Система перемещения полотна и способ перемещения полотна материала - RU2747556C1
Код документа: RU2747556C1
Чертежи








Описание
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Изготовление таких продуктов, как одноразовые впитывающие изделия, включает использование гибких материалов. Гибкие материалы могут включать в себя, в качестве иллюстрации, нетканые материалы, эластичные материалы, клейкие ленты, полимерные пленки, высвобождающую бумагу, механические крепежные материалы, бумажные полотна и тому подобное. Во время образования продуктов эти материалы обычно разматывают с относительно больших рулонов материала и подают в процесс, в котором материал подвергают манипуляции, возможно комбинируют с другими материалами и формируют в продукты.
При подаче рулона материала в процесс обычные системы для размотки могут содержать устройство для размотки, выполненное с возможностью удерживания рулона материала и размотки материала. Такие системы могут также содержать устройство сращивания и накопитель.
Устройство сращивания предназначено для сращивания первого материала со вторым материалом, когда рулон, содержащий первый материал, исчерпан и его необходимо заменить вторым полным рулоном материала.
Накопители, которые могут быть расположены ниже по потоку от устройства для размотки, предназначены для накапливания и временного удерживания ограниченной длины материала. Накопленный материал затем высвобождают или дополнительная длина накапливается при временном прерывании обработки непрерывного материала. Такие временные задержки могут быть, например, при сращивании первого материала со вторым материалом.
Накопители могут содержать, например, ряд верхних натяжных валиков, разнесенных с рядом нижних натяжных валиков. Верхние натяжные валики соединены с кареткой, которая обеспечивает возможность перемещения валиков в направлении нижних натяжных валиков и в направлении от них. Материал протягивают через накопитель путем пропускания туда и обратно между нижними натяжными валиками и верхними натяжными валиками. Таким образом, накопитель способен накапливать необходимое количество материала. С целью высвобождения материала верхние натяжные валики перемещаются по направлению к нижним натяжным валикам, уменьшающим количество материала, удерживаемого в накопителе. Подобным образом, для увеличения вместительности накопителя верхние натяжные валики могут перемещаться в направлении от нижних натяжных валиков.
Во время, например, операции сращивания, скорость первого рулона материала снижается относительно скорости процесса до более низкой скорости или даже остановки. Когда скорость полотна понижается, устройство сращивания сращивает второй рулон материала с первым рулоном материала. В течение этого времени материал, накопленный в накопителе, продолжает подавать материал в процесс без задержки. Затем второй рулон материала ускоряют до скорости процесса. Второй рулон материала может быть ускорен до скорости, превышающей скорость процесса, для повторной подачи в накопитель. Если да, то после того, как накопитель накопил достаточное количество материала, скорость размотки второго рулона материала снижается до скорости процесса. Во время вышеуказанной операции сращивания натяжные валики, содержащиеся в накопителе, ускоряются и замедляются в сочетании со скоростью, с которой разматывается материал.
Изменения скорости полотна, которые происходят во время последовательности сращивания, могут вызывать проблемы при транспортировании полотна вследствие нарушений натяжения в системе. Материалы с низким значением базового веса, такие как низкомодульные нетканые полотна, подвержены рывкам при натяжении, которые могут привести к повреждению полотна. Например, изменения натяжения могут возникать вследствие ускорения и замедления шпинделя, инерции натяжного валика, трения подшипников, перетаскивания воздуха и т. п. Колебания при натяжении при транспортировке легковесных полотен при высоких скоростях могут сделать листовой материал восприимчивым к «сужению от растяжения» при повышении натяжения и к складкам или загибам при уменьшении натяжения. Таким образом, существует необходимость в регулировании и управлении натяжением во время последовательности сращивания, во время фаз ускорения или торможения машины и во время условий, связанных с работой в установившемся режиме, во избежание повреждения материала и/или простоя системы вследствие повреждения материала или колебаний в процессе.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом относится к системе и способу размотки рулона материала. Более конкретно, настоящее изобретение направлено на систему и способ управления и регулирования натяжения полотна материала, разматываемого и подаваемого в процесс, особенно во время временных задержек или изменений скорости в полотне во время процесса. Система и способ согласно настоящему изобретению, например, особенно хорошо подходят для подачи материалов на линию обработки во время изготовления впитывающих изделий.
В одном варианте осуществления настоящее изобретение направлено на систему перемещения полотна, которая содержит устройство для измерения натяжения отслеживает натяжение полотна материала, подаваемого в процесс. Устройство для измерения натяжения, например, может содержать датчик нагрузки. Датчик нагрузки может быть расположен в функциональной связи с валиком, через который перемещается полотно материала.
Система передачи полотна может дополнительно содержать накопитель или аккумулятор. Накопитель может содержать первый набор направляющих валиков, разнесенных со вторым набором направляющих валиков. Первый набор направляющих валиков и второй набор направляющих валиков могут быть выполнены с возможностью перемещения в направлении друг к другу и друг от друга. Накопитель накапливает количество материала, достаточное для поддержания временных остановок во время процесса размотки. Накопитель может содержать по меньшей мере приблизительно четыре направляющих валика. Например, накопитель может содержать направляющий валик, расположенный выше по потоку, множество направляющих валиков, расположенных в средней части потока, и направляющий валик, расположенный ниже по потоку.
В соответствии с настоящим изобретением приводное устройство соединено с по меньшей мере одним направляющим валиком, таким как направляющий валик, расположенный выше по потоку. Приводное устройство, например, может содержать мотор, который непосредственно соединен с направляющим валиком или соединен посредством гибкой передачи, такой как ремень, цепь или редуктор. В соответствии с настоящим изобретением система дополнительно включает контроллер, выполненный с возможностью приема информации от устройства для измерения натяжения и, на основе информации, управления приводным устройством с целью ускорения и/или замедления ведомого направляющего валика, чтобы управлять натяжением полотна.
В одном варианте осуществления система может дополнительно содержать устройство для размотки, предназначенное для размотки рулона материала. Устройство для размотки может быть расположено выше по потоку относительно устройства для измерения натяжения. Система может дополнительно содержать устройство для измерения скорости, предназначенное для отслеживания скорости полотна материала, разматываемого с устройства для размотки. Устройство для измерения скорости может находиться в связи с контроллером. Контроллер может принимать информацию от устройства для измерения скорости, и на основе информации управлять приводом таким образом, чтобы скорость полотна разматываемого материала по существу соответствовала скорости перемещения полотна по направляющему валику, расположенному выше по потоку. В контексте данного документа термин «по существу соответствует» означает, что скорость полотна на направляющем валике, расположенном выше по потоку, находится в пределах 50% (+ 50%) скорости полотна в устройстве для размотки. В одном варианте осуществления, например, скорость полотна на направляющем валике, расположенном выше по потоку, составляет от приблизительно 50% до приблизительно 50%, например, от приблизительно 10% до приблизительно 10% больше, чем скорость ленты в устройстве для размотки.
В одном варианте осуществления устройство для размотки содержит ведомый шпиндель. Рулон материала может быть размещен на шпинделе для размотки материала и подачи материала в процесс. В одном варианте осуществления устройство для измерения скорости может измерять скорость вращения шпинделя во время процесса, и диаметр рулона разматываемого материала может быть вычислен или измерен для использования при определении того, влияет ли приводное устройство на скорость вращения направляющего валика, расположенного выше по потоку. По существу соответствие скорости полотна в устройстве для размотки скорости полотна на направляющем валике, расположенном выше по потоку, дополнительно уменьшает колебания при натяжении и изменения в системе.
В одном варианте осуществления система может содержать по меньшей мере одно другое приводное устройство. Например, второе приводное устройство может быть соединено со вторым направляющим валиком, таким как одно из валиков, расположенных в средней части потока, или расположенного ниже по потоку направляющего валика. Система может содержать второе устройство для измерения натяжения. Второе устройство для измерения натяжения может быть расположено выше по потоку или ниже по потоку относительно второго направляющего валика. Контроллер может быть выполнен с возможностью приема информации со второго устройства для измерения натяжения и, на основе информации, ускорения и/или замедления второго направляющего валика, соединенного со вторым приводным устройством, для дополнительного регулирования натяжения внутри накопителя и ниже по потоку.
Контроллер, включенный в систему, может содержать любое подходящее программируемое устройство. Например, контроллер может содержать один микропроцессор или множество микропроцессоров, работающих совместно с системой перемещения полотна.
В одном варианте осуществления система может содержать первое устройство для размотки, предназначенное для размотки первого рулона материала, и второе устройство для размотки, предназначенное для размотки второго рулона материала. Каждое из устройств для размотки может находиться в связи с устройством сращивания. Устройство сращивания предназначено для сращивания рулонов материала вместе для продолжения подачи материала в процесс лишь со временными задержками в скорости полотна материала. Система перемещения полотна, как описано выше, обеспечивает возможность осуществления операции сращивания без какой-либо задержки при последующей обработке полотна, при этом регулирование натяжения в полотне для предотвращения повреждения ленты или для предотвращения любых других перебоев процесса.
Настоящее изобретение также относится к способу размотки рулона материала в процесс ниже по потоку. Способ включает этап разматывания полотна материала с рулона. Натяжение полотна материала отслеживают во время размотки рулона в первом местоположении. Полотно материала подают в накопитель. Накопитель содержит множество вращающихся направляющих валиков, содержащих валик, расположенный выше по потоку, множество направляющих валиков, расположенных в средней части потока, и направляющий валик, расположенный ниже по потоку. В соответствии с настоящим изобретением один из направляющих валиков активно ускоряется или замедляется на основе отслеженного натяжения в полотне. Направляющий валик, например, может быть ускорен или замедлен приводным устройством, соединенным с валиком. Приводное устройство, например, может содержать мотор. Направляющий валик ускоряют или замедляют с целью управления и регулирования натяжения ленты при его подаче через этот накопитель.
В одном варианте осуществления способ может дополнительно включать этап отслеживания скорости полотна материала, разматываемого устройством для размотки. Направляющий валик может управляться приводным устройством таким образом, чтобы скорость полотна материала в устройстве для размотки по существу соответствовала скорости полотна материала на валике, расположенном выше по потоку.
В одном варианте осуществления способ или процесс может дополнительно включать отслеживание натяжения полотна во втором местоположении. Затем второй направляющий валик может быть ускорен или замедлен на основе отслеженного натяжения. Второй направляющий валик может быть ускорен или замедлен с помощью второго приводного устройства. Таким образом, натяжение полотна в накопителе может дополнительно управляться и регулироваться.
В одном варианте осуществления направляющий валик, расположенный выше по потоку, и один или более направляющих валиков, расположенных в средней части потока, или направляющий валик, расположенный ниже по потоку, могут управляться приводными устройствами во время процедуры сращивания для управления натяжением в полотне. Во время операции сращивания первый рулон материала можно разматывать с помощью первого устройства для размотки. Скорость, с которой разматывается рулон материала, затем уменьшается, приводя к высвобождению накопленного количества материала, содержащегося в накопителе, чтобы ниже по потоку скорость материала оставалась по существу неизменной. Второй рулон материала на втором устройстве для размотки сращивают с первым рулоном материала и разматывают. В соответствии с настоящим изобретением один или более направляющих валиков в накопителе активно замедляются при снижении скорости, с которой разматывается первый рулон материала. Один или более направляющих валиков активно замедляются с помощью соответствующих приводных устройств на основе отслеженного натяжения в полотне и, необязательно, также основаны на скорости полотна на первом или втором устройстве для размотки.
После сращивания второго рулона материала с первым рулоном материала, второй рулон материала ускоряют с помощью второго устройства для размотки. Затем ведомый направляющий валик активно ускоряют для того, чтобы поддерживать скорость разматываемого материала и управления натяжением материала.
В одном варианте осуществления система может содержать более двух приводных устройств. Например, система может содержать третье приводное устройство для активного ускорения или замедления третьего направляющего валика. Система может содержать третье устройство для измерения натяжения, которое может быть расположено выше по потоку или ниже по потоку относительно третьего направляющего валика. Контроллер может быть выполнен с возможностью приема информации от третьего устройства для измерения натяжения и, на основе информации, управления третьим приводным устройством с целью ускорения или замедления третьего направляющего валика, когда полотно материала перемещается через этот накопитель.
В целом, система согласно настоящему изобретению может содержать приводное устройство и соответствующее устройство для измерения натяжения для каждого направляющего валика, расположенного внутри накопителя. Один контроллер или множество контроллеров могут быть использованы для управления всеми приводными устройствами.
Другие признаки и аспекты настоящего изобретения более подробно рассмотрены ниже.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Полное и достаточное раскрытие настоящего изобретения изложено более конкретно в остальной части описания, включающей ссылку на прилагаемые фигуры, на которых приведено следующее:
на фиг. 1 представлен вид сбоку одного варианта осуществления системы для размотки, изготовленной согласно настоящему изобретению;
на фиг. 2 показан вид сбоку варианта осуществления, проиллюстрированного на фиг. 1, иллюстрирующий направляющие валики, перемещающиеся в направлении друг к другу;
на фиг. 3 показан другой вид сбоку варианта осуществления системы для размотки, показанной на фиг. 1;
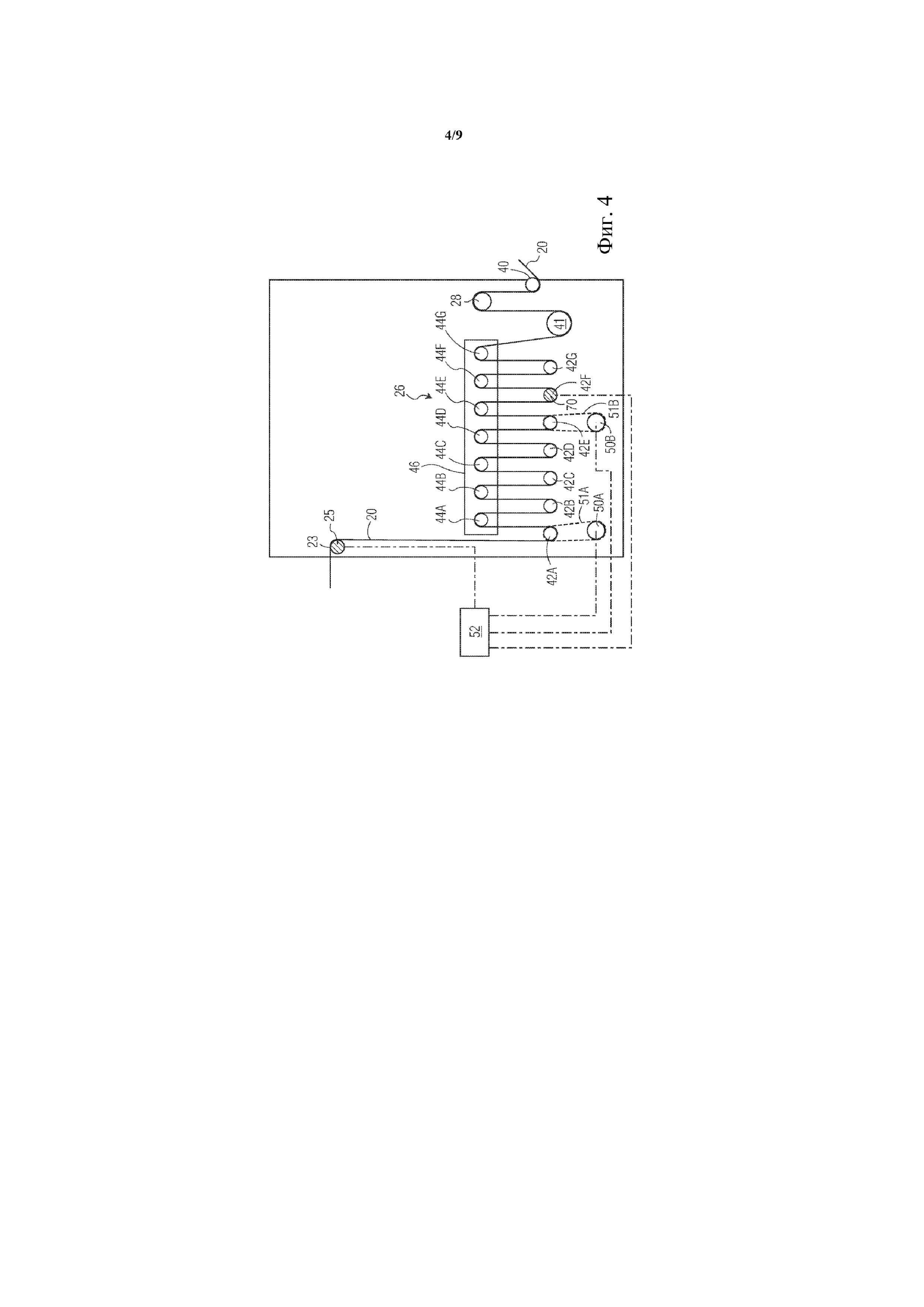
на фиг. 4 представлен вид сбоку другого варианта осуществления системы для размотки, изготовленной согласно настоящему изобретению;
на фиг. 5 представлен вид сбоку другого варианта осуществления системы для размотки, изготовленной согласно настоящему изобретению;
на фиг. 6 представлен вид сбоку другого варианта осуществления системы для размотки, изготовленной согласно настоящему изобретению;
на фиг. 7 представлен вид сбоку другого варианта осуществления системы для размотки, изготовленной согласно настоящему изобретению;
на фиг. 8 представлен вид сбоку другого варианта осуществления системы для размотки, изготовленной согласно настоящему изобретению; и
на фиг. 9 представлен вид сбоку другого варианта осуществления системы для размотки, изготовленной согласно настоящему изобретению.
Повторение ссылочных позиций в настоящем описании и на графических материалах направлено на представление одинаковых или аналогичных признаков или элементов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Специалисту в данной области техники необходимо понимать, что в этом документе представлено описание только иллюстративных вариантов осуществления, которое не предназначено для ограничения более широких аспектов настоящего изобретения.
В целом настоящее изобретение относится к системе для размотки, предназначенной для подачи материала в процесс. Любой подходящий материал может быть размотан согласно настоящему изобретению. Например, типичные материалы, которые могут быть обработаны согласно настоящему изобретению, включают нетканые материалы, эластичные материалы, клейкие ленты, полимерные пленки, механические крепежные материалы, бумажные полотна, изделия на основе бумаги и т. п. Эти материалы могут быть поданы в процессе изготовления различных типов продуктов. Например, материалы можно подавать в процесс и манипулировать с целью образования изделий личной гигиены, подгузников, подкладок для страдающих недержанием, гигиенических продуктов для женщин, изделий на основе бумаги и т. п.
Система согласно настоящему изобретению в целом содержит устройство для размотки, выполненное с возможностью размотки рулона материала. Из устройства для размотки материал подается в накопитель и необязательно вокруг плавающего валика перед осуществлением последующей обработки.
Накопитель, содержащийся в системе, предназначен для поддержания при работе в установившемся режиме накопления материала, подаваемого в процесс. Накопитель также предназначен для высвобождения материала или накапливания большего количества материала, если существует разность скоростей между скоростью разматывания материала и скоростью, с которой материал обрабатывается ниже по потоку.
Например, во многих процессах желательно подавать материал в процесс ниже по потоку с постоянной скоростью. Накопитель может использоваться для обеспечения того, что скорость полотна будет оставаться неизменной, даже если устройство для размотки временно прекращает размотку материала или, в качестве альтернативы, временно ускоряет скорость, с которой разматывается материал. Например, устройства для размотки обычно останавливаются, когда первый рулон материала исчерпан, и возникает необходимость в сращивании второго полного рулона материала до почти размотанного первого рулона материала.
Накопители обычно содержат первый ряд направляющих валиков, разнесенный со вторым рядом направляющих валиков. Разматываемый материал протягивают туда и обратно через направляющие валики, что обеспечивает возможность накопления материала. В одном варианте осуществления верхние направляющие валики могут быть связаны с кареткой, которая перемещается в направлении нижних направляющих валиков и в направлении от них. В качестве альтернативы, нижние направляющие валики могут быть связаны с кареткой, которая перемещается в направлении верхних направляющих валиков и в направлении от них. В еще одном варианте осуществления верхние направляющие валики и нижние направляющие валики могут перемещаться в направлении друг к другу и в направлении друг от друга. Если разные группы направляющих валиков перемещаются в направлении друг к другу, количество материала, хранящегося в накопителе, уменьшается. С другой стороны, когда разные группы валиков перемещаются в направлении друг от друга, количество материала, хранящегося в накопителе, увеличивается.
Для того, чтобы накапливать или высвобождать материал из накопителя, можно изменять скорость полотна материала, входящего в накопитель. Например, увеличение скорости полотна материала, подаваемого на накопитель, приводит к накоплению накопителем большего количества материала. В одном варианте осуществления, например, рулон материала подают на накопитель с вращающегося шпинделя. Таким образом, скорость вращения шпинделя может непосредственно влиять на положение накопителя.
Во время обработки в установившемся режиме каждый из направляющих валиков вращается с приблизительно одинаковой скоростью, и каретка остается в установленном положении. Однако при задержках в скорости, с которой разматывается материал, материал в накопителе высвобождается или количество материала, хранящегося в накопителе, увеличивается. Во время этих случаев скорость направляющих валиков изменяется от рулона к рулону. Например, если происходит временное прекращение подачи устройства для размотки, скорость направляющих валиков может изменяться от нулевой скорости на расположенном выше по потоку конце до полной скорости на расположенном ниже по потоку конце.
Раньше, накапливание материала, натянутого через накопитель, применяли для замедления направляющих валиков, и для ускорения направляющих валиков применяли уменьшение натяжения материала. Таким образом, во время задержек при размотке в накопителе происходят рывки при натяжении. Минимальное и максимальное натяжение материала зависит от замедления и ускорения скоростей размотки, инерции направляющего валика, вместительности накопителя, скорости машины, давления накопителя, сопротивления трения, сопротивления воздуха и других факторов. Эти рывки при натяжении во время временных остановок в процессе могут привести к тому, что материал полотна будет сужаться от растяжения при увеличении натяжения, или к тому, что на материале полотна будут образовываться складки и загибы, когда происходит снижение натяжения. В действительности, рывки при натяжении материалов с низкой прочностью может привести к разрыву, что приведет к полному завершению процесса.
В связи с этим настоящее изобретение относится к способу и системе для управления натяжением полотна материала, который подается через накопитель и в процесс ниже по потоку. Как будет подробно пояснено ниже, способ и система согласно настоящему изобретению позволяют обрабатывать материалы полотна на более высоких скоростях при одновременном уменьшении каких-либо нарушений в полотне, тем самым сводя к минимуму загибы, складки, разрывы полотна и т. п.
В одном варианте осуществления накопитель, изготовленный в соответствии с настоящим изобретением содержит стратегию управления натяжением, которая не зависит от скорости материала, проходящего через накопитель, и свойств материала. В соответствии с настоящим изобретением по меньшей мере одно приводное устройство соединено по меньшей мере с одним направляющим валиком в пределах накопителя, например, с самым дальним направляющим валиком, расположенным выше по потоку. Приводное устройство соединено с направляющим валиком для ускорения и замедления рулона при возникновении колебаний при натяжении, таких как во время операций сращивания и других задержек в скорости полотна. Система может дополнительно содержать устройство для измерения натяжения, такое как датчик нагрузки. Датчик нагрузки обеспечивает обратную связь приводному устройству, так что валик с прямым приводом внутри накопителя может регулировать натяжение с пропорциональной и интегральной стратегией управления. В одном варианте осуществления система и способ могут дополнительно включать электронное переключение скоростей между разматываемым рулоном материала и одним или более приводными устройствами в пределах накопителя. Электронное переключение скоростей используется для согласования скорости полотна материала в устройстве для размотки и на приводном устройстве. Использование обратной связи электронного переключения скоростей для согласования скорости полотна в разных местах в системе обеспечивает лучшую синхронизацию и меньшее воздействие на натяжение полотна. В одном варианте осуществления скорость полотна материала в устройстве для разматывания вычисляют с использованием детектора обнаружения диаметра на основе скоростей на основе обратной связи энкодера. Как будет более подробно пояснено ниже, калькулятор диаметра генерирует более эффективную эталонную скорость для лучшего управления и регулирования натяжения в заготовках, расположенных ниже по потоку.
Как показано на фиг. 1—3, проиллюстрирован один вариант осуществления системы для размотки, выполненной в соответствии с настоящим изобретением. Как показано, в этом варианте осуществления система содержит первое устройство 10 для размотки первого рулона материала 12 и второго устройства 11 для размотки второго рулона материала 14. Второй рулон материала 14 представляет собой замещающий рулон, который сращивается с первым рулоном материала 12, когда первый рулон материала исчерпан. Таким образом, материал полотна может непрерывно подаваться в процесс.
Первое устройство 10 для размотки содержит шпиндель 16, который предназначен для удерживания рулона материала 12. Подобным образом, второе устройство 11 для размотки содержит шпиндель 18 для удерживания и размотки второго рулона материала 14. Например, в одном варианте осуществления каждое устройство для размотки может содержать приводной механизм для осевой размотки, который вращает шпиндели 16 и 18 с целью размотки материала. В качестве альтернативы, приводной механизм может содержать устройство для контактной размотки, которое взаимодействует с наружной поверхностью рулонного материала для размотки материала. Например, в одном варианте осуществления устройство для контактной размотки поверхности может содержать движущуюся ленту, которая приводится в контакт с рулоном материала. В еще одном варианте осуществления устройство для осевой размотки может использоваться в сочетании с устройством для контактной размотки.
Как показано на фиг. 1, материал 20 разматывают с рулона 12 и подают вокруг натяжного валика 22. С натяжного валика 22 материал 20 проходит через устройство 24 сращивания. Устройство 24 сращивания предназначено для сращивания рулонов материала вместе, когда один из рулонов исчерпан. Таким образом, устройство 24 сращивания активируется с периодическими интервалами.
Из устройства 24 сращивания в этом варианте осуществления полотно материала 20 входит в зацепление с валиком 23. На валике 23 или вблизи от него система может содержать устройство 25 для измерения натяжения. Устройство 25 для измерения натяжения измеряет натяжение полотна материала. В целом, может использоваться любое подходящее устройство для измерения натяжения. В одном варианте осуществления, например, валик 23 может быть расположен в функциональной связи с датчиком нагрузки, который может быть использован для измерения или формирования натяжения полотна.
От валика 23 материал подают через накопитель 26 по сути вокруг ведомого подающего валика 41, натяжного валика 28 и плавающего валика 40. Как показано, материал находится в конфигурации S-оборачивания при прохождении по ведомому подающему валику 41 из-за положения валика 38. Материал 20 может быть обернут на по меньшей мере приблизительно 180 градусов вокруг подающего валика 41. На скорость продвижения материала 20 влияет устройство 10 для размотки в сочетании с ведомым подающим валиком 41. После выхода с натяжного валика 40 материал 20 регулируют и обрабатывают как необходимо для образования требуемого продукта или изделия.
Основная цель плавающего валика 28 состоит в ослаблении нарушений натяжения в полотне 20. Такие нарушения натяжения могут приводить, например, к непреднамеренным, но тем не менее нормальным вибрациям, исходящим от оборудования ниже по потоку, изменчивости сырья, вариаций намотки рулонов и изменчивости в сопротивлении трению и изменчивости при натяжении, исходящем с накопителя. Плавающий валик 28 прикладывает усилие к материалу 20 для подачи материала 20 в процесс при по существу постоянном натяжении.
В одном варианте осуществления плавающий валик 28 может быть расположен в связи с устройством, которое прикладывает направленное вверх усилие к рулону 28. Например, валик 28 может быть расположен в сочетании с одним или более пневматическими или гидравлическими цилиндрами. Один или более цилиндров могут прикладывать усилие к плавающему валику 28, который затем наносится на полотно 20.
Плавающий валик 28 выполнен с возможностью перемещения в направлении к ведомому подающему валику 41 и натяжному валику 40, которые находятся в фиксированном положении, и в направлении от них. В целом, в той степени, в которой скорость вытягивания превышает скорость, с которой материал подается на плавающий валик, статические силы на плавающем валике приводят к перемещению плавающего валика вниз в пределах его рабочего окна. В одном варианте осуществления, поскольку плавающий валик перемещается вниз, изменение положения может быть измерено, например, с помощью преобразователя положения, который отправляет корректирующий сигнал на ведомый подающий валик 41 для увеличения скорости. Скорость ведомого подающего валика увеличивается достаточно, чтобы вернуть подающий валик в среднюю точку его рабочего окна.
Вследствие этого, если скорость вытягивания совпадает со скоростью, с которой материал подается на плавающий валика, статические силы на плавающем валике приводят к перемещению плавающего валика вверх в пределах его рабочего окна. Когда плавающий валик перемещается вверх, изменение в положении может быть измерено, приводя к снижению скорости ведомого валика 41, тем самым возвращая плавающий валик в положение установившегося режима.
Благодаря удерживанию плавающего валика 28 в том же положении относительно натяжного валика 40, натяжение внутри полотна материала 20 поддерживается по существу постоянным, даже если скорость перемещения полотна изменяется ниже по потоку. В альтернативном варианте осуществления плавающий валик может быть исключен. В этом варианте осуществления сам накопитель может быть использован с целью поддержания полотна при относительно постоянном натяжении.
Как описано выше, цель накопителя 26 заключается в накоплении определенной длины материала 20. На основе разности скоростей между материалом 20 в устройстве 10 для размотки, на подающем валике 41, и в положении ниже по потоку, накопитель 26 сконструирован либо для высвобождения материала, содержащегося в нем, либо для приема большего количества материала в накопителе. Например, если скорость размотки меньше скорости материала процесса ниже по потоку, то накопитель 26 высвобождает материал. Альтернативно, если скорость размотки больше скорости процесса ниже по потоку, то накопитель выполнен с возможностью увеличения вместительности. Таким образом, в устройстве 10 для размотки могут происходить изменения скорости без влияния на скорость материала, подаваемого в процесс, ниже по потоку.
Как показано на фиг. 1, накопитель 26 содержит ряд нижних направляющих валиков 42A, 42B, 42C, 42D, 42E, 42F и 42G и набор верхних направляющих валиков 44A, 44B, 44C, 44D, 44E, 44F и 44G. Например, накопитель 26 может содержать направляющий валик 42A, расположенный выше по потоку, направляющий валик 44G, расположенный ниже по потоку, и множество направляющих валиков, расположенных в средней части потока. В этом варианте осуществления все верхние направляющие валики 44 соединены с кареткой 46. Каретка 46 выполнена с возможностью перемещения в направлении нижних направляющих валиков 42 и в направлении от них. Нижние направляющие валики 42 находятся в фиксированном положении. Не показано, но каретка 46 может быть размещена в функциональной связи с одним или более гидравлическими цилиндрами или грузилами. Каждый цилиндр или грузило обеспечивает направленное вверх усилие на каретке, которое смещено посредством натяжения полотна.
Как изображено, материал 20 протягивают туда и обратно между нижними направляющими валиками 42 и верхними направляющими валиками 44. Таким образом, накопитель 26 накапливает определенную длину материала. Когда каретка 46 перемещается в направлении нижних направляющих валиков 42, материал, содержащийся в накопителе 26, высвобождается в процесс. В качестве альтернативы, когда каретка 46 перемещается в направлении от нижних направляющих валиков 42, увеличивается вместительность накопителя 26 и происходит накопление большей длины материала в накопителе.
Во время работы в установившемся режиме накопитель 26 может работать подобно плавающему валику 28. В частности, если каретка 46 накопителя перемещается вниз из-за натяжения полотна, устройство для размотки может быть выполнено с возможностью автоматического повышения скорости, с которой разматывается материал. Подобным образом, если каретка 46 перемещается из-за натяжения полотна, устройство для размотки может быть выполнено с возможностью автоматического снижения скорости, с которой разматывается материал для поддержания каретки в заданном положении. Таким образом, в некоторых вариантах осуществления плавающего валика 28 может быть исключена из системы.
В показанном варианте осуществления накопитель 26 включает четырнадцать (14) направляющих валиков. Тем не менее, следует понимать, что в накопителе может содержаться больше или меньше направляющих валиков. Например, в других вариантах осуществления накопитель может содержать от приблизительно двух (2) до приблизительно двадцати (20) валиков, и, в частности, от приблизительно четырех (4) валиков до приблизительно восемнадцати (18) валиков.
В соответствии с настоящим изобретением по меньшей мере один из направляющих валиков внутри накопителя 26 соединен с приводным устройством. Например, в одном варианте осуществления, как показано на фиг. 1—3, направляющий валик 42A, расположенный выше по потоку, может быть соединен с приводным устройством 50A. Приводное устройство 50A предназначено для управления замедления и/или ускорения скорости направляющего валика 42A. Хотя в данном документе описано, что присоединено к направляющему валику 42А, следует понимать, что вместо направляющего валика, расположенного выше по потоку, любой из направляющих валиков 42B-42G, 44A-44F, расположенных в средней части потока, может быть соединен с приводным устройством 50A, вместо направляющего валика 42A, расположенного выше по потоку, в других вариантах осуществления.
Приводное устройство 50A ускоряет и/или замедляет валик 42A, расположенный выше по потоку, в ответ на колебания в натяжении, которые находятся в полотне материала 20. Например, приводное устройство 50A может использоваться для ускорения и/или замедления направляющего валика 42A, расположенного выше по потоку, во время последовательностей сращивания, во время других временных задержек процесса размотки или во время процесса остановки и запуска. Активное увеличение или уменьшение скорости вращения направляющего валика 42A, расположенного выше по потоку, обеспечивает улучшенное управление натяжением и регулирование и может свести к минимуму колебания при натяжении посредством накопителя.
В соответствии с настоящим изобретением направляющий валик 42A, расположенный выше по потоку, управляется приводным устройством 50A за счет изменений в натяжении полотна материала выше по потоку или ниже по потоку относительно направляющего валика 42A. Например, как показано на фиг. 1—3, приводное устройство 50A находится в связи с контроллером 52. Подобным образом, устройство 25 для измерения натяжения также находится в связи с контроллером 52. Контроллер 52, таким образом, выполнен с возможностью приема информации от устройства 25 для измерения натяжения и, на основе информации, для управления приводным устройством 50A для ускорения и/или замедления направляющего валика 42A, расположенного выше по потоку. Таким образом, когда в полотне материала 20 с помощью датчика 25 натяжения обнаружены колебания при натяжении, скорость вращения направляющего валика 42A, расположенного выше по потоку, может быть модифицирована и изменена для противодействия колебаниям при натяжении и возврата полотна материала 20 в состояние постоянного натяжения.
В качестве одного примера, когда устройство 25 для измерения натяжения обнаруживает снижение величины натяжения данного полотна, контроллер 52 может управлять приводным устройством 50A, чтобы ускорить скорость вращения направляющего валика 42A приводным устройством 50A. В качестве альтернативы, когда устройство 25 для измерения натяжения обнаруживает увеличение величины натяжения данного полотна, контроллер 52 может управлять приводным устройством 50A, приводя к замедлению направляющего валика 42A.
Дополнительно следует понимать, что в некоторых вариантах осуществления устройство 25 для измерения натяжения может быть расположено ниже по потоку относительно приводного устройства 50A. В таких вариантах осуществления управление приводным устройством 50A может быть противоположным, чем для вариантов осуществления, в которых устройство 25 для измерения натяжения расположено выше по потоку относительно приводного устройства 50A касательно ускорения и замедления в отношении изменения обнаруженного натяжения полотна. То есть, когда устройство 25 для измерения натяжения обнаруживает снижение величины натяжения данного полотна, контроллер 52 может управлять приводным устройством 50A, приводя к замедлению направляющего валика 42A. Когда устройство 25 для измерения натяжения обнаруживает увеличение величины натяжения данного полотна, контроллер 52 может управлять приводным устройством 50A, приводя к ускорению направляющего валика 42A.
Контроллер может представлять собой, например, любое подходящее программируемое устройство, такое как микропроцессор. Кроме того, контроллер 52 может представлять собой одно программируемое устройство или множество программируемых устройств. В одном варианте осуществления система согласно настоящему изобретению представляет собой систему с замкнутым циклом, где контроллер автоматически осуществляет изменения и управляет приводным устройством 50A на основе ввода от устройства 25 для измерения натяжения таким образом, чтобы удерживать полотно материала 20 в пределах диапазона значений натяжения.
Приводное устройство 50A может представлять собой любое подходящее устройство, способное либо ускорять, либо замедлять направляющий валик. Например, когда приводные устройства выполнены лишь с возможностью замедления направляющих валиков, приводные устройства могут содержать тормозные устройства. Подходящие тормозные устройства включают в себя любые фрикционные тормоза или механические тормоза. Другие тормозные устройства могут содержать пьезоэлектрические устройства.
Когда необходимо не только замедлять направляющие валики, но также и ускорять направляющие валики, приводное устройство может содержать мотор. Подходящие моторы, которые могут использоваться, включают шаговый двигатель постоянного тока или сервомоторы. В варианте осуществления, изображенном на фиг. 1—3, приводное устройство 50A соединено с направляющим валиком 42A, расположенным выше по потоку, посредством гибкой передачи 51A. Гибкая передача 51A может представлять собой, например, ремень, цепь или любое другое подходящее соединительное устройство. Альтернативно, приводное устройство 50A может быть соединено с направляющим валиком 42A, расположенным выше по потоку, посредством редуктора. В еще одном варианте осуществления приводное устройство 50A может быть непосредственно соединено с направляющим валиком 42A, расположенным выше по потоку.
В одном варианте осуществления направляющий валик 42A, расположенный выше по потоку может управляться не только в ответ на информацию, принятую с устройства 25 для измерения натяжения, но также может управляться относительно скорости, с которой полотно материала 20 разматывается с рулона материала 12 в устройстве 10 для размотки. Например, как показано на фиг. 1—3, система может дополнительно содержать устройства 60 для измерения скорости, которые измеряют скорость разматываемого полотна материала 20. Например, первое устройство для размотки может содержать устройство 60A для измерения скорости, тогда как второе устройство 11 для размотки может содержать устройство 60B для измерения скорости. Устройства 60A и 60B для измерения скорости могут находиться в связи с контроллером 52. Контроллер 52 может быть дополнительно запрограммирован или выполнен с возможностью управления приводным устройством 50A таким образом, чтобы скорость полотна на направляющем валике 42A, расположенном выше по потоку, по существу соответствовала скорости полотна в соответствующем устройстве для размотки. Например, система может приводиться в действие таким образом, чтобы скорость полотна материала 20 на валике 42, расположенном выше по потоку, была от приблизительно 50% меньше до приблизительно 50% больше, чем скорость полотна материала 20 в устройстве для размотки. Более конкретно, скорость полотна на валике 42A, расположенном выше по потоку, может быть от приблизительно 10% больше до приблизительно 10% меньше, чем скорость полотна 20 в устройстве для размотки, например, от приблизительно 5% больше до приблизительно 5% меньше скорости полотна 20 в устройстве для размотки.
По существу согласование скорости движущегося полотна 20 в устройстве для размотки со скоростью полотна на входе на накопитель может также служить для исключения рывков при натяжении или колебаний при натяжении, которые могут быть испытаны в полотне. В частности, по существу согласование скоростей полотна в разных местах может поддерживать и регулировать натяжение заготовок между двумя ведомыми валиками, т. е. шпинделем для размотки и ведомым направляющим валиком, расположенным выше по потоку.
В целом, в системе согласно настоящему изобретению может использоваться любое подходящее устройство 60 для измерения скорости. Устройство для измерения скорости, например, может содержать лазерный датчик скорости, контактное колесо, которое контактирует с полотном во время его перемещения, энкодера на направляющем валике или тому подобное. В одном варианте осуществления, например, скорость полотна материала 20 по существу согласована в разных местах путем отслеживания скорости вращения шпинделя 16 в устройстве 10 для размотки. Например, в одном варианте осуществления система согласно настоящему изобретению может содержать тип электронного переключения скоростей, который электронным образом соединяет шпиндель 16 для размотки с приводным устройством 50A для обеспечения улучшенной синхронизации и меньшего воздействия на натяжение полотна. В одном варианте осуществления, например, система согласно настоящему изобретению может содержать калькулятор диаметра валика для размотки, который генерирует более эффективную эталонную скорость для использования при приводным устройством 50A.
Например, в особенности во время операций сращивания диаметр разматываемого рулона материала может влиять на характеристики натяжения в системе. В связи с этим один аспект настоящего изобретения относится к улучшенной синхронизации между устройством для размотки и ведомым валиком для получения более низких натяжений при более высоких скоростях. Электронное переключение скоростей установлено таким образом, что шпиндель 16 для размотки является ведущей осью, в то время как приводное устройство 50A представляет собой ведомую ось. Передаточное отношение между двумя частями вращения определяют путем вычисления диаметра валика для размотки.
Например, в одном варианте осуществления диаметр разматываемого рулона определяют путем вычисления отношения между скоростью оборотов или скоростью полотна материала 20 на валике 42A, расположенном выше по потоку, и скоростью вращения шпинделя 16 в устройстве 10 для размотки. Скорость полотна 20 на направляющем валике 42A, расположенном выше по потоку, например, может быть получена посредством энкодера, связанного с приводным устройством 50A, которая может быть умножена на диаметр направляющего валика.
После вычисления диаметра разматываемого рулона материала, электронное переключение скоростей может возникать между шпинделем 16 в устройстве 10 для размотки и приводным устройством 50A, так что скорость ленты в устройстве для размотки по существу соответствует скорости полотна в точке входа в накопитель или на валике 42A, расположенном выше по потоку. Как показано на фиг. 1—3, эти вычисления могут быть выполнены контроллером 52. Контроллер 52 также может быть выполнен с возможностью автоматического управления приводным устройством 50A и/или шпинделем 16 с целью управления и регулирования натяжения. Таким образом, в одном варианте осуществления приводное устройство 50A может управляться контроллером 52 на основе не только информации, принятой от устройства 25 для измерения натяжения, но также и от устройств 60A и 60B для измерения скорости. В одном варианте осуществления, например, контроллер может быть выполнен с возможностью ускорения или замедления направляющего валика 42A с использованием приводного устройства 50A на основе информации, принятой с устройств 60A и 60B для измерения скорости. В этом отношении контроллер может быть выполнен с возможностью по существу согласования скорости размотки полотна со скоростью полотна, проходящего по направляющему валику 42A. По существу, согласование скорости полотна в двух местах может предотвратить колебания при натяжении и, таким образом, избежать необходимости выполнения контроллером регулировки приводного устройства 50A на основе информации, принятой от устройства 25 для измерения натяжения. В этом отношении, во время установившегося режима приводное устройство 50В обычно управляется контроллером 52 с помощью информации, принятой с устройств 60A и 60B для измерения скорости. С другой стороны, информация, полученная с устройства 25 для измерения натяжения, может быть использована для осуществления дополнительных регулировок при обнаружении колебаний при натяжении.
Однако, во время перерывов в процессе, таких как время сращивания, контроллер 52 может быть выполнен с возможностью управления приводным устройством 50A, главным образом, благодаря информации, принятой от устройства 25 для измерения натяжения. В еще одном варианте осуществления контроллер 52 может быть запрограммирован использовать информацию, принятую от устройства 25 для измерения натяжения и устройств 60A и 60B для измерения скорости, таким образом, чтобы данная информация использовалась вместе для приводным устройством 50A.
В одном варианте осуществления система перемещения полотна согласно настоящему изобретению может содержать только одно приводное устройство 50A в сочетании с одним из направляющих валиков 42 или 44. Тем не менее, в других вариантах осуществления в накопитель могут быть включены дополнительные приводные устройства для регулирования и управления натяжением. Например, как показано на фиг. 1—3, направляющий валик 42E, расположенный в средней части потока, показан соединенным с приводным устройством 50B посредством гибкой передачи 51B. Приводное устройство 50B находится в связи с контроллером 52.
Как также показано на фиг. 1—3, система содержит второе устройство 70 для измерения натяжения, которое может быть расположено в связи с направляющим валиком 72. Устройство 70 для измерения натяжения и направляющий валик 72 расположены ниже по потоку относительно накопителя 26. Устройство 70 для измерения натяжения также находится в связи с контроллером 52. В одном варианте осуществления устройство 70 для измерения натяжения может содержать датчик нагрузки, интегрированный в направляющий валик 72.
В варианте осуществления, изображенном на фиг. 1—3, второе устройство 70 для измерения натяжения расположено ниже по потоку относительно приводного устройства 50B и расположено снаружи накопителя 26. Однако следует понимать, что устройство для измерения натяжения может быть размещено во многих разных местах внутри системы. Например, устройство 70 для измерения натяжения может быть расположено в пределах накопителя 26 и может быть расположено выше по потоку или ниже по потоку относительно приводного устройства 50B. Кроме того, устройство 70 для измерения натяжения может быть расположено вдоль нижних направляющих валиков 42 или вдоль верхних направляющих валиков 44.
В одном варианте осуществления контроллер может быть выполнен с возможностью приема информации от устройства 70 для измерения натяжения и, на основе информации, управления приводным устройством 52 для ускорения или замедления направляющего валика 42E, расположенного в средней части потока, на основе любых колебаний при натяжении, которые заметны в полотне. Таким образом, система, изображенная на фигурах, содержит первое приводное устройство 50A для регулировки и коррекции колебаний при натяжении, когда полотно материала 20 входит в накопитель 26, и второе приводное устройство 50B для регулирования и уменьшения колебаний при натяжении, которые могут быть замечены ниже по потоку от накопителя 26.
Контроллер 52, показанный на фиг. 1—3, может управлять приводным устройством 50B на основе информации, принятой от устройства 72 для измерения натяжения. Кроме того, контроллер 52 может использовать информацию с устройств 60A и 60B для измерения скорости, чтобы также управлять приводным устройством 50B за счет электронного переключения скоростей между шпинделями 16 и 18 и направляющим валиком 42E. Таким образом, приводное устройство 50B может поддерживать скорость шпинделя на основании масштабного коэффициента во время события сращивания.
Во время работы контроллер 52, который может содержать один или более микропроцессоров, может управлять как приводными устройствами 50A и 50B, исходя из изменений скорости полотна и натяжения полотна. Обычно во время обработки выполняют небольшие регулировки скорости вращения направляющих валиков 42A и 42E на основе изменений скорости полотна 20. Колебания при натяжении полотна, обнаруженные устройствами 25 и 70 натяжения полотна, могут быть использованы для дальнейшего управления приводными устройствами 50A и 50B для ускорения или замедления соответствующих направляющих валиков 42A и 42E. В целом, приводные устройства 50A и 50B могут управляться независимо друг от друга.
Например, если уменьшается или увеличивается натяжение полотна с помощью устройства 25 для измерения натяжения, контроллер 52 может управлять приводным устройством 50A для увеличения или уменьшения скорости вращения направляющего валика 42A. Подобным образом, если устройство 70 для измерения натяжения обнаруживает уменьшение натяжения полотна или увеличение натяжения полотна, контроллер может управлять приводным устройством 50B для уменьшения или увеличения скорости вращения направляющего валика 42E.
В варианте осуществления, изображенном на фигурах, система содержит два приводных устройства 50A и 50B, каждое из которых ускоряет и/или замедляет соответствующий направляющий валик. Однако следует понимать, что при необходимости система может содержать больше приводных устройств. В действительности, приводное устройство может быть связано со всеми или любым из направляющих валиков 42 или 44, расположенных внутри накопителя 26.
Со ссылкой на фиг. 1—3 проиллюстрирована последовательность сращивания с применением способа и системы согласно настоящему изобретению. В ходе последовательности сращивания или другого прерывания в процессе способ и система согласно настоящему изобретению предназначены для поддержания натяжения полотна в определенных пределах, тогда как изменения скорости полотна материала происходят выше по потоку. Таким образом, система согласно настоящему изобретению предназначена для поддержания натяжения полотна в пределах заданного диапазона, даже если скорость полотна, разматываемого в процесс резко изменяется относительно скорости полотна после того, как накопитель осуществляет подачу в процесс.
Во время последовательности сращивания первый рулон материала сращивают со вторым рулоном материала таким образом, чтобы второй рулон материала мог подаваться через этот процесс. Во время последовательности сращивания желательно, чтобы скорость материала ниже по потоку оставалась неизменной. Ссылаясь на фиг. 1, система согласно настоящему изобретению показана во время работы в установившемся режиме. Во время работы в установившемся режиме приводные устройства могут оставаться неактивными. Как проиллюстрировано, первый валик материала 12 разматывают и подают в накопитель 26 перед входом в процесс ниже по потоку. Также показан замещающий рулон 14, который предназначен для замены первого рулона материала 12 при исчерпании первого рулона материала. Накопитель содержит накопленный материал, подаваемый в процесс во время последовательности сращивания.
Когда наступит время сращивания второго рулона 14 с первым рулоном 12 в одном варианте осуществления увеличивается скорость движения материала 20. Когда это происходит, каретка 46 накопителя 26 перемещается в направлении от нижних направляющих валиков 42, что приводит к большему накоплению материала в пределах накопителя (см. стрелку на фиг. 1). Затем скорость размотки материала 20 замедляется или останавливается. Устройство 24 сращивания затем сращивает материал с первым материалом.
Во время прерывания в процессе размотки каретка 46 накопителя 26 перемещается в направлении нижней группы направляющих валиков 42, высвобождая материал, который был сохранен на накопителе, как показано на фиг. 2.
Во время замедления материала 20 определенные направляющие валики в накопителе 26 также замедляются. Например, если скорость материала 20 должна быть остановлена, направляющие валики в накопителе будут изменять скорость от нуля на направляющем валике 42A до скорости материала ниже по потоку на направляющем валике 72.
Во время последовательности приводные устройства 50A и 50B могут активироваться контроллером на основе информации, принятой от устройств для измерения натяжения и устройств для измерения скорости, приводящие к замедлению соответствующих направляющих валиков. Например, устройства 25 и 70 для измерения натяжения могут указывать на то, что натяжение в полотне материала 20 увеличивается из-за уменьшения скорости разматываемого полотна материала. Контроллер может быть выполнен с возможностью управления натяжением в пределах определенного диапазона. В случае, если одно из устройств для измерения натяжения указывает, что натяжение в полотне увеличилось выше заданной величины, контроллер может затем управлять приводными устройствами 50A и 50B для замедления соответствующих направляющих валиков 42A и 42E с целью уменьшения увеличенного растяжения и возврата натяжения полотна обратно в заданный диапазон.
Ссылаясь на фиг. 3, после того, как произошло сращивание, устройство для размотки разматывает второй рулон материала 14 в процесс. В этот момент в последовательности сращивания каретка 46 продолжает сжиматься до тех пор, пока шпиндель и направляющие валики не будут ускоряться обратно до производственной скорости. Скорость шпинделя или скорость размотки материала затем при необходимости регулируется с целью приведения каретки накопителя в рабочее положение. Например, необязательно материал 20 может подаваться в накопитель со скоростью, которая больше, чем скорость перемещения материала ниже по потоку. Когда это происходит, каретка 46 накопителя 26 перемещается в направлении от нижних направляющих валиков 42, вызывая накопление материала в накопителе.
Во время данной последовательности событий направляющие валики 42 могут быть ускорены. Во время ускорения материала 20 приводные устройства 50 могут быть активированы контроллером, приводящим к ускорению соответствующих направляющих валиков. Например, устройства 25 и/или 70 для измерения натяжения могут указывать контроллеру, что натяжение полотна ниже заданной величины. В ответ контроллер может управлять приводными устройствами 50A и 50B для ускорения соответствующих направляющих валиков 42A и 42E для увеличения натяжения полотна, чтобы вернуться обратно в требуемый диапазон. Во время этих регулировок контроллер также может принимать информацию с устройств 60A и 60B для измерения скорости, а также осуществлять регулировку скорости вращения направляющих валиков. Как пояснено выше, согласование скорости полотна материала в месте размотки со скоростью материала на направляющих валиках может предотвратить колебания при напряжении и лучше минимизировать количество коррекций, которые должны иметь место, когда наблюдаются колебания при натяжении.
В дополнение к последовательностям сращивания система и способ согласно настоящему изобретению могут быть использованы во время других условий обработки, таких как во время запуска и отключения процесса.
Как объясняется выше, положение приводных устройств, количество приводных устройств и положение устройств для измерения натяжения могут варьироваться в зависимости от конкретного применения и требуемого результата. Например, в одном варианте осуществления более двух приводных устройств могут быть включены в систему, например, более трех приводных устройств, например, более четырех приводных устройств. В одном варианте осуществления, например, приводное устройство может быть связано со всеми без исключения направляющими валиками внутри накопителя. Кроме того, приводные устройства могут быть связаны с направляющими валиками, расположенными выше по потоку от накопителя и ниже по потоку от накопителя. Со ссылкой на фиг. 4—9 показаны различные другие варианты осуществления систем перемещения полотна, выполненных в соответствии с настоящим изобретением. Подобные номера ссылок использованы для указания подобных элементов.
Вариант осуществления, проиллюстрированный в фиг. 4, например, является подобным варианту осуществления, проиллюстрированному в фиг. 1. Однако устройство 70 для измерения натяжения показано как датчик нагрузки, связанный с направляющим валиком 42F, расположенным в накопителе 26. Как на фиг. 1, так и на фиг. 4 устройство 70 для измерения натяжения расположено ниже по потоку относительно приводного устройства 50B. Однако следует понимать, что в других вариантах осуществления устройство 70 для измерения натяжения может быть расположено выше по потоку относительно приводного устройства 50B.
Ссылаясь на фиг. 5, показан другой вариант осуществления системы, изготовленной в соответствии с настоящим изобретением. В варианте осуществления, проиллюстрированном на фиг. 5, система содержит три приводных устройства 50A, 50B и 50C, которые соединены с тремя соответствующими направляющими валиками 42A, 42C и 42E.
Подобно варианту осуществления, изображенному на фиг. 1, приводное устройство 50A связано с устройством 25 для измерения натяжения, и приводное устройство 50B связано с устройством 70 для измерения натяжения. Однако в варианте осуществления, проиллюстрированном на фиг. 5, устройство 70 для измерения натяжения расположено выше по потоку относительно приводного устройства 50B. В варианте осуществления, проиллюстрированном на фиг. 5, система дополнительно включает третье приводное устройство 50C, которое связано с третьим устройством 80 для измерения натяжения. Устройство 80 для измерения натяжения расположено ниже по потоку относительно приводного устройства 50C. Однако в других вариантах осуществления устройство 80 для измерения натяжения может быть расположено выше по потоку относительно приводного устройства 50C. В варианте осуществления, проиллюстрированном на фиг. 5, все направляющие валики 42A, 42C и 42E могут быть ускорены и замедлены независимо друг от друга во время обработки для сохранения натяжения полотна материала 20 в заданных пределах.
Как описано выше, в одном варианте осуществления приводное устройство и ведомый валик могут быть расположены за пределами накопителя 26. Например, как показано на фиг. 6, приводное устройство 50A расположено выше по потоку от накопителя 26. В варианте осуществления, проиллюстрированном на фиг. 6, ряды направляющих валиков 92, 94, 96, 98, 90 и 23 расположены выше по потоку относительно накопителя 26 и выполнены с возможностью направления полотна материала в накопитель. Приводное устройство 50А показано соединенным с направляющим валиком 90. Кроме того, система содержит устройство 25 для измерения натяжения, которая может представлять собой датчик нагрузки, связанный с направляющим валиком 94. Контроллер 52 может принимать информацию с устройства 25 для измерения натяжения и отслеживать натяжение полотна материала. Когда натяжение внутри полотна материала выходит за пределы заданных диапазонов, контроллер может управлять приводным устройством 50A для ускорения или замедления направляющего вала 90 с целью повышения или уменьшения натяжения полотна. Например, в одном варианте осуществления направляющий валик 90 может быть ускорен для увеличения натяжения и может быть замедлен для уменьшения натяжения.
Ссылаясь на фиг. 7, показан еще один вариант осуществления системы перемещения полотна согласно настоящему изобретению. Система, проиллюстрированная на фиг. 7, подобна системе, проиллюстрированной на фиг. 6. Однако на фиг. 7 приводное устройство 50A соединено с двумя направляющими валиками 90A и 90B. Направляющие валики 90A и 90B расположены таким образом, что полотно из материала 20 имеет конфигурацию S-оборачивания при прохождении вокруг двух валиков 90A и 90B. Приводное устройство 50A соединено с обоими валиками для ускорения или замедления обоих валиков одновременно с целью повышения или уменьшения натяжения полотна, когда натяжение полотна выходит за заданные пределы.
Ссылаясь на фиг. 8, показан еще один вариант осуществления системы перемещения полотна согласно настоящему изобретению. В варианте осуществления, проиллюстрированном на фиг. 8, система содержит одно приводное устройство 50A. Приводное устройство 50A соединено с направляющим валиком 42E. В дополнение, система содержит устройство 25 для измерения натяжения, которое связано с направляющим валиком 42C. В варианте осуществления, изображенном на фиг. 8, приводное устройство 50A и ведомый валик 42E расположены в средней части накопителя 20. Устройство 25 для измерения натяжения также связано с направляющим валиком 42C внутри накопителя. Как также показано в фиг. 8, направляющие валики 42C и 42E слегка смещены относительно других направляющих валиков в накопителе. Размещение направляющих валиков таким образом, как показано на фиг. 8, может повысить точность и чувствительность системы.
Ссылаясь на фиг. 9, показан еще один вариант осуществления системы перемещения полотна согласно настоящему изобретению. На фиг. 9 система содержит приводное устройство 50A, соединенное с направляющим валиком 44B. Система дополнительно содержит устройство 25 для измерения натяжения, находящееся в связи с направляющим валиком 44A. В варианте осуществления, изображенном на фиг. 9, ведомый направляющий валик 44В расположен на каретке 46 вдоль верхнего набора направляющих валиков.
Как указано выше, система согласно настоящему изобретению может использоваться для размотки различных материалов, включая нетканые материалы, тканные материалы, эластичные материалы, полимерные пленки, клейкие ленты, механические крепежные материалы, бумажные полотна и т. п. В одном варианте осуществления система согласно настоящему изобретению может использоваться для размотки материалов во время образования впитывающего изделия, такого как подгузники, трусы для приучения к горшку, изделия, используемые при недержании, гигиенические прокладки, гигиенические продукты для женщин и т. п. Например, система и способ согласно настоящему изобретению могут быть использованы для получения впитывающих изделий, которые содержат впитывающую структуру, расположенную между прокладочным материалом и материалом наружного покрытия. Система и способ согласно настоящему изобретению, например, могут быть использованы для подачи прокладочного материала и/или материала наружного покрытия на производственную линию для получения впитывающих изделий.
Эти и другие модификации и варианты настоящего изобретения могут быть реализованы на практике специалистами в данной области техники без отступления от сущности и объема настоящего изобретения, которое более конкретно изложено в прилагаемой формуле изобретения. В дополнение, следует понимать, что аспекты различных вариантов осуществления могут быть полностью или частично взаимозаменяемыми. Кроме того, специалистам в данной области техники будет понятно, что вышеизложенное описание приведено только в качестве примера и не предназначено для ограничения изобретения, дополнительно описанного в этой прилагаемой формуле изобретения.
Реферат
Настоящее изобретение в целом относится к системе и способу перемещения полотна материала. Система перемещения полотна содержит аккумулятор или накопитель, который накапливает количество материала при подаче материала ниже по потоку. По меньшей мере один направляющий валик внутри накопителя соединен с приводным устройством, таким как мотор. Система также содержит по меньшей мере одно устройство для измерения натяжения. Приводное устройство ускоряет или замедляет направляющий валик на основе информации, полученной от устройства для измерения натяжения. В одном варианте осуществления система дополнительно содержит конфигурацию электронного переключения скоростей между разматываемым рулоном материала и направляющим валиком в потоке для лучшей синхронизации и дополнительной минимизации рывков при натяжении. Электронное переключение скоростей может содержать калькулятор диаметра для рулона материала, разматываемого на основе обратной связи о скорости ведомого направляющего валика. Система перемещения полотна особенно хорошо подходит для поддержания натяжения полотна в пределах заданных значений во время временных задержек в процессе, например во время операций сращивания. 2 н. и 22 з.п. ф-лы, 9 ил.
Комментарии