Обработка на транспортере - RU2397134C2
Код документа: RU2397134C2
Чертежи








Описание
Изобретение относится к области конвейерной технологии и касается способа и устройства для передачи и какой-либо осуществляющейся обработки нежестких плоских изделий, в частности печатной продукции в соответствии с признаками пункта 1 и признаками пункта 9 формулы изобретения.
В конвейерной технологии и, в частности, в конвейерной технологии для печатной продукции известным решением является передача нежестких плоских предметов или печатной продукции с помощью транспортеров с захватывающими устройствами. В частности, с помощью транспортеров с захватывающими устройствами изделие передается от одной рабочей секции в последующую. При этом каждый транспортер с захватывающими устройствами, как правило, имеет самостоятельный привод и управление. Соответственно, такое решение требует наличия многих приводных агрегатов и управляющих средств, что, соответственно, требует больших капиталовложений и высоких эксплуатационных расходов.
Кроме того, при наличии нескольких рабочих секций рабочие маршруты, по которым осуществляется транспортировка между рабочими секциями, вовсе не являются удобными в использовании. Если одну рабочую операцию нужно пропустить, то приходится выстраивать новый маршрут транспортировки после этой рабочей секции или - в случае удаления рабочей секции из рабочего маршрута - маршрут транспортировки с помощью транспортера с захватывающими устройствами должен перекрывать оставшееся пустым пространство этой рабочей секции. Изменение технологической цепочки может, таким образом, занять много времени и потребовать значительных расходов.
Примеры подобных негибких рабочих путей раскрыты в патентах ЕР 0762950 и GB 5861. В патенте GB 5861 печатная продукция, подлежащая разрезке, направляется захватывающими устройствами транспортера с захватами в резальную секцию, передается туда и после разрезки отводится из резальной секции с помощью захватывающих устройств того же транспортера или последующего транспортера с захватывающими устройствами, подключенного далее по технологической цепочке. В патенте ЕР 0762950 печатная продукция передается для операции разрезки натяжными зажимами с тем, чтобы закрепить ее для операции разрезки и удерживать ее в неподвижном положении. Захватывающие устройства транспортера во время процесса резки остаются логически привязанными к печатной продукции в натяжных зажимах, так что печатная продукция подается в резальную секцию и отводится из нее снова в каждом случае теми же захватывающими устройствами. В обоих устройствах резальные секции являются неподвижными компонентами устройства транспортировки. Однако такие устройства могут не удовлетворять или удовлетворять с трудом современным требованиям в части быстрой переналадки производства, например при переходе с крупноформатных ежедневных газет на еженедельные журналы, брошюры и на различные газеты и журналы.
Таким образом, в основу настоящего изобретения поставлена задача создать устройство и способ, которые позволяют осуществлять транспортировку и любую обработку нежесткой плоской продукции экономичным и удобным образом.
Поставленная задача решается благодаря способу и устройству в соответствии с признаками пунктов 1 и 9 формулы изобретения.
При использовании предлагаемого способа или предлагаемого устройства по данному изобретению подлежащие транспортировке нежесткие плоские изделия, в частности печатная продукция, переносятся одним и тем же транспортером с захватывающими устройствами в рабочую секцию, а также снова отводятся из этой рабочей секции, причем с помощью средства управления в каждом случае осуществляется логическая привязка нежестких плоских изделий к захватывающим устройствам транспортера. При этом в зависимости от потребности рабочую секцию можно как ввести в маршрут транспортировки, так и вывести из него. Таким образом, можно снизить капиталовложения и эксплуатационные расходы, поскольку используется лишь один транспортер с захватывающими устройствами, и сделать технологию более гибкой. При этом нежесткие плоские изделия могут захватываться захватывающими устройствами транспортера на открытом конце или на сгибе.
Управление в данном случае можно осуществлять, в частности, простым образом, поскольку идея логической привязки заключается в том, что одно и то же захватывающее устройство, которое передало нежесткое плоское изделие в рабочую секцию, также транспортирует это нежесткое плоское изделие из этой рабочей секции.
При этом проще всего, если захватывающее устройство при обработке нежесткого плоского изделия синхронно передается вместе с нежестким плоским изделием, причем управляющее устройство захватывающего устройства 14, в частности управляющая щелевая направляющая для захвата в зоне обработки, может устанавливаться по-разному так, чтобы захватывающие устройства для обработки нежестких плоских изделий могли быть раскрытыми, а могли оставаться и закрытыми. Закрытые захватывающие устройства, прежде всего, необходимы в том случае, если печатную продукцию, например несколько сфальцованных листов таблоидного (половинного) формата и вставленные в них вложения, необходимо соединить, например, проволочными скобами или склеиванием.
Вместе с тем управляющее устройство способно управлять процессом путем логической привязки захватывающих устройств к нежестким плоским изделиям, захватывающее устройство, которое передало нежесткое плоское изделие в рабочую секцию, передает другое нежесткое плоское изделие из этой рабочей секции. Благодаря такому решению можно преодолеть проблему разницы скорости.
Если это необходимо для обработки, нежесткие плоские изделия для обработки поддерживаются опорным элементом. В зависимости от того, в каком месте нежесткие плоские изделия захвачены захватывающими устройствами транспортера (на открытом конце или на сгибе), изделия размещаются на опорных элементах либо сгибом сверху на опорных элементах, либо опорные элементы входят между изделиями и поддерживают нежесткие плоские изделия на их сгибах, направленных вниз.
Транспортировка может проходить по нескольким рабочим секциям, которые по маршрутам транспортировки транспортера с захватывающими устройствами могут располагаться последовательно одна за другой и (или) параллельно направляемыми линиями транспортера с захватывающими устройствами, которые соединяются друг с другом через разветвители (точки разветвления).
В силу того факта, что рабочие секции можно удалять с маршрута транспортировки транспортера с захватывающими устройствами путем разворота или гидравлического, электрического или пневматического опускания или подъема, рабочие маршруты можно разрабатывать очень гибким образом и без особых технических сложностей можно убирать или добавлять технологические стадии.
Если предлагаемое устройство по данному изобретению разработано так, что транспортер с его маршрутом транспортировки проходит мимо рабочей секции, то рабочая секция предпочтительно имеет покрытие. Благодаря такому решению можно избежать проблем транспортировки нежестких плоских изделий мимо рабочей секции в случае, когда пропущена соответствующая технологическая стадия.
В качестве рабочих секций можно предусмотреть соединительные устройства - в частности, аппарат для прошивки проволочными скобами, ультразвуковое средство, устройства для склеивания - и (или) устройства для вкладывания нежестких плоских изделий, и (или) оконечное устройство подборки или подборки и прошивки проволочными скобами, и (или) оконечное устройство вставки и (или) вкладывания и прошивки проволочными скобами.
Другие варианты осуществления способа и устройства описываются в других зависимых пунктах формулы изобретения.
Далее изобретение объясняется примерами с помощью фигур. На этих фигурах одни и те же детали в основном обозначены одинаковыми позициями. Фигуры чисто схематически иллюстрируют следующее:
фиг.1: первый вариант осуществления предлагаемого устройства для обработки печатной продукции на транспортере;
фиг.2: второе предлагаемое устройство для обработки печатной продукции на транспортере в первом рабочем состоянии;
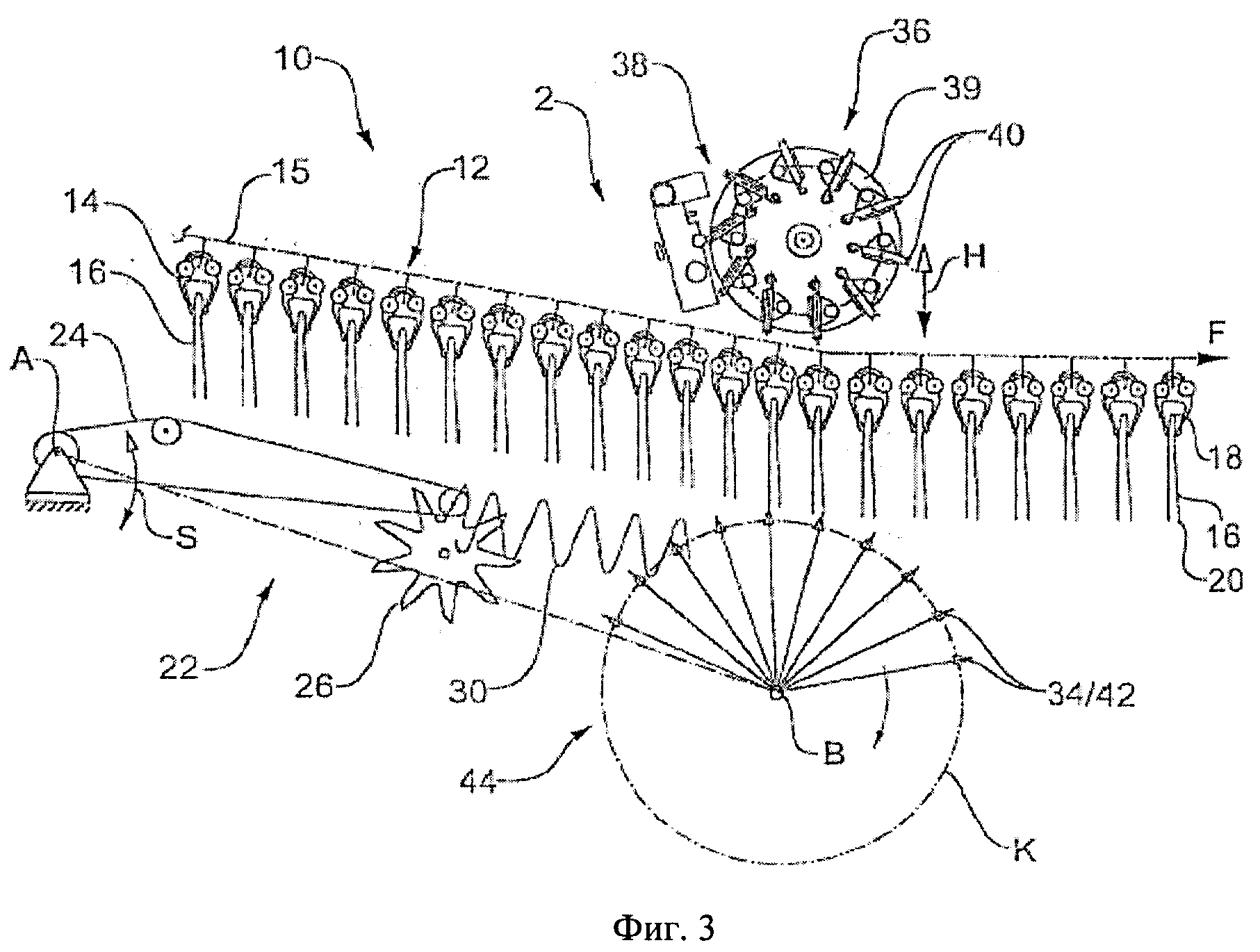
фиг.3: устройство, показанное на фиг.2, во втором рабочем состоянии;
фиг.4: третий вариант осуществления предлагаемого устройства;
фиг.5: устройство, показанное на фиг.4, во втором рабочем состоянии;
фиг.6: четвертый вариант осуществления предлагаемого устройства;
фиг.7 и 8: два других варианта осуществления предлагаемого устройства;
фиг.9: известный опорный элемент с загибающими устройствами, детально;
фиг.10: предлагаемый опорный элемент с загибающими устройствами.
Примеры, представленные на фигурах 1-8, относятся к транспортировке печатных листов, обычно сфальцованых в таблоидный (половинный) формат, которые отдельно или уложенными по несколько штук один на другой транспортируются транспортером 12 с захватывающими устройствами и независимо от числа отдельных листов/слоев обозначены для простоты как печатная продукция 16. Следует понимать, что таким же образом можно транспортировать и обрабатывать и другие нежесткие плоские изделия 16. Кроме того, в примерах, показанных на фиг.1-8, в каждом случае для простоты представлен аппарат 38 для прошивки проволочными скобами. Однако, как объясняется ниже, в зависимости от желаемого результата обработки в качестве рабочих секций 2 можно предусмотреть другой аппарат или устройство.
На фиг.1 показано предлагаемое устройство 10 с транспортером 12 с захватывающими устройствами, которое на бесконечном вращающемся конвейерном элементе 15 транспортирует захватывающие устройства 14. Захватывающие устройства 14 имеют захватывающие зажимы 13, которыми печатная продукция 16, состоящая из нескольких сфальцованных листов, может известным образом захватываться. В показанном примере печатная продукция 16 захвачена на ее соответствующем сгибе 18 и транспортируется захватывающими устройствами 14 в направлении F. Открытый срез 20, расположенный противоположно сгибу 18, каждой печатной продукции 16 под действием силы тяжести направлен вниз.
Кроме того, предлагаемое устройство 10 в этом примере имеет раскрывающее устройство 22 с вращающимся отклоняющим ремнем, с которым соединено раскрывающее колесо 26, соединенным со спиралью 30. Другими элементами предлагаемого устройства, показанными здесь, являются соединительное устройство 36, которое в этом примере выполнено как ротационный аппарат для прошивки проволочными скобами, а также револьверное устройство, которое на своем бесконечно вращающемся конвейерном элементе 15' имеет опорные элементы 34 на определенном расстоянии друг от друга. В этом случае аппарат для прошивки проволочными скобами является обычной ротационной проволокошвейной машиной, которая на несущем диске 39 имеет несколько проволокошвейных головок 40, расположенных на равном расстоянии друг от друга. Такой аппарат для прошивки проволочными скобами описан, например, в WO 02/36474 на фиг.8 или еще в ЕР 0606555 и ЕР 0691215. Опорные элементы 34 револьверного устройства имеют загибающие устройства 42, которые при выполнении операции прошивки проволочными скобами взаимодействуют с проволокошвейными головками 40 аппарата для прошивки проволочными скобами. Вместе с тем, загибающие устройства можно выполнить и так, чтобы они разделялись опорными элементами и могли независимо перемещаться ими.
В соответствии с данным изобретением теперь из транспортера 12 предлагаемого устройства 10 непосредственно за счет вращения и из буферного средства или другого конвейерного средства печатная продукция отбирается и направляется в рабочую секцию. При этом печатная продукция может состоять из одного или нескольких отдельных листов/слоев, и в любом случае это печатные листы, сфальцованные в таблоидный формат или уложенные один на другой (здесь не показано). В этом примере транспортер 12 транспортирует печатную продукцию 16 в зону раскрывающего устройства 22, где открытые срезы печатной продукции 16 попадают на вращающийся отклоняющий ремень 24 раскрывающего устройства 22, и этим ремнем они отклоняются (разворачиваются) в направлении F движения конвейера, как показано на фиг.1. Далее печатная продукция 16 раскрывается раскрывающим колесом 26 на открытом срезе и при дальнейшей транспортировке в направлении F движения конвейера поддерживается раскрытой спиралью 30. В зоне 31 логической привязки раскрытая печатная продукция 16 ложится на опорные элементы 34 револьверного устройства 32. В показанном здесь примере захватывающие устройства 14 для этого не раскрываются, а остаются сжатыми, и опорные элементы 34 с преодолением зажимающего усилия зажимов 13 захватов проникают между зажимами 13 захватов. Имеется, конечно, и возможность обеспечить такое проникновение путем выполнения подходящих отверстий в захватывающих устройствах 14, например, в виде щелевых направляющих.
Расстояния между захватывающими устройствами 14 на транспортере 12, а также расстояния между опорными элементами 34 револьверного устройства 32 и их скорость соответствуют друг другу, и поэтому привязку захватывающих устройств 14 - а с ними и печатной продукции 16 - к опорным элементам можно осуществить без каких-либо проблем, и захватывающие устройства 14 могут перемещаться в направлении F движения конвейера практически синхронно с опорными элементами 34. Прошивка проволочными скобами осуществляется в зоне аппарата 38 для прошивки проволочными скобами обычным образом, причем загибающие устройства 42, встроенные в опорные элементы 34, обеспечивают закрытие проволочных скоб проволокошвейными головками 40 в печатной продукции 16. Следует отметить, что расположение проволокошвейных головок на несущем диске 39 ротационного аппарата для прошивки проволочными скобами 38, а также скорость вращения несущего диска 39 подобраны с учетом расстояний между захватывающими устройствами 14 или опорными элементами 34 и скорости конвейера в направлении F.
Если загибающие устройства не встроены в опорные элементы 34, то они подаются отдельно к печатной продукции 16 для закрытия проволочных скоб и, если необходимо, направляются с ними через соответствующую секцию маршрута движения печатной продукции 16, благодаря чему можно осуществить высококачественную прошивку проволочными скобами.
При осуществлении операции прошивки проволочными скобами, т.е. при прикреплении проволочных скоб к печатной продукции проволокошвейными головками и последующем загибании концов проволочных скоб в закрытые скобы, захватывающее устройство 14 можно держать закрытым, но можно также оставлять его раскрытым. Закрытие захватывающих устройств является преимущественным в том случае, если прошивка проволочными скобами осуществляется, например, после того, как вложения уже вставлены в печатную продукцию 16. Эта вставка описывается ниже.
Следующий вариант осуществления предлагаемого устройства 10 показан на фиг.2 и 3, и это устройство по существу соответствует варианту осуществления, показанному на фиг.1. В отличие от варианта осуществления, показанного на фиг.1, в примерах, показанных на фиг.2 и 3, опорные элементы 34 не размещены на револьверном устройстве 32 на бесконечно вращающемся конвейерном элементе 15', а движутся на роторе 44 вокруг центральной оси вращения В по кольцевому маршруту К. Опорные элементы 34 могут быть выполнены в виде известных седловин или подпорок, но тоже только с вместе с загибающими устройствами (ср. фиг.9 и 10), выполненных соответствующим образом. Это касается и опорных элементов 34 варианта осуществления, показанного на фиг.1. Предлагаемый способ, уже описанный выше в комбинации с вариантом осуществления, показанным на фиг.1, осуществляют аналогично примеру, показанному на фиг.2.
Если операцию прошивки проволочными скобами выполнять не требуется, тогда аппарат 38 для прошивки проволочными скобами, а также раскрывающее устройство 22 и ротор 44 можно убрать с маршрута транспортировки транспортера 12, как показано на фиг.3. В показанном здесь примере аппарат 38 для прошивки проволочными скобами пневматически или гидравлически поднимается (стрелка Н), в то время как ротор 44 и раскрывающее устройство 22 разворачиваются вниз вокруг оси вращения А и таким образом убираются с маршрута транспортировки (стрелка S). Для этого раскрывающее устройство 22 и ротор 44 расположены на общей раме механизма (не показана), которая установлена с возможностью поворота вокруг оси А. Следует понимать, что в зависимости от пространственных условий возможен разворот в сторону или в каком-либо ином направлении от маршрута транспортировки. Вместо пневматического или гидравлического подъема можно также предусмотреть и опускание аппарата 38 для прошивки проволочными скобами. Подъем и опускание можно осуществлять и с помощью электрического привода. Можно также предусмотреть подъем или опускание аппарата 38 для прошивки проволочными скобами такими электрическими, пневматическими или гидравлическими средствами для разворота, а также подъем или опускание раскрывающего устройства 22 и ротора 44 вместо их разворота.
Дальнейшие варианты осуществления предлагаемого устройства 10 и предлагаемого способа представлены на фиг.4, 5, 7 и 8. Они отличаются от вариантов осуществления на фиг.1-3 по существу тем, что захватывающие устройства 14 транспортеров 12 при взаимодействии с опорными элементами 34 раскрыты, печатная продукция 16 уложена на опорные элементы 34 и захватывающие устройства 14 без печатной продукции 16 и опорных элементов 34 убраны и отведены в сторону от соединительного устройства 36. После аппарата 38 для прошивки проволочными скобами захватывающие устройства 14 того же транспортера 12 снова сходятся вместе с теперь уже сшитой проволочными скобами печатной продукцией 16 на опорных элементах 34. Захватывающие устройства 14 того же транспортера 12 захватывают теперь уже сшитую проволочными скобами печатную продукцию 16, поддерживаемую опорными элементами 34, и транспортируют ее дальше в направлении F движения конвейера. Одновременно возможно при необходимости сделать так, чтобы захватывающее устройство 14 транспортера 12, которое уложило печатную продукцию 16А на опорный элемент 34, снова захватывало эту печатную продукцию 16 после аппарата 38 для прошивки проволочными скобами или, с другой стороны, чтобы это захватывающее устройство 14 захватывало другую печатную продукцию 16В. Логическая привязка захватывающих устройств 14 транспортера 12 к печатной продукции, выходящей из рабочей секции, и в этих примерах, следовательно, к опорным элементам 34 револьверного устройства 32 или также к колесообразному устройству 44 осуществляется с помощью управляющего устройства (не показано) предлагаемого устройства 10.
Кроме того, вариант осуществления, показанный на фиг.4 и 5, отличается от устройства 10, показанного на фиг.1, геометрией верхней стороны револьверного устройства 32. Вместо перемещения в сторону транспортера 12 и последующего выпрямления в примерно горизонтальный участок, как на фиг.1, верхняя сторона 50 на фиг.4 после зоны привязки 31 отходит от транспортера 12, затем переходит в примерно горизонтальный участок конвейера в зоне соединительного устройства 36 и для возврата печатной продукции 16 к транспортеру 12 снова сближается с ним после соединительного устройства 36. Благодаря такому решению создается пространство для размещения соединительного устройства 36, а маршрут транспортировки транспортера 12 претерпевает меньшие отклонения. В отличие от варианта осуществления, показанного на фиг.2 и 3, в примере, показанном на фиг.4 и 5, раскрывающее устройство 22, револьверное устройство 32 и соединительное устройство 36 можно отводить от маршрута транспортировки печатной продукции 16 путем опускания (по стрелке Н), если «соединение с транспортером» рабочей секции необходимо отключить. Ситуация с отключенной рабочей секцией показана на фиг.5. И в этом случае опускание может также осуществляться пневматически, электрически или гидравлически и конкретно для упомянутых элементов в каждом случае отдельно или с помощью общей рамы механизма. Поскольку в этом случае захватывающие устройства не передают печатную продукцию 16 к опорным элементам 34, то необходимо, чтобы захватывающие устройства 14 оставались закрытыми. Соответственно должен быть подогнан и орган управления со щелевой направляющей. Кожух 48, расположенный поверх соединительного устройства 36, предотвращает возникновение проблем при транспортировке печатной продукции 16 мимо соединительного устройства 36.
Следующий вариант осуществления предлагаемого устройства 10 показан на фиг.6, который по существу соответствует варианту осуществления по фиг.2 и 3. Опорные элементы 34, как и в варианте осуществления, показанном на фиг.2 и 3, движутся на роторе 44 вокруг центральной оси вращения В по кольцевому маршруту К. В отличие от варианта осуществления, показанного на фиг.2 и 3, в показанном здесь примере печатная продукция 16 захватывается за ее соответствующий открытый срез 20 и транспортируется захватывающими устройствами 14 над ротационным аппаратом 38 для прошивки проволочными скобами в направлении F движения конвейера. Сгиб 18 каждой печатной продукции 16, который выполнен на противоположной открытому срезу 20 стороне, под действием силы тяжести свисает вниз. В этом варианте осуществления опорные элементы 34 ротора 44 выполнены мечеобразными и перед операцией прошивки проволочными скобами вводятся между сторонами нежестких плоских изделий таблоидного формата. При прошивке проволочными скобами аппаратом 38 для прошивки проволочными скобами они удерживают сгиб 18 от смещения под действием направленной вверх силы. В показанном здесь варианте осуществления раскрывающее устройство 22 является лишним. Если операцию прошивки проволочными скобами выполнять не требуется, то ротационное проволокошвейное устройство 38 и (или) ротор 44 можно отключить и (или) убрать с маршрута транспортировки транспортера 12.
Один из вариантов осуществления представлен на фиг.7. Этот вариант по существу соответствует показанному на фиг.4 и 5, только верхняя сторона 50 на участке между отклоняющими валиками описывает примерно прямую линию. Чтобы получить пространство для размещения соединительного устройства 36, маршрут транспортировки транспортера 12 выполнен в виде соответствующей арки.
В варианте осуществления, показанном на фиг.8, реализован противоположный принцип. Этот вариант по существу соответствует показанному на фиг.4 и 5, но в данном случае маршрут транспортировки транспортера 12 проходит соединительное устройство 36 по прямой линии, а геометрия верхней стороны 50 револьверного устройства 32 имеет соответствующую большую кривизну. Преимущественно радиус кривизны стороны 50 можно подогнать к радиусу, который описывают проволокошвейные головки 40, или в случае другого соединительного устройства 36, например ультразвукового средства, к радиусу, который описывают сонотроды. Благодаря этой подгонке общий путь от опорных элементов и соответствующих проволокошвейный головок, сонотродов и т.п. удлиняется, что оказывает положительное влияние на качество соединения.
Следует понимать, что в случае несколько менее компактной конструкции, показанной на фиг.7 и 8, радиусы изгибов транспортера 12 с захватывающими устройствами или верхней стороны 50 могут быть большими при одновременном обеспечении более длинного маршрута.
На фиг.9 показан известный опорный элемент 34 с загибающим устройством 42, уже в принципе представленный, например, в заявке на европейский патент №03025534, поданной 7 ноября 2003 г. с приоритетом Швейцарии №20021886/2 от 9 ноября 2002 г., на фиг.7. Опорный элемент 34 выполнен в виде седловины 46, которая в середине имеет прорезь 70, и захватывающее устройство 14 может легко захватывать печатную продукцию, помещенную на седловину 46, или так, что их не потребуется отпускать захватывающими устройствами 14. Загибающие устройства 42 могут срабатывать от загибающего средства 57, встроенного в опорный элемент 34. Загибающее средство 57 расположено на стороне опорного элемента 34, противоположной печатной продукции 16. Опорный элемент 34 в крайних боковых зонах 64 имеет рычажные средства 68, поворачивающиеся вокруг осей вращения 66, в каждом случае с двумя плечами рычага, которые расположены противоположно друг другу и которые действуют на несущий элемент 72, проходящий параллельно продольной оси опорного элемента 34. Два разнесенных загибающих устройства 42 опираются на несущий элемент 72 таким образом, что могут взаимодействовать с проволокошвейными головками 40 привязанного аппарата 38 для прошивки проволочными скобами. Как известно, с помощью проволокошвейных головок проволочные скобы продавливаются через печатную продукцию 16, лежащую на опорных элементах. Рычажное средство 68 может срабатывать с управлением щелевыми направляющими (стрелка 80) и при включении прижимает загибающие устройства 42 к проволокошвейным головкам 40, и при этом выступающие концы проволочных скоб загибаются загибающими устройствами 42.
Для расширения возможностей применения предлагаемого устройства аппарат 38 для прошивки проволочными скобами и опорные элементы 34, как показано на фиг.10, согласно данному изобретению усовершенствованы, и теперь шитье проволочными скобами можно осуществлять при различных форматах бумаги. Для этого вместо седловины 46 можно предусмотреть, по крайней мере, два опорных элемента 62, которые в каждом случае стабилизируют загибающее устройство 42 и создают опору для печатной продукции. Как показано на фиг.9, загибающие средства 42 могут срабатывать с через щелевые направляющие (стрелка 80) с помощью рычажного средства. Вместо воздействия с помощью общего несущего элемента 72 теперь рычаги 68, поворачивающиеся вокруг своей оси вращения 66, воздействуют непосредственно на загибающие средства 42. Во время операции рычажные средства 68 в щелевых направляющих срабатывают синхронно, но индивидуально. Загибающие средства 42 вместе с их рычажными средствами 68 установлены на носителе (как показано стрелкой 60) с возможностью движения параллельно продольной оси опорного элемента 34. Чтобы обеспечить взаимодействие с проволокошвейными головками 40 последние также могут перемещаться параллельно продольной оси опорного элемента 34.
В примере, показанном на фиг.10, проволокошвейные головки и загибающие устройства соединены между собой таким образом, что соответствующие проволокошвейные головки 40 и загибающие устройства 42, которые логически привязаны друг к другу, могут вместе перемещаться параллельно продольной оси опорного элемента 34. Если аппарат для прошивки проволочными скобами представляет собой ротационную проволокошвейную машину 38, то проволокошвейные головки 40 могут смещаться, например, параллельно продольной оси опорного элемента 34, и при этом несущие диски 39 смещаются по оси ротационной проволокошвейной машины 38 в аксиальном продольном направлении. Общее смещение с загибающим устройством 42, соответствующим проволокошвейным головкам несущего диска 39, тогда осуществляется за счет соединения загибающего устройства 42 с несущим диском 39, например, соединительной планки (не показана). Однако загибающие устройства 42 и проволокошвейные головки 40 или несущие диски 39 могут перемещаться независимо друг от друга параллельно продольной оси опорного элемента - проволокошвейные головки 40 или несущие диски 39 на первом носителе (например, ось ротационной проволокошвейной машины) и загибающие устройства 42 на втором носителе, который показан на фиг.10 стрелками 58. Следует понимать, что при такой конструкции, параллельной продольной оси опорного элемента 34, необязательно работать с двумя сшивками вдоль сгиба 18 печатной продукции 16. Можно выполнять одну, две или более сшивок в продольном направлении опорного элемента 34 в зависимости от потребности и ширины печатной продукции 16. Соответственно, на носителях необходимо предусмотреть одно, два или более загибающих устройств 42 с рычажными средствами 68 и проволокошвейными головками 40 или несущих дисков 39 с проволокошвейными головками.
Ясно, что вместо прошивки проволочными скобами можно использовать и другие способы соединения, и другие рабочие стадии на транспортере. Так, например, можно выполнять клеевое соединение печатной продукции 16. В таком случае вместо аппарата 38 для прошивки проволочными скобами предлагаемое устройство 10 оборудуется соответствующим устройством для склеивания, например таким, которое описано в ЕР 0662440 и ЕР 0628429. Возможно и соединение с помощью ультразвука. Подходящее устройство для соединения ультразвуком описано, например, в ЕР 0390733 и ЕР 0390734, где оно используется вместо аппарата 38 для прошивки проволочными скобами или устройства для склеивания. В таком случае опорные элементы 34 револьверного устройства 32 или ротора 44 соответствующим образом переделываются.
Следующая возможная рабочая стадия, которую можно выполнять на транспортере 12, - это вставка. Так, например, пачки, образованные, как описано в ЕР 1254857, вставляются в печатную продукцию снизу, и при этом транспортер проходит устройство, описанное на фиг.13 и в параграфе 45 в ЕР 1254857. Затем осуществляют способ, как описано в параграфе 45 ЕР 1254857, в котором вместо верхних листов печатную продукцию, транспортируемую захватывающими устройствами 14 предлагаемого устройства, в раскрытом виде укладывают на пачку, которую необходимо вставить, и затем вместе с пачкой снова захватывают захватывающим устройством 14 того же транспортера 12 и транспортируют дальше. При этом печатная продукция 16 уже могла быть соединена на предыдущей рабочей стадии на транспортере сшивкой проволочными скобами, склеиванием или ультразвуком. Для вставки предлагаемое устройство в зоне, где должна выполняться вставка, просто дополняется устройством, показанным в ЕР 1254857. Ясно, что вложения и предварительно подготовленную продукцию и т.п. можно вставлять без каких-либо проблем.
Специалистам в данной области техники нетрудно, однако, использовать устройство, показанное на фиг.12 в ЕР 1254857, чтобы опять-таки вставить сфальцованный печатный лист или несколько печатных листов, вложенных один поверх другого на их сгибах впереди снизу в печатную продукцию 16, находящуюся в захватывающих устройствах 14 предлагаемого устройства. Вставляемые таким образом печатные листы могут со своей стороны соединяться между собой шитьем проволочными скобами, склеиванием и т.п. После вставки этих печатных листов тем же транспортером их можно перенести на следующую рабочую секцию, где вставленные печатные листы затем, например, соединяются с печатной продукцией 16, которая уже присутствует в захватывающих устройствах 14, с помощью ультразвука, склеиванием или другим способом соединения. Ясно, что в предлагаемом устройстве 10 с печатной продукцией 16 можно таким образом сводить и продукцию, созданную на обычных элементах подборочной машины, таких как барабаны подборочной машины, барабаны для прошивки проволочными скобами подборочной машины, барабаны для вставки и т.п. Согласно данному изобретению можно захватывать и следующую продукцию с револьверных устройств 34 или барабанов подборочной машины с предлагаемым транспортером. Ясно, что в качестве одной или нескольких рабочих секций можно предусмотреть и резальные секции. При этом, однако, их, как и другие рабочие секции, можно очень простым и недорогим способом убирать с маршрута транспортировки и при необходимости в этом снова возвращать в маршрут транспортировки печатной продукции 16.
Специалистам в данной области техники ясно, каким образом вышеописанные признаки и примеры предлагаемого устройства и предлагаемого способа можно комбинировать для получения нужного результата. Так, в предлагаемом устройстве 10 транспортер 12 можно пропускать по рабочим секциям, следующим одна за другой в нужном порядке, причем рабочие секции могут быть концом укладочного потока, соединительными секциями (прошивка проволочными скобами, склеивание, ультразвук и т.п.), концом маршрута подборочной машины или вставки, устройством, показанным на фиг.12 в патенте ЕР 1254857, и т.д. Благодаря наличию разветвителей (точек разветвления) или тому факту, что рабочие секции можно убирать с маршрута транспортировки путем их опускания, подъема, разворота и опорные элементы в револьверных или колесообразных устройствах, а также проволокошвейные головки и т.п. можно подгонять к формату бумаги, можно добиться большой гибкости в использовании всей установки.
Реферат
Изобретение относится к изданию газет, журналов и подобной печатной продукции. Осуществляют транспортировку печатных изделий (16) с помощью транспортера (12), во время которой передают печатные изделия в рабочую секцию (2) для их обработки. При необходимости рабочую секцию убирают с маршрута транспортировки и при необходимости снова вводят в указанный маршрут гибким образом. Обеспечивается возможность быстрой переналадки производства. 2 н. и 13 з.п. ф-лы, 10 ил.
Комментарии