Станок для перемотки рулонного материала - RU2060220C1
Код документа: RU2060220C1
Чертежи














Описание
Изобретение относится к перемоточно-резательному станку с опорным валком и автоматическим подводом гильз.
Это станки "центрального" типа, в которых намоточные гильзы для намотки узких полос материала после разрезки широкой полосы вращаются в
зажимных центрах, дают хорошие результаты в работе и многие годы используются в промышленности. Однако производительность этих станков сильно ограничивается потерями времени и труда при смене рулонов
и гильз. Эта процедура занимает 5-8 мин и требует для перемоточно-резательных станков с несколькими рабочими участками до четырех-пяти рабочих. Среднее время резки и намотки рулона составляет
примерно
12 мин. Это значит, что станок в течение примерно 30-40% всего времени не выпускает продукции [1]
Как для станков с одним опорным валком, так и для станков с двумя такими валками
традиционно
подвод намоточных гильз производится снизу вверх, однако известно автоматизированное подведение намоточных гильз сверху на опорный валок. Для этой цели по [2] каждое из обоих рабочих мест,
расположенных по бокам от опорного валка, оборудовано подводящей балкой, которая проходит по всей ширине станка и составляет 8-10 м, по концам станка балки опираются на поворотные стрелы. Обе
подводящие балки имеют по желобу для размещения намоточных гильз.
Подводящие балки и желобы находятся так близко друг к другу, что в каждом участке по длине есть место только для одной намоточной гильзы. За счет этого намоточные гильзы могут поочередно подаваться в желоб то одной, то другой подводящей балки и посредством толкателя подаваться вдоль обоих желобов к месту передачи, соответствующему положению намоточных устройств. Распределение намоточных гильз к соответствующим намоточным устройствам производится при перемещении их по желобам. Надежное разделение в этом случае затруднительно. Чтобы отдельные намоточные устройства обеспечить новыми намоточными гильзами, подводящие балки должны по дуге окружности подаваться в направлении пар несущих стрел намоточных устройств. В этом процессе поворота намоточные гильзы скатываются в принимающие их желоба из первого во второе устойчивое положение, где они стопорятся поворотным упругим стопором.
Это известное подводящее устройство имеет три недостатка. Во-первых, имеется опасность, что при качении намоточной гильзы из одного устойчивого положения в другое момент катящейся гильзы станет столь большим, что стопорные пластины с закругленной поверхностью это движение не остановят. Эта опасность прежде всего проявляется при намоточных гильзах сравнительно большого диаметра и/или сравнительно большого веса. Во-вторых, юстировка намоточных гильз относительно зажимных головок намоточных устройств сложна прежде всего тогда, когда необходимо изменить диаметр намоточной гильзы и/или даже потребуется наматывать материал на гильзы различного диаметра в течение одного процесса намотки. И, наконец, затруднительно намоточные гильзы на разных желобах точно сдвигать в их положение передачи.
Из заявки [3] известен перемоточно-резательный станок, в котором к единственному опорному валку предусмотрены отодвигаемые от него козлы с подшипниками для крепления гильзы с возможностью ее вращения. По обе стороны от опорного валка предусмотрены по транспортному устройству для подвода намоточных гильз к соответствующей стороне опорного валка, а также общее подъемное устройство для загрузки всех намоточных устройств на одной стороне опорного валка. С помощью такого устройства можно реализовать лишь очень простые программы намотки, т.е. когда диаметры всех намоточных гильз и подлежащих намотке рулонов на данной стороне валка для одной рабочей операции идентичны. Затраты на точный по положению подвод намоточных гильз к каждой стороне станка сравнительно велики.
Определенное упрощение подвода намоточных гильз было предложено в [4] для станков с двумя опорными валками. В этом станке все требуемые для процесса намотки намоточные гильзы сдвигаются по одному единственному желобу. Разделение намоточных гильз на стороны, соответствующие каждому намоточному рабочему месту, производится лишь тогда, когда намоточные гильзы уже находятся в положении передачи на соответствующие рабочие места.
Разделение производится раскрыванием желоба вниз и передачей намоточных гильз на расположенные поочередно с обеих сторон захваты, которые тянут намоточные гильзы в заданную сторону и кладут на наклонную плоскость, ведущую к месту зажима соответствующей намоточной гильзы. В этом устройстве подачи гильз также требуется стопор, который предотвращает дальнейшее прокатывание намоточной гильзы и задерживает ее точно в положении зажима.
Это известное устройство подвода намоточных гильз требует сравнительно большого количества подвижных деталей. Кроме того, значительны сложные юстировки при изменении ширины разрезанных полос материала и/или диаметра намоточных гильз. Наконец, захваты при изменении ширины полос материала приходится юстировать отдельно, т.е. независимо от намоточных устройств. Для этого приходится применять расположенную по всей длине станка коробчатую балку с боковыми направляющими рельсами и подвижным по ним ползуном.
В основе изобретения стоит задача создать станок, посредством которого упрощается автоматический подвод намоточных гильз к намоточным устройствам. При этом центровки намоточных гильз относительно зажимных головок, а также подача намоточных гильз из положения передачи в положение зажима должны происходить точно и быстро, положение останова подающего устройства у места зажима может просто и точно регулироваться, так что в работу могут идти намоточные гильзы различного диаметра, как на различные намоточные устройства, так и на одном и том же намоточном устройстве, причем этот процесс может быть полностью автоматизирован, намоточные и транспортные устройства всегда передвигаются вместе, так что отпадают расходы на их взаимную юстировку в осевом направлении.
Транспортные устройства по изобретению могут использоваться как в перемоточно-резательных станах с единственным опорным валком, так и в станках с двумя опорными валками, и подвод узких полос к опорному валку может производиться как снизу, так и сверху. Прямолинейное движение по изобретению, которое является подъемом или опусканием, не обязательно должно быть вертикальным, оно может быть и наклонным, что, как правило, необходимо там, где намоточная гильза подводится в положение над одним или обоими опорными валками, т. е. когда подвод узких полос материала к опорному валку или валкам производится снизу. В этих случаях намоточные гильзы с транспортных устройств должны подаваться из положения передачи в положение зажима, опускаясь. Когда, напротив, подводящее устройство для намоточных гильз находится под единственным опорным валком или же под двумя опорными валками, намоточные гильзы с транспортных устройств из положения передачи должны подниматься в положение зажима и угол наклона прямолинейного движения передачи относительно предпочтительного вертикального направления выдерживается небольшим. Оба мероприятия (подъем и малый угол наклона) предпочтительны для надежного положения намоточных гильз в органах поддержки на транспортных устройствах.
Для изобретения существенным является то, что транспортные устройства состоят из поднимающих или опускающих органов, которые совершают прямолинейное перемещение, как, например, в предпочтительных цилиндро-поршневых устройствах, ходовых винтах, линейных электродвигателях и тому подобных подающих устройствах с прямолинейным перемещением. По изобретению предпочтительными являются прямолинейное транспортное перемещение, угловое положение транспортных устройств не изменяется относительно вертикали на всей траектории подъема или опускания. Однако возможно, чтобы подъем или опускание сопровождалось определенным качанием транспортного устройства.
Каждое из намоточных устройств станка предпочтительно имеет индивидуальное транспортное устройство. При этом возможно, чтобы каждое транспортное устройство имело один единственный приемный или опускающий орган, однако предпочтительно, чтобы каждой стороне намоточного устройства, т.е. каждой несущей стреле, было придано собственное транспортное устройство, которое передвигалось бы вместе с ним, тогда каждое транспортное устройство должно состоять из двух пространственно разнесенных друг от друга подъемных или опускающих органов. В этом случае при изменении ширины узкой полосы материала отпадает необходимость специально передвигать транспортные устройства и/или вновь их юстировать, процесс передачи намоточных гильз с минимальными затратами и точно.
В принципе, однако, можно для каждого намоточного устройства, т.е. на каждой стороне опорного валка или валков, предусматривать единственную пару подъемных и опускающих органов и все приемные органы для намоточных гильз для соответствующей стороны станка расположить на одной траверсе, приводимой в движение обоими подъемно-опускающими органами, без отхода от основной идеи изобретения.
Под желобами для
совместного приема всех намоточных гильз для обоих намоточных устройств согласно изобретению понимают желобообразно выполненные
держатели, которые позволяют принять все намоточные гильзы набора в
соосном их положении, преимущественно с одного конца станка, как это известно, например, из [2] Предпочтительно такой желоб в
отличие от конструкции [2] где предусмотрен двойной желоб, выполняют
"одноколейным" оси всех намоточных гильз находятся на одной прямой или, если гильзы имеют различный диаметр, оси находятся в одной
вертикальной плоскости. Это имеет место в желобе по заявке [4] и
имеет то преимущество, что при вталкивании намоточных гильз на желоб с одного конца станка не требуется их разделять на обе стороны
станка, т. е. на оба намоточных устройства, как это, например,
требуется по заявке [2]
Передача намоточных гильз с желоба приемными органами подъемно-опускающих органов производится
предпочтительно за счет того, что органы приема намоточных гильз
отдельных транспортных устройств в положении приема гильз расположены сбоку от желоба таким образом, что они подхватывают сброшенные
намоточные гильзы. Сбрасывание намоточных гильз у желоба само по
себе уже известно из [4] и содержит то, что намоточные гильзы скатываются по меньшей мере в одной наклонной плоскости с каждой стороны
станка, причем при движении они теряют высоту, катясь под
действием силы тяжести, и гильзы, приданные обоим намоточным устройствам, оказываются на расстоянии друг от друга. После улавливания этих
намоточных гильз приемными органами по изобретению гильзы при
своем движении вновь принимают определенное положение.
Имеются различные возможности выполнения средств сбрасывания намоточных гильз, при этом требуется лишь один единственный желоб для приема всего набора намоточных гильз. Для каждой намоточной гильзы требуются по меньшей мере один подъемный орган и один или два удерживающих органа. Посредством органов для сбрасывания намоточных гильз из желоба предполагается разделение намоточных гильз на обе стороны станка, т.е. на соответствующие намоточные устройства. В принципе, однако, возможно, что подъемно-опускающий орган по изобретению производит разделение намоточных гильз на обе стороны станка. Это было бы возможно, например, за счет того, что приемные органы подъемно-опускающих органов передвигаются точно в положение намоточных гильз, в которых они находятся в желобе, чтобы там соответствующие намоточные гильзы использовать напрямую посредством вынимания их из желоба. В таком случае выполняют откидывание подъемно-опускающих органов, особенно у их основания, перевод их в другое угловое положение (относительно вертикального направления), соответствующее угловому положению для передачи намоточных гильз в их положение зажима. Все подъемно-опускающие органы одной стороны станка могли бы отклоняться одновременно, тогда как подъемно-опускающее движение каждого транспортного устройства и при необходимости также передвижение его поперек направления движения узких полос материала для каждого подъемно-опускающего органа могли бы производиться отдельно, в частности по программе.
На фиг. 1 изображены намоточное устройство перемоточного станка, вид сбоку (вид А на фиг. 8), и остальные узлы перемоточного станка; на фиг. 2-7 показана последовательность рабочего цикла подвода намоточных гильз и намотки узких полотен материала; на фиг. 8-10 представлен станок по фиг. 1-7 c непоказанным опорным валком и позицией разреза полосы материала, вид сверху (разрез Б-Б на фиг. 6), последовательность передачи намоточных гильз из желоба в подъемно-опускающие органы; на фиг. 11-16 показана альтернативная форма выполнения устройства подвода намоточных гильз в перемоточном станке по фиг.1 в том же виде, что и на фиг. 1-7, как последовательность этапов одного цикла подвода намоточной гильзы.
В перемоточном станке по фиг. 1 имеется узел 1 сматывания широкого полотна 2 с рулона 3, такого как бумага и т.п. Смотанное, но еще не разрезанное полотно подводится к узлу 4 продольного разрезания, который имеет несколько валков 5, 6 и по меньшей мере одно разрезающее устройство 7.
Полученные после разрезающего устройства разрезанные продольно узкие полосы 8 подводятся к опорному валку 9, простирающемуся на всю длину станка, который может иметь возможность создания вакуума внутри для удерживания на поверхности узких полос.
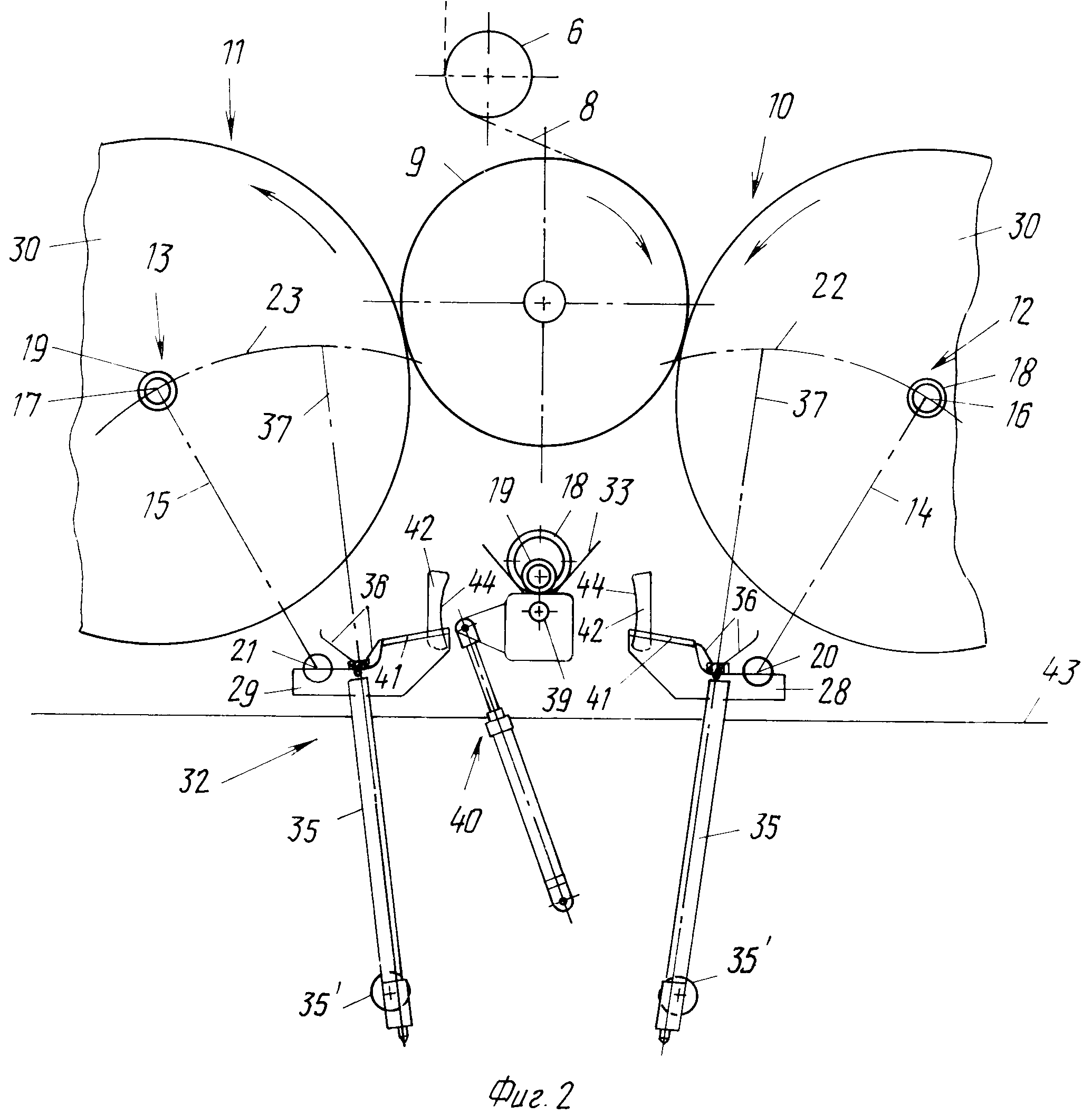
По обе стороны по меньшей мере одного опорного валка 9 находится по одному намоточному узлу 10, 11, каждый из которых состоит из по меньшей мере одного, но предпочтительно множества мотальных устройств 12, 13. Каждое мотальное устройство 12 или 13 состоит из пар несущих стрел 14 или 15, которые на свободных концах снабжены зажимами 16 или 17. Зажимы 16 или 17 могут входить в трубчатые намоточные гильзы 18 или 19 с их торцов или намоточные гильзы зажимаются и приводятся во вращение (центральная намотка) см. также фиг. 7-10.
Несущие стрелы 14, 15 на нижних концах могут качаться относительно осей 20, 21. Траектория качания намоточной оси показана штрих-пунктирной линией 22, 23.
Процесс качания несущих стрел 14, 15 осуществляется посредством цилиндро-поршневых узлов 24, 25, которые, в свою очередь, могут качаться относительно осей 26, 27. Подшипники для качания находятся на общем несущем органе 28 или 29, вместе с которым каждое из мотальных устройств вместе и независимо от других соответствующих узлов может передвигаться по ширине станка, т.е. вдоль по меньшей мере одного опорного валка, так что можно наматывать узкие полосы различной ширины в рулоны 30 узких полос. Опорный валок 9 установлен на ферме, состоящей из опор 31 и не показанной траверсы. Описанные выше узлы сами по себе известны в перемоточно-резательных станках.
Все
намоточные гильзы 18 и 19, образующие набор гильз, требуемый для процесса намотки, подводятся
посредством известного средства 32 для подвода гильз к отдельным мотальным устройствам 12 и 13. Для этой
цели предусмотрен желоб 33, который простирается под опорным валком 9 параллельно ему.
Намоточные гильзы 18 и 19 могут заталкиваться через отверстие 34 одной из опор 31 с конца станка на желоб 33.
Для этого процесса имеются известные средства, как, например, в заявке [2]
Подводящее средство 32 состоит из передаточного механизма 35, который принимает намоточные гильзы 18 или 19 из
желоба 33 и подает в положение зажима (показанное на фиг.1 слева), т.е. показанное там
положение зажимов 17, осуществляя при этом прямолинейное перемещение. Передаточные механизмы 35 представляют
собой подъемники с органом 36 приема, в показанном примере исполнения имеющим два плеча, на
верхнем конце каждого подъемно-опускающего органа, что обеспечивает точный по положению прием и удержание
во время транспортировки в положение зажима вдоль штрих-пунктирной линии 37 с двумя точками.
На фиг.1 намоточный узел 11 показан в положении зажима, а намоточный узел 10 в положении намотки. Как
правило, однако, все намоточные узлы обычно находятся в одинаковом рабочем положении.
Передаточные механизмы 35 могут быть выполнены в виде электромеханических подъемных цилиндров с приводом или без него. Они обеспечивают точный перенос гильз между конечными заданными положениями. Настройка передаточных средств в положение зажима требуется лишь один раз, если предусмотрены юстируемые держатели 38, которые позволяют ориентировать передаточные средства в конкретном направлении, и эти держатели могут закрепляться на несущем органе 28 или 29 соответствующей половины намоточного узла.
Передача намоточной гильзы 16 и 19 с желоба 33 на приемные органы 36 производится посредством сбрасывания из желоба 33 и улавливания их приемными органами 36. Для этой цели желоб 33 поворачивают относительно оси 39 в продольном направлении желоба, причем качательное движение в одну или другую сторону производится посредством по меньшей мере одного качающего устройства 40. За счет этого желоб 33 наклоняется в одну или другую сторону, так что намоточные гильзы 18 и 19 выкатываются вбок из желоба и по наклонным плоскостям 41 попадают прямо в приемные органы 36. Задерживающие органы 42 предотвращают попадание намоточных гильз 19 или 18, предназначенных противоположному намоточному узлу 11 или 10, не на то мотальное устройство.
Конструктивные особенности и работа пояснены ниже при описании полного рабочего цикла устройства повторной намотки по фиг. 2-10 и для альтернативной формы выполнения по фиг. 11-16.
На фиг. 2 показана фаза работы перед заменой рулона 30 с узкой полосой. Предназначенные для следующего процесса намотки намоточные гильзы 18 и 19 находятся в желобе 33 подводящего средства 32. Эти намоточные гильзы имеют различные диамеры, тогда как оба видимых рулона 30 узких полос материала наматываются до одинакового диаметра, причем находящиеся за ними и невидимые рулоны узких полос материала также могут иметь намоточные гильзы другого диаметра.
Из фиг. 3 видно, как по окончании процесса намотки рулона 30 узкой полосы материала он перекладывается на пол 43 отклонением несущих стрел 14 и 15. После этого производится отделение узких полос материала, чтобы можно было рулоны 30 оттранспортировать и подготовить следующий процесс наматывания.
После снятия рулонов 30 узких полос на пол 43 зажимы 16 и 17 мотальных устройств 12 и 13 нужно еще отпустить и снять с намоточных гильз в осевом направлении. Это производится, например, в фазе работы, показанной на фиг.3, и может производиться позже. От этого не зависит также момент времени, когда готовые рулоны 30 узких полос будут удалены с намоточных узлов 10 и 11. На фиг. 5 изображена ситуация откатки рулонов. Несущие стрелы 14, 15 движутся в положение, показанное на фиг. 6 (а также на фиг.1 в левой половине), где производится зажим новых гильз.
Тем временем идет процесс подвода нового набора намоточных гильз в большой степени независимо от намотки узких полос, отрезания их по окончании, перекладки рулонов узких полос на пол, удаления зажимных устройств и откатывания готовых рулонов, а также обратного откидывания несущих стрел положение зажима. Процесс подвода нового набора намоточных гильз осуществляется следующим образом.
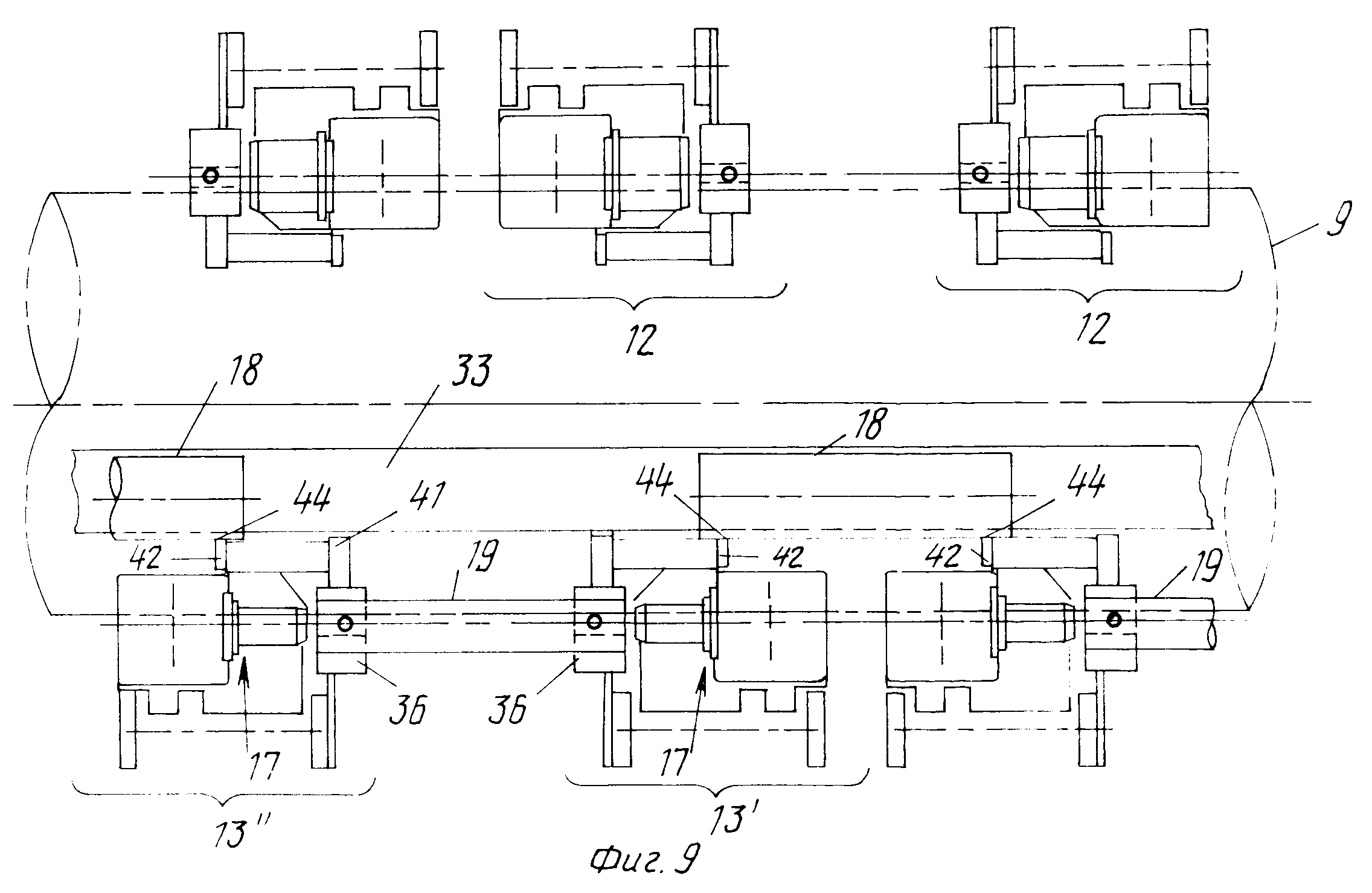
Сначала полный набор намоточных гильз вводится в желоб 33. Для этой цели намоточные гильзы, предпочтительно уже точно нарезанные по длине, заталкиваются с торцового конца станка в желоб, причем рассортированные по диаметру и длинам. Затем намоточные гильзы должны быть протолкнуты в положение передачи, т.е. те положения, в которых намоточные гильзы 18 и 19 позже будут выбраны в мотальные устройства 12 и 13. Если ширина желаемых рулонов узкой полосы достаточно велика, лежащие в желобе намоточные гильзы могут упираться друг в друга. Если заданная ширина узких полос настолько мала, что достаточно широкого разноса намоточных устройств и зажимов 16 и 17 с обеих сторон не получается, поскольку конструктивные узлы соседних намоточных устройств упирались бы друг в друга, особенным преимуществом является то, что мотальные устройства каждого участка вдоль простирания опорного валка 9 разводятся друг от друга после того, как узкие полосы отрезаны. За счет этого получают достаточное боковое расстояние для заключительного разведения соседних узлов 12 и 13 и для приема новых намоточных гильз 18 и 19. Это положение передачи изображено в фиг. 8-10. Такой предпочтительный порядок работы требует, чтобы намоточные гильзы 18 и 19 сначала разложить с расстоянием друг от друга вдоль оси (фиг. 8), а после передачи и зажима этих новых намоточных гильз мотальные устройства 12 и 13 каждого намоточного узла вдоль станка снова сблизить друг с другом, чтобы между соседними узлами полосами или рулонами не было зазоров в осевом направлении.
Процесс позиционирования гильз может быть автоматизирован известным образом, поэтому не изображены толкатели для осуществления этого.
Из последовательности фиг. 3-5, 8-10 видно как происходит процесс сброса намоточных гильз из желоба 33 и улавливания намоточных гильз приемными органами 36.
Сначала все намоточные гильзы 18 и 19 лежат в единственном желобе 33 в положениях передачи, показанных на фиг. 8. Если теперь это является предпочтительным, и как показано на фиг. 1, а также фиг. 8-10, передаточные механизмы 35, наклонные плоскости 41, а также задерживающие органы 42 каждого узла 12, жестко связанные с ними, начнут перемещаться вбок, происходит сброс из желоба, причем упомянутые выше узлы находятся в их изображенном на фиг. 8-10 положении приема.
Если теперь наклонить, как это показано на фиг. 4,9, желоб 33 к намоточному узлу 11, то предназначенные для этого намоточного узла намоточные гильзы 19 скатываются по соответствующим устройствам 13 наклонным плоскостям 41 прямо в приемные органы 36 этого намоточного устройства, тогда как намоточные гильзы 18, предназначенные для намоточного узла 12, задерживаются органами 42 устройств 12, так что они при обратном откидывании желоба остаются в нем или возвращаются в него, чтобы затем быть сброшенными в другую сторону на намоточный узел 10. Для этого задерживающие органы 42 могут иметь изогнутые упорные поверхности 44.
Во время этого процесса сброса и улавливания несущие стрелы 14 и 15 могут находиться в свободном положении, не в положении зажима (см.фиг.4 и 5). Для передачи намоточных гильз с передаточных механизмов 35 посредством зажимов 16 и 17 несущие стрелы 14 и 15 должны перейти в показанное на фиг.6 или 15 положение зажима. За счет того, что криволинейные траектории намоточных осей несущих стрел в положении зажима пересекаются прямыми линиями траектории подачи намоточных гильз, передаточные механизмы нужно лишь задержать в указанных точках траектории, чтобы гильзы различной длины были точно центрированы в положении зажима. После этого следуют процесс зажима, при необходимости боковое смещение намоточных устройств в требуемое положение намотки и подача намоточных гильз 18 и 19 к опорному валку 9, к которому они прилегают, и соединяются с узкой полосой материала, так что может начаться следующий процесс намотки.
В форме исполнения по фиг. 11-16 главное отличие от ранее описанной формы исполнения (по фиг. 1-10) заключается в том, что желоб 33 не наклоняется относительно своей продольной оси, а сбоку от середины желоба вдоль него предусмотрено множество малых подъемных органов, которые, например, гидравлически или электромагнитно приводимыми толкателями 45 будут в состоянии лежащую в желобе намоточную гильзу 18 или 19 настолько приподнять сбоку, что соответствующая намоточная гильза перекатится через обрезанную желобом верхнюю мертвую точку 46.
Рабочая ситуация на фиг. 11 соответствует ситуации, показанной на фиг. 2. Фиг. 12 соответствует фиг. 3. Фиг. 14 соответствует фиг. 4 и 5. Фиг. 15 соответствует фиг. 6, однако с тем отличием, что на фиг. 15 положение зажима совпадает с положением намотки (соответственно фиг. 7). На фиг.16 для полноты изображено еще, как с началом процесса намотки передаточные механизмы снова отходят в положение передачи.
Согласно фиг. 13 в этом примере выполнения предусмотрена еще одна особенность: наклонные плоскости 41 предусмотрены в конструктивном узле желоба 33, а не с отдельными узлами в намоточных устройствах, как это имеет место в фиг. 1-10. Наклонные плоскости 41 образованы пластинчатыми элементами, которые расположены параллельно оси опорного валка на некотором расстоянии друг от друга, и длина их меньше, чем половина ширины самой узкой полосы наматываемого материала. Эти пластинки качаются относительно оси по стрелкам на фиг. 13, так что они могут быть отклонены с траектории перемещения несущих стрел 14 или 15.
Реферат
Сущность изобретения: в устройстве для подвода гильз станка для перемотки рулонного материала полоса материала сматывается с широкого рулона. На участке разрезания широкая полоса разрезается продольно по меньшей мере на две узкие полосы, которые наматываются с использованием намоточных гильз на соседних мотальных устройствах. Намоточные гильзы транспортируются средством для подвода поочередно в противолежащие намоточные узлы, размещенные по обе стороны от опорного валка. Средство для подвода снабжено желобом для гильз, установленным с возможностью поворота от привода в плоскости, перпендикулярной оси опорного валка. Намоточные узлы связаны со средством для подвода гильз с возможностью совместного продольного перемещения относительно опорного валка. Передаточный механизм имеет подъемники, установленные с возможностью линейного перемещения. Средство для подвода гильз размещено под опорным валком. 2 з. п. ф-лы, 16 ил.
Комментарии