Способ и устройство для параллельного перемещения полотна материала - RU2156217C2
Код документа: RU2156217C2
Чертежи


Описание
Настоящее изобретение относится к способу и приспособлению для параллельного перемещения полотна материала посредством продвижения полотна материала по первому ведомому сгибающему ролику и по второму ведомому сгибающему ролику, который параллельно смещен относительно первого сгибающего ролика.
Предшествующий уровень техники
Когда полотно материала должно быть, например, склеено или соединено с
другим полотном, например, в расфасовочной машине для расфасовки и изготовления пакетов, которые принадлежат к типу одноразового использования, целью является создание возможности производить это
склеивание или соединение как можно быстрее, не прибегая к остановке производства и не позволяя накопительным катушкам занимать излишнюю площадь.
Полотно материала, которое используется для расфасовочных машин, предназначенных для упаковки жидких продуктов питания, например в пакетах формы параллелепипеда, в которые формуется полотно материала, заполняется и разрезается для образования индивидуальных пакетов, состоящих из бумажного картона или бумаги, на которые наслаиваются различные пластические слои, а в некоторых случаях также алюминиевая фольга. Такое полотно упаковочного материала оказывается относительно жестким и плохо поддающимся обработке.
При операции по склеиванию на машинах, которые используются в настоящее время, применяются так называемые накопительные катушки, которые устанавливаются один за другим, при этом операция по склеиванию выполняется с одной катушки на другую, и катушка с поступающим склеенным материалом после этого передвигается на внутреннюю производственную выходную позицию. В качестве альтернативы катушки располагаются рядом друг с другом, при этом катушка, которая используется в настоящее время, устанавливается в центральное положение таким образом, чтобы полотно материала входило прямо и непосредственно в расфасовочную машину. В этом случае также поступающая склеенная накопительная катушка или каретка должна быть сдвинута в центральное положение после операции склеивания.
Задачей настоящего изобретения является создание способа и устройства для параллельного перемещения полотна материала так, чтобы не было необходимости передвигать накопительные катушки в центральное положение после операции склеивания. Вместо этого операция склеивания может быть выполнена быстро и без затруднений во время производства, а площадь, необходимая для накопительных катушек, могла бы быть возможно компактной и небольшой.
Технический результат достигается тем, что в способе параллельного перемещения полотна материала, при котором продвигают полотно материала по первому ведомому сгибающему ролику и по второму ведомому сгибающему ролику, который смещен параллельно относительно первого сгибающего ролика, при этом полотну материала между двумя сгибающими роликами придают форму свободно провисающей петли или провисание, нижнее положение которого считывается детектором, управляющим движением одного сгибающего ролика, согласно изобретению используют две накопительные катушки для полотна материала, которые располагают рядом в магазине катушек с возможностью сохранения своего первоначального положения, при этом первый сгибающий ролик выполняют сдвигаемым вбок к одной или другой стороне относительно центральной линии машины, а второй огибающий ролик размещают по ее центральной линии.
Кроме того, в качестве детектора используют фотоэлемент, который управляет движением первого сгибающего ролика так, что сгибающий ролик имеет меньшую скорость, когда петля материала перекрывает детектор, и первый сгибающий ролик имеет большую скорость, когда датчик не перекрыт петлей материала.
При этом скорость второго сгибающего ролика постоянна и ниже высокой скорости первого сгибающего ролика.
Технический результат достигается также тем, что в устройстве для параллельного перемещения полотна материала, содержащем первый ведомый сгибающий ролик, второй ведомый сгибающий ролик, который смещен параллельно относительно первого сгибающего ролика и накопительной катушки, и датчик для управления скоростью одного из сгибающих роликов, причем полотно материала расположено между ведущими роликами для образования свободно свисающей петли или провисания, согласно изобретению оно имеет две накопительные катушки для полотна материала, расположенные рядом в магазине катушек с возможностью сохранения своего первоначального положения, при этом первый сгибающий ролик выполнен сдвигаемым вбок к одной или другой стороне относительно центральной линии машины, а второй сгибающий ролик размещен по ее центральной линии.
Краткое описание сопровождающих чертежей
Ниже будет дано
описание одного предпочтительного варианта воплощения, которое изложено с большими подробностями и с конкретными ссылками на сопровождающие чертежи, на которых показано следующее:
На фиг. 1
изображено параллельное перемещение полотна материала из одного бокового положения.
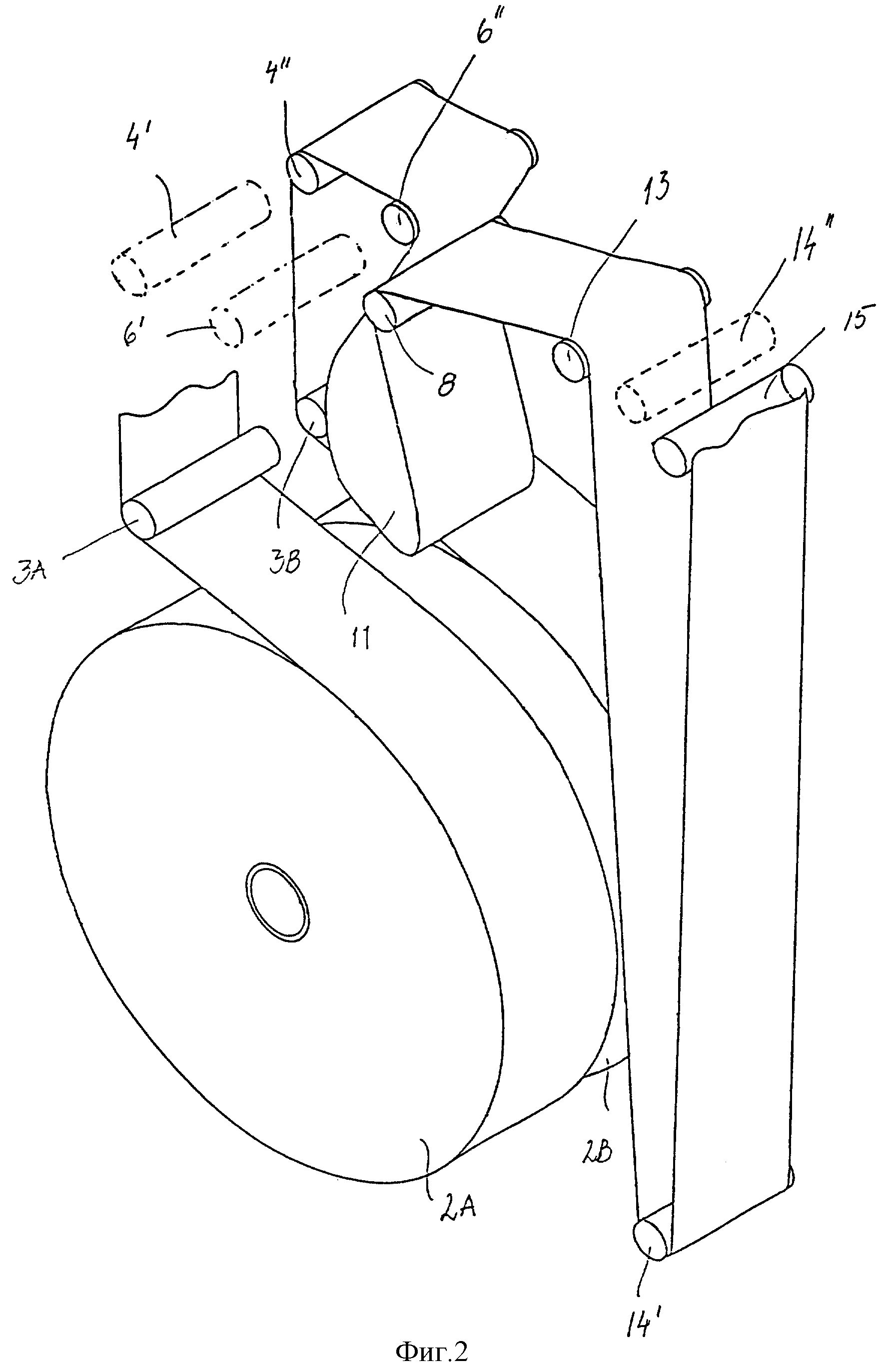
На фиг. 2 изображено параллельное перемещение полотна материала из другого бокового положения.
На фиг. 3 представлен вид сбоку с пустой накопительной катушкой.
На фиг. 4 представляет вид сбоку с использованной накопительной катушкой.
Сопровождающие чертежи называют только те детали, которые важны для понимания настоящего изобретения и, следовательно, местоположение накопительных катушек в расфасовочной машине и схема полотна материала были опущены для изображения как хорошо известные для специалистов в этой области.
Предпочтительный вариант воплощения
Способ согласно изобретению для параллельного перемещения
полотна материала 1 предназначен для использования при склеивании полотна материала 1 с одной накопительной катушки 2A к новой накопительной катушке 2B. В тех типах расфасовочных машин, для
использования в которых предназначен способ согласно настоящему изобретению, машина имеет большую накопительную катушку 2 на площади, предназначенной для этого, откуда полотно материала 1 проходит
через машину и обрабатывается, склеивается: заполняется и отрезается для образования индивидуальных упаковок.
Как показано на фиг. 1 и 2, две накопительные катушки 2 располагаются рядом в магазине катушек, предназначенном для этого, который может быть выполнен относительно узкими и компактными, поскольку катушки 2 не предназначены для передвижения в боковом направлении или перемещения в любом ином направлении после того, как они установлены в магазине.
Полотно материала 1 предпочтительно состоит из бумаги или бумажного картона, на которые нанесены различные термопластические слои и возможно алюминий.
В предпочтительном варианте изобретения обе накопительные катушки 2 располагаются симметрично по обе стороны от центральной линии расфасовочной машины. На фиг. 1 показан случай, в котором используется одна накопительная катушка 2A, а на фиг. 2 показан случай, в котором применена вторая накопительная катушка 2B. При непрерывном производстве альтернативно используется одна или другая позиция в зависимости от того, какое необходимо склеивание для того, чтобы поддерживать непрерывный выпуск пакетов. Нет необходимости устанавливать накопительные катушки симметрично, они могут находится на различных расстояниях от центральной линии машины или же первая катушка 2 может быть в качестве альтернативы установлена по центральной линии, а вторая катушка 2 может иметь боковое смещение относительно первой катушки.
Склеивающее оборудование, которое должно быть доступно обслуживающему персоналу машины, располагается между одним роликом 3 и вторым роликом 4 (склеивающее оборудование на чертежах не показано). После сращивающего оборудования по ходу продвижения полотна материала 1 может быть установлена в каком-то виде направляющая края 5, как это показано на фиг. 3 и 4.
После двух роликов 3 и 4 располагается первый сгибающий ролик 6, который является ведомым, а сгибающий ролик 6 может свободно вращаться, опираясь на ролик 7. Для внедрения способа согласно настоящему изобретению на практике требуется также второй изгибающий ролик 8 (который также является ведомым) с соответствующим направляющим роликом 9. Этот второй сгибающий ролик 8 смещен параллельно относительно первого сгибающего ролика 6, а второй сгибающий ролик 8 расположен по центральной линии расфасовочной машины. После параллельного смещения, то есть у второго сгибающего ролика 8, устанавливается еще в положении направляющая края 10 любой формы.
На пути полотна материала 1 имеется также должным образом размещенный какого-либо вида магазин для создания необходимого времени для проведения операции склеивания без остановки машины.
Как это показано на фиг. 2, использование второй накопительной катушки 2B соответствует описанному выше оборудованию. Между первыми двумя роликами 3B, 4'' установлено склеивающее устройство (не показано на чертежах), а после него первый сгибающий ролик 6''. Расположенный по центру второй сгибающий ролик 8 состоит из такого же сгибающего ролика 8, как и в случае, показанном на фиг. 1.
В качестве альтернативы к случаю, при котором оба ролика 3 и 4, склеивающее устройство и первый сгибающий ролик 6 полностью или частично разделены с любой из сторон полотна 1, эти части могут быть общими и сдвигаемыми вбок к одной или другой стороне, как это будет нужным.
Таким образом, полотно материала 1 поступает с одной стороны или другой стороны центральной линии и сращивается в центральное вытягивающее материал положение.
Полотно материала 1 проходит с одной из накопительных катушек 2 по ролику 3 через склеивающее устройство далее по следующему ролику 4 и достигает первого сгибающего ролика 6. После этого полотну материала 1 придают форму свободно свисающей петли или провисания 11 между двумя сгибающими роликами 6 и 8. Таким образом, полотно материала 11 составляет вертикальное параллельное перемещение полотна материала 1, когда первый сгибающий ролик 6 устанавливается с одной стороны центральной линии расфасовочной машины и второй сгибающий ролик 8 устанавливается по центральной линии. Длина провисания или петли 11 материала выбирается такой, чтобы она была возможно короче для того, чтобы полотно материала 1 не было повреждено или скручено, что может затруднить дальнейшую манипуляцию полотном. Обычно согласно изобретению, чем больше расстояние от накопительной катушки 2 до центральной линии расфасовочной машины, тем длиннее должно быть провисание 11.
Первый сгибающий ролик 6 приводится в движение на различных скоростях, которые устанавливаются при помощи датчика 12, расположенного у наиболее низкого положения провисания петли материала и считающего это положение. Датчик 12, соответственно, состоит из фотоэлемента или подобного устройства. Когда фотоэлемент оказывается закрытым, то есть когда он "видит" провисание материала 11, скорость первого сгибающего ролика уменьшается, а когда фотоэлемент свободен, то есть "не видит" провисание материала 11, скорость первой сгибающей ролика 6 увеличивается. Второй сгибающий ролик 8 приводится в движение с постоянной скоростью, которая тем меньше, чем выше скорость первого сгибающего ролика 6. В качестве альтернативы первый сгибающий ролик 6 приводится в движение с постоянной скоростью тогда, как второй сгибающий ролик 8 работает на переменных скоростях. Можно также использовать два фотоэлемента 12, которые в двух позициях либо начинают, либо прекращают работу поочередно, одного из двух сгибающих роликов 6, 8; тогда как второй сгибающий ролик 6, 8 продолжает вращаться на постоянной скорости.
После этого полотно материала 1 направляется в его центральное положение через расфасовочную машину по новому ролику 13. Между двумя последними роликами 8 и 13 могут быть созданы и другие рабочие позиции, такие как аппликаторы ленты, аппликаторы язычка и т.д. В качестве альтернативы этот последний аппликатор 13 может приводиться в движение вместо второго сгибающего ролика 8.
Когда способ согласно настоящему изобретению применяется для склеивания в расфасовочной машине, соответственно может также быть использована какая-то форма магазина, в котором магазинная катушка 14 может вращаться в вертикальном направлении между двумя роликами 13 и 15. На фиг. 3 и 4 показаны эти две позиции, при этом на фиг. 3 показан полный, но не используемый магазин, причем магазинная катушка находится в самой нижней позиции. Время, которое необходимо магазинной катушке 14 для того, чтобы перейти из одного крайнего положения в другое крайнее положение, то есть для того, чтобы полностью заполненному магазину стать полностью пустым, обеспечивает получение требуемого времени для сращивания с тем, чтобы расфасовочная машина могла бы приводиться в движение непрерывно без остановки для выполнения операций склеивания.
Как стало ясно из предшествующего описания, настоящее изобретение реализует возможность параллельного перемещения полотна материала так, чтобы накопительные катушки могли сохранять свои первоначальные положения и требовалось наименьшее рабочее пространство для накопительных катушек.
Настоящее изобретение не следует рассматривать как ограниченное тем, что описано выше и показано на чертежах. Возможны многие модификации в объеме прилагаемой формулы изобретения.
Реферат
Изобретение относится к способу и устройству для параллельного перемещения полотна материала преимущественно в расфасовочной машине, при котором полотно материала, расположенное между двумя сгибающими роликами, образует свободно свисающую петлю или провисание, нижний конец которого считывается датчиком. Датчик управляет скоростью первого сгибающего ролика в то время, как второй сгибающий ролик приводится в движение на постоянной скорости. Изобретение обеспечивает значительное уменьшение рабочего пространства, занимаемого накопительными катушками, которые могут сохранять свое первоначальное положение с осуществлением параллельного перемещения полотна между ними. 2 с. и 4 з.п. ф-лы, 4 ил.
