Устройство для переработки штапеля электростатически заряженных плоских элементов - RU2364566C2
Код документа: RU2364566C2
Чертежи



Описание
Изобретение относится к устройству для переработки многослойных электростатически заряженных полос материала, состоящего, по меньшей мере, из одного режущего устройства для разрезания многослойных полос материала на соответствующие наложенные друг на друга листы электростатического заряжающего устройства для электростатической зарядки многослойной полосы материала, а также расположенного перед режущим устройством первого и расположенного после режущего устройства второго транспортирующего устройства для транспортировки многослойной полосы материала.
При транспортировке многослойных полос материала или нарезанных из них наложенных друг на друга листов в бумагоперерабатывающей промышленности, например от позиции обработки к другой позиции, к штапельному складу или упаковочной машине листы, ввиду ускорений или замедлений за счет транспортирующих устройств, развилок или т.п., в своей основной массе подвержены риску. В частности, при высоких ускорениях и резких изменениях направления транспортировки наложенные друг на друга листы могут сползать. Поэтому уже к способу транспортировки и к конструкции транспортирующих устройств предъявляют высокие требования, так как сползшие, потерявшие форму штапеля листы не позволяют проводить дальнейшую переработку или упаковку.
Поэтому в DE 3508514 А1 предложено электростатически заряжать штапели бумаг так, чтобы они временно фиксировались в своей форме для дальнейшей переработки. Эти обстоятельства позволяют предотвратить сползание штапелей и вылет отдельных листов, в частности при ускорениях транспортирующего устройства.
DE 10128653 A1 описывает применение ионизирующего механизма, посредством которого стопы листов электростатически заряжаются в транспортирующей установке. В данной транспортирующей установке в области переднего транспортирующего устройства расположена всасывающая установка, с помощью которой стопы листов нагружаются всасывающим воздухом, по меньшей мере, в области их расположения.
Согласно изобретению в устройстве названного вначале типа предложено установить электростатическое заряжающее устройство в области первого или второго транспортирующего устройства смежно с режущим устройством.
Следовательно, согласно изобретению электростатическое заряжающее устройство установлено смежно или в непосредственной близости к режущему устройству. Таким образом устраняется опасность скопления многослойных полос материала в области режущего устройства, и тем самым заметно сокращается риск повреждения для относительно дорогого режущего устройства.
При этом допустимо расположение электростатического заряжающего устройства как перед режущим устройством, так и после него. В частности электростатическая зарядка должна иметь место после режущего устройства, так как согласно изобретению оказалось, что проще тащить уже разрезанную и затем электростатически заряженную полосу материала вторым транспортирующим устройством, чем перемещать предварительно электростатически заряженную полосу материала через режущее устройство. Для этого случая впрочем допустима электростатическая зарядка после режущего устройства, а от расположенного перед режущим устройством первого транспортирующего устройства можно отказаться.
Согласно предпочтительному варианту осуществления изобретения электростатически заряжающее устройство может быть расположено по существу между режущим устройством и расположенным перед ним первым или расположенным после него вторым транспортирующим устройством, что конечно не исключает расположения с перекрытием первого или второго транспортирующего устройства, поскольку электростатически заряжающее устройство расположено смежно с режущим устройством, так что электростатическая зарядка полосы материала может иметь место непосредственно перед режущим устройством или после него.
Предпочтительно, по меньшей мере, расположенное после режущего устройства второе транспортирующее устройство имеет бесконечный ленточный конвейер, которому необходимо состоять лишь из одной или нескольких нижних лент, на которую или которые укладывают нарезанные из многослойной полосы наложенные друг на друга листы. Благодаря тому, что листы фиксируются за счет электростатической зарядки, верхние ленты во втором транспортирующем устройстве могут быть устранены. Упразднение верхних транспортирующих лент ведет к значительным конструктивным упрощениям и таким образом к значительной экономии. Также не нужны как в уровне техники регулировочные работы, например подгонка расположения лент к заданным размерам или регулировка передачи усилий за счет сил трения от нижних лент к верхним. Кроме того, благодаря упразднению верхних лент второе транспортирующее устройство легко доступно сверху, что позволяет проще устранять повреждения. Наконец, за счет свободной без использования верхней ленты транспортировки снижается опасность повреждения транспортируемых листов, что особенно важно в частности для окрашенных листов бумаги из-за их высокой чувствительности.
Для увеличения сил трения для гарантированной транспортировки листов в другом предпочтительном варианте осуществления второе транспортирующее устройство может иметь всасывающее устройство, причем целесообразно верхняя ветвь ленточного конвейера проходит над всасывающим устройством. Если всасывающее устройство имеет всасывающую поверхность, то верхняя ветвь ленточного конвейера должна прилегать к такой всасывающей поверхности. Для увеличения всасывающего действия нижняя лента должна быть, по меньшей мере, перфорирована.
Предпочтительно под электростатически заряжающим устройством подразумевается ионизирующее устройство.
Режущее устройство должно в частности иметь поперечный нож.
Согласно другому аспекту настоящего изобретения предлагается устройство для переработки многослойных электростатически заряженных полос материала в отдельные наложенные друг на друга листы с транспортирующим устройством для транспортировки наложенных друг на друга листов с электростатически разряжающим устройством для электростатической разрядки листов и с расположенным после транспортирующего устройства штапелеприемником для образования штапелей из наложенных друг на друга листов, причем электростатически разряжающее устройство расположено в области штапелеприемника.
Поскольку многослойная полоса материала целенаправленно не заряжается электростатически посредством ранее описанного устройства и/или электростатического заряжающего устройства в других позициях устройства, например после режущего устройства, то к электростатической зарядке могут приводить имеющие место во время процесса обработки относительные перемещения между компонентами устройства и материалом и/или внутри материала в зависимости от самого материала и внешних условий. Эта электростатическая зарядка может препятствовать дальнейшим процессам переработки в следующем устройстве. Для нейтрализации электростатически заряженных материалов в области транспортирующего устройства известны жестко установленные на всей рабочей ширине антистатические устройства, которые пытаются разряжать проходящий материал. Короткое время пребывания материала под этими антистатическими устройствами во время транспортировки не приводит однако к желаемой полной разрядке. Кроме того, материал на своем дальнейшем пути к штапелеприемнику склонен к повторной зарядке. Поэтому в соответствии с изобретением предлагается расположить электростатически разряжающее устройство в области штапелеприемника, куда нарезанные из многослойной полосы материала листы приходят на хранение и вследствие этого имеется достаточное время пребывания для полной разрядки листов. Благодаря этому электростатическое сцепление между листами полностью устраняется, что, кроме того, способствует безупречному выравниванию и складыванию в штапели листов.
Преимущественно электростатически разряжающее устройство расположено на участке перед штапелеприемником, предпочтительно у стороны штапелеприемника, расположенной по ходу раньше.
Другой предпочтительный вариант изобретения отличается тем, что электростатически разряжающая установка имеет пневматическое устройство для создания сжатого воздуха, устройство для электростатической зарядки сжатого воздуха противоположной относительно листов полярностью и воздухоподающее устройство для вдувания этого воздуха по направлению к листам. Возникновение воздушной прослойки между падающими листами в штапелеприемнике в соединении с механическими выверяющими элементами для точного образования кромки возникающего штапеля. Образование такой воздушной прослойки уже известно. В изобретении искусным образом теперь используется необходимый для этого сжатый воздух одновременно для необходимой электростатической разрядки листов за счет того, что сжатый воздух заряжается противоположной листам полярностью. Таким образом направленным введением вдуваемого воздуха с электростатически разряжающим действием как подготавливается упомянутая воздушная прослойка точно в том месте, в котором непременно должно оказываться это действие, т.е. в штапелеприемнике, так и достигается электростатическая нейтрализация листов.
Преимущественно воздухоподающее устройство подает воздух главным образом на последующие края листов.
Целесообразным образом воздухоподающее устройство имеет сопловую систему.
В другом предпочтительном варианте изобретения электростатическая разряжающая установка помещена в корпус, часть которого ограничивает штапелеприемник, и преимущественно образует упор для штапеля. Таким образом корпус одновременно реализует также функцию упора штапеля. При этом штапелеприемник, ограниченный частью корпуса, должен иметь воздухоподающее устройство. К тому же ограничивающая штапелеприемник часть корпуса может быть оснащена отверстиями для вдувания воздуха. Эти отверстия выполнены так, что они обеспечивают ускорение выходящего воздуха с электростатическим разряжающим действием в направлении образующихся штапелей. Целесообразно изготавливать корпус из материала, не проводящего электрический ток.
Под электростатически разряжающим устройством, в частности, понимают деионизационное устройство.
Наконец, в нижней части штапелеприемника могут быть предусмотрены всасывающие средства, которые посредством пониженного давления отсасывают мешающий воздух между листами, укладываемыми в штапель.
Далее особенно предпочтительные варианты осуществления изобретения поясняются более подробно посредством приложенных чертежей, на которых показано:
Фиг.1 - схематичный вид сбоку в разрезе имеющего ионизирующее устройство участка бумагоперерабатывающей машины с расположением ионизирующего устройства поперечным режущим устройством.
Фиг.2 - схематичный вид сбоку в разрезе имеющего ионизирующее устройство участка бумагоперерабатывающей машины, которая отличается от фиг.1 всего лишь расположением ионизирующего устройства после поперечного режущего устройства.
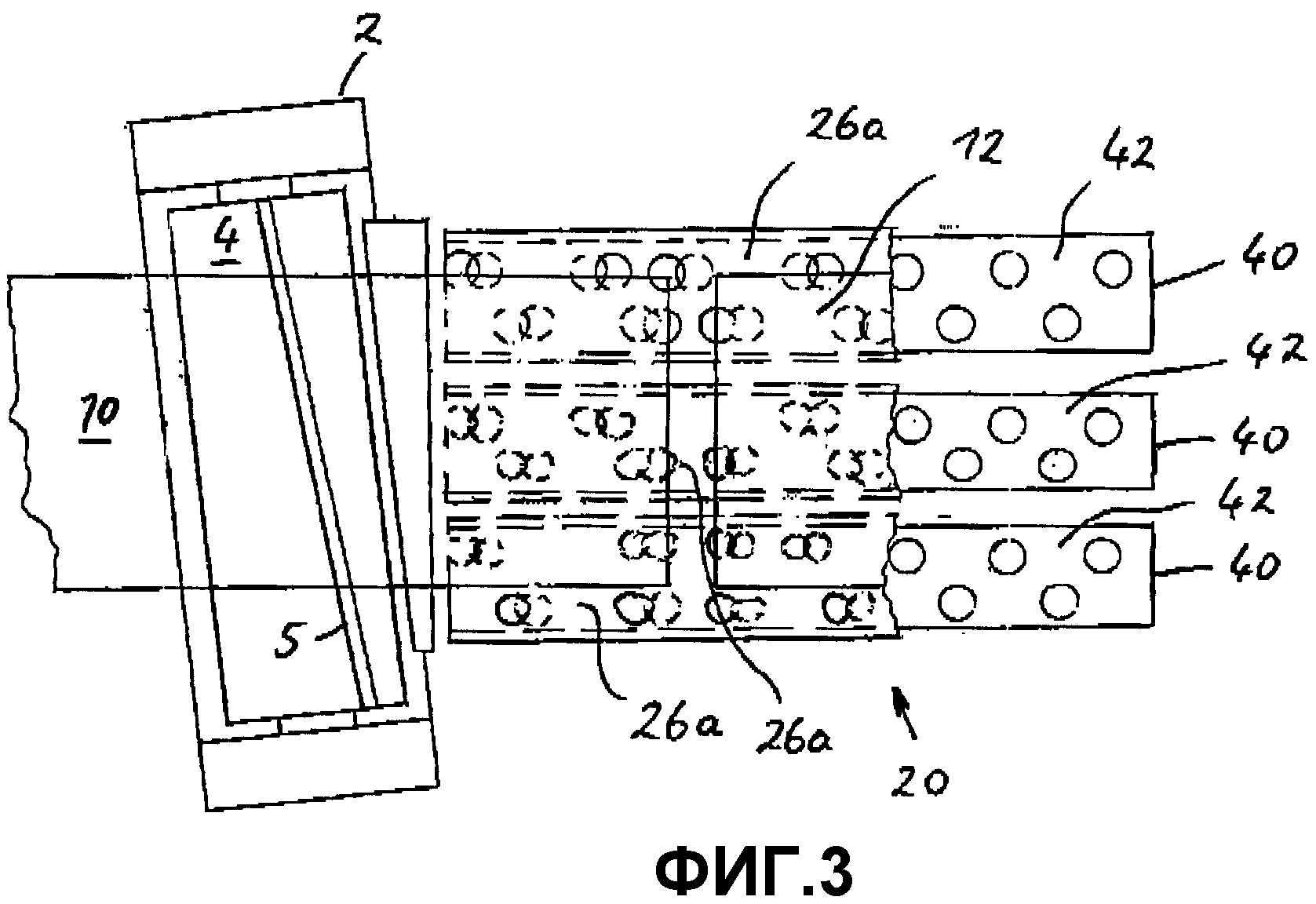
Фиг.3 - вид сверху участка бумагоперерабатывающей машины по фиг.1 или фиг.2 с опущенным ионизирующим устройством.
Фиг.4 - схематичное сечение другого имеющего ионизирующее устройство участка бумагоперерабатывающей машины.
Первый участок бумагоперерабатывающей машины с поперечным режущим устройством 2 представлен в разрезе на фиг.1 и фиг.2 на схематичном виде сбоку в двух различных вариантах, а на фиг.3 на виде сверху. Режущее устройство 2 в представленных вариантах осуществления имеет первый ножевой вал 4 с проходящим по всей его длине ножом 5 и второй ножевой вал 6 с проходящим по всей его длине вторым ножом 7. Оба ножевых вала 4, 6 вращаются синхронно во встречных друг к другу направлениях таким образом, что обе ножевые кромки 5, 7 встречаются, чтобы разрезать проходящее между двумя ножевыми валами 4 и 6 многослойное бумажное полотно 10 на отдельные накладывающиеся друг на друга листы 12. В противоположность фиг.2 на фиг.1 многослойная полоса 10 и разрезанные после этого на отдельные накладываемые друг на друга листы 12 представлены схематично только в виде сплошной линии, что впрочем имеет место также для фиг.4, которая более подробно рассматривается ниже.
Для транспортировки многослойной бумажной полосы 10 в направлении стрелки А по ходу обработки перед режущим устройством 2 предусмотрено первое транспортирующее устройство, которое не представлено. Кроме того, после режущего устройства 2 по ходу обработки расположено второе транспортирующее устройство 20, которое имеет, по меньшей мере, одну бесконечную нижнюю ленту 26, проходящую через поворотные валки 22, 24, которая своей верхней ветвью 26а проходит в направлении стрелки А. Обычно несколько нижних лент 26 расположены рядом друг с другом поперек к направлению движения листов 12 согласно стрелке А.
В первом варианте осуществления согласно фиг.1 перед режущим устройством 2 и смежно к нему и таким образом между непредставленным первым транспортирующим устройством и режущим устройством 2 установлено ионизирующее устройство 30, которое статично заряжает многослойную бумажную полосу 10. Предпочтительно ионизирующее устройство 30 состоит из расположенного поперек к направлению движения бумаги согласно стрелке А ионизирующего стержня. Благодаря ионизирующему устройству 30 получается, что отдельные бумажные слои многослойной бумажной полосы 10 и таким образом непосредственно после этого нарезанные режущим устройством 2 накладываемые друг на друга листы 12 скрепляются и не могут скользить относительно друг друга.
В противоположность этому во втором варианте осуществления согласно фиг.2 ионизирующее устройство 30 расположено после режущего устройства 2 и смежно к нему и таким образом по существу между режущим устройством 2 и вторым транспортирующим устройством 20.
После режущего устройства 2 разрезанные листы 12 транспортируются верхними ветвями 26а нижних лент 26 второго транспортирующего устройства 20, причем отдельные листы не могут отслаиваться ввиду электростатической зарядки. Для повышения трения между листами 12 и верхней ветвью 26а нижних лент 26 предусмотрены всасывающие ящики 40, верхняя сторона которых образует всасывающую поверхность 42, над которой соответственно проходит верхняя ветвь 26а нижних лент 26. Всасывающие ящики 40 присоединены к непредставленному всасывающему насосу. Всасывающие поверхности 42, которые поддерживают верхнюю ветвь 26а нижних лент 26, перфорированы, как это видно из фиг.3. Чтобы повысить мощность всасывания в области нижних лент 26, они тоже соответственно перфорируются, что также схематично представлено на фиг.3. Благодаря всасывающему действию всасывающих ящиков 40 наложенные друг на друга и сцепленные за счет электростатической зарядки листы 12 притягиваются в направлении верхней ветви 26а нижних лент 26, вследствие чего повышается трение между листами 12 и движущимися нижними лентами 26 и за счет этого сцепление листов с ними. Таким образом гарантируется надежная транспортировка листов 12 нижними лентами 26, так что возможны также более высокие скорости транспортировки.
Впрочем допустимо, чтобы всасывающие поверхности 42 и в случае необходимости всасывающие ящики 40 проходят не на всем протяжении в направлении движения бумаги согласно стрелке А, как схематично представлено на фиг.1 и фиг.3, а альтернативно разделены или образованы многосекционными. Кроме того, допустимо устанавливать всасывающие ящики 40 для регулировочных и обслуживающих работ с возможностью удаления, в частности, с возможностью поворота вниз. Наконец, в частности для изменения формата, всасывающее действие отдельных выбранных всасывающих ящиков 40 может отключаться или включаться, что предпочтительно для поддержания постоянного пониженного давления.
Преимущество описанной выше конструкции состоит в том, что во втором транспортирующем устройстве 20, которое транспортирует листы 12 к одной следующей и не представленной на чертежах совмещенной позиции обработки, можно отказаться от принятых до сих пор верхних лент. Поэтому второе транспортирующее устройство 20 не имеет верхних лент, из-за чего образованный вторым конвейерным устройством 20 участок транспортировки конструктивно упрощается и становится оперативно доступным.
В фиг.4 схематично в сечении представлен другой участок бумагоперерабатывающей машины в области штапелеприемника 50, в котором прибывающие накладывающиеся друг на друга листы 12 укладываются в штапель 14.
Бумагоперерабатывающие машины, которые выравнивают полосы материалов в один или более рулоны и перерабатывают в форматный материал, в большинстве случаев сконструированы так, что внутри машины создается каскадный перекрывающий поток листов 12.
Эта каскадная форма необходима, чтобы от высокой скорости выпуска полосы транспортировки, которая выбирается на основании производительности установки, на представленных на фиг.1 до фиг.3 участков, переходить к, по возможности, малым скоростям образования штапелей 14.
Поскольку отсутствует направленная электростатическая зарядка, которая была описана выше посредством фиг.1-фиг.3, то имеющие место во время дальнейшего процесса переработки относительные перемещения между компонентами машины и материалом или соответственно внутри материала в зависимости от выбранного материала и внешних условий приводят к электростатической зарядке. Такая статическая зарядка желательна прежде всего во время транспортировки вторым транспортирующим устройством 20 (фиг.1-фиг.3), но они более или менее препятствуют образованию аккуратного штапеля 14 и, в частности, дальнейшим процессам переработки в других позициях обработки или устройствах, причем в таком случае производительность и качество дальнейших процессов переработки могут быть значительно ограничены.
На это предусмотрен закрытый со всех сторон корпус 60, который состоит из материала, не проводящего электрический ток. Корпус 60 имеет присоединительный элемент 62 для сжатого воздуха, который присоединен к непредставленному источнику сжатого воздуха, и через который в корпус 60 нагнетается сжатый воздух в направлении стрелки В. Корпус 60 ограничивает своей стороной 64 штапелеприемник 50. Эта обращенная к штапелеприемнику 50 сторона 64 корпуса 60 образует в представленном варианте осуществления вертикальную плоскую поверхность, к которой прилегает штапель 14. Таким образом сторона 64 корпуса 60 в представленном варианте осуществления несет функцию заднего штапельного упора и также одновременно функцию выверки. Таким образом эта вертикальная сторона 64 корпуса 60 может обозначаться как задний выверяющий элемент.
В направлении транспортировки штапелеприемник 50 ограничивается передним выверяющим элементом 68, который служит упором для транспортируемых к штапелеприемнику 50 листов 12 и по существу состоит из вертикально расположенной пластины. Тем самым обращенная к штапелеприемнику 50 сторона 64 корпуса 60 и передний выверяющий элемент 68 образуют части механизма выверки или собственно выверочный механизм.
Кроме того, в обращенной к штапелеприемнику 50 стороне 64 корпуса 60 образовано несколько соплообразных отверстий 66 для выпуска воздуха и именно так, что они на всей рабочей ширине на регулярных расстояниях образуют перпендикулярно проходящие сверления. Эти отверстия 66 выполнены таким образом, что позволяют добиться ускоренного выпуска входящего через присоединительный элемент 62 сжатого воздуха в направлении образующихся штапелей. Возникающие при этом воздушные потоки выходят по существу в продольном направлении образующих штапели 14 листов 12 и направлены на их задние края 12а. Таким образом между падающими листами 12 в штапелеприемнике 50 возникают воздушные прослойки, которые в соединении с уже упомянутым, но не представленным на чертежах механизмом выверки следят за точным образованием кромки возникающего штапеля 14. Для образования штапеля 24 необходимо, чтобы листы 12, которые поступают в каскадной, перекрывающей форме к переднему выверяющему элементу 68, позволяли как хорошее относительное перемещение листов между собой, так и плавание на воздушной прослойке при падении на поверхность образующегося штапеля 14.
Для электростатической разрядки листов 12 в представленном варианте осуществления внутри корпуса 60 установлено деионизирующее устройство 70, которое преимущественно состоит из антистатического стержня. Это деонизирующее устройство 70 ионизирует входящий через присоединительный элемент 62 в корпусе 60 сжатый воздух 62 с противоположенной листам 12 полярностью, так что выходящий из отверстий 66 сжатый воздух осуществляет одновременно деионизирующее действие на листы 12 образующего штапеля 14. Таким образом направленным введением струи воздуха с деионизирующим действием в образующийся штапель 14 обеспечивается как электростатическая нейтрализация листов 12, так и создание описанной выше воздушной подушки точно в том месте, в котором оно должно быть.
При всех данных обстоятельствах обращается внимание на то, что корпус 60 не содержит электропроводных соединений. Также со стороны выхода воздуха, т.е. внешней стороны корпуса 60, в области выходных отверстий 66 обращается внимание на то, что выходящий деионизирующий воздух в области выходного отверстия 66 и при дальнейшем ходе в направлении выдувания ни при каких условиях не входит в контакт с электропроводными компонентами, так как иначе они тотчас нейтрализуются.
Штапелеприемник 50 снизу ограничен основанием 52, на которое складываются листы 12 для образования штапеля 14, и которое имеет возможность перемещения за счет непредставленной механики в вертикальном направлении согласно двойной стрелке С. Во время образования штапеля 14 опускающим перемещение основания 52 при этом должно управляться таким образом, что штапель 14 с наивысшим на данный момент листом 12 и таким образом вследствие этого образующая верхняя сторона находятся постоянно на уровне выходных отверстий 66, в частности между верхними и нижними выходными отверстиями 66, чтобы добиться функционально корректного образования воздушной прослойки выходящим из выходных отверстий 66 деионизирующим сжатым воздухом.
Наконец из фиг.4 можно выяснить, что в нижней области штапелеприемника 50 установлена всасывающая кромка, которая отсасывает с помощью пониженного давления мешающий воздух между листами 12 штапеля 14 в представленном варианте осуществления в его нижней области.
Реферат
Устройство для переработки многослойных, электростатически заряженных полос материала состоит из одного режущего устройства для разрезания полосы материала, наложенные друг на друга листы, электростатического заряжающего устройства для электростатической зарядки многослойной полосы материала. Электростатическое заряжающее устройство расположено перед режущим устройством первого транспортирующего устройства и расположено после режущего устройства второго транспортирующего устройства. Электростатическое заряжающее устройство расположено смежно с режущим устройством между режущим устройством и вторым транспортирующим устройством. Устройство для переработки многослойной, электростатически заряженной полосы материала в отдельные, наложенные друг на друга листы, состоит из транспортирующего устройства, электростатического разряжающего устройства и расположенного после транспортирующего устройства штапелеприемника для образования штапелей из листов. Электростатическое разряжающее устройство расположено у штапелеприемника и имеет устройство для электростатической зарядки сжатого воздуха полярностью, противоположной полярности листов, и воздухоподающее устройство для выдувания этого воздуха в направлении листов. Устройство для электростатической зарядки сжатого воздуха и воздухоподающее устройство расположены в одном корпусе, часть которого ограничивает штапелеприемник и образует упор для штапеля, и имеет воздухоподающее устройство. Технический результат направлен на электростатическую нейтрализацию листов и точное формирование кромки возникающего штабеля. 2 н. и 14 з.п. ф-лы, 4 ил
Комментарии