Способ и устройство для транспортировки подаваемых каскадным потоком плоских предметов - RU2200693C2
Код документа: RU2200693C2
Чертежи










Описание
Данное изобретение относится к способу и устройству для транспортировки подаваемых каскадным потоком плоских предметов, таких как печатные изделия, согласно ограничительной части пункта 1, соответственно, пункта 5 формулы изобретения.
Способ и устройство такого типа известны из ЕР-А-0330868 и соответствующего патента США 4953847.
Расположенные равномерным каскадным потоком печатные изделия транспортируются с помощью выполненного в виде ленточного конвейера подающего транспортера в расположенную на конце ленточного конвейера приемную зону. Транспортировочное устройство с расположенными на тяговом элементе на равном расстоянии друг от друга транспортировочными зажимами проходит мимо конца ленточного конвейера с подъемом или спуском. Скорости транспортировки ленточного конвейера и транспортировочного устройства так согласовываются друг с другом, что каждый раз два подаваемых печатных изделия вводятся своими передними кромками в открытый транспортировочный зажим. Глубина транспортировочных зажимов больше расстояния между передними кромками печатных изделий в подводимом каскадном потоке так, что оба захваченных транспортировочным зажимом печатных изделия могут захватываться и транспортироваться дальше при неизменном положении относительно друг друга.
Таким образом, глубину транспортировочных зажимов необходимо согласовывать с расстоянием между передними кромками печатных изделий. Если при одинаковом расстоянии между передними кромками необходимо захватывать одним транспортировочным зажимом более двух печатных изделий, то для этого необходимы выполненные соответственно более крупными транспортировочные зажимы. Для того, чтобы гарантировать надежное введение печатных изделий в транспортировочные зажимы, необходимо соответствующим образом согласовать подающий транспортер и транспортировочное устройство.
Поэтому задачей данного изобретения является создание способа и устройства указанного типа, в которых устранены отмеченные недостатки. Кроме того, способ и устройство согласно данному изобретению должны обеспечивать транспортировку предметов по кривой в плоскости их транспортировки.
Эта задача решается с помощью способа и устройства с признаками пункта 1, соответственно, пункта 5 формулы изобретения.
Каждый отдельный транспортировочный зажим захватывает со стороны по меньшей мере два подаваемых предмета. За счет этого становятся возможными большие допуски как на расстояния между передними кромками предметов в подводимом каскадном потоке, так и на синхронизацию между подводящим транспортером и транспортировочным устройством. Один транспортировочный зажим может принимать различное количество предметов, а также предметы с различными расстояниями между передними кромками. Условием для этого является то, что каждый предмет располагается в зоне действия транспортировочного зажима. Удерживаемые транспортировочным зажимом неподвижно относительно друг друга предметы, образующие одну секцию, имеют возможность перемещения относительно предыдущей и следующей секций в плоскости транспортировки; это обеспечивает возможность транспортировки предметов, при сохранении наложения друг на друга секций, также по кривой в образованной секциями плоскости.
Предпочтительные модификации способа согласно изобретению и варианты выполнения устройства согласно изобретению приведены в зависимых пунктах формулы изобретения.
Ниже приводится подробное описание изобретения на примерах выполнения со ссылками на чертежи, на которых изображено:
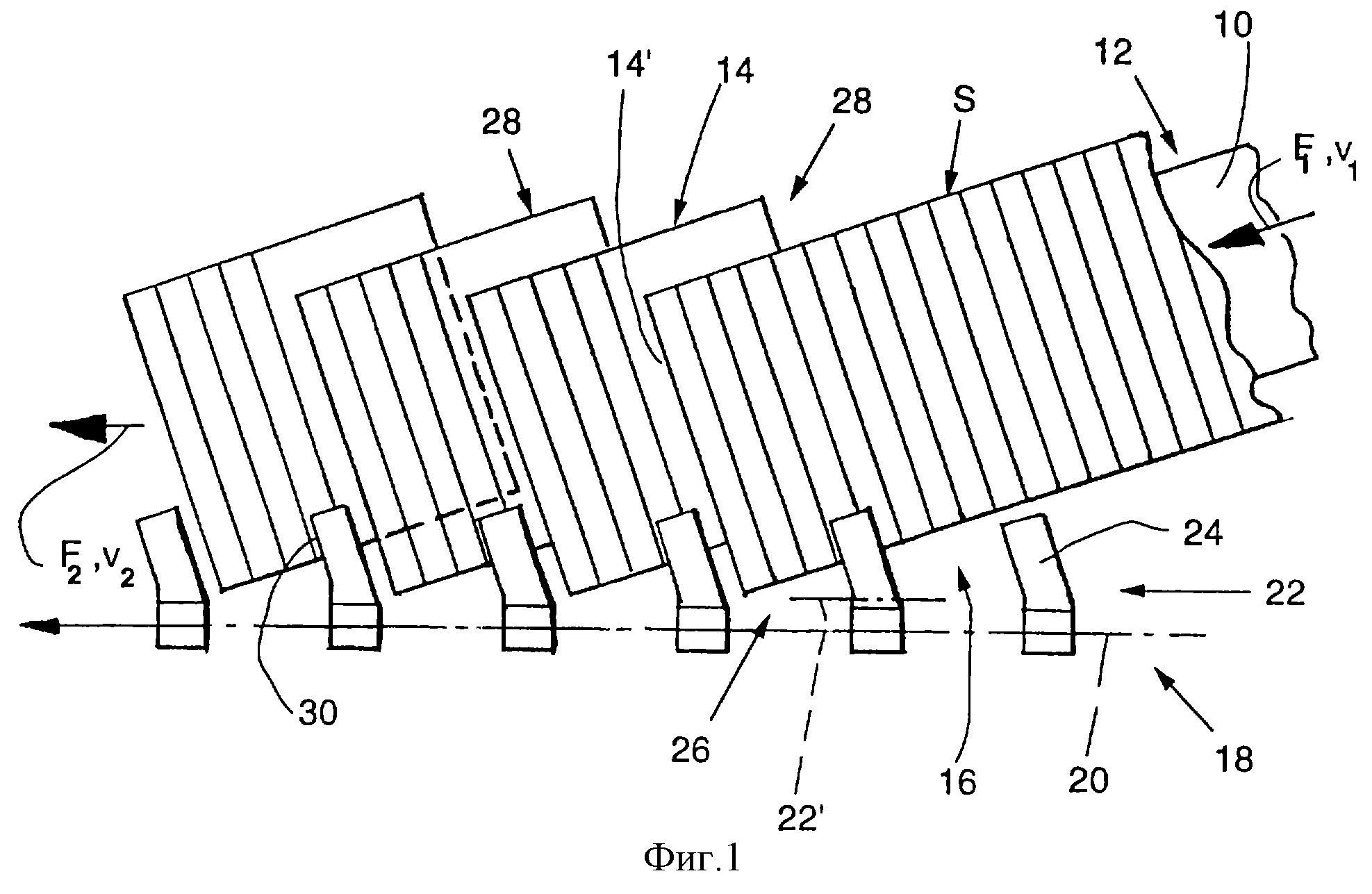
фиг. 1 - первый
вариант выполнения устройства, в котором каскадный поток подается наклонно относительно направления транспортировки транспортировочных зажимов, и каждый транспортировочный зажим захватывает одну
секцию каскадного потока с сохранением взаимного положения предметов, на виде сверху;
фиг. 2 - второй вариант выполнения устройства, в котором каскадный поток отклоняется для подвода
предметов к транспортировочным зажимам с направленной к ним составляющей движения, на виде сверху;
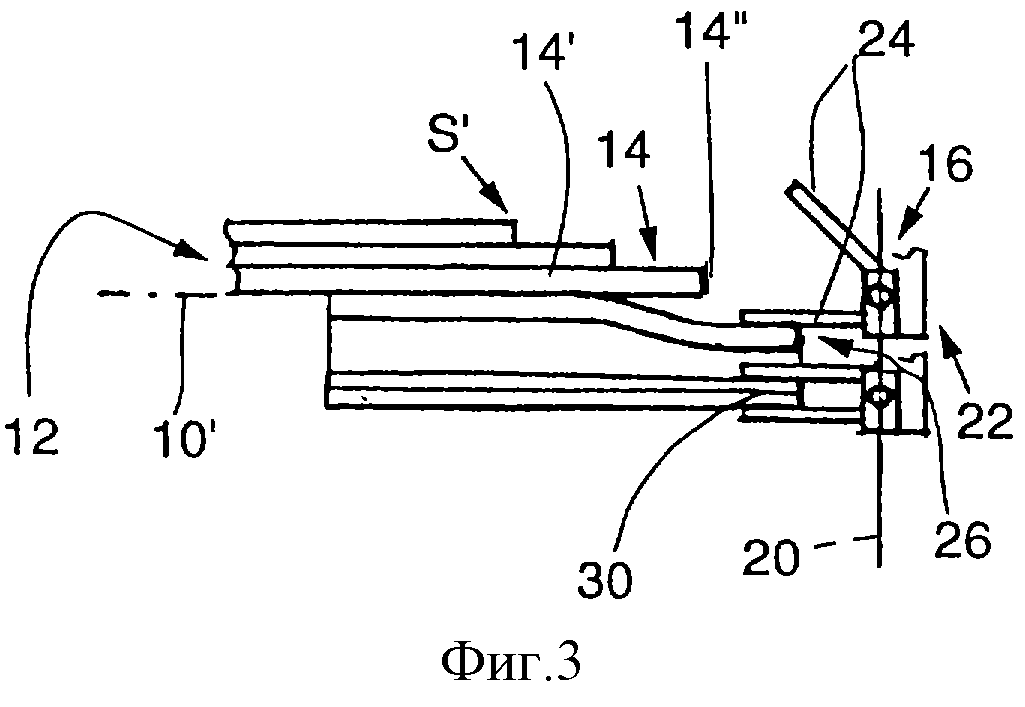
фиг.3 - часть устройства, показанного на фиг.2, на виде сбоку по стрелке III;
фиг.4
- третий вариант выполнения устройства с наклоненными относительно друг друга плоскостями транспортировки подводящего транспортера и транспортировочного устройства, в изометрической проекции;
фиг. 5 - четвертый вариант выполнения устройства, в котором подводящий транспортер выполнен в виде ленточного конвейера, подвижный конец которого находится в исходном положении, на виде
сбоку;
фиг. 6 - устройство по п.5, в котором конец подводящего транспортера перемещен в заднее положение для передачи изделий на транспортировочное устройство, на виде сбоку;
фиг. 7
- четыре
различных каскадных потока, транспортируемых с помощью показанного на фиг.5 и 6 устройства, на виде сбоку;
фиг. 8 - пятый вариант выполнения устройства с изменяемым расстоянием
между
следующими друг за другом транспортировочными зажимами, на виде сбоку;
фиг.9 - устройство по фиг.8, на виде сверху;
фиг. 10 - транспортировочные зажимы транспортировочного
устройства,
которые транспортируют каскадным потоком удерживаемые предметы, на виде сбоку;
фиг.11 - показанный на фиг.5 вариант выполнения при транспортировке предметов по кривой, на виде
сверху;
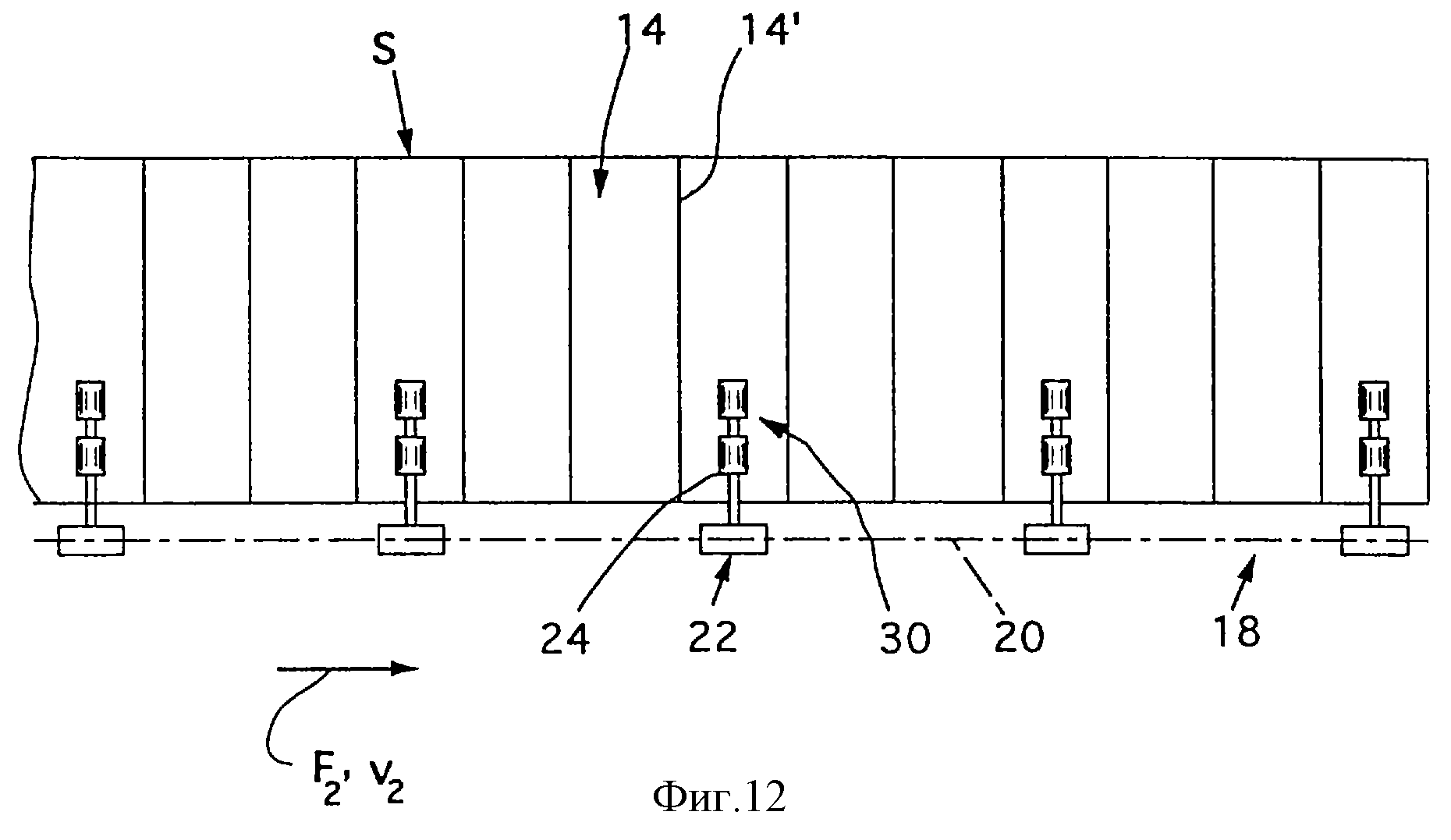
фиг. 12 - другой вариант выполнения транспортировочного устройства для транспортировки предметов каскадным потоком, на виде сверху;
фиг. 13 - транспортировочный зажим
транспортировочного устройства согласно фиг.12, на виде сбоку.
Показанное на фиг.1 устройство имеет подводящий транспортер 12, выполненный в виде ленточного конвейера 10. Он приводится непрерывно в движение в направлении F1 подачи со скоростью v1 и предназначен для транспортировки расположенных каскадным потоком S гибких, плоских предметов, в данном случае печатной продукции, таких как газеты, журналы или т.п., в приемную зону 16 у расположенного вниз по потоку конца ленточного конвейера 10. В каскадном потоке S каждый предмет 14 лежит на соответствующем предыдущем предмете и передняя кромка 14' предметов 14 проходит перпендикулярно направлению F1 подачи.
Транспортировочное устройство 18 имеет приводимые непрерывно в движение по кругу в направлении F2 транспортировки со скоростью v2 расположенные на одинаковом расстоянии друг за другом транспортировочные зажимы 22. Траектория 22' их движения лежит на обозначенной позицией 26 стороне приемной зоны 16 в заданной ленточным конвейером 10 плоскости транспортировки, и оба направления транспортировки F1 и F2 расположены под острым углом друг к другу. Составляющая скорости v1 подводящего транспортера 12, измеренная в направлении F2 транспортировочного устройства 18, соответствует скорости v2 транспортировки транспортировочного устройства 18.
Показанное на фиг. 2 устройство работает следующим образом. Открытые транспортировочные зажимы 22 перемещаются друг за другом в приемную зону 16, в которой они своими зажимными язычками 24 захватывают определенное количество, в данном случае пять предметов 14 с левой, относительно направления F1 подачи, стороны 26, за счет перевода захватных язычков 24 в закрытое положение и транспортируют эти предметы 14 в направлении F2 транспортировки с сохранением их взаимного положения. Захваченные и удерживаемые транспортировочным зажимом 22 предметы 14 представляют собой секцию 28 первоначального каскадного потока S. Боковая зажимная зона 30, в которой зажаты предметы 14, находится у передней кромки 14' соответствующего самого заднего предмета 14 секции 28. В этой зажимной зоне 30 все предметы 14 секции 28 накладываются друг на друга, причем самый передний предмет 14 удерживается на расстоянии от своей передней кромки 14', а самый задний предмет 14 удерживается у передней кромки 14'. По меньшей мере один участок наложения друг на друга всех предметов 14 в направлении F2 транспортировки находится в зажимной зоне 30. В закрытом положении транспортировочных зажимов 22 зажимные язычки 24 проходят параллельно передней кромке 14' предметов 14.
В показанном на фиг.2 устройстве подводящий транспортер 12 имеет ленточный конвейер 10 и установленный за ним ленточный транспортер 10', направление F1' транспортировки которого проходит наклонно к направлению F1 транспортировки ленточного конвейера 10. Ленточный конвейер 10 предназначен для подачи каскадного потока S, в котором каждый предмет 14 лежит на соответствующем предыдущем предмете, а их передние кромки 14' проходят перпендикулярно направлению F1 транспортировки, на ленточный транспортер 10', который вследствие своего косого положения образует из подаваемых предметов 14 "диагональный каскадный поток" S', в котором соответствующие друг другу кромки предметов 14 все еще расположены параллельно друг другу, однако следующие друг за другом предметы смещены примерно в направлении диагоналей предметов.
Ленточный транспортер 10' предназначен для подачи предметов 14 каскадным потоком S' в находящуюся у расположенного вниз по потоку конца ленточного транспортера 10' приемную зону 16, мимо которой в свою очередь проходит траектория движения транспортировочных зажимов 22 транспортировочного устройства 18 на обозначенной позицией 26 стороне. Транспортировочное устройство 18 в свою очередь имеет транспортировочные зажимы 22, расположенные на одинаковом расстоянии друг за другом в тяговом механизме 20, приводимом в движение по кругу в направлении F2 транспортировки со скоростью v2 транспортировки. В приемной зоне 16 траектория движения транспортировочных зажимов 22 имеет небольшой спад, как это показано на фиг.3, так, что траектория 22' движения пересекает заданную ленточным конвейером 10 и ленточным транспортером 10' плоскость транспортировки под острым углом. На виде сверху направление F2 транспортировки транспортировочного устройства 18 и направление F1 транспортировки ленточного конвейера 10 совпадают, и скорости v1 и v2 транспортировки также являются идентичными. Скорость v1' транспортировки ленточного конвейера 10' наряду с составляющей скорости в направлении к транспортировочному устройству 18 имеет составляющую, направленную в направлении F1 и F2 транспортировки, которая соответствует скорости v1 и v2 транспортировки. За счет этого передние кромки 14' предметов 14 сохраняют расстояние друг от друга, а предметы 14 перемещаются на транспортировочное устройство 18 своими боковыми кромками 14" вперед.
С помощью ленточного транспортера 10' каждые два предмета 14 своими боковыми кромками 14" вперед перемещаются в открытые транспортировочные зажимы 22, где они упираются своими боковыми кромками 14" в упор 32. За счет этого боковые кромки 14" снова оказываются выровненными относительно друг друга. Каждые два предмета 14 захватываются соответствующим одним транспортировочным зажимом 22 и транспортируются дальше. Вследствие наклона траектории 22' движения транспортировочных зажимов 22 соответствующий нижний зажимной язычок 24 прилегает к верхней плоской стороне заднего, захваченного передним транспортировочным зажимом 22 предмета 14, так, что следующий подаваемый ленточным транспортером 10' предмет 14 накладывается на этот зажимной язычок 24, как это показано на фиг.3.
Подводящий транспортер 12 показанного на фиг.4 устройства также имеет ленточный конвейер 10, который, однако, установлен наклонно в поперечном направлении. Он приводится непрерывно в движение в направлении F1 транспортировки со скоростью v1 транспортировки и предназначен для подачи каскадного потока S из предметов 14, в котором каждый предмет лежит на соответствующем предыдущем предмете, в приемную зону 16, расположенную у нижнего по потоку конца ленточного конвейера 10. Над направляющим валиком 34 транспортерной ленты 36 ленточного конвейера 10 на нижнем по потоку конце расположена пара прижимных роликов 38. Они обеспечивают передачу предметов 14 на транспортировочное устройство 18 только тогда, когда они своей задней относительно направления F1 транспортировки кромкой выходят из транспортировочной щели, образованной транспортерной лентой 36 и парой прижимных роликов 38.
В верхней, вследствие наклонного положения, части ленточного конвейера 12 расположен цилиндропоршневой агрегат 40, поршни которого соединены с опорным стержнем 42, который установлен с возможностью перемещения после передачи каждой секции 28 предметов 14 на транспортировочное устройство 18 из положения покоя, в котором он находится у конца ленточного конвейера 10, в направлении F1 транспортировки в указанное штриховыми линиями положение и затем обратно в положение покоя.
В направлении F1 транспортировки к подводящему транспортеру 12 примыкает транспортировочное устройство 18, которое с одной стороны имеет среднюю опорную ленту 44, с другой стороны на обозначенной позицией 26 стороне приемной зоны 16 - транспортер зажимов. Последний в свою очередь снабжен приводимым непрерывно в движение по кругу в направлении F2 транспортировки со скоростью v2 транспортировки тяговым механизмом 20, на котором на одинаковом расстоянии друг за другом закреплены выполненные с возможностью индивидуального управления транспортировочные зажимы 22. На стороне приемной зоны тяговый механизм 20 проходит вокруг имеющего вертикальную ось направляющего колеса 46. Образованные ленточным конвейером 10 и транспортировочным устройством 18 плоскости транспортировки расположены в направлении одинаковых направлений F1 и F2 транспортировки под острым углом друг к другу, причем они пересекаются по проходящей в направлении транспортировки прямой, которая по меньшей мере приблизительно совпадает с ниже расположенной боковой кромкой предметов 14, транспортируемых ленточным конвейером 10. Транспортер зажимов расположен на стороне лежащих выше боковых кромок 14" подаваемых предметов 14. Один из зажимных язычков 24 перемещается в плоскости транспортировки транспортировочного устройства 18, а второй подвижный язычок 24 в открытом положении транспортировочных зажимов 22 по меньшей мере приблизительно направлен вверх перпендикулярно этой плоскости транспортировки, а в закрытом положении - параллельно другому зажимному язычку 24.
После того как секция 28 предметов 14, которая в показанном примере состоит из четырех предметов, выходит из щели, образованной транспортерной лентой 36 и парой прижимных роликов 38, и тем самым один из зажимных язычков 24 соответствующего транспортировочного зажима 22 приходит в соприкосновение с опорной лентой 44, опорный стержень 42 перемещается из своего положения покоя в обозначенное штриховыми линиями положение. За счет этого в поперечном к плоскости транспортировки направлении образуется зазор 47 между подаваемыми ленточным конвейером 10 предметами и переданными на транспортировочное устройство 18 предметами 14. За счет поворота другого зажимного язычка 24 в этот зазор 47 закрывается транспортировочный зажим 22? и за счет поворота вокруг направляющего колеса 46 в зазор 47 вводится один из зажимных язычков 24 следующего транспортировочного зажима 22, причем этот язычок приходит в соприкосновение с длинным в направлении транспортировки предметом 14 на свободной плоской стороне самого заднего из захваченных предыдущим транспортировочным зажимом 22 предмета, как показано на фиг.4. Теперь опорный стержень 42 возвращается против направления F1 транспортировки назад в положение покоя, за счет чего в соответствующий открытый транспортировочный зажим 22 может передаваться следующая секция непрерывно подводимых предметов 14. Затем за счет последующего выдвижения опорного стержня 42 снова образуется зазор 47. Таким образом, все предметы одной секции 28 удерживаются единственным транспортировочным зажимом 22 с сохранением их относительного положения друг к другу. С помощью этого устройства можно также обрабатывать неравномерные каскадные потоки S. Единственным условием для этого является то, что все предметы 14 захватываются одним транспортировочным зажимом 22. Для этой цели предпочтительно по меньшей мере приблизительно одновременно с выдвижением опорного стержня 42 в приемную зону 16 поворачивается транспортировочный зажим 22.
В показанном на фиг.5 и 6 устройстве, так же, как и в показанном на фиг. 4 устройстве, подводящий транспортер 12 и транспортировочное устройство 18 расположены на одной линии друг за другом. Однако заданная выполненным в виде ленточного конвейера 10 подводящим транспортером 12 плоскость транспортировки в противоположность устройству согласно фиг.4 проходит параллельно плоскости транспортировки транспортировочного устройства 18. Направляющий валик 34 на нижнем по потоку конце ленточного конвейера 10 установлен с возможностью перемещения вместе с соответствующей парой прижимных роликов 38 из показанного на фиг.5 исходного положения против направления F1 транспортировки в показанное на фиг. 6 заднее положение 48' и снова обратно. Для компенсации изменения длины ветви транспортерной ленты 36 вследствие этого перемещения обратная ветвь проходит S-образно вокруг двух валиков, причем один из этих валиков установлен неподвижно в пространстве, а другой валик перемещается между неподвижным в пространстве валиком и направляющим валиком 34 вместе с ним.
Ленточный конвейер 10 предназначен для непрерывной подачи каскадного потока S, в котором снова каждый предмет лежит на предыдущем предмете, в направлении F1 транспортировки со скоростью v1 транспортировки.
Под направляющим валиком 34 и в поперечном направлении по середине ленточного конвейера 10 расположена опорная лента 44 транспортировочного устройства 18, которая в направлении транспортировки и против направления транспортировки выходит за приемную зону.
Кроме того, транспортировочное устройство 18 имеет приводимый по кругу в движение в направлении F2 транспортировки со скоростью v2 транспортировки, которая соответствует скорости v1 транспортировки, тяговый механизм 20, на котором на расстоянии друг за другом расположены управляемые по отдельности транспортировочные зажимы 22. На нижнем по потоку конце тяговый механизм 20 проходит вокруг направляющего колеса 46 с горизонтальной осью вращения так, что активная ветвь находится выше опорной ленты 44 и на обозначенной позицией 26 стороне приемной зоны 16.
Каждый транспортировочный зажим 22 имеет два зажимных язычка 24, которые установлены с возможностью поворота управляемым образом по отдельности, например с помощью кулис, из положения покоя, в котором они находятся в пассивном положении в проходящей в направлении транспортировки и перпендикулярной плоскости транспортировки плоскости, в активное положение, в котором они со стороны 26 входят в траекторию движения предметов 14.
Ниже приводится описание принципа действия, исходя из показанного на фиг.5 исходного положения 48 ленточного конвейера 10. Нижний зажимной язычок транспортировочного зажима 22, предназначенного для приема следующей секции 28 предметов 14 и перемещаемого в направлении F2 транспортировки в приемную зону 16, поворачивается в активное положение, в котором он прилегает к верхней свободной плоской поверхности самого заднего предмета 14 той секции 28, которая удерживается и транспортируется дальше непосредственно предшествующим транспортировочным зажимом 22. При этом транспортировочный зажим 22 находится относительно направления F транспортировки приблизительно в середине самого переднего предмета 14 подаваемого каскадного потока S. Теперь направляющий валик 34 перемещается назад в показанное на фиг.6 заднее положение, за счет чего четыре предмета 14 сбрасываются на транспортировочное устройство 18. Затем направляющий валик 34 со скоростью v1 транспортировки снова выдвигается вперед в исходное положение 48 без выдачи других предметов 14. За счет этого между последним выданным предметом 14 и следующим за ним, еще находящимся на ленточном конвейере 10 предметом 14, образуется зазор 47, в который поворачивается в свое активное положение верхний зажимной язычок 24 для зажима с целью дальнейшей транспортировки поданной секции 28 из четырех предметов 14. Одновременно нижний зажимной язычок 24 следующего транспортировочного зажима 22 снова ложится на верхнюю плоскую сторону самого заднего предмета 14 только что захваченной секции 28, после чего на транспортировочное устройство 18 может быть передана следующая секция 28. Предметы 14 одной секции снова удерживаются единственным транспортировочным зажимом 22 в боковой зажимной зоне 30, в которой соответствующие предметы 14 накладываются друг на друга.
Как следует из фиг.7, с помощью показанного на фиг.5 и 6 устройства можно обрабатывать различные подаваемые каскадные потоки S. На фиг.7 показан четыре раза один и тот же участок транспортировочного устройства 18, при этом вертикальными линиями обозначены положения транспортировочных зажимов 22. В показанном на самом верху варианте каждый транспортировочный зажим 22 захватывает два предмета 14 для дальнейшей транспортировки со стороны зажимной зоны 30, расположенной в зоне наложения друг на друга этих предметов. Во втором сверху варианте каждая секция состоит из четырех следующих друг за другом предметов 14, при этом все предметы 14 одной секции 28 удерживаются одним транспортировочным зажимом 22. Из третьего варианта следует, что можно обрабатывать неравномерные каскадные потоки S. В секцию 28, которая удерживается одним транспортировочным зажимом 22, входят ровно столько предметов 14, сколько подается с ленточного конвейера 10 во время одного рабочего цикла движения направляющего валика 34; или, другими словами, столько предметов, сколько подается за один такт транспортировочного устройства 18. В самом нижнем варианте показано, что в отличие от верхних вариантов, можно обрабатывать предметы 14 различного формата. Показанные здесь предметы в направлении F транспортировки больше, чем предметы в показанных выше вариантах.
В показанном на фиг.8 и 9 устройстве подводящий транспортер 12 имеет ленточный конвейер 10 и расположенную над ним прижимную ленту 50. Зона действия прижимной ленты 50 заканчивается с некоторым смещением назад относительно конца ленточного конвейера 10. Подводящий транспортер 12 предназначен для подвода расположенных каскадным потоком S предметов в направлении F1 транспортировки со скоростью v1 транспортировки в приемную зону 16.
Транспортировочное устройство 22 имеет транспортировочные зажимы 22, которые закреплены на каретке 54, проходящей известным образом в канале 52. Расположенные друг за другом каретки соединены друг с другом гибким тяговым средством 20', которое может быть соответствующим участком бесконечного тягового механизма 20. Канал 52 проходит по дуге в направлении приемной зоны 16 и проходит в ней на обозначенной позицией 26 стороне в направлении F1 транспортировки. В данном случае дуга является сектором круговой дуги, а положение находящихся в зоне дуги транспортировочных зажимов 22 определяется приводимым в движение в направлении F2 транспортировки кулачковым колесом 56, причем расстояние между следующими друг за другом транспортировочными зажимами 22 меньше распрямленной длины тягового средства 20', которое поэтому изображено волнистым. Ниже по потоку от приемной зоны 16 транспортировочные зажимы 22 приводятся в движение, например, также с помощью кулачкового колеса, причем транспортировочные зажимы 22 между приемной зоной 16 и этим приводом перемещаются под действием тягового усилия.
Как показано, в частности, на фиг.8, каждый транспортировочный зажим 22 имеет два зажимных язычка 24, которые установлены с возможностью перемещения навстречу друг другу вокруг оси, проходящей в направлении канала 52 симметрично плоскости транспортировки, из открытого положения 16 в закрытое положение в приемной зоне 16. Траектория 22' движения транспортировочных зажимов 22 лежит в приемной зоне 16 в определяемой подводящим транспортером 12 плоскости транспортировки.
Транспортировочный зажим 22 с находящимися в открытом положении зажимными язычками 24 транспортируется по дуге в приемную зону 16, при этом каскадный поток S захватывается со стороны 26. Как только транспортировочный зажим 22 достигает нижнего по потоку конца прижимной ленты 50, его зажимные язычки 24 переводятся в закрытое положение, и транспортировочный зажим 22 вследствие действия тягового усилия ускоряется в направлении F2 транспортировки. Это приводит к тому, что в данном случае четыре образующих секцию 28 предмета 14 захватываются с сохранением их взаимного положения, а перехлест между самым задним из этих предметов и следующим предметом, захват которого предотвращается прижимной лентой 50, уменьшается. За счет этого обеспечивается то, что следующий транспортировочный зажим 22 не сможет захватить предметы, удерживаемые непосредственно предшествующим транспортировочным зажимом 22. В этом случае предметы 14 одной секции 28 удерживаются со стороны в месте перехлеста предметов в зажимной зоне 30.
На фиг. 10 и 11 показано транспортировочное устройство 18 с транспортировочными зажимами 22, расположенными на расстоянии друг за другом на тяговом механизме 20, приводимом в движение в направлении F2 транспортировки. Каждый транспортировочный зажим 22 имеет плоский, примерно прямоугольный нижний зажимной язычок 24 и выполненный вилкообразным верхний зажимной язычок 24. Каждый транспортировочный зажим 22 удерживает секцию из четырех предметов 14. На прямом участке транспортировочного устройства 18 предметы 14 образуют равномерный каскадный поток S. Как показано на фиг.11, при прохождении находящихся в плоскости каскадного потока S кривых предметы 14 одной секции перемещаются относительно предметов смежных секций, однако, при этом они сохраняют свое взаимное положение внутри одной секции.
На фиг. 12 и 13 показан участок другого возможного варианта выполнения транспортировочного устройства 18. На приводимом в движение по кругу тяговом механизме 20 снова закреплены на расстоянии друг от друга транспортировочные зажимы 22, захватные язычки 24 которых в этом случае образованы хвостовиками, которые на двух участках снабжены покрытием, например, из резины. Вместо плоскостной зажимной зоны 30, которая имеет место в указанных выше вариантах выполнения, в этом случае зажимная зона 30 является скорее линейной. В этом случае каждый транспортировочный зажим 22 также удерживает несколько предметов, в показанном примере три, со стороны в зажимной зоне 30, при этом каждая образованная таким образом секция 28 удерживается одним транспортировочным зажимом 22.
Возможно также, что транспортировочный зажим 22 имеет два противоположно расположенных зажима так, что предметы 14 одной секции в направлении транспортировки удерживаются на обеих сторонах. Однако и в этом случае эти зажимы удерживают только предметы одной и той же секции.
Возможно также располагать транспортировочные зажимы на индивидуально вызываемых, перемещающихся на рельсе отдельных каретках или салазках. Привод этих отдельных кареток или салазок может осуществляться, например, за счет магнитного сцепления с непрерывно приводимым в движение приводным элементом. Конструкция и принцип действия такого варианта выполнения описаны в более ранних заявках на патент Швейцарии 1997 2962/97; 1997 2963/97; 1997 2964/97 и 1997 2965/97.
В зависимости от расстояния между транспортировочными зажимами, конструкции транспортировочных зажимов, расстояния между соответствующими кромками предметов и формата предметов секция может иметь различное количество предметов.
Передачу секций с транспортировочного устройства 18 можно осуществлять так, что снова образуется каскадный поток, который является одинаковым с подаваемым каскадным потоком. Можно осуществлять передачу также по секциям так, что секции сохраняют их взаимное положение, которое они занимают в зоне транспортировочного устройства (см. фиг.1, 8, 9).
Реферат
Способ и устройство могут быть использованы для транспортировки подаваемых каскадным потоком плоских предметов, таких как печатная продукция, и позволяют обрабатывать неравномерные каскадные потоки с различными расстояниями между передними кромками предметов, а также гарантируют надежное введение предметов в транспортировочные зажимы. В предложенном способе по меньшей мере два подаваемых предмета захватывают исключительно одним транспортировочным зажимом сбоку, относительно направления транспортировки, в зажимной зоне, в которой находится по меньшей мере одна зона наложения друг на друга этих предметов и, удерживая с помощью него, транспортируют дальше. Устройство содержит подводящий транспортер для транспортировки предметов каскадным потоком к приемной зоне и установленное за подводящим транспортером транспортировочное устройство с расположенными друг за другом в направлении транспортировки, выполненными с возможностью управления по отдельности транспортировочными зажимами, которые предназначены для захвата сбоку в приемной зоне по меньшей мере двух подводимых предметов и их дальнейшей транспортировки. 2 с. и 11 з.п.ф-лы, 13 ил.
Комментарии