Способ и устройство для переработки стопок листов в пачки защищенных бумаг, в частности, пачки банкнот - RU2533442C2
Код документа: RU2533442C2
Чертежи






Описание
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение по существу относится к изготовлению защищенных бумаг, в частности банкнот, и более конкретно к способу и устройству для переработки стопок листов в пачки защищенных бумаг, в частности пачки банкнот.
В контексте данного изобретения термин «защищенные бумаги» понимается как охватывающий все типы защищенных документов и/или ценных документов, таких как банкноты, чеки, гербовые марки, лотерейные билеты, паспорта, идентификационные или проездные документы и подобные им. Предпочтительно указанные защищенные бумаги являются банкнотами.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
В данной области техники уже существуют способы и устройства, предназначенные для переработки листов защищенных бумаг, главным образом банкнот, в пачки защищенных бумаг и в стопки пачек защищенных бумаг (так называемые способы и устройства для «послепечатной обработки»).
Подобные способы и устройства послепечатной обработки предложены, например, в патентах США №№3939621, 4045944, 4283902, 4453707, 4463677, 4558557, 4558615, 4653399, в заявке на европейский патент №ЕР 0656309 А1, в международной заявке №WO 01/49464 А1, в заявке на европейский патент №ЕР 1607355 А1 и в международной заявке №WO 2008/010125 А2, все от имени настоящего заявителя. Особенно эффективное решение предложено в международной заявке №WO 2004/016433 А1, также поданной от имени настоящего заявителя, причем указанное решение целиком включено в данную заявку посредством ссылки и особенно подходит для обеспечения непрерывного потока защищенных бумаг с упорядоченной последовательностью нумераций. Другие известные решения раскрыты в заявке на европейский патент №ЕР 0598679 А1, в международных заявках №№WO 2005/018945 А1, WO 2006/131839 А2 и заявке на патент №GB 2262729А.
Как изложено в вышеупомянутых публикациях, общей практикой в данной области техники является изготовление защищенных бумаг в виде листов или последовательных участков непрерывного полотна, каждый из которых содержит множество оттисков защищенных бумаг, расположенных в виде матрицы рядов и столбцов. Указанные листы или последовательные участки полотна в итоге разрезают с формированием отдельных защищенных бумаг, как правило, после нумерации каждого оттиска.
В дальнейшем под термином «лист» следует понимать равным образом отдельный лист, применительно для печатных прессов с листовой подачей, или участок непрерывного полотна, применительно для печатных прессов с рулонной подачей, при этом участок непрерывного полотна в итоге разрезают на листы после последней операции нанесения отпечатка на полотно. В начале процесса послепечатной обработки, как правило, заданное количество последовательных листов (обычно сто листов) складывают один на другой с образованием последовательных стопок листов, а затем указанные стопки перерабатывают одну за другой с обеспечением разрезания по рядам и по столбцам между оттисками защищенных бумаг для получения отдельных пачек защищенных бумаг. Затем указанные пачки, как правило, складывают в стопки, обычно по десять пачек в каждой стопке.
Фиг.1 схематически иллюстрирует вид сверху устройства переработки стопки листов, обозначенного в целом номером 1 позиции и предназначенного для переработки стопок листов в отдельные пачки, причем указанное устройство работает с применением способа, аналогичного способу, раскрытому в патенте США №4283902 (см. также патенты США №№4453707, 4463677, 4558557, 4558615 и 4653399). Указанное устройство выполнено с возможностью переработки листов с типовой скоростью, равной 10000 листов в час. В этом примере ссылочной позицией SS обозначена заданная стопка листов, обычно содержащая сотню последовательных листов, сложенных один на другой. Как уже было отмечено, следует понимать, что каждый лист содержит массив или матрицу из напечатанных на нем оттисков защищенных бумаг, при этом указанная матрица состоит из М столбцов и N рядов. Очевидно, что фактическое количество столбцов и рядов оттисков защищенных бумаг на листах зависит от размеров листа и от размеров каждого оттиска защищенной бумаги.
В рамках данного изобретения и для ясности изложения под термином «столбец» следует понимать расположение оттисков защищенных бумаг один за другим вдоль первого размера листов, называемого в данном документе «длиной листа», тогда как под термином «ряд» следует понимать расположение оттисков защищенных бумаг один за другим вдоль второго размера листов, называемого в данном документе «шириной листа», как схематически показано на фиг.2. Однако, строго говоря, термины «столбец/ряд» и «ширина листа/длина листа» являются взаимозаменяемыми. В соответствии с указанным определением длина листа обычно соответствует размеру листов (или участков полотна), параллельному направлению прохождения листов (или непрерывного полотна) через печатный пресс или прессы, которые используются для печати, тогда как ширина листа соответствует размеру листов, перпендикулярному направлению прохождения листов (или непрерывного полотна). Обычно ширина листа превышает длину листа.
Как правило, в данной области техники размеры (независимо от того будут это отдельные листы, обрабатываемые на печатных прессах с листовой подачей, или последовательные участки непрерывного полотна, обрабатываемые на рулонных печатных прессах) могут составлять, например, 820 мм по ширине и 700 мм по длине (т.е. 820×700 мм). На листах с такими размерами можно выполнить, например, шесть столбцов (М=6) по десять рядов (N=10) оттисков защищенных бумаг размером, например, 130×680 мм. На листах размером 740×680 мм можно выполнить, например, четыре столбца (М=4) по семь рядов (N=7) оттисков защищенных бумаг размером, например, 180×90 мм. На листах с небольшими размерами, например, 420×400 мм можно выполнить, например, четыре столбца (М=4) по шесть рядов (N=6) оттисков защищенных бумаг размером, например, 100×60 мм. Конечно, вышеуказанные примеры приведены исключительно с иллюстративной целью.
На схематическом виде, показанном на фиг.1, каждый лист содержит пять столбцов (М=5) по десять рядов (N=10) оттисков защищенных бумаг, т.е. на лист приходится пятьдесят оттисков. Стопку SS листов сначала пошагово пропускают (в направлении у, показанном на фиг.1) через первую режущую установку CS1, где стопку SS разрезают вдоль рядов оттисков защищенных бумаг с получением на выходе последовательных групп полос S, состоящих из пачек защищенных бумаг. В этом примере получают десять (N=10) таких полос S в результате разрезания каждой стопки SS вдоль рядов, причем каждая состоящая из пачек полоса S защищенных бумаг содержит заданное количество оттисков защищенных бумаг, а именно в данном случае пять сотен (т.е. М=5 раз по сто) оттисков (т.е. равно пяти пачкам по сто защищенных бумаг в каждой). В данном способе кромки (не показаны) переднего и заднего краев листов обычно обрезают и выбрасывают.
Затем каждую состоящую из пачек полосу S защищенных бумаг обычно последовательно пропускают через пачковязальную машину BS, содержащую множество пачковязальных блоков, распределенных по длине каждой указанной полосы S (т.е. в направлении х, показанном на фиг.1) для наложения скрепляющих лент В вокруг соответствующего одного из многих мест на указанной полосе S, которая содержит оттиски защищенных бумаг. Подходящие пачковязальные блоки для скрепления лентой (называемого также «обандероливанием») описаны, например, в международной заявке №WO 2005/085070 А1, поданной от имени настоящего заявителя. В этом примере количество пачковязальных блоков в пачковязальной установке BS равно количеству столбцов оттисков защищенных бумаг на каждом листе, а именно пять пачковязальных блоков (М=5) в данном примере. Пачковязальную операцию можно исключить или заменить ее какой-либо другой операцией, обеспечивающей скрепление защищенных бумаг в пачки, например, с помощью скрепок.
Затем каждую полосу S пачек защищенных бумаг, снабженную таким образом скрепляющими лентами В и называемую в данном документе полосой S*, состоящей из обвязанных пачек защищенных бумаг, подают из пачковязальной установки BS к следующей обрабатывающей установке. В показанном примере каждую указанную полосу S* выводят в боковом направлении (в направлении А, противоположном направлению х на фиг.1) из пачковязальной установки BS и подают (в направлении у) на листоподборочный участок, на котором все полосы S* защищенных бумаг из заданной одной стопки SS листов перегруппируют с созданием стопкообразной структуры SS* из N полос S* обвязанных пачек защищенных бумаг, в соответствии со структурой исходной стопки SS листов. В указанной структуре SS* полосы S* обычно расположены близко друг к другу или даже примыкают друг к другу.
Полученную таким образом структуру SS* из указанных полос S* затем пошагово пропускают (в направлении х) через вторую режущую установку CS2, на которой стопкообразную структуру SS* разрезают вдоль столбцов оттисков защищенных бумаг с получением на выходе последовательных групп 2 пачек 5 защищенных листов, причем вторая режущая установка CS2 одновременно и пошагово разрезает все указанные полосы S*. В этом примере в результате постолбцового разрезания каждой структуры SS* получается пять (М=5) последовательных групп 2 пачек 5 защищенных бумаг, каждая из которых снабжена скрепляющей лентой, причем каждая последовательная группа 2 состоит из заданного количества пачек 5, расположенных рядом друг с другом, а именно десять (N=10) пачек 5, каждая из которых состоит из сотни отдельных защищенных бумаг (т.е. равной одному столбцу оттисков защищенных бумаг в исходной стопке SS листов). При данном способе кромки (не показаны) правых и левых краев листов (т.е. кромки верхней и нижней частей структуры SS*, показанной на фиг.1) обычно обрезают и выбрасывают. Как вариант, как изложено в патенте №US 4283902, правые и левые кромки могут быть обрезаны до подачи стопки SS листов к первой режущей установке CS1 с помощью дополнительного режущего устройства.
Затем каждую группу 2 пачек 5 защищенных бумаг необходимо удалить до поступления следующей группы 2 пачек 5. Каждая пачка 5 группы 2 также должна быть отделена с образованием в результате потока разнесенных пачек 5, как схематично проиллюстрировано на фиг.1. Такое разделение необходимо для обеспечения возможности дальнейшей индивидуальной обработки каждой пачки, в частности для создания соответствующих стопок 75 из пачек 2 (далее «стопки пачек»). Указанное дополнительное складывание отдельных пачек 5 в стопки 75, в частности, включает поворот на 180° каждых двух пачек 5 (указанный поворот с чередованием пачек схематически показан на фиг.1) для компенсации обычных отклонений толщины защищенных бумаг, обусловленных, например, различными рельефами, создаваемыми в результате глубокой печати, наличием защитных элементов, нанесенных на выбранные участки субстрата (например, компонентов с изменяющимися оптическими характеристиками), или наличием защитного элемента, введенного локально в субстрат (например, водяные знаки, защитные нити, окна и т.д.). В виду этого скрепляющая лента, размещаемая вокруг каждой пачки, как правило, также накладывается у пачковязальной установки BS со смещением относительно средней части каждой пачки. Описание подходящего способа и устройства для выполнения операции разделения пачек и их упаковки, например, приведено в европейской заявке №08155236.6, озаглавленной «Method and system for processing bundles of securities, in particular banknote bundles», поданной 25 апреля 2008 года от имени настоящего заявителя, в настоящее время опубликованной как ЕР2112110 А1 (см. также международную заявку №РСТ/1 В2009,051583, поданную 16 апреля 2009 года, приоритет которой заявляется по указанной европейской заявке №08155236.6, опубликованной в настоящее время как WO 2009/130638 А1).
С учетом обычно используемой скорости обработки, равной 10000 листов в час, новая стопка SS из сотни листов будет подаваться на вход первой режущей установки CS1 каждые 36 сек (=(100*3600)/10000), что эквивалентно поступлению новой полосы S, S* на выходе первой режущей установки CS1 каждые 36/N сек. В этом примере, в котором каждый лист несет пять (М=5) столбцов и десять (N=10) рядов оттисков защищенных бумаг, это означает, что новая полоса S, S* поступает каждые 3,6 с.
В контексте вышеуказанного способа послепечатной обработки важно, чтобы каждая из полученных в результате пачек 5 содержала необходимое количество субстратов, а именно не более и не менее ста субстратов. Для этого во время послепечатной обработки выполняют операцию подсчета для проверки наличия в каждой пачке 5 правильного количества субстратов. Подсчет может выполняться механическим средством, например счетными дисками, описание которых, например, приведено в патентном документе №ЕР 0737936 А1. Как вариант, можно предложить решения «бесконтактного» оптического подсчета с использованием оптических систем, считывающих изображение стороны стопки субстратов и с помощью этого изображения определяющих количество субстратов. Подобные решения, например, раскрыты в международных заявках №№WO 96/22553 А1, WO 2004/059585 А1, WO 2004/097732 А1 и WO 2006/016234 А1.
В соответствии с международной заявкой №WO 2006/016234 А1 оптический подсчет выполняют сразу после операции разрезания, когда сложенные субстраты неподвижно расположены под режущим устройством и, предпочтительно, когда сложенные субстраты все еще прижаты прижимающим устройством на режущей установке. Однако было установлено, что такое решение по существу не может быть очень практичным, так как оно приводит к ограничению способа расположения датчика изображения, используемого для считывания изображения стороны сложенных субстратов, что может привести к неточности считываемого изображения. Фактически, как показано на чертежах патентного документа №WO 2006/016234 А1, датчик изображения должен быть расположен после режущей установки и обращен к только что разрезанной стороне стопки субстратов, которые еще находятся под режущим средством, т.е. подразумевается, что датчик изображения не может быть расположен непосредственно перед стопкой субстратов (так как в противном случае он будет создавать препятствие на пути субстратов, выпускаемых из режущей установки), а должен быть расположен под углом к пути прохождения субстратов. Кроме того, ограничено время для считывания одного или более изображений стороны стопки субстратов при нахождении стопки субстратов под режущим средством на режущей установке.
Соответственно, существует необходимость в улучшенном решении, при котором оптический подсчет может быть выполнен с большей свободой и большей надежностью без вмешательства в процесс послепечатной обработки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, целью данного изобретения является создание улучшенных способа и устройства для переработки стопок листов в пачки защищенных бумаг, в частности пачки банкнот, причем количество субстратов может быть проверено соответствующим образом оптическими средствами.
Другой целью данного изобретения является создание способа и устройства, простых в реализации и устойчивых к отказам, с одновременным обеспечением возможности поддержания высокой эффективности производства.
Соответственно, данное изобретение относится к способу переработки стопок листов в пачки защищенных бумаг, в частности пачки банкнот, включающему этапы:
разрезания последовательных стопок листов, каждый из которых содержит множество оттисков защищенных бумаг, расположенных в виде матрицы рядов и столбцов, с образованием последовательных групп состоящих из пачек полос, и разрезания последовательной группы состоящих из пачек полос на последовательные группы упорядоченных пачек защищенных бумаг,
причем указанный способ дополнительно включает этап подсчета количества субстратов в каждой состоящей из пачек полосе до ее разрезания на последовательные группы упорядоченных пачек, причем указанный подсчет включает:
считывание по меньшей мере одного изображения по меньшей мере участка продольной стороны полосы из пачек при продвижении указанной полосы в направлении перемещения, параллельном продольной стороне указанной полосы, и
обработку указанного по меньшей мере одного изображения для определения количества субстратов в состоящей из пачек полосе.
Данное изобретение также относится к устройству для переработки стопок листов в пачки защищенных бумаг, в частности пачки банкнот, содержащему:
первую режущую установку для разрезания последовательных стопок листов, каждый из которых содержит множество оттисков защищенных бумаг, расположенных в виде матрицы рядов и столбцов, с образованием последовательных групп состоящих из пачек полос, и
вторую режущую установку для разрезания последовательных групп состоящих из пачек полос на последовательные группы упорядоченных пачек защищенных бумаг,
причем указанное устройство дополнительно содержит оптическую систему для подсчета количества субстратов в каждой состоящей из пачек полосе до ее разрезания на последовательные группы упорядоченных пачек, причем оптическая система содержит:
датчик изображения, предназначенный для считывания по меньшей мере одного изображения по меньшей мере участка продольной стороны состоящей из пачек полосы при продвижении указанной полосы в направлении перемещения, параллельном продольной стороне указанных полос, и
блок обработки информации, предназначенный для обработки указанного по меньшей мере одного изображения для определения количества субстратов в состоящей из пачек полосе.
Предпочтительные варианты выполнения данного изобретения составляют предмет изобретения в соответствии с прилагаемыми зависимыми пунктами формулы изобретения.
В соответствии с одним вариантом выполнения каждая состоящая из пачек полоса снабжена скрепляющими лентами, распределенными по длине каждой указанной полосы, при этом подсчет количества субстратов выполняется на полосах, состоящих из уже обвязанных пачек. Такое решение способствует правильному подсчету, так как сложенные субстраты в состоящей из пачек полосе скреплены вместе с помощью скрепляющих лент.
В соответствии с предпочтительным вариантом этого варианта выполнения изображения продольной стороны каждой состоящей из обвязанных пачек полосы могут преимущественно считываться для дополнительной проверки правильного расположения скрепляющих лент по длине состоящих из обвязанных пачек полос.
В соответствии с другим вариантом выполнения подсчет количества субстратов предпочтительно выполняется несколько раз вдоль продольной стороны каждой состоящей из пачек полосы, например, количество измерений по меньшей мере соответствует количеству пачек в состоящей из пачек полосе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже проиллюстрировано устройство по данному изобретению в виде примеров со ссылкой на прилагаемые чертежи, на которых:
фиг.1 представляет собой схематический вид сверху устройства для переработки стопок листов, каждый из которых содержит множество оттисков защищенных бумаг, расположенных в виде матрицы рядов и столбцов, с образованием последовательных групп упорядоченных пачек,
фиг.2 представляет собой схематический вид разметки листа, иллюстрирующий термины «столбец», «ряд», «длина листа» и «ширина листа» в объеме данного изобретения,
фиг.3 и 4 представляют собой схематические частичные виды в аксонометрии устройства в соответствии с одним вариантом выполнения данного изобретения,
фиг.5 представляет собой схематический вид сверху устройства, показанного на фиг.3 и 4,
фиг.6 представляет собой увеличенный вид, показанный на фиг.5,
фиг.7 представляет собой иллюстративное реальное изображение, полученное с участка продольной стороны состоящей из пачек полосы, и
фиг.8 представляет собой схематический вид оптической системы, используемой в контексте данного изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Фиг.3-6 и 8 иллюстрируют вариант выполнения способа и устройства для переработки стопок листов в пачки защищенных бумаг, в частности пачки банкнот, в соответствии с данным изобретением. Фиг.3-6 представляют собой только частичные схематические виды, иллюстрирующие выполнение подсчета путем оптического считывания, в контексте предлагаемых способа и устройства. Что касается принципа послепечатной обработки, то подобный принцип аналогичен принципу, рассмотренному в преамбуле данного описания со ссылкой на фиг.1 и 2, поэтому повторное объяснение указанного принципа не приводится.
Достаточно понимать, что указанный способ послепечатной обработки по существу включает этапы (см. фиг.1):
разрезания последовательных стопок из листов SS, каждый из которых содержит множество оттисков защищенных бумаг, расположенных в виде матрицы рядов и столбцов (см. фиг.2), на последовательные группы полос S, S*, состоящих из пачек, и
разрезания последовательных групп полос S, S*, состоящих из пачек, на последовательные группы 2 упорядоченных пачек 5 защищенных бумаг.
Аналогично, достаточно понимать, что указанное устройство для послепечатной обработки по существу содержит (см. фиг.1):
первую режущую установку CS1 для разрезания последовательных стопок листов SS с образованием последовательных групп полос S, S*, состоящих из пачек, и
вторую режущую установку CS2 для разрезания последовательных групп состоящих из пачек полос S, S* с образованием последовательных групп 2 упорядоченных пачек 5 защищенных бумаг.
В соответствии с предпочтительным вариантом выполнения, показанным на фиг.3 - 6 и 8, оптический подсчет количества субстратов выполняют после прохождения пачковязальной установки BS на полосах S*, состоящих из обвязанных пачек. Указанная операция обвязки не является обязательной, поэтому операция оптического подсчета, как вариант, может выполняться на полосах S, состоящих из необвязанных пачек, а нижеследующее описание данного изобретения равным образом относится и к этому случаю. Однако предпочтительным является выполнение операции оптического подсчета на полосах S*, состоящих из обвязанных пачек, так как в этом случае гарантируется, что все субстраты в указанных полосах S* скреплены надлежащим образом.
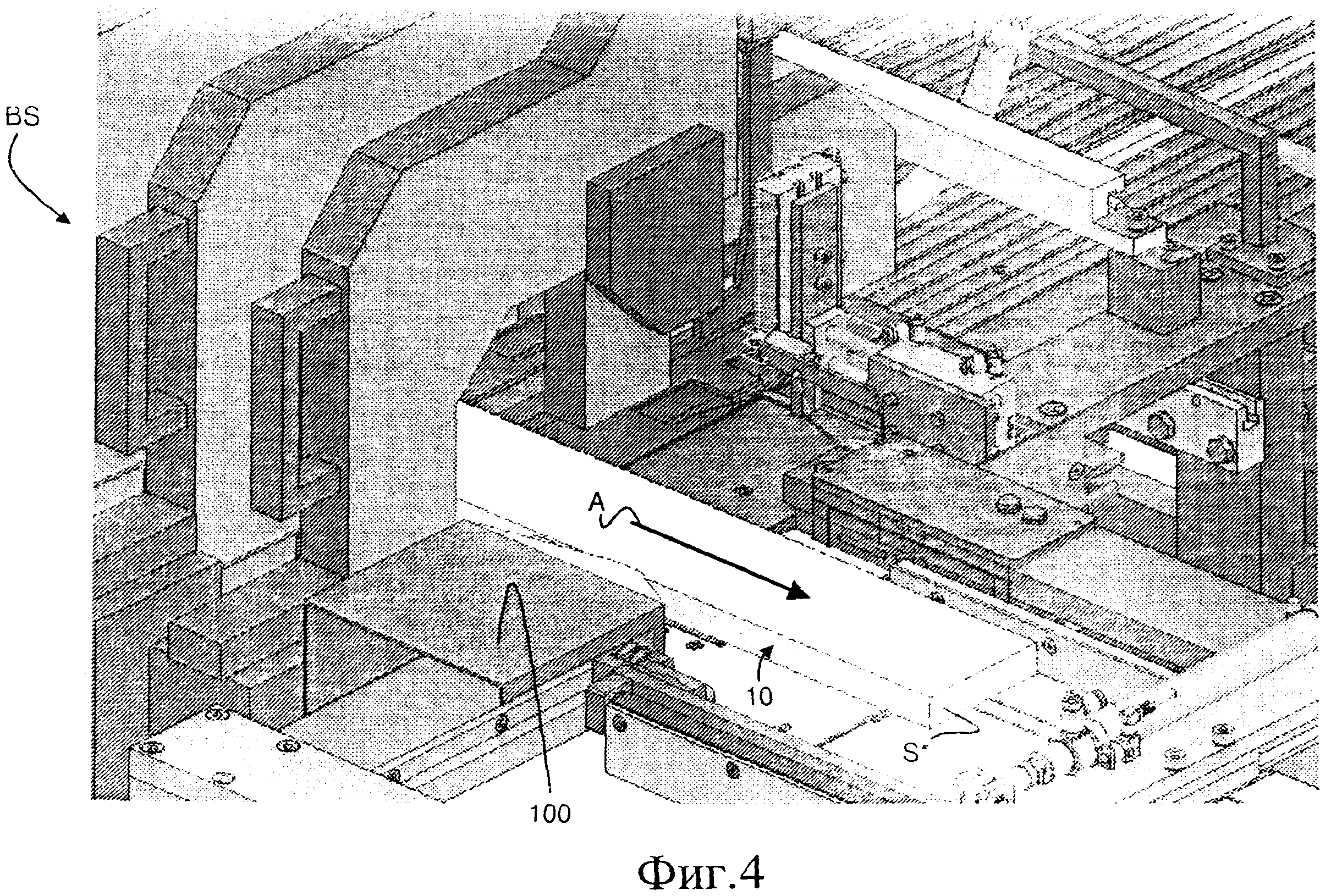
Более точно, как показано на фиг.3-6 и 8, указанная оптическая система содержит датчик 100 изображения, размещенный на пути прохождения полос S* для считывания по меньшей мере одного изображения I по меньшей мере участка продольной стороны 10 полосы S*. Иллюстративное изображение I участка продольной стороны 10 полосы S* показано на фиг.7.
Это означает, что в примере, показанном на фиг.3-6, выполняется считывание по меньшей мере одного изображения I при продвижении указанной полосы S* в направлении перемещения А (из пачковязальной установки BS - см. фиг.1), причем указанное направление параллельно, как показано на фиг.1, направлению, вдоль которого режут стопки листов SS на состоящие из пачек полосы S, S* на первой режущей установке CS1.
Датчик 100 изображения присоединен к блоку 200 обработки информации (который на фиг.3-6 не показан, но схематически показан на фиг.8), причем указанный блок 200 выполнен с возможностью обработки по меньшей мере одного изображения I, считанного датчиком 100, для определения с помощью указанного изображения количества субстратов в полосе S*. При этом возможно использование любого способа обработки изображения. В этом отношении можно сослаться, например, на патентный документ №WO 2004/097732 А1. Однако данное изобретение не ограничивается этим конкретным способом, поэтому возможно использование любого другого способа обработки изображения, если он подходит для обеспечения подсчета субстратов с помощью изображения I, считанного датчиком 100.
Предпочтительно блок 200 обработки информации выполнен с возможностью сопоставления результата подсчета с ожидаемым количеством субстратов (например, сотня субстратов) и генерации предупредительного сигнала или сигнала об ошибке, если полученное в результате подсчета количество не соответствует ожидаемому количеству субстратов.
Датчик 100 изображения может представлять собой линейный датчик для сканирования требуемого участка продольной стороны 10 полосы S* пачек при перемещении указанной полосы перед датчиком 100. Как вариант, датчик 100 может представлять собой матричный датчик для получения моментального изображения участка продольной стороны 10 полосы S* пачек. В любом случае датчик 100 должен быть выполнен с возможностью выдачи изображения I требуемого участка продольной стороны 10 полосы S* пачек. Очевидно, что в случае, когда оптический подсчет выполняют на полосах S*, содержащих обвязанные пачки, должно быть получено изображение I того участка продольной стороны 10 полосы S*, на котором отсутствует скрепляющая лента В.
Предпочтительно получают множество изображений I различных участков продольной стороны 10 полосы S*. В этом случае, если полоса S* содержит пять (М=5) пачек и, соответственно, пять скрепляющих лент (см. фиг.1 и 8), то считывают по меньшей мере пять (или возможно шесть или более) изображений по длине полосы S*, а именно между каждой последовательной парой скрепляющих лент В (позиции Р1-Р4 на фиг.8) и на одном конце полосы S* (позиция Р5 на фиг.8).
Преимущественно в контексте предпочтительного варианта выполнения, где операция оптического подсчета выполняется на полосе S*, состоящей из обвязанных пачек, оптическая система 100, 200 может быть дополнительно использована для проверки правильного расположения скрепляющих лент В по длине полосы S* пачек. В данном случае необходимо, чтобы датчик 100 считывал пять дополнительных изображений по длине полосы S* в ожидаемых местах расположения скрепляющих лент В. Затем на основе этих изображений может быть подтверждено правильное расположение скрепляющих лент В, либо выдан предупреждающий сигнал или сигнал об ошибке.
В вышеописанный вариант выполнения возможно внесение различных модификаций и/или улучшений без отклонения от объема правовой охраны данного изобретения, определенного в прилагаемой формуле изобретения. Например, как уже было отмечено, операция обвязки не является обязательной, поэтому операция оптического подсчета, соответственно, может выполняться непосредственно на полосах S, состоящих из необвязанных пачек.
Реферат
Изобретение относится к средствам обработки стопок листов (SS) в пачки (5), в частности в пачки банкнот. Технический результат заключается в повышении надежности подсчета банкнот с помощью оптических средств. В способе разрезают последовательно стопки листов (SS), каждый из которых содержит множество оттисков защищенных бумаг, расположенных в виде матрицы рядов и столбцов, с образованием последовательных групп состоящих из пачек полос (S; S*), разрезают последовательно группы состоящие из пачек полос (S; S*) на последовательные группы (2) упорядоченных пачек (5) защищенных бумаг, подсчитывают количество субстратов в каждой состоящей из пачек полосе (S; S*) до ее разрезания на последовательные группы (2) упорядоченных пачек (5). Указанный подсчет включает считывание по меньшей мере одного изображения (I) по меньшей мере участка продольной стороны (10), состоящей из пачек полосы (S; S*), при продвижении указанной полосы (S; S*) в направлении перемещения (А), параллельном продольной стороне (10), состоящей из пачек полосы (S; S*), и обрабатывают указанное изображение (I) для определения количества субстратов в состоящей из пачек полосе (S; S*). Кроме того, предложено устройство для выполнения указанного способа. 2 н. и 11 з.п. ф-лы, 8 ил.
Формула
разрезания последовательных стопок листов (SS), каждый из которых содержит множество оттисков защищенных бумаг, расположенных в виде матрицы рядов и столбцов, с образованием последовательных групп полос (S; S*), состоящих из пачек;
разрезания последовательной группы состоящих из пачек полос (S; S*) с образованием последовательных групп (2) упорядоченных пачек (5) защищенных бумаг,
причем указанный способ дополнительно включает этап подсчета количества субстратов в каждой состоящей из пачек полосе (S; S*) до ее разрезания на последовательные группы (2) упорядоченных пачек (5), причем указанный этап подсчета включает
считывание по меньшей мере одного изображения (I) по меньшей мере участка продольной стороны (10) указанной состоящей из пачек полосы (S; S*) при продвижении указанной полосы (S; S*) в направлении перемещения (А), параллельном продольной стороне (10) состоящей из пачек полосы (S; S*), и
обработку указанного по меньшей мере одного изображения (I) для определения количества указанных субстратов в состоящей из пачек полосе (S; S*).
первую режущую установку (CS1) для разрезания последовательных стопок листов (SS), каждый из которых содержит множество оттисков защищенных бумаг, расположенных в виде матрицы рядов и столбцов, с образованием последовательных групп состоящих из пачек полос (S; S*), и
вторую режущую установку (CS2) для разрезания последовательной группы состоящей из пачек полос (S; S*) с образованием последовательных групп (2) упорядоченных пачек (5) защищенных бумаг,
причем указанное устройство дополнительно содержит оптическую систему (100, 200) для подсчета количества субстратов в каждой состоящей из пачек полосе (S; S*) до ее разрезания на последовательные группы (2) упорядоченных пачек (5), причем указанная оптическая система содержит
датчик (100) изображения, предназначенный для считывания по меньшей мере одного изображения (I) по меньшей мере участка продольной стороны (10) указанной состоящей из пачек полосы (S; S*), причем указанный датчик (100) изображения расположен в направлении перемещения (А) указанных полос (S; S*), параллельном продольной стороне (10) указанной полосы (S; S*), и
блок (200) обработки информации, предназначенный для обработки указанного по меньшей мере одного изображения (I) для определения количества субстратов в состоящей из пачек полосе (S; S*).
Комментарии