Способ наматывания листового материала в рулоны без сердечника и устройство для его осуществления - RU2078731C1
Код документа: RU2078731C1
Чертежи


Описание
Изобретение относится к технологии и оборудованию для изготовления рулона тонколистового материала без сердечника путем наматывания и скручивания ведущей кромки.
В частности, изобретение реализуется на перемоточном станке, включающем первый наматывающий валик, на котором подают тонколистовой материал и второй наматывающий валик, вращающийся в том же направлении, как и первый наматывающий валик с образованием зазора, через который проходит тонколистовой материал, средства для перемещения поверхностей наматывающих валиков друг к другу, средства для разрезания тонколистового материала в конце наматывания рулона и в начале наматывания следующего рулона.
Изобретение также усовершенствует способ изготовления рулонов тонколистового материала, намотанных без центрального сердечника.
Известны способ и устройство описанного типа, однако в этом случае при формировании рулонов имеются некоторые трудности в начальной стадии наматывания.
Изобретение относится к новым способу и перемоточному устройству, которые преодолевают недостатки станков предшествующей технологии.
Целью изобретения является создание способа и перемоточного устройства упомянутого выше типа, в которых наматывание рулона будет начинаться безопасным и надежным образом.
Целью изобретения также является получение устройства, в котором в течение начальной стадии формирования рулона, когда свободный ведущий край тонколистового материала начинает наворачиваться на себя для образования начальных витков рулона, рулон не будет стремиться выехать из наматывающего зазора между двумя валиками.
Поскольку наматывание начинается с ведущего края тонколистового материала без жесткого трубчатого сердечника или вала, для облегчения начала наматывания рулона существует необходимость выровнять формируемый рулон с осями валиков наматывающего устройства. Изобретение обеспечивает решение этой проблемы, создавая для рулона возможность непосредственно разместиться параллельно осям наматывающих валиков.
Эти и дальнейшие цели и преимущества, которые станут очевидными для специалиста в данной области техники из последующего описания, достигнуты обеспечением опорной поверхности для рулона, образуемой выше по ходу намотки от зазора, образованного упомянутыми валиками.
В частности, опорная поверхность может быть выполнена в форме гребенки со множеством зубьев, вершины которых расположены в соответствующих кольцевых канавках в поверхности второго наматывающего валика по меньшей мере в первоначальной стадии наматывания. Такая конструкция позволяет образовывать опорную поверхность, входящую без ее прерывания во внешнюю поверхность второго наматывающего валика.
Когда свободный ведущий край материала начинает наматываться на себя, чтобы начать образование рулона приблизительно у центральной линии зазора между наматывающими валиками, рулон вынужден вращаться между движущимися в противоположных направлениях поверхностями двух наматывающих валиков. Рулон также перемещается к стороне зазора, направленной вверх по ходу подачи (той, в которую тонколистовой материал входит) из-за натяжения наматываемого тонколистового материала.
Наличие опорной поверхности выше по ходу подачи от зазора помогает рулону преодолеть первую трудную начальную стадию наматывания, которая является наиболее критической. В частности, поверхность выше по ходу подачи от зазора помогает рулону вращаться в самом начале его формирования без разрыва материала, путем обеспечения выравнивания рулона относительно валиков и предотвращая выдвижение рулона из зазора в направлении входящего материала. В течение первой стадии наматывания, т. е. когда образован только первый внутренний сердечник рулона из очень маленького количества витков, рулон еще не жесткий и может быть деформирован вдоль его осевого направления. Такие деформации могут привести к отклонению части рулона от соответствующего правильного его положения. Когда имеется опорная поверхность, даже если маленькая часть рулона стремится двинуться вверх по ходу подачи материала из-за потери ею контакта со вторым наматывающим роликом, то вращение рулона на неподвижной опорной поверхности вынуждает деформированную часть рулона двигаться вниз по потоку по направлению к центральной линии зазора.
Рулон в процессе образования затем проходит через зазор из-за разницы в окружной скорости между поверхностями наматывающих валиков, причем разница может быть постоянной или переменной. В течение начальной стадии наматывания, когда сформированы первые витки рулона, скорость второго наматывающего валика может быть такой, что подтолкнет рулон слегка назад (т. е. вверх по ходу подачи) так, чтобы двинуть его на опорную поверхность. Это заставляет первые витки занять положение, параллельное осям наматывающих валиков. Соответствующая разница окружной скорости между валиками также предотвращает нежелательно быстрое увеличение рулона в начальной стадии, которое приведет его к потере контакта с наматывающими валиками. Управление и перемещение рулона в процессе намотки посредством разницы скорости между поверхностями валиков требует, чтобы поверхности валиков имели высокий коэффициент трения на большей части их длины.
На фиг. 1 5 показан схематический вид наматывающего устройства согласно изобретению в четырех последовательных этапах его работы; на фиг. 3 - увеличенные детали части фиг. 2; на фиг. 6 слегка модифицированный вариант перематывающего устройства согласно изобретению; на фиг. 7 детали области наматывания с модифицированным вариантом выполнения первого наматывающего валика.
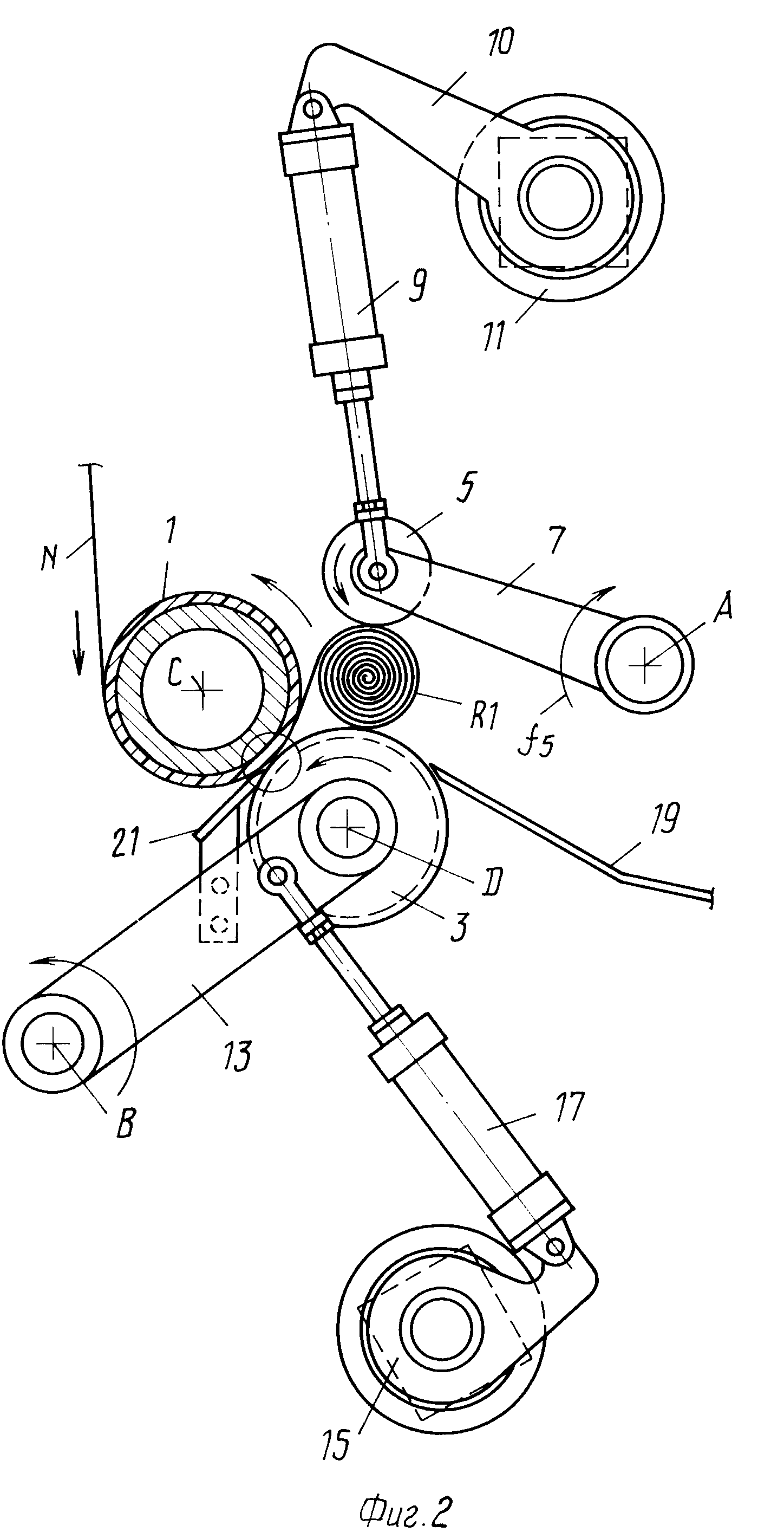
Устройство для наматывания включает первый наматывающий валик 1, на который подают тонколистовой материал N, сходящий, например, с хорошо известного перфоратора. Во взаимодействии с первым наматывающим валиком находится второй наматывающий валик 3. Два наматывающих валика образуют зазор 4, через который проходит тонколистовой материал N.
Третий передвижной валик 5 взаимодействует с двумя наматывающими валиками 1 и 3. Как показано на фиг. 1 7, валик 5 имеет поддерживающий рычаг 7, который качается вокруг оси A и который соединен через элемент 9 и рычаг 10 с приводом 11. Привод 11 управляет движением третьего валика 5 вокруг оси A в направлении стрелки f5, чтобы обеспечить и проконтролировать увеличение диаметра рулона в процессе его образования.
Второй наматывающий валик 3 имеет поддерживающий рычаг 13, качающийся в соответствии со стрелкой f3 вокруг оси B. Качание вызывает привод 15, который передает движение через элемент 17, например пневматический поршень.
Хотя здесь показано перемещение наматывающего валика 3 по направлению к наматывающему валику 1, возможно также, что наматывающий валик 3 не качается, а наматывающий валик 1 вынужден двигаться по направлению к наматывающему валику 3.
На фиг. 1 также показан перфоратор, схематически обозначенный под номером 6, который создает равномерно расположенные линии перфорации в тонколистовом материале, вдоль которых тонколистовой материал может быть разделен, что хорошо известной в данной области техники.
На фиг. 1 показан рулон R1 в конце операции наматывания. Рулон удерживается внутри области наматывания, определяемой тремя валиками 1, 3, 5, вращающимися в направлениях, обозначенных стрелками. Когда рулон R1 сформирован, его разгружают в направлении поверхности 19 изменением скорости вращения одного или обоих валиков 3 и 5. Например, валик 5 может получить ускорение, вызывая таким образом поворот рулона R1 поверхности валика 3.
Чтобы предоставить возможность разгрузки сформированного рулона R1 и таким образом начать наматывание нового рулона, необходимо разделить тонколистовой материал N в заданный момент. В варианте выполнения изобретения (см. фиг. 1 5) как разрывание тонколистового материала N, так и начало наматывания нового рулона достигается валиком 3, придвигающимся близко к валику 1. На фиг. 2 показан момент, в котором валик 3 достаточно близок к валику 1, чтобы зажать тонколистовой материал между валиками 1 и 3.
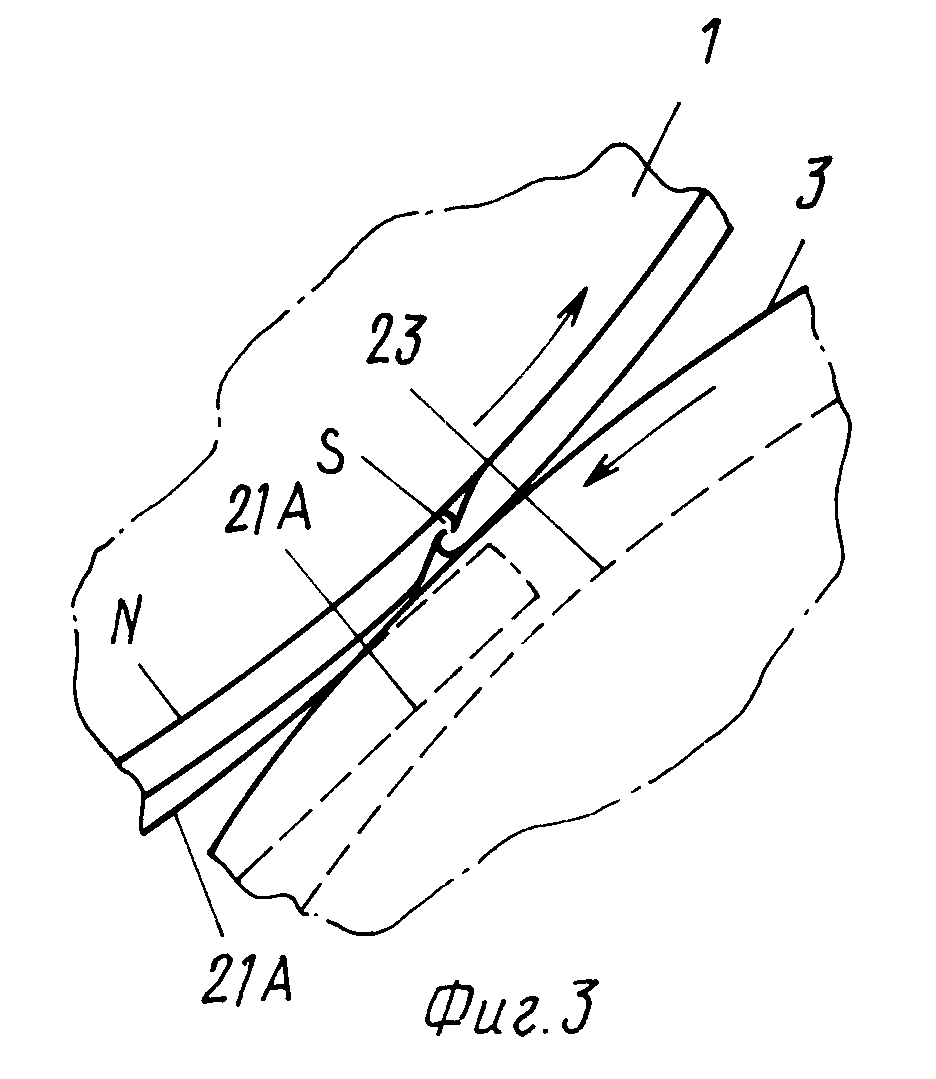
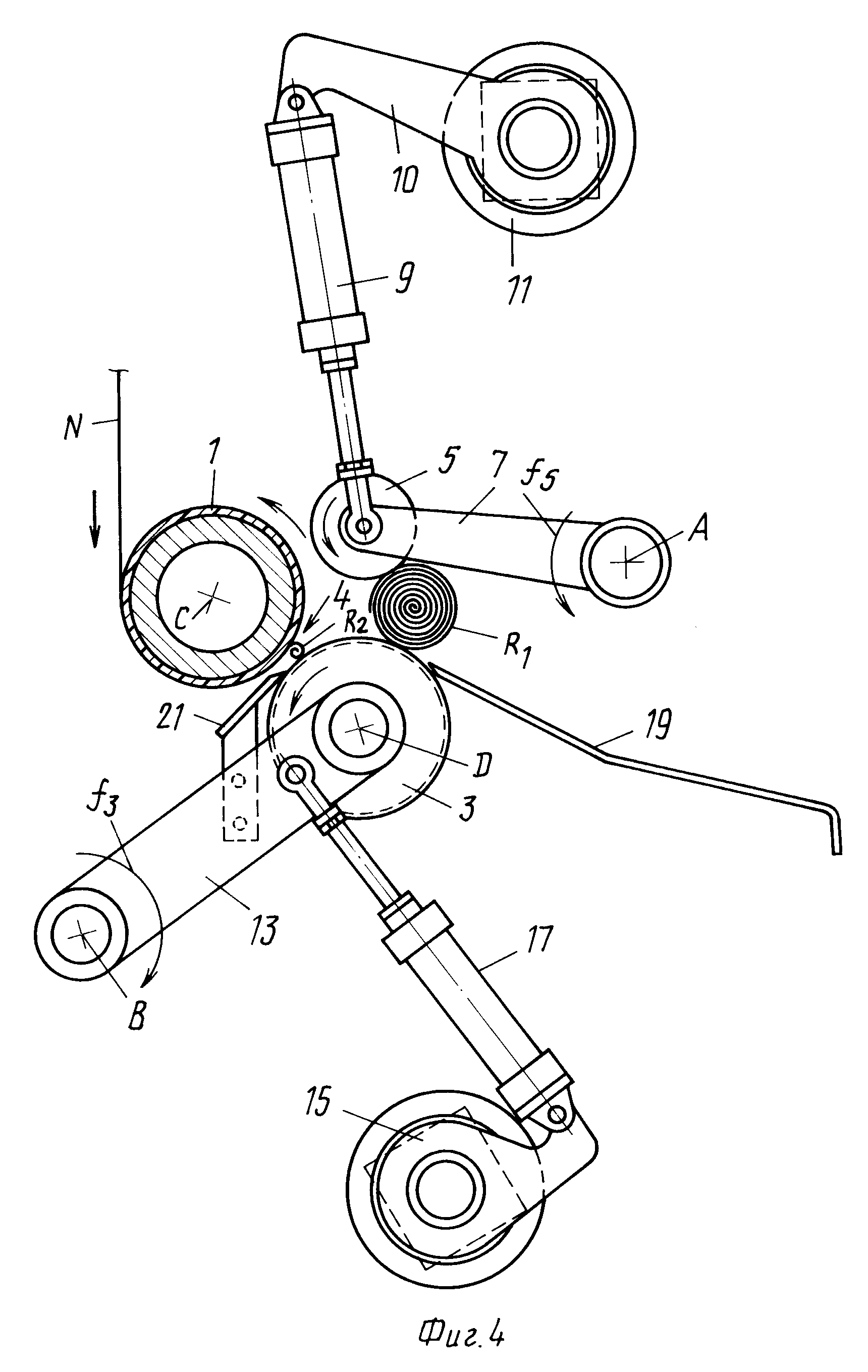
На фиг. 3 представлены в увеличенном виде детали области контакта, показывающие как два валика 1 и 3 действуют на тонколистовой материал, чтобы сформировать петлю S. Так как окружное близлежащих поверхностей движение двух валиков 1 и 3 происходит в противоположных направлениях, то сжатие тонколистового материала производит действие, с одной стороны, по остановке продвижения материала, вызывая таким образом его разрыв поперек материала между петлей S и только завершенным рулоном R1 и одновременно начало наматывания нового рулона благодаря сворачиванию в спираль свободного ведущего конца, произведенного разрывом. На фиг. 4 показан этап начала наматывания нового рулона R 2, пока завершенный рулон R1 катится к поверхности 19 благодаря разнице между скоростями поверхностей валиков 5 и 3.
Тонколистовой материал, обычно обрабатываемый в станках того типа, к которому может быть применено изобретение, часто сделан из одного или более очень тонких листов бумаги для изготовления рулонов туалетной бумаги, обтирок различного назначения, таких как кухонные полотенца и подобные предметы. Этот материал очень легкий и подается с очень высокими скоростями в диапазоне 400 800 м/мин. Подача от перфоратора до наматывающего валика происходит с постоянной скоростью и после разрыва под действием вращения валиков тонколистовой материал стремится намотаться сам на себя. Однако первые обороты наматываемого материала, не имеющего опоры (ни сердечника из картона, ни вала или оправки) для поддержания и придания ему ровной цилиндрической формы, требуют точного контроля, чтобы предотвратить его от деформирования и от преждевременного извлечения из зазора между роликами в одном или другом направлении, вызывая таким образом блокирование станка.
Изобретение обеспечивает надлежащее начало наматывания тонколистового материала на себя обеспечением опорной поверхности 21, прикрепленной к рычагу 13 и взаимодействующей с наматывающим валиком 3. Опорная поверхность 21 представляет собой конструкцию в виде гребенки с множеством зубьев 21А (см. фиг. 3 и 7), которые входят в соответствующие кольцевые канавки 23, сформированные на цилиндрической поверхности валика 3. Таким образом определена реально непрерывная поверхность, которая образована частично опорной поверхностью 21 и ее зубьями 21А, а частично цилиндрической поверхностью валика 3.
Когда валики 1 и 3 сдвигаются близко друг к другу, свободный край тонколистового материала N начинает наматываться на себя. Если его первые витки, образующие сердечник рулона не параллельны осям C и D валиков 1 и 3, то наиболее перемещенные назад части формируемого рулона войдут в контакт с невращающейся опорной поверхностью 21, 21А. Это вызывает отталкивающее действие, которое вынуждает рулон продвигаться к выпрямлению его оси параллельно с осями C и D.
Наличие опорной поверхности 21 делает возможным предотвратить потерю прямолинейности рулона в течение самого первого этапа наматывания, когда только несколько витков образованы скручиванием в спираль свободного конца и таким образом предотвратить выталкивание рулона назад из зазора 4 даже максимальным натяжением бумажного листа.
Чтобы обеспечить лучшее выравнивание формируемого рулона относительно осей наматывающих валиков и предотвратить в то же время преждевременный выход рулона из зазора 4 в сторону валика 5, второму наматывающему валику 3 может быть придана временно окружная скорость немного больше, чем скорость валика 1. Эта разница начальных скоростей будет стремиться сдвинуть рулон в направлении опорной поверхности 21. Из-за того, что опорная поверхность 21 неподвижна, рулон будет стремиться оставаться около зубьев 21А (они находятся внутри кольцевых канавок 23 в валике 3), заставляя таким образом рулон занимать положение, параллельное осям C, D.
После того, как наматывание рулона правильно начато и когда рулон начинает приобретать значительный размер, он может быть продвинут через зазор 4 по направлению к области наматывания между валиками 1, 3 и 5. Это обеспечивается разницей скоростей между валиком 3, вращающимся с немного меньшей окружной скоростью, и валиком 1. Скорость перемещения рулона через зазор 4 зависит от величины этой разницы окружной скорости и сопровождается увеличивающимся раздвижением валиков 1 и 3 друг от друга. Такое разделяющее перемещение, которое начинается с формирования первых витков ведущим краем материала, может быть достигнуто при помощи привода 15 или даже упругой податливостью элемента 17. Величина и закон движения упомянутого разделяющего перемещения зависят от скорости перемещения рулона через зазор и, следовательно, разницы между окружными скоростями валиков 1 и 3.
Может иметься средство для изменения скорости вращения нижнего наматывающего валика 3 в течение перемещения рулона через зазор 4 в соответствии с отношением между окружной скоростью валика 3 и диаметром рулона и, таким образом, для изменения мгновенной или временной ширины зазора.
Центральный блок управления 2 станка обеспечивает доставку оперативных данных по ускорению и замедлению двигателей (не показаны), которые приводят в действие и управляют скоростями третьего валика 5 и второго валика 3. Блок управления 2 может также обеспечить управление движением валиков 1 и 3 навстречу или от друг друга и валика 5 по отношению к валикам 1, 3. Он может также синхронизировать перфоратор 6 с другими частями станка, чтобы получать линию перфораций, правильно расположенную для разрезания тонколистового материла. Блок управления показан только на фиг. 1 и не показан на фиг. 1 7 для сохранения ясности.
Разница в окружной скорости валиков 1 и 3 может быть постоянной или переменной. В последнем случае более высокая разница скорости может быть задана для создания более быстрого перемещения рулона через зазор 4. Кроме того, возможность изменения скорости валика 3 позволяет начать наматывание при скорости, немного большей, чем скорость валика 1, и затем продолжиться замедлением валика 3, вызывая движение рулона через зазор 4.
На фиг. 4 и 5 показаны два последовательных момента этапа передачи рулона R2 в область наматывания, в то время как ранее сформированный рулон R1 разгружается. В упрощенном решении работы станка выполнено средство обеспечения работы валика 5 с постоянной скоростью, равной скорости валика 1. В этом случае замедление валика 3 вызывает качение изготовленного рулона R1 в направлении разгрузочного лотка 19. Чтобы предотвратить вращение рулона R1 в течение слишком долгого времени между валиками 1, 3 и 5 после того, как материал разрезан для начала нового рулона R2, предпочтительно начинать замедление нижнего валика 3 до того, как поверхности валиков 1 и 3 прижаты одна к другой. Контроль за выравниванием рулона (в этой стадии рулон сформирован только первыми несколькими витками тонколистового материала) в этом случае обеспечен комбинированным действием опорной поверхности 21 и подходящим коэффициентом трения поверхностей валиков 1 и 3, предотвращающим выскальзывание маленького рулона.
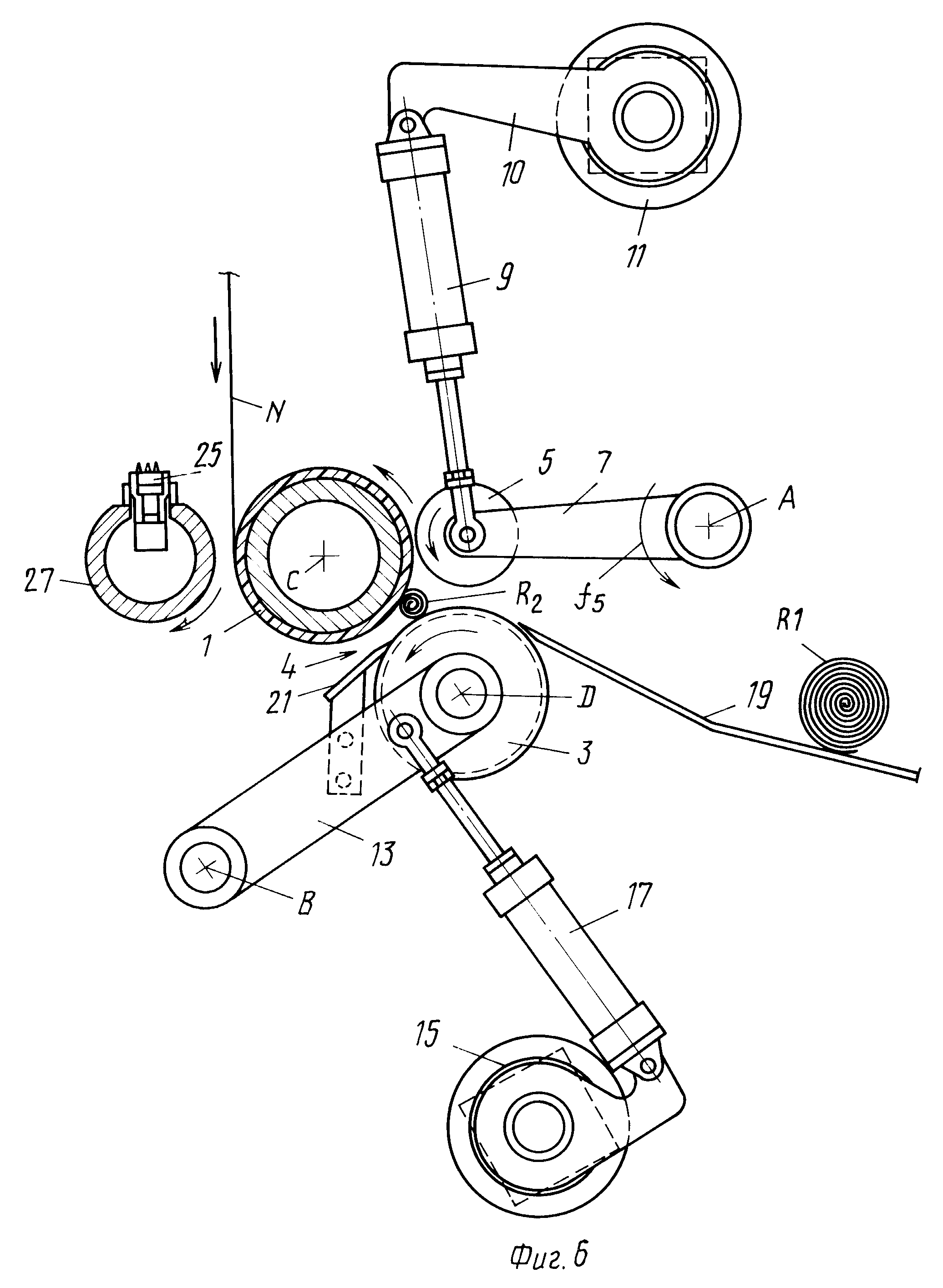
На фиг. 6 показан модифицированный вариант выполнения изобретения, в котором тонколистовой материал N разделяют посредством разрывающей системы, расположенной выше по ходу подачи от зазора 4. Одинаковые ссылочные номера обозначают соответствующие элементы варианта выполнения изобретения (см. фиг. 1 5).
В этом случае перемещение валиков 1 и 3 друг к другу осуществляется только для начала наворачивания ведущего конца на себя, в то время как разрезание материала обеспечивает режущий элемент 25, установленный на режущем цилиндре 27, вращающимся синхронно с валиком 1. Режущий элемент взаимодействует с каналом 29, образованным в поверхности валика 1. Рядом с каналом 29 расположен ряд засасывающих отверстий 31, которые удерживают ведущий край после разрезания и переносят его к зазору, т. е. участку максимального взаимного сближения валиков 1 и 3, где начинается наматывание. Режущий элемент 25 может быть смонтирован на цилиндре 27 подвижно, или цилиндр 27 может быть установлен на подвижной оси, чтобы приближать его к валику 1. Операция наматывания в этом модифицированном варианте выполнения изобретения подобна описанной со ссылками на фиг. 1 5.
На фиг. 7 показаны детали области, в которой начинается наматывание рулона, и валик 1 показан несколько модифицированным и снабжен сектором 33, который подвижен в радиальном направлении и расположен в продольном направлении практически на всю длину валика 1. Сектор 33 в в нормальном положении расположен внутри паза так, что его наружная поверхность совершенно выровнена с цилиндрической поверхностью валика 1. Когда тонколистовой материал должен быть разрезан для начала наматывания нового рулона, валик 3 может быть подведен близко к валику 1 без введения в контакт с ним, но оставаясь на заданном минимальном расстоянии от него. Тонколистовой материал в этом случае зажат между валиком 3 и внешней поверхностью сектора 33, причем наружная поверхность последнего в этот момент и для этой цели выдвигается на несколько десятых миллиметра за поверхность валика 1.
В качестве альтернативы сектор 33 может быть установлен на валике 3 вместо валика 1.
Чтобы облегчить разрезание тонколистового материала между зазором, где валики 1 и 3 сдвигаются друг с другом, и изготовленным рулоном R1, подвижный сектор 33, когда он установлен на валике 1, разделен на две части 33А и 33В, имеющие различные характеристики. Часть 33А может быть мягкая или по меньшей мере иметь очень низкий коэффициент трения, такой как у поверхности полированной стали.
Используя вышеописанную структуру посредством подходящего сихронизирования движений валика 3 и сектора 33 с положением линий перфорации, созданных перфоратором 6 на тонколистовом материале N, возможно, когда валик 3 и сектор 33 входят в контакт между собой, добиться расположения линий перфораций на поверхности 33А или сразу же ниже по направлению подачи от нее в тот самый момент, когда тонколистовой материал зажат между валиком 3 и сектором 33. Из-за того, что материал более плотно зажат между валиком 3 и поверхностью 33В, чем между валиком 3 и поверхностью 33А, происходит обратное скольжение тонколистового материала на поверхности 33А и последующий разрыв его вдоль линии перфорации.
Часть 33В с высоким коэффициентом трения, расположенная сразу за разрывом, способствует началу наматывания и управлению вращением первых витков материала в течение начальной стадии формирования рулона.
Устройство, представленное выше, может быть применено также в вариантах выполнения изобретения (фиг. 1 и 5) путем нанесения узкой, направленной вдоль оси продольной полосы на поверхности валика 1 с более низким коэффициентом трения, чем на стальной поверхности валика 1 и (или) путем подходящей обработки поверхности. Наличие поверхности с низким трением делает разрывание более легким, даже когда на материале нет линий перфорации.
Когда поверхности наматывающих валиков вступают в контакт между собой, чтобы вызвать разделение тонколистового материала и начало наматывания, тонколистовой материал может иметь тенденцию к провисанию или ослаблению выше по ходу подачи зазора. Поэтому могут быть обеспечены подходящие средства, чтобы предотвратить это падение натяжения от его распространения вверх по направлению подачи тонколистового материала. Средство, подходящее для этой цели, может состоять из маленького валика с приводом от мотора или без привода, который введен в контакт с тонколистовым материалом в области, где его оборачивают вокруг валика 1. Такой маленький валик показан пунктирной линией на фиг. 1 и обозначен номером 101. Валик 101 прижимает тонколистовой материал к валику 1 и таким образом предотвращает тонколистовой материал от ослабления выше по направлению подачи от валика 101.
Могут быть обеспечены другие средства для предотвращения ослабления, такие как множество всасывающих отверстий 103 (см. фиг. 7) в цилиндрической стенке валика 1, которые способствуют прилипанию тонколистового материала к поверхности валика 1. Эти два решения взаимозаменяемы или могут сочетаться и могут быть использованы в качестве альтернативы или в сочетании со всеми вариантами (см. фиг. 1 7). В случае использования всасывающей системы, вакуумирование отверстий 103 может быть соответствующим образом распределено по времени способом, известным в данной области техники.
Чтобы избежать избыточных контактных или сжимающих нагрузок между валиком 1 и 3, когда они сжимают материал между собой, и для того, чтобы облегчить начало наматывания, по меньшей мере одна из упомянутых поверхностей может быть сделана из податливого материала, такого как резина (см. фиг. 1 для валика 1). Податливая часть также может быть ограничена до единственной продольной полости поверхности, где происходит контакт с валиком 3. Альтернативно, податливой поверхностью может быть поверхность валика 1 с канавками. Фиг. 1 7 даны как пример, данный только в качестве практической демонстрации изобретения, так как оно может изменяться по форме и расположению, не выходя за объем патентных притязаний и идеи, на которой основано изобретение.
Реферат
Устройство для изготовления рулонов из тонколистового материала без сердечника включает в себя первый наматывающий валик, на который подают тонколистовой материал, второй наматывающий валик, вращающийся в том же направлении, что и первый валик и образующий зазор между ними, через который проходит тонколистовой материал, средства для перемещения поверхности второго наматывающего валика в направлении первого наматывающего валика и средство для разрезания тонколистового материала в конце наматывания его в рулон. Предусмотрены также средства обеспечения опорной поверхности, поддерживающей рулон (R2) в процессе его образования и расположенной выше по ходу подачи и от зазора между валиками. При наматывании материала его подают вперед по опорной гребенке, направляя ведущую кромку в зазор между тремя вращающимися в одном направлении намоточными валиками с осуществлением скручивания в спираль ведущей кромки для формирования сердцевины рулона и фрикционного взаимодействия валиков с боковой поверхностью наматываемого рулона, при увеличении диаметра которого осуществляют постепенное раздвижение валиков один от другого, а или окончании наматывания вывод рулона из зазора между валиками и подачу ведущей кромки материала для формирования нового рулона. При этом формирование сердцевин рулона осуществляют при взаимодействии его начальных витков с двумя намоточными валиками, поддерживая скорость второго валика большей скорости первого валика и изменяя ее с обеспечением предварительного перемещения рулона из зазора между намоточными валиками к опорной гребенке и использующего его перемещения по направлению подачи материала в зазор между валиками. 2 с. и 17 з. п. ф-лы, 7 ил.

Комментарии