатных изделий или групп печатных изделий снова направлены вверх (с Д.1 до Д.7). В последний технологической операции 4 (прием) печатные изделия по отдельности или группами схватываются захватами отводного транспортера и возникает транспортный (отводной) поток Е (с Е <1 до Е.7, захваты не показаны).
Первый поворот (технологическая операция 1) необходим только тогда, когда передние кромки печатной продукции в подведенном потоке А лежат вверху, для потока с лежащими внизу передними кромками в описываемом здесь примере осуществления способа эта операция отсутствует. При этом речь идет о повороте каскадного потока приблизительно на 180o вверх или вниз, что обычно осуществляется на месте поворота ленточного транспортера (первый промежуточный ленточный транспортер), в то время как печатные изделия с помощью прижимной ленты прижимаются к транспортной ленте. Прижимная лента при этом выполнена так, что каскадный поток транспортируется между ленточным транспортером и прижимной лентой, причем прижимная лента движется с этой же скоростью, что и ленточный транспортер, и обеспечивает давление прижатия на каскадный поток. При одинаковой скорости первого промежуточного ленточного транспортера и подводящего ленточного транспортера не изменяются расстояния между печатными изделиями при переходе от подводящего транспортера к промежуточному транспортеру, при более высокой скорости промежуточного транспортера расстояния увеличиваются, а при меньшей скорости ленточного транспортера расстояния уменьшаются.
Тактирование (операция 2) осуществляется тактовым элементом, который присоединен по направлению транспортирования к подводящему ленточному транспортеру или к первому промежуточному транспортеру. Тактовые элементы, которые лишь выравнивают расстояния в каскадном потоке, соответствуют современному техническому уровню. Соответствующие элементы описаны, например, в Европатенте 0254851 и в патенте США 4905981 того же заявителя, причем первый тактовый элемент взаимодействует с передними кромками печатных изделий, другой с задними кромками печатных изделий. Чтобы решить задачу по изобретению, нужен тактовый элемент, который подведенный каскадный поток в зависимости от его выполнения не только может выравнивать, но также может дифференцировать, а именно он не должен заменяться для решения этих двух задач, а должен обеспечивать возможность переналадки благодаря соответствующей команде управления для ручной регулировки или с помощью центрального управления более высокого уровня. Соответствующий тактовый элемент описывается в сочетании с последующими чертежами.
Вторая задача тактового элемента передача печатной продукции на второй промежуточный ленточный транспортер. Если скорость второго промежуточного транспортера равна скорости ленточного транспортера, подводящего изделия к тактовому элементу, то среднее расстояние между печатными изделиями в каскадном потоке на втором промежуточном транспортере будет таким же, как и перед тактовым элементом. Если скорость второго промежуточного транспортера будет больше, то расстояние увеличивается, при меньшей скорости также уменьшается расстояние между печатными изделиями.
В третьей технологической операции 3 транспортируется к месту приема каскадный поток, полученный с помощью тактового элемента и соотношения скоростей ленточных транспортеров, причем он может быть повернут приблизительно на 180o вверх или вниз, когда прием (приемное устройство) требует того, чтобы передние кромки печатных изделий находились на верхней стороне каскадного потока. Для такого поворота второй промежуточный транспортер оснащен таким же образом, как и первый промежуточный ленточный транспортер.
Рационально, если печатные изделия, прежде чем они будут проходить тактовый элемент, будут выравнены относительно положения своих боковых кромок. Это осуществляется наилучшим образом соответствующими боковыми выравнивателями в зоне конца подающего транспортера или в зоне первого промежуточного транспортера.
Фиг. 2 схематически показывает примерный вариант исполнения предлагаемого устройства. Речь при этом идет об устройстве для осуществления способа с первым поворотом (переворотом), тактированием и вторым поворотом. Предназначенные для соответствующих технологических операций группы узлов устройства и полученные формации печатных изделий на чертеже обозначены теми же позициями или теми же буквами, что и на фиг.1, то есть подводящий поток А, первый поворот 1 (в основном, первый промежуточный ленточный транспортер), каскадный поток В с направляемыми вниз передними кромками, тактирование 2 (в основном, с помощью тактового элемента между первым и вторым промежуточными транспортерами), упорядоченный и дифференцированный каскадный поток С с направленными вниз передними кромками, второй поворот 3 (в основном, второй промежуточный ленточный транспортер), приемный поток Д, прием 4 (в основном, зона выдачи второго промежуточного транспортера), и зона приема отводящего транспортера транспортный поток Е с грейферами.
Подводящий поток транспортируется по подводящему ленточному транспортеру 5, состоящему из ленты 6, приемного ролика 7 и выпускного ролика 8. Подводящий ленточный транспортер может фланкироваться боковыми направляющими 9 и может быть таким образом выполнен с возможностью поворота, то есть, может быть повернут в повернутую позицию 5, когда подведенный каскадный поток по какой-либо причине не должен подводиться к отводящему транспортеру.
Первый поворот (технологическая операция 1 способа) реализуется с помощью первого промежуточного ленточного транспортера. Он имеет поворачивающую ленту 10, которая проходит по меньшей мере через два ролика, поворачивающий ролик 11 и выпускной ролик 12, и прижимную ленту 14, которая, например, проходит по четырем (по меньшей мере трем) собственным роликом 14, 15, 16, 17 и по поворачивающему ролику 11. Из четырех роликов 14, 15, 16, 17 прижимной ленты один 17 находится в зоне выпускного ролика 8 подводящего ленточного транспортера и служит в качестве приемного ролика промежуточного ленточного транспортера. Расположение узлов при этом такое, что прижимная лента 13 благодаря повороту на поворачивающем ролике 11 имеет характер перемещения в виде вогнутой кривой в натянутом собственными роликами 14, 15, 16, 17 полиэдре, обращенная к подводящему ленточному транспортеру часть которого имеет то же направление, что и направление перемещения подводящего ленточного транспортера. Один из роликов 11 или 12 приводной, прижимная лента 13 тянется поворачивающей лентой 10.
Второй промежуточный ленточный транспортер для второго поворота (технологическая операция 3) в основном выполнен так же, как и первый промежуточный ленточный транспортер, то есть он имеет поворачивающую ленту 18 с поворачивающим роликом 19 и с выпускным роликом 20 и прижимную ленту 21 с собственными четырьмя роликами 22, 23, 24, 25, из которых один 25 служит в качестве приемного ролика и расположен в зоне выпускного ролика 12 первого промежуточного ленточного транспортера.
Между выпускным роликом 12 первого промежуточного ленточного транспортера и приемным роликом 25 второго промежуточного ленточного транспортера расположен тактовый элемент 26. В этой зоне каскадный поток тактируется (технологическая операция 2), то есть печатные изделия удерживаются в блокирующем элементе 27 и подающим элементом 28 тактово поднимаются над блокирующим элементом. Работа и исполнение датчика тактовых импульсов описываются в связи с фиг.3 и 4. Чтобы тактирование и последующий за этим прием печатных изделий вторым промежуточным транспортером мог проходить упорядоченно, печатные изделия также и в этом месте удерживаются прижимной лентой 29, которая проходит, например, по трем роликам 30, 31, 32 и которая подвижным подающим элементом 28 легко отклоняется от своей траектории, определенной тремя роликами. Скорость второго промежуточного ленточного транспортера определяется расстояниями между печатными изделиями, необходимыми для предусматриваемой операции приема.
Образованный путем второго поворота каскадный поток в зоне выпускного ролика 20 второго промежуточного транспортера схватывается захватами 33 37, соответствующего транспортного устройства 38 (технологическая операция 4 - операция 4 способа). Такие конструкции соответствуют приведенному техническому При этом рационально над местом приема так долго прямолинейно перемещать захват, как показано на чертеже, пока каждый схвачиваемый предмет определенно не будет освобожден из каскадного потока (на чертеже захваты 36, 37) и только потом захваты должны ускоряться (перемещаться) по дуге поворачивающего ролика.
Устройство, как оно представлено на фиг.2, может, например, приводиться общим приводом 39, причем приводы отдельных лент соответственно должны преобразовываться. Если устройство должно иметь возможность адаптироваться к различным вариантам применения, в связи с чем должно быть переменным отношение расстояний печатных изделий в подводящем потоке к средним расстояниям в приемном потоке, то преобразующие устройства, соответственно, должны быть регулируемы.
Представленное на фиг.2 устройство для осуществления способа в качестве варианта для подведенного каскадного потока с направленными вверх передними кромками и с приемом печатных изделий с также направленными вверх передними кромками обеспечивает то преимущество, что оно может быть реализовано на минимальной базовой площади, в то время как оно вытянуто в высоту, где обычно площадь лимитируется менее жестко. Все устройство может быть размещено в доступном корпусе, в котором каскадный поток подводится внизу, а изделия отводятся вверху.
Примерные варианты предлагаемого устройства для других требований.
Для подводящего потока с направленными вниз передними кромками отсутствует первый промежуточный ленточный транспортер, причем тактовый задатчик (элемент) следует непосредственно за выпускным роликом подводящего ленточного транспортера.
Для приема из каскадного потока с направленными вниз передними кромками второй промежуточный ленточный транспортер выполняется не в виде поворачивающего транспортера, а в виде простого прямолинейного ленточного транспортера, функцией которого является регулирование соотношения расстояний между печатными изделиями на первом промежуточном ленточном транспортере или подводящем транспортере и расстояний при приеме (благодаря соответствующим относительным скоростям) и транспортирование печатных изделий к месту приема к конфигурации (структуре) потока, подготовленной для приема с помощью тактового элемента и промежуточного транспортера.
Фиг. 3 показывает примерный вариант исполнения уже в общем описанного в связи с фиг.2 тактового задатчика 26. Как и на фиг.2, на фиг.3 представлены выпускной ролик 12 первого промежуточного ленточного транспортера (он мог бы быть также выпускным роликом 8 подводящего ленточного транспортера), приемный ролик 25 второго промежуточного ленточного транспортера, два ролика 30, 31 прижимающей ленты 29 тактирующего устройства и соответствующие узлы первой поворачиващей ленты 11, прижимной ленты 21 второго поворачивающего устройства и прижимной ленты 29 тактирующего устройства. Направление транспортирования печатных изделий указано стрелкой F.
Тактовый элемент 26 имеет стационарно смонтированный блокирующий элемент 27, чей блокирующий конец 40, так установлен между выпускным роликом 12, приемный роликом 26 и прижимающей лентой 29, что он останавливает печатные изделия, транспортируемые на ленте 10 первого промежуточного транспортера. Блокирующий элемент 27 имеет направленное поперек направления подачи удлинение, которое позволяет остановить печатные изделий без того, что они при этом сместятся поперек направления подачи. В центре этого поперечного удлинения блокирующий элемент 27 по меньшей мере в зоне своего блокирующего конца 40 имеет выемку, через которую движется подающий элемент 28.
Подающий элемент 28 выполнен подвижным так, что его подающий конец 41 в вертикальной плоскости в направлении транспортирования может описывать эллиптическую траекторию Н вокруг этой линии, которая соединяет обе половины блокирующего конца 40. Направление этого движения регулируется таким образом, что подающий конец 41 движется вверх, в то время когда он находится в направлении транспортирования сзади блокирующего элемента 27, и движется вниз, в то время когда он находится перед блокирующим элементом 27 (стрелка G). Для того чтобы подающий конец 41 мог выполнять такое движение, он не может быть шире, чем упомянутая средняя выемка в блокирующем элементе 27.
Подающий элемент 28 выполнен, например, в виде стержня с расширенным поперек направления транспортирования подающим концом 41 и приводится от ведущей шестерни 42 и направляющей шестерни 43. Оси двух шестерен лежат на перпендикуляре к направлению транспортирования и в основном вертикально друг под другом и вертикально под блокирующим концом 40 элемента 27. Подающий элемент 28 закреплен на ведущей шестерне 42 с помощью поворачиваемого крепежного узла 44 в отстоящем от оси на r центре вращения 45 (точка крепления) и закреплен на направляющей шестерне 43 в отстоящем от оси на R центре вращения 46 (направляющей точке) направляющей 47, смонтированной с возможностью вращения. Причем диаметр описываемой точкой крепления 45 окружности (2r) меньше, чем диаметр описываемой направляющей точкой 46 окружности (2R). Если ведущая шестерня 42 и направляющая шестерня 43 приводятся с одинаковым числом оборотов, то подающий конец 41 описывает эллипс, чей вертикальный продольный диаметр соответствует диаметру 2r.
В то время, когда подающий конец 41, находится в направлении транспортирования перед или под блокирующим концом 40, печатные изделия, которые подаются в зону тактирующего устройства (тактирования), останавливаются блокирующим элементом. Подающий конец 41 приближается к этим остановленным печатным изделиям снизу, а именно с такой скоростью в направлении F транспортирования, которая очень мала. Тогда поднимаются при своем дальнейшем движении остановленные печатные изделия из зоны блокирующего конца 40 против прижимающей ленты 29 и одновременно ускоряются. Таким образом, печатные изделия поднимаются над блокирующим концом 40 и передаются в зону между прижимной лентой 21 и прижимной лентой 29, благодаря которым они затем перемещаются дальше. Очевидно, что движение печатных изделий зависит от отношения частоты (расположения) печатной продукции на ленте 10 к частоте эллиптического движения подающего конца 41 и от фазового смещения этих двух движений, то есть двух параметров, которые могут регулироваться без механического вмешательства в широких пределах.
Фиг. 4 показывает три примера работы тактового элемента, который схематически представлен с помощью, с одной стороны, блокирующего элемента 27, подающего элемента 28 и эллиптической траектории движения подающего конца подающего элемента 28 и, с другой стороны, с помощью поданных в зону тактового элемента печатных изделий 48, 49, 50. 51, 52, 53. 54, 55, 56. Работа определяется отношением времени обращения подающего элемента 1, 2, 3 к длительности Т такта каскадного потока (время, которое необходимо, чтобы печатное изделие подать на позицию своего предшествующего изделия) и фазовым смещением D. 1, 2, 3 двух движений, то есть, например, временем, за которое удаляется ближайшая передняя кромка от блокирующего элемента, когда подающий элемент находится в своей наивысшей позиции.
В верхней строке представлено выравнивание расстояний в подведенном каскадном потоке, во второй образование групп из двух изделий с лежащими друг под другом передними кромками, а в третьей образование групп из двух изделий с дифференцированными расстояниями. Колонки изображений представляют тактовый элемент в соответствующих одинаковых позициях. В первой колонке подающий элемент 28 показан в своей наивысшей позиции, в последующих - показаны положения после того, как он прошел в своем движении 90o, так что в самой первой колонке он снова показан в том же положении, что и в первой. Таким образом, между первой и последней колонками подающий конец 41 выполнил эллиптическое движение.
Реферат
Использование: в обработке печатной продукции. Сущность изобретения: способ преобразования каскадного потока печатных изделий в транспортный поток этих печатных изделий с принудительной формацией, например в транспортный поток, в котором каждое печатное изделие направляется захватом, заключается в основном в четырех технологических операциях: первого поворота, благодаря которому получается каскадный поток с направленными вниз передними кромками печатных изделий; операции тактирования, в которой расстояния между печатными изделиями выравниваются, увеличиваются, уменьшаются и/или дифференцируются второго поворота, при котором создается каскадный поток с направленными вверх передними кромками; и приема, в которой печатные изделия отдельно или в группе принимаются захватами. Первый и/или второй повороты могут отсутствовать. Устройство для осуществления способа состоит в основном из подводящего ленточного транспортера и отводящего транспортера, между которыми расположены тактовый элемент и по меньшей мере один промежуточный ленточный транспортер. Тактовый элемент имеет стационарный блокирующий элемент, который печатные изделия задерживает по отдельности или в группах, и подвижный подающий элемент, который печатные изделия тактово по отдельности или в группе поднимает над блокирующим элементом. 2 с. и 16 з.п. ф-лы, 4 ил.

Комментарии