Способ и устройство для транспортировки отдельно взятых изделий - RU2188150C2
Код документа: RU2188150C2
Чертежи










Описание
Изобретение относится к области технологии транспортировки, а именно к способу транспортировки отдельно удерживаемых изделий в соответствии с первым независимым пунктом формулы изобретения, а также устройству для осуществления способа в соответствии с соответствующим пунктом формулы настоящего изобретения.
Каждое из рассматриваемых ниже изделий индивидуально удерживается и непрерывно транспортируется в сети конвейерных линий доставки по возможным независимым маршрутам следования. В процессе этих транспортных операций изделия могут, например, изыматься и переноситься из общего для всех изделий процесса обработки на пункты, где они проходят дальнейшую индивидуальную обработку, или могут переноситься от одной станции обработки на другую, или проходить сквозь ряд обрабатывающих станций, на которых они подвергаются технологической обработке в процессе непрерывной транспортировки. Примером изделий такого рода, которые могут обрабатываться таким образом, могут служить печатные издания, которые поступают с печатного пресса, и проходят дальнейшую обработку до готовности перед отправкой на другие станции технологической обработки.
Известно, что каждое из отдельно доставляемых печатных изданий удерживается захватом или каким-либо другим соответствующим удерживающим приспособлением. Для этой цели, например, на конвейерной цепочке крепятся захваты или удерживающие устройства, а цепочка приводится в движение и направляется таким образом, чтобы изделия, удерживаемые на ней захватами или удерживающими приспособлениями, доставлялись заданным способом по заданным маршрутам следования. В тех местах, где все изделия или только часть изделий этого потока изделий должны переходить с первого на второй маршрут доставки, две линии доставки располагаются по отношению друг к другу таким образом, чтобы удерживающие приспособления второй линии доставки могли их захватить, а удерживающие приспособления первой линии доставки могли их выпустить без прерывания непрерывного процесса доставки. Для осуществления такой операции в перегрузочном пункте предусматриваются средства управления, которые устанавливаются на обе линии доставки, при этом средства управления осуществляют контроль за активизацией всех или только отдельных удерживающих устройств (путем включения их в состав схемы захвата) или их дезактивизацией (путем вывода их из состава схемы захвата и включением в схему без осуществления захвата).
Известны также устройства, в которых удерживающие приспособления, перемещаемые вдоль конвейера, связаны друг с другом таким образом, что шаг между ними является величиной переменной. Также как и в предыдущем абзаце перегрузочные пункты таких конструкций снабжены средствам управления для активизации или дезактивизации удерживающих устройств, кроме того, такие устройства включают также средства синхронизации операций расцепления и захвата, выполняемых удерживающими приспособлениями.
Описанные выше устройства транспортировки изделий хорошо подходят для потока изделий, которые передаются по относительно длинным линиям транспортировки с практически неизменной последовательностью изделий. Такие конструкции имеют робастное управление и хорошо работают даже при очень высокой пропускной способности, при этом возможен возврат удерживающих устройств на простой линии возврата без осуществления специального контроля.
Однако если доставляемые изделия чувствительны к нанесению механических повреждений и их собственная устойчивость ограничена, то в перегрузочных пунктах должны предусматриваться сложные направляющие устройства, которые гарантировали бы сохранность изделий от повреждений в процессе передачи с одной конвейерной линии на другую, очень важно также обеспечить синхронизацию операций расцепления и захвата, выполняемых удерживающими приспособлениями в перегрузочном пункте. Таким образом, направляющие средства и синхронизирующие средства должны подходить к каждому типу транспортируемых изделий (формат изделий). С этой целью конвейерные системы такого типа проектируются с минимальным числом точек перегрузки.
Известны также системы транспортировки, в состав которых входят независимые, т.е. невзаимодействующие между собой, удерживающие приспособления, которые передвигаются вдоль конвейерной линии доставки. Такие конструкции хорошо подходят для осуществления способов транспортировки с ориентированными на изделия маршрутами транспортировки, при этом удерживающие приспособления направляются по своим маршрутам с точками разветвления и возврата, движение изделий по маршрутам контролируется в точках пересечения маршрутов. Такие системы транспортировки могут быть очень гибкими, но сложными с точки зрения управления и привода. Для возврата удерживающих устройств должны быть предусмотрены также управляемые направляющие системы.
Известен способ транспортировки большого числа по крайней мере однотипных изделий по сети линий транспортировки, в котором во время транспортировки каждое изделие удерживают индивидуально и во время транспортировки удерживают одним захватным приспособлением (ЕР 0399188 А2, 28.11.1990).
Из указанной выше заявки ЕР 0399188 известно устройство, в состав которого входит сеть явных линий транспортировки, и для фиксации транспортировки изделий вдоль линии транспортировки входят средства удержания изделий, которые перемещаются по линиям транспортировки и в которые входят захватные приспособления.
Техническим результатом изобретения является осуществление способа транспортировки с обеспечением независимой фиксации изделий, при этом в данном способе сочетаются преимущества описанных выше систем, и устранены их недостатки. В частности данный способ позволяет транспортировать изделия независимо от их формы. Внедрение данного способа позволяет обеспечить очень большую пропускную способность при доставке изделий, к тому же, по сравнению с известными ранее способами, внедрение данного способа позволяет более просто настраивать систему на выполнение более разнообразных функций доставки в различные зоны, по которым происходит транспортировка изделий. Другим техническим результатом настоящего изобретения является создание устройства для осуществления способа, при этом названное устройство легко перестраивается на выполнение самых разнообразных местных функций доставки изделий и может свободно удлиняться.
Этот технический результат достигается путем осуществления способа и создания устройства, как это описано в пунктах формулы изобретения.
Способ изобретения основан на обеспечении связи устройства захвата с каждым транспортируемым изделием, при этом устройство захвата определенным образом фиксирует изделие и охватывает его на протяжении всего маршрута следования данного изделия, при этом данный маршрут доставки включает целый ряд конвейерных линий доставки. С целью доставки изделий захватные приспособления соединяются с элементами, перемещаемыми вдоль определенной конвейерной линии доставки, или с направляющими, идущими вдоль определенной конвейерной линии доставки.
Предусмотрена возможность создания сети конвейерных линий доставки вместе с захватными приспособлениями. Каждое захватное приспособление снабжено по крайней мере одним первым соединительным элементом, с помощью которого оно сопрягается со вторым соединительным элементом, при этом каждый второй соединительный элемент образует связь с определенной конвейерной линией доставки и передвигается вдоль этой линии. В соответствии с другим вариантом данного способа изобретения захватные приспособления с помощью первых соединительных элементов сопрягаются с направляющими, проходящими вдоль конвейерной линии доставки.
Для перемещения вдоль конвейерной линии доставки изделие фиксируется захватным приспособлением, а захватное приспособление с помощью первого соединительного элемента сопряжено со вторым соединительным элементом, при этом второй соединительный элемент перемещается вдоль конвейерной линии доставки. С помощью первых соединительных элементов захватные приспособления могут также сопрягаться с направляющей, идущей вдоль конвейерной линии доставки. Соединительный элемент, на котором расположено соединительное приспособление, или захватное приспособление, перемещается вдоль конвейерной линии доставки с помощью определенных средств. В зонах перегрузки, т.е. в точках перегрузки изделий с одной конвейерной линии доставки на другую, захватное приспособление отсоединяется от второго соединительного элемента, перемещаемого по первой конвейерной линии доставки или от соответствующей направляющей, и сопрягается со вторым соединительным элементом, перемещаемым по второй конвейерной линии доставки, или с соответствующей направляющей, при этом из данного потока изделий перегружаются либо все изделия, либо только некоторые из них.
Преимущество данного способа состоит в том, что доставляемые изделия фиксируются только один раз с помощью захвата или зажима. Это значительно снижает опасность повреждения и делает этот способ независимым от формы точно выполненного изделия. Кроме того, вторые соединительные элементы, перемещаемые по конвейерной линии доставки, передвигаются по совершенно разным путям, в зависимости от функции, выполняемой каждой отдельной конвейерной линией доставки, являющейся частью конвейерной сети доставки. Эти вторые соединительные элементы могут, например, располагаться с равным шагом друг от друга в конвейерной цепи доставки. Если захватные приспособления сопряжены с такой конвейерной цепью, их функция соответствует функции данной конвейерной линии доставки, тип которой описан выше. Вторые соединительные элементы могут также располагаться на звеньях цепей с меняемой длиной звена, или они могут располагаться на передвигаемых совершенно независимо элементах конвейерной линии доставки. Соответствующие приводные средства могут быть разработаны и размещены в зависимости от характера движения вторых соединительных элементов вдоль определенной линии транспортировки.
Кроме конвейерных линий доставки, в состав которых входят перемещаемые по ним вторые соединительные элементы, устройство по настоящему изобретению может также содержать конвейерные линии доставки, по которым захватные приспособления могут перемещаться без обеспечения сопряжений, например, в которых первые соединительные элементы скользят по направляющим, например, под действием собственного веса. Такие дополнительные конвейерные лини доставки хорошо подходят для прерывистого перемещения изделий, например, для линий накопителей и возвратных линий.
Другим преимуществом способа и устройства по настоящему изобретению является то, что во время технологической обработки, в процессе которой необходимо идентифицировать изделия, нет необходимости в маркировке изделий, изделие просто переносится соответствующим захватным приспособлением и не покидает линию транспортировки. Средством идентификации может служить, например, электронный блок, на который записывается и с которого считывается информация бесконтактным способом.
Ниже приводится список чертежей, с помощью которых более подробно излагается способ и описывается устройство по настоящему изобретению.
На фиг.1 изображена зона перегрузки как иллюстрация первого варианта настоящего изобретения.
На фиг. со 2-го по 4-й показаны захватные приспособления для использования в способе по настоящему изобретению, в соответствии с фиг.1, в состав приспособлений входят первые соединительные элементы, образующие зацепление со вторыми соединительными элементами.
На фиг.5 показан пример дополнительной линии транспортировки для зажимных приспособлений по фиг. 4.
На фиг.6 показан пример синхронизации средств транспортировки в зоне перегрузки.
На фиг. с 7-го по 10-й показаны другие зоны перегрузки, работающие в соответствии со способом по настоящему изобретению, как показано на фиг.1.
На фиг. 11 показана зона перегрузки, которая работает в соответствии с другим вариантом способа по настоящему изобретению.
На фиг. 12 и 13 показаны примеры захватных приспособлений с первыми соединительными элементами и соответствующими вторыми соединительными элементами, для применения в соответствии со способом по настоящему изобретению, как показано на фиг.11.
На фиг. 14 показана зона перегрузки, работающая в соответствии с другим вариантом способа по настоящему изобретению.
На фиг.1 схематично показан первый вариант способа по настоящему изобретению, с ограниченной сетью, в состав которой входят только две линии транспортировки А и В, которые непосредственно соприкасаются в зоне перегрузки U. Эти две линии транспортировки схематично проставлены линиями со стрелками (направление транспортировки). Вторые соединительные элементы 2 передвигаются по двум линиям транспортировки и схематично изображены в виде белых квадратов. Первые соединительные элементы 1 схематично изображены в виде черных кругов. В каждом случае один первый соединительный элемент 1 расположен на непоказанном здесь захватном приспособлении, которое удерживает изделие 3. Изделием является, например, печатная продукция, т.е. газета, журнал, брошюра или полуфабрикат одного из перечисленных изделий. На фиг.1 изображены сложенные корешки изделий.
На фиг. 1 показано изображение, которое может быть представлено как вид сверху, т. е. линии транспортировки А и В, соединительные элементы 1 и 2 и захватные приспособления расположены поверх изделий 3, которые транспортируются в подвешенном виде. Однако эта схема может быть также представлена как вид сбоку, т.е. изделия 3 удерживаются сбоку, линия транспортировки А идет сверху, а линия транспортировки В идет вниз. Можно легко представить также и промежуточные варианты.
По линии транспортировки В движутся равноудаленные друг от друга вторые соединительные элементы 2, которые, например, могут располагаться на сочлененных звеньях цепи. Шаг между вторыми соединительными элементами 2 линии транспортировки А являются величиной непостоянной, т.е. эти элементы расположены, например, на свободно соединенных элементах конвейерной линии или на отдельных элементах транспортировки. С этой целью в зоне перегрузки U должны быть предусмотрены средства синхронизации (не показаны), которые обеспечивают синхронизацию движения вторых соединительных элементов 2 линии транспортировки А со вторыми соединительными элементами 2 конвейерной линии доставки В по крайней мере в зоне перегрузки U или синхронизацию движения вторых соединительных элементов конвейерной линии доставки А в зону перегрузки. Для перегрузки захватных приспособлений из цепи с постоянным шагом в другую цепь с таким же шагом между звеньями необходимо обеспечить синхронизацию работы двух приводных механизмов цепей.
На линии подачи (на фиг.1 показана слева) в зону перегрузки U захватные приспособления с первыми соединительными элементами 1 входят в зацепление со вторыми соединительными элементами 2, движущимися по линии транспортировки А. В зоне перегрузки, в которой вторые соединительные элементы 2 двух линий транспортировки А и В движутся параллельно и синхронно, каждый соединительный элемент 1 выходит из зацепления с соответствующим вторым соединительным элементом 2 линии транспортировки А, движется под прямым углом к направлению транспортировки (стрелка Q) и входит в зацепление со вторым соединительным элементом 2 линии транспортировки В. На другой стороне конвейерной линии доставки (на фиг.1 показана справа) от зоны перегрузки U, захватные приспособления и первые соединительные элементы 1 входят в зацепление со вторыми соединительными элементами 2 линии транспортировки В и дальше транспортируются по ней.
Кроме средств синхронизации движения вторых соединительных элементов 2 двух линий транспортировки А и В в зоне перегрузки U необходимо установить приводной механизм для захватных приспособлений и первых соединительных элементов 1 для обеспечения их движения (штрих пунктирные линии а и b) под прямым углом к направлению транспортировки (стрелка Q), например кулачки. В особых случаях перегрузки, когда перегружаются только отдельные, а не все захватные приспособления со своими изделиями, необходим контроль за средствами, обеспечивающими перемещение в поперечном направлении. В некоторых случаях в качестве средств обеспечения движения в поперечном направлении может использоваться сила тяжести.
Преимуществом является также то, что для блокировки двух соединительных элементов 1 и 2 могут использоваться блокираторы. Для включения или отключения таких блокираторов в зоне перегрузки U должны быть предусмотрены средства управления.
На фиг. 2 и 3 показаны примеры вариантов захватного приспособления с первым соединительным элементом 1 и элемента доставки 5, передвигаемого в направляющей 6, на которой расположен второй соединительный элемент 2. На фиг. 2 захватное приспособление 4 и элемент доставки 5 показаны под прямым углом к направлению транспортировки, а на фиг.3 - параллельно направлению транспортировки. Захватные приспособления 4 и элементы доставки 5, изображенные на фиг. 2 и 3, хорошо подходят для варианта способа по настоящему изобретению, изображенного на фиг. 1.
В состав пары сопряженных соединительных элементов 1/2, изображенных на фиг. 2 и 3, входит деталь с канавкой 11, сужающейся по направлению к внешней стороне, и рейка 12 с сужающейся шейкой 13. Канавка 11 входит в сопряжение с рейкой 12, которые по крайней мере в зоне обеспечения захвата ориентированы под прямым углом к направлению транспортировки, так что рейка 12 может выходить из канавки 11 в направлении примерно под прямым углом к направлению транспортировки. В представленном варианте канавка 11 расположена на захватном приспособлении 4, а рейка 12 - на элементе транспортировки 5, но такое расположение может меняться и на противоположное.
В состав захватного приспособления 4 входит, например, захват 41 для захвата и удержания образцов печатной продукции 3. Такие захваты известны, например, по публикациям СН-569197 или US-3948551. В состав элемента доставки 5 входят, например, две группы по три шара, с помощью которых он перекатывается в соответствующем направляющем канале 61. Такие элементы доставки 5 описаны в публикации ЕР-387318 или US-5074678.
В зоне перегрузки два направляющих канала 61 идут параллельно друг другу, а элементы доставки 5 синхронизированы таким образом, что они ходят парами, при этом синхронизация достигается путем регулирования момента прохождения рейки 12 в зоне перегрузки. Расстояние между направляющими каналами 61 в зоне перегрузки регулируется таким образом, что шаг между рейками 12 двух синхронно двигающихся элементов доставки 5 меньше длины канавки 11 захватного приспособления 4. При использовании соответствующих средств захватное приспособление 4, расположенное в рейке 12 элемента доставки, может передвигаться по рейке 12 другого элемента доставки 5. Такие средства для обеспечения передвижения в поперечном направлении рассчитаны либо на перемещение всех захватных приспособлений, проходящих через зону перегрузки, либо только отдельных из них при обеспечении контроля. К таким средствам могут относиться, например, кулачки или магнитные системы, которые хорошо подходят как управляемые средства обеспечения перемещения.
На фиг.4 показан еще один вариант зоны перегрузки с тремя линиями транспортировки А, В и С, расположенными параллельно направлению транспортировки изделий. Здесь показан еще один вариант захватных приспособлений 4 и элементов доставки 5, которые могут входить в зацепление посредством соединительных элементов 1 и 2. В состав захватного приспособления 4 также входит захват 41 для захвата и удержания изделия 3. Захват 41 приводится в действие (для схватывания) или дезактивируется (для расцепления) с помощью управляющих роликов 42. Элемент доставки 5 является звеном цепи и катится по направляющему каналу 61 на роликах 52.
В качестве первого соединительного элемента 1 используется рейка 12 захватного приспособления 4, а в качестве второго соединительного элемента 2 используется канавка 11 элемента доставки 5 (для сравнения см. фиг.2 и 3). Как можно понять из изображения выносного элемента чертежа F (изображенного под прямым углом к направлению транспортировки), в состав канавки 11 входит трубчатый сегмент и головная часть рейки 12, в состав которой входит трубка, которая по наружному диаметру сопрягается с трубчатым сегментом по внутреннему диаметру.
Захватное приспособление 4 также снабжено управляющими роликами 43, которые катятся по соответственным образом размещенным кулачкам (не показаны) с целью перемещения рейки 12 из канавки 11 одного элемента доставки 5 в канавку другого элемента доставки.
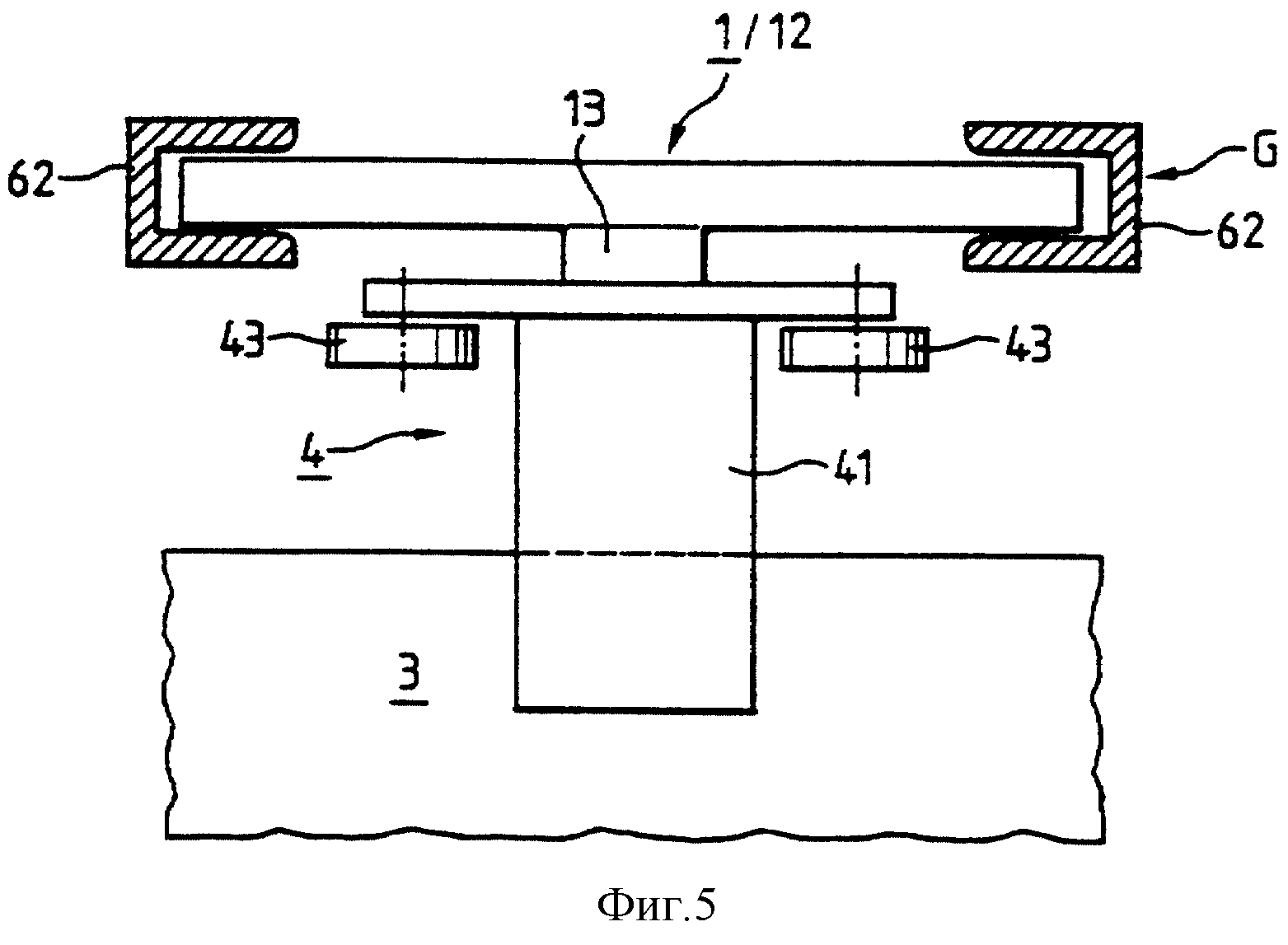
На фиг.5 показано захватное приспособление 4, которое движется вдоль дополнительной линии транспортировки G без использования вторых соединительных элементов. Захватное приспособление 4 аналогично захватному приспособлению, изображенному на фиг.4 и снабжено управляющими роликами 43 и вместе с рейкой 12 образует первый соединительный элемент 1. Рейка 12, применяемая для обеспечения сопряжения со вторым соединительным элементом, имеет сужающуюся шейку 13, которая в ее центральной части удлинена и образует боковые поверхности рейки 12 в виде свободных торцев трубки. Данные свободные торцы трубки направляют захватное приспособление 4 по двумя сторонам путем скольжения в соответствующих, например, U-образных, направляющих рельсах 62, являющихся продолжением линии доставки (например, накопительный участок) устройства по настоящему изобретению. Таким же образом может быть построен и возвратный участок для порожних захватных приспособлений, по которому возвращаемые устройства могли бы передвигаться под действием силы тяжести или другим способом, например с помощью приводного механизма.
На фиг. 6 схематично изображена зона перегрузки U с двумя линиями транспортировки А и В. Как и ранее в названной зоне захватные приспособления, из которых показана только первая соединительная часть в виде рейки 12, расположены в соответствующих канавках 11 элементов доставки 5.1, принадлежащих линии транспортировки А, и в канавках 11 элементов доставки 5.2, принадлежащих линии транспортировки В. Канавки 11 и рейки 12 установлены под прямым углом к направлению транспортировки изделий, по крайней мере, в зоне перегрузки U.
Элементы доставки 5.1, передвигающиеся по линии транспортировки А, образуют цепь с постоянным шагом. Элементы доставки 5.1 и 5.2 являются самосинхронизирующимися. С этой целью места стыковки 53 цепи элементов доставки 5.1 выполнены охватывающими, а места стыковки 54 элементов доставки 5.2 - охватываемыми. Свободные элементы доставки 5.2 теперь направляются по цепи элементов доставки 5.1 таким образом, что в каждом случае охватываемое место стыковки 54 свободного элемента доставки 5.2 стыкуется путем сопряжения с охватывающим местом стыковки 53 между двумя смежными элементами доставки 5.1. Таким образом соединенные в цепь и приводимые элементы доставки 5.1, по крайней мере, в зоне перегрузки U служат для перемещения состыкованных таким образом свободных элементов 5.2, при этом захватные приспособления, например, из смежных элементов доставки 5.1, вставляются в элементы доставки 5.2, как показано на фиг.6.
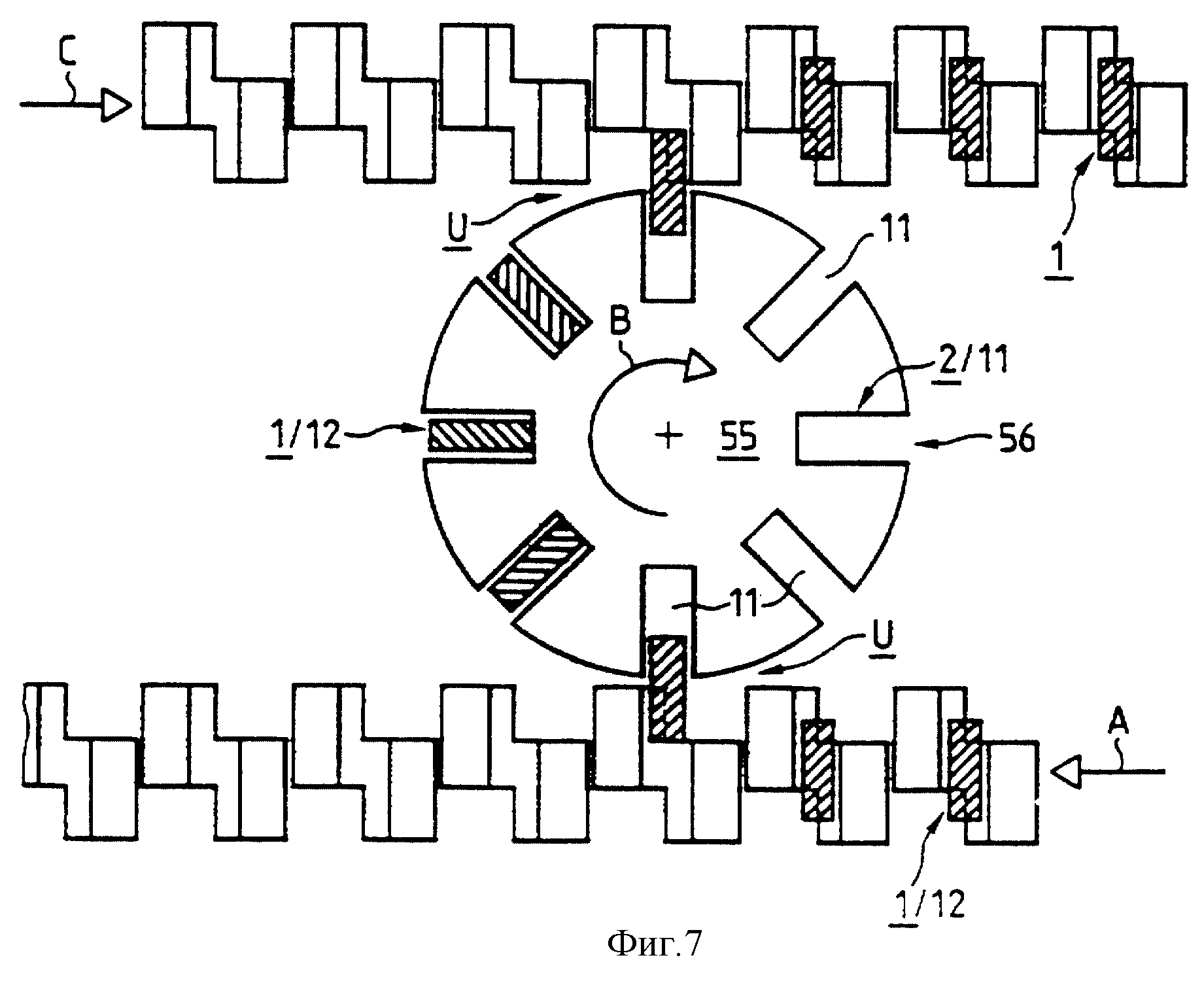
На фиг.7 представлен еще один пример устройства для осуществления способа по настоящему изобретению в соответствии с вариантом по фиг. 1. На чертеже изображена часть сети конвейерных линий доставки, в состав которой входят части трех линий транспортировки А, В и С с двумя зонами перегрузки U. Элементы доставки конвейерных линии доставки А и С соответствуют элементам доставки по фиг.6. Элементы доставки линии транспортировки С выполнены в виде ячеек 56, расположенных на поворотном колесе 55, и включают вторые соединительные элементы 2, например канавки 11, в которых установлены первые соединительные элементы 1, например рейки 12.
На фиг. 8 изображен еще один вариант зоны перегрузки, которая работает так же как и зона перегрузки, изображенная на фиг.1. Здесь также изображены две линии транспортировки А и В, по которым перемещаются вторые соединительные элементы 2 (белые квадраты). Между двумя линиями транспортировки А и В установлены элементы поперечной доставки 7 (изображены схематически), которые перемещаются синхронно с элементами доставки конвейерных линий доставки А и В вдоль третьей линии транспортировки D. При первой перегрузке U.1 захватные приспособления (показаны только первые соединительные элементы в виде черных кругов) с изделиями 3 в любом случае перегружаются на элементы поперечной доставки 7 путем отсоединения первого соединительного элемента 1 захватного приспособления от соединительного элемента 2 конвейерной линии доставки А и путем подачи захватного приспособления в элемент поперечной доставки 7. Элемент поперечной доставки 7 отличается от элемента доставки тем, что у него вместо второго соединительного элемента 2 установлена направляющая. Первый соединительный элемент 1 захватного приспособления заводится в эту направляющую под прямым углом к главному направлению транспортировки.
С другой стороны элемента поперечной доставки 7 первый соединительный элемент 1 захватного приспособления стыкуется в месте второй перегрузки U.2 со вторым соединительным элементом 2 конвейерной линии доставки В и транспортируется дальше по линии транспортировки В.
В виде приводного элемента для обеспечения поперечной транспортировки на участке элемента поперечной доставки 7 может быть использован кулачковый привод (показан условно штрих-пунктирной линией), который может также управлять перегрузками в точках U.1 и U.2. Можно также снабдить каждый элемент поперечной доставки 7 своим собственным приводом для обеспечения поперечной транспортировки захватных приспособлений. Как показано на фиг.8, транспортировка захватных приспособлений с изделиями на участке элемента поперечной доставки 7 может быть как непрерывной, так и прерывистой.
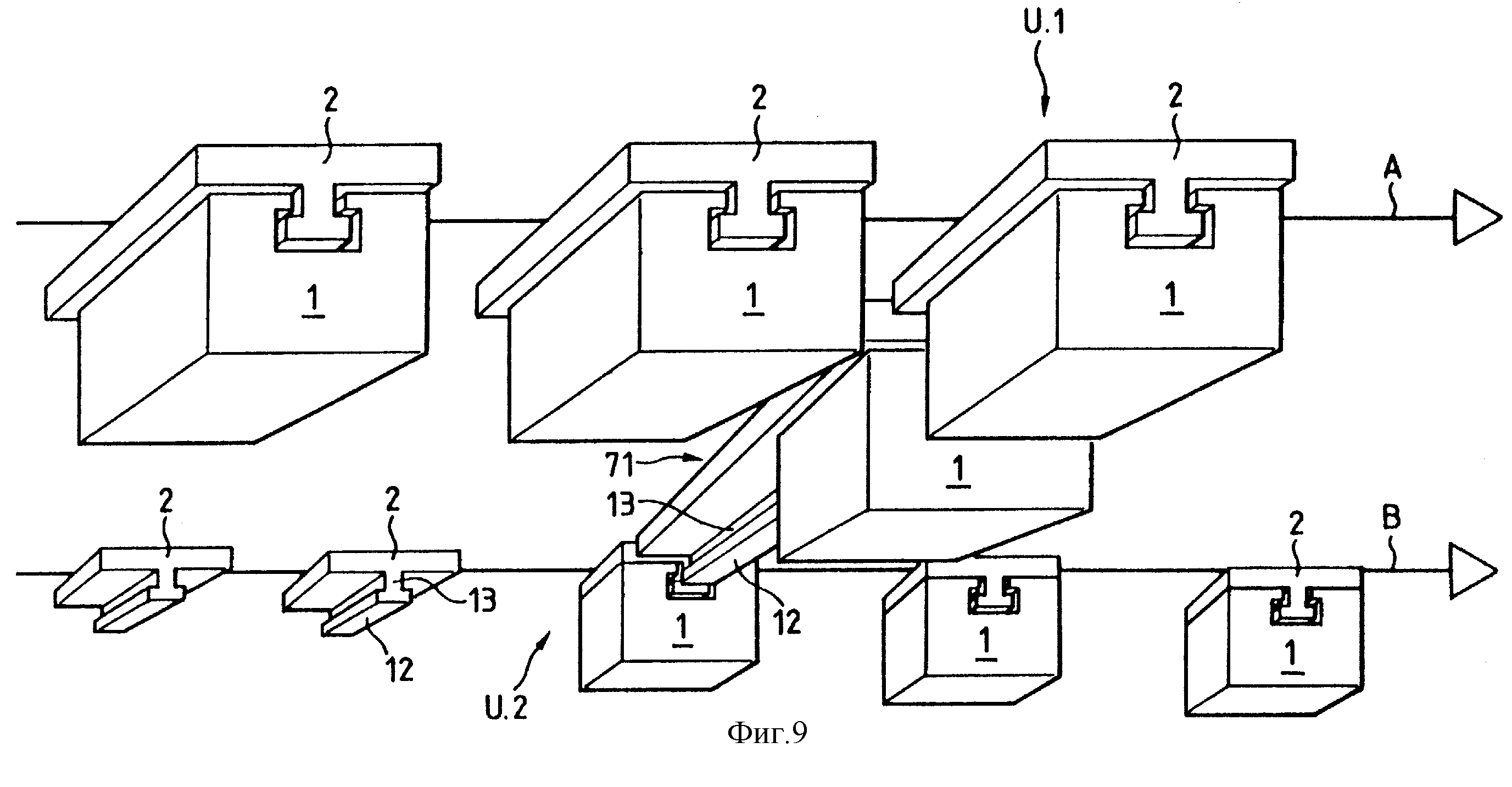
На фиг. 9 показано трехмерное изображение зоны перегрузки по фиг. 8. Но показаны только первые соединительные элементы 1, вторые соединительные элементы 2 конвейерных линий доставки А и В и поперечная направляющая 71 элемента поперечной доставки. Соединительные элементы 1 и 2 соответствуют соединительным элементам, изображенным на фиг. 2 и 3. Поперечная направляющая 71 элемента поперечной доставки выполняется в виде рейки 12 с сужающейся шейкой 13, сечение которой соответствует сечению рейки 12 второго соединительного элемента 2 но длиннее первого.
На фиг. 10 схематично изображена зона перегрузки с поперечной транспортировкой, представленной на фиг. 8 и 9. Элементы поперечной доставки 7 в данном случае выполнены в виде перемещающихся вдоль оси ячеек 72 технологического барабана 73. Линия транспортировки АВ, доставляющая изделия, барабан 73 и линия транспортировки В, отводящая изделия, размещены друг за другом вдоль линии, проходящей под прямым углом к плоскости изображения на фиг. 10, так что поперечная транспортировка выполняется перпендикулярно к плоскости изображения и первая перегрузка U.1 осуществляется в осевом направлении перед барабаном 73, а вторая перегрузка U.2 выполняется в осевом направлении позади барабана.
Изделия 3, удерживаемые захватами 41, с помощью первых соединительных элементов 1 связаны со вторыми соединительными элементами 2 и транспортируются вдоль линии транспортировки А. Во время первой перегрузки U.1, перед барабаном 73, первые соединительные элементы 1 отделяются от вторых соединительных элементов 2, и изделия с захватными приспособлениями (захваты 41 и первые соединительные элементы 1) заводятся в ячейку 72 барабана 73, или каждый первый соединительный элемент 1 заводится в поперечную направляющую 71, которая расположена в основании каждой ячейки 72. Во время вращения барабана (по стрелке D) захватные приспособления передвигаются, например, вдоль оси барабана 73 по поперечной направляющей 71, а изделия 3 транспортируются через станцию технологической обработки 74, где и обрабатываются.
Затем, во время второй перегрузки U.2, с другой стороны барабана 73, обработанные изделия, удерживаемые захватами 41, с помощью первых соединительных элементов 1 стыкуются со вторыми соединительными элементами конвейерной линии доставки В и транспортируются далее.
Устройства, подобные тому, которое изображено на фиг.10, с изделиями, проходящими обработку во время поперечной транспортировки, вместо барабана 73 могут также включать роторные системы.
На фиг. 11 показан еще один пример способа по настоящему изобретению с зоной перегрузки U с двумя линиями транспортировки А и В. Этот вариант отличается от варианта, изображенного на фиг. 1 и 8 тем, что захватные приспособления 4 снабжены по крайней мере двумя первыми соединительными элементами 1 и с целью обеспечения транспортировки один из первых соединительных элементов состыкован с одним вторым соединительным элементом. Как видно из фиг. 11, при осуществлении такого способа нет необходимости захватному элементу 4 при перегрузке выполнять движение Q в поперечном направлении.
Однако если необходимо выполнить транспортировку в поперечном направлении, например, с целью обработки в соответствии с фиг. с 8-го по 10-й, то захватные приспособления должны быть дополнительно снабжены соединительными элементами для выполнения такой транспортировки в поперечном направлении, т. е. захватные приспособления должны быть разработаны таким образом, чтобы их можно было использовать как в соответствии с первым вариантом способа по настоящему изобретению (фиг. 1), так и в соответствии со вторым вариантом данного способа фиг.11).
На фиг.12 показана зона перегрузки, в которой, в соответствии со вторым вариантом способа по настоящему изобретению (фиг.11), захватные приспособления 4 с изделиями 3 переносятся с линии транспортировки А на линию транспортировки В или наоборот.
Первые соединительные элементы 1, по два из которых содержатся в каждом захватном приспособлении 4, выполнены в виде соединительных деталей 14, расположенных на захватном приспособлении 4 и ориентированных в разные стороны. Вторые соединительные элементы 2, расположенные на элементах доставки 5, перемещаемых по линиям транспортировки, выполнены в виде схватов 15, предназначенных для удержания соединительных деталей 14.
В зоне нагрузки расположены средства управления, которые активизируют или дезактивизируют схваты 15. Известны захваты для удержания изделий и средства управления для активизации или дезактивизации таких захватов. Такие захваты должны выполнять функции вторых соединительных элементов 2 (схватов).
Вместо соединительных деталей 14 и схватов 15, в примере способа по настоящему изобретению, изображенном на фиг.11, могут применяться первые соединительные элементы 1 и вторые соединительные элементы 2, которые в зоне перегрузки должны контролироваться.
На фиг.13 показан еще один вариант первых и вторых соединительных элементов в соответствии со способом по настоящему изобретению, изображенном на фиг.11. Здесь снова показана зона перегрузки с двумя линиями транспортировки А и В (показано параллельно направлению транспортировки), при этом каждая из них образована направляющей 63, идущей вдоль линии транспортировки. Первые соединительные элементы 1 захватных приспособлений 4 выполнены в виде желобов, которые могут входить в зацепление с направляющим рельсом и скользить или катиться по нему. Направляющая 63 образует не только линию транспортировки, но одновременно является и вторым соединительным элементом 2 для каждого захватного приспособления 4, второе транспортируется вдоль линии транспортировки. Другая зона этой направляющей в каждой точке линии транспортировки служит как второй соединительный элемент и следовательно этот элемент передвигается вдоль линии транспортировки.
В состав каждого захватного приспособления 4 входят два первых соединительных элемента 1 в виде желобов 16, сопрягаемых с направляющей 63. В данном случае желоба 16 состоят из двух частей 16.1 и 16.2, которые могут переводиться как в замкнутое состояние, охватывая при этом направляющую 63, так и в разомкнутое состояние, используя при этом соответствующие средства управления и возможно средства возврата. Желоба 16 катятся, как показано на чертеже, по роликам 20, расположенным на направляющей 63 или скользят по ней.
В другом примере направляющая 63 может использоваться одновременно как привод, т.е. может передвигаться вдоль линии транспортировки. В данном случае первые соединительные элементы 1 выполнены не как желоба, а как зажимы, с помощью которых захватные приспособления 4 фиксируются на направляющей.
На фиг.14 для иллюстрации зоны перегрузки показан третий вариант способа по настоящему изобретению. Схематично изображены две линии транспортировки А и В с направляющим каналом 61, внутри которого передвигаются элементы доставки 5, что более подробно показано на фиг.4. В состав элементов доставки входят вторые соединительные элементы 2 с отверстиями 17, расположенными под прямым углом к направлению транспортировки. Захватное приспособление 4 имеет такое же сквозное отверстие. Первый соединительный элемент 1 состоит из задвижки 18 или элемента сопряжения, сечение которой соответствует отверстию 17 и которая задвигается в это отверстие под прямым углом к направлению транспортировки (по стрелке Q). В зависимости от положения задвижки 18 захватное приспособление сопрягается либо с элементом доставки 5, который перемещается вдоль конвейерной линии доставки А или с элементом доставки 5, который перемещается вдоль конвейерной линии доставки В. Вместо отверстий 17 могут применяться соответствующим образом расположенные и сужающиеся наружу канавки.
Если задвижка 18 выполнена из магнитного материала, то она может перемещаться по стрелке Q под действием, например, соответствующим образом управляемого электромагнита 19.
Вариант способа по настоящему изобретению, изображенный на фиг.14, в котором первый соединительный элемент расположен под прямым углом к направлению транспортировки, является промежуточным между вариантами, изображенными на фиг. 1 и 11. Захватное приспособление 4 имеет только один соединительный элемент 1 или задвижку 18 (вариант способа по фиг. 1), но при перегрузке захватное приспособление 4 не перемещается в направлении, перпендикулярном к направлению транспортировки (вариант изобретения по фиг. 11).
В данном описании способа и устройства по настоящему изобретению не рассматривается приводной механизм и средства управления. Однако такие средства известны специалистам систем транспортировки, осуществляющих доставку изделий без использования захватных приспособлений, удерживающих такие изделия. Такие средства легко могут быть приспособлены для использования в способе и устройстве по настоящему изобретению.
Реферат
Изобретение относится к технологии транспортировки. В способе транспортировки большого числа по крайней мере однотипных изделий по сети линий транспортировки во время транспортировки каждое изделие удерживают индивидуально и одним захватным приспособлением. Захватное приспособление сопрягают с элементами доставки, передвигающимися вдоль линии транспортировки, или соответствующими направляющими, проходящими вдоль линии транспортировки, при этом для перегрузки с одной линии транспортировки на другую линию транспортировки захватные приспособления отсоединяют от элементов доставки или направляющих одной линии транспортировки и сопрягают с элементами доставки или направляющими другой линии транспортировки. Устройство содержит сеть явных линий транспортировки и для фиксации транспортировки изделий вдоль линии транспортировки - средства удержания изделий, которые перемещаются по линиям транспортировки и в которые входят захватные приспособления. В состав данной сети линий транспортировки входят элементы доставки, перемещаемые вдоль линий транспортировки или направляющих, проходящих вдоль линии транспортировки. Кроме того, в состав сети линий транспортировки входят также зоны перегрузки, в которых по крайней мере две линии транспортировки установлены параллельно, при этом захватные приспособления сопрягаются с элементами доставки или направляющими, причем в зонах перегрузок предусмотрена установка средств управления для отсоединения захватных приспособлений от элементов доставки или направляющих первой линии транспортировки и для сопряжения захватных приспособлений с элементами доставки или направляющими второй линии транспортировки. За счет этого изделия транспортируются независимо от их форм и можно более просто настраивать систему на выполнение более разнообразных функций доставки в различные зоны. 2 с. и 21 з.п.ф-лы, 14 ил.

Комментарии