Перемоточно-разрезной станок для производства рулонов из периферийно-наматываемого рулонного материала и соответствующий способ наматывания - RU2204521C2
Код документа: RU2204521C2
Чертежи



Описание
Настоящее изобретение относится к перемоточно-разрезному станку для производства рулонов из периферийно-наматываемого рулонного материала, содержащему: вставляющие средства для последовательного ввода намоточных шпинделей в зону наматывания; намоточные средства, находящиеся в зоне наматывания, которые наматывают заданное количество рулонного материала на шпиндели, выталкивающие средства для выталкивания упомянутых шпинделей из рулонов, образовавшихся на них из рулонного материала; а также рециркуляционные средства для возврата шпинделей, вытолкнутых из рулонов, обратно во вставляющие средства.
Шпиндели могут быть приведены во вращение с помощью намоточных средств, либо им может первоначально сообщаться вращательное движение при помощи соответствующих элементов, воздействующих на них независимо от намоточных средств.
Настоящее изобретение также относится к способу производства рулонов из рулонного материала, включающему в себя этапы ввода намоточного шпинделя в зону наматывания; наматывания заданного количества рулонного материала на намоточный шпиндель, чтобы образовался рулон вокруг намоточного шпинделя; а также выталкивания намоточного шпинделя из рулона.
В настоящее время наматывание рулонного материала для производства рулонов предпочтительно осуществляется при помощи перемоточно-разрезных станков периферийного типа, или, иными словами, таких станков, в которых передача вращательного движения для наматывания обеспечивается при помощи элементов, которые воздействуют по периферии на образующийся рулон. Примеры перемоточно-разрезных станков такого типа описываются, в частности, в патентах GB-A-2105688, US-A-4487377, US-A-5249756, US-A-5248106, US-A-5137225, US-A-5368252, US-A-5639046, US-A-5538199, а также в патeнтe WO-A-9421545. Эти перемоточно-разрезные станки представляют собой станки непрерывного действия и автоматического типа в том смысле, что они производят готовые рулоны в автоматической последовательности с разрезанием рулонного материала в конце каждой операции наматывания и образованием в этот момент хвостового края готового рулона и переднего края следующего рулона.
В некоторых перемоточно-разрезных станках известного типа наматывание производится на трубчатые намоточные сердечники или шпиндели, изготовленные из картона или аналогичного материала, которые остаются внутри рулона. В других станках более поздних конструкций наматывание производится без применения трубчатого намоточного сердечника, как это описывается, например, в патенте US-A-5639046 или в патенте US-A-5538199. В этих станках производятся компактные рулоны, не имеющие центрального отверстия. Для этого необходимо применять специальные подающие устройства для наматываемого материала.
В патенте IT-B-1201390 описывается перемоточно-разрезной станок, в котором рулоны производятся посредством наматывания на трубчатые шпиндели, которые впоследствии выталкиваются из готового рулона. Таким образом, каждый рулон не имеет центрального трубчатого сердечника, но имеет отверстие для ввода опоры, применяемой в типовых подающих устройствах для материала в виде рулонов, например в подающих устройствах для кухонной бумаги, туалетной бумаги и аналогичных материалов. Этот станок имеет недостаток, состоящий в том, что выталкивание сравнительно длинного шпинделя из рулона требует значительного тягового усилия, чтобы преодолеть трение. Кроме того, в результате скольжения всей длины шпинделя внутри рулона происходит деформация внутренних витков намотанного рулонного материала.
Настоящее изобретение относится к усовершенствованию перемоточно-разрезных станков с выталкиваемыми намоточными шпинделями такого типа, который описывается, например, в патенте IT-В-1201390.
По существу, перемоточно-разрезной станок в соответствии с настоящим изобретением отличается тем, что намоточные шпиндели выполнены состоящими из двух частей, которые могут быть соединены между собой и разъединены; тем, что выталкивающие средства выталкивают каждую из упомянутых двух частей с соответствующего конца соответствующего намотанного рулона; а также тем, что предусматриваются средства для повторного соединения упомянутых двух частей друг с другом с тем, чтобы шпиндели можно было повторно ввести в зону наматывания.
Таким образом, каждая часть шпинделя совершает движение на более коротком расстоянии внутри рулона при выталкивании ее оттуда. Кроме того, выталкивающие средства также совершают движение на более коротком расстоянии, что позволяет ограничить поперечные размеры, в результате чего облегчается размещение перерабатывающей линии.
Это особенно важно, потому что существующая в настоящее время тенденция в области бумагоперерабатывающей промышленности состоит в производстве исходных рулонов увеличенной длины с увеличением, вследствие этого также и ширины перемоточных линий. Кроме того, если нужно вытолкнуть две части шпинделя, длина каждой из которых равняется приблизительно половине длины шпинделя, то при этом будет обеспечено уравновешивание и снижение нагрузки, а также уменьшение деформации внутренних витков намотанного материала.
В одном из возможных вариантов осуществления настоящего изобретения выталкивающие средства, используемые для выталкивания намоточного шпинделя, связаны с двумя транспортерами, которые проходят поперечно по отношению к зоне наматывания с обеих сторон, обеспечивая возврат двух частей каждого шпинделя по отдельности к вставляющим средствам, причем средства для повторного соединения двух частей шпинделей друг с другом расположены перед зоной наматывания. Однако нет никаких оснований к тому, чтобы не предусмотреть возможность соединения двух частей шпинделя между собой до того, как они будут возвращены в зону ввода их в действие, например, под зоной выталкивания. В этом случае можно предусмотреть наличие под зоной выталкивания всего лишь одного транспортера для обеих частей шпинделя.
В имеющем особые преимущества варианте осуществления настоящего изобретения эти транспортеры включают в себя рециркуляционные направляющие желоба, предназначенные для возврата частей упомянутых шпинделей, и по которым части шпинделей перекатываются под действием силы тяжести.
Две части шпинделя могут быть соединены друг с другом при помощи защелкивающего устройства или каких-нибудь иных средств. Однако в предпочтительном варианте осуществления настоящего изобретения они имеют на соединяемых концах ответные конические поверхности, которые используются для центрирования этих двух частей по оси. Отсоединение их друг от друга можно легко предотвратить, предусмотрев наличие соответствующих боковых удерживающих стенок на пути ввода шпинделя. Когда начинается наматывание, эти две части шпинделя удерживаются вместе наматываемыми на них витками материала, а также за счет контакта с намоточными элементами.
Способ производства рулонов из рулонного материала в соответствии с настоящим изобретением включает в себя этапы ввода намоточного шпинделя в зону наматывания; наматывания заданного количества рулонного материала на намоточный шпиндель, чтобы образовался рулон, намотанный на намоточный шпиндель; а также выталкивания упомянутого намоточного шпинделя из рулона. Отличительной чертой в соответствии с настоящим изобретением является то, что предусматривается разделить шпиндель на две части, что две части соединяются между собой перед началом наматывания на них рулонного материала и что обе части шпинделя выталкиваются по отдельности с двух противоположных концов намотанного на них рулона.
Другие, имеющие свои преимущества варианты осуществления настоящего изобретения указаны в прилагаемой формуле изобретения.
Изобретение
станет более понятным при рассмотрении приведенного ниже описания с прилагаемыми чертежами,
на которых показан практический пример осуществления настоящего изобретения. На чертежах представлены:
фиг. 1 - схематический вид сбоку на перемоточно-разрезной станок в соответствии с
настоящим изобретением;
фиг.2 - вид в направлении II-II на фиг.1, показывающий часть средств для
выталкивания частей шпинделя из готового рулона;
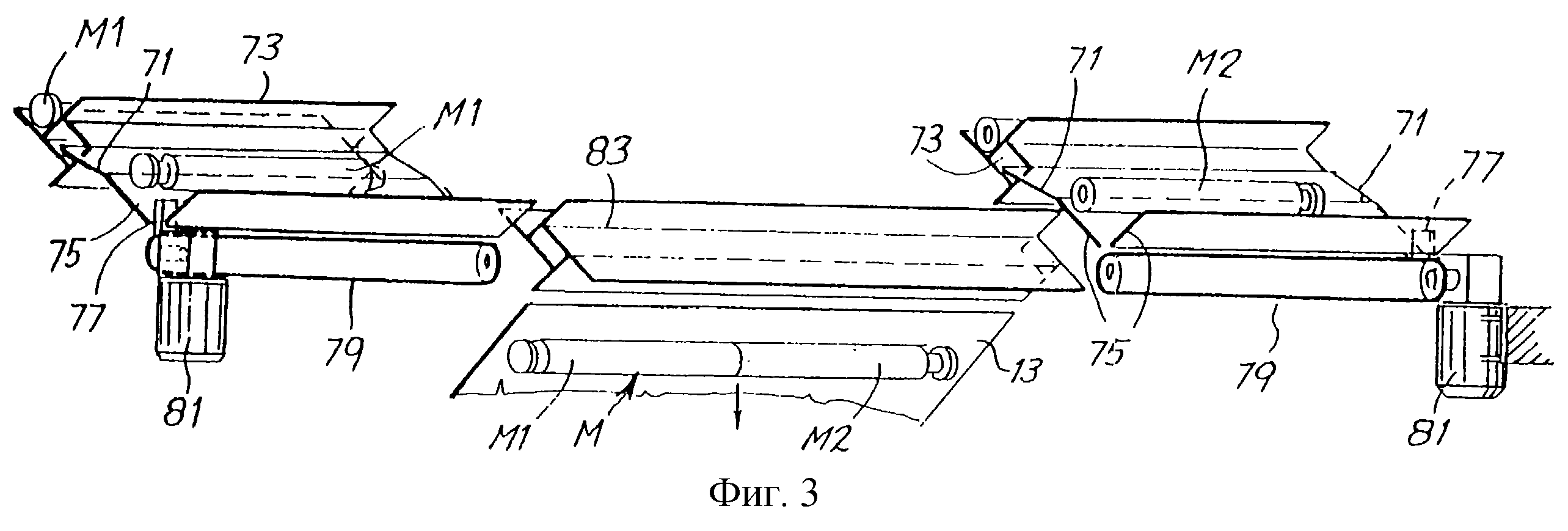
фиг. 3 - местный вид в направлении
III-III на фиг.1, показывающий средства для повторного соединения частей шпинделя между собой;
фиг. 4 - деталировка поверхностей для соединения двух частей шпинделя вместе в одном из
возможных вариантов осуществления настоящего изобретения;
фиг.5 - схема размещения станка.
В приведенном ниже описании настоящее изобретение рассматривается в иллюстративных целях на примере его применения в автоматическом перемоточно-разрезном станке такого типа, который описывается в патенте WO-A-9421545, но при этом следует понимать, что данная идея изобретения может быть также использована и применительно к автоматическим перемоточно-разрезным станкам, имеющим другие конструкции.
На фиг. 1 схематично показана зона наматывания перемоточно-разрезного станка. Буквой N обозначен наматываемый рулонный материал, например однослойное или многослойное бумажное полотно, которое, если требуется, может иметь поперечные перфорации и которое предстоит перемотать в рулоны. Позициями 1, 3 и 5 обозначены три намоточных валика, которые ограничивают собой зону наматывания, в которой образуются рулоны Р. Рулонный материал пропускается вокруг верхнего намоточного валика 1, а рулон Р формируется в зоне, ограничиваемой валиками 1, 3 и 5, находясь с ними при этом в контакте.
Криволинейная поверхность 7, которая образует собой канал для ввода намоточных шпинделей, обозначенных буквой М, расположена под намоточным валиком 1. Вращательная система 9, которая разрезает рулонный материал по завершении наматывания каждого отдельного рулона R, расположена под криволинейной поверхностью 7.
Намоточные шпиндели М подаются в зону ввода их в действие, находящуюся между намоточным валиком 1 и криволинейной поверхностью 7 при помощи транспортера 11, который подхватывает отдельные шпиндели М с направляющего желоба 13. Шпиндели подаются в верхнюю зону транспортера 11 при прерывистом его движении и временно удерживаются там при помощи упругой полосы 15. Ввод их в криволинейный канал, образованный между намоточным валиком 1 и криволинейной поверхностью 7, осуществляется при помощи вставляющего устройства 17, поворачивающегося вокруг оси А верхнего оконечного колеса транспортера 11.
Системы наматывания и системы ввода намоточного шпинделя в действие, описываемые здесь до сих пор, по существу, идентичны тем, которые описываются более подробно в патенте WO-A-9421545, на который следует сделать ссылку.
На начальном участке зоны наматывания, расположенном между намоточным валиком 1 и криволинейной поверхностью 7, находятся группы сопел 19, 21, которые при помощи воздушных струй начинают наматывание свободного края рулонного материала, образовавшегося после разрезания этого материала режущей системой 9, вокруг нового намоточного шпинделя М, введенного в канал между криволинейной поверхностью 7 и намоточным валиком 1. В альтернативном варианте наматывание может быть начато путем смачивания намоточного шпинделя водой или другой подходящей жидкостью при помощи одной из известных систем, чтобы таким образом вызывать прилипание свободного края. Однако нет никаких оснований к тому, чтобы не предусмотреть возможность применения каких-либо иных систем для того, чтобы начать наматывание свободного края рулонного материала, к примеру, таких, в которых используются электростатические заряды, пневматические шпиндели, либо других подобных им систем.
По завершении наматывания рулон R, полученный из рулонного материала, выдается на отводную поверхность 23 и направляется к средствам, обозначенным, в общем, позицией 25, которые выталкивают намоточный шпиндель из рулона. Намоточный шпиндель М выполнен состоящим из двух частей, обозначенных Ml и М2 на фиг. 4. Эти две части соединяются вместе между собой при помощи усеченных конических соединительных поверхностей, обозначенных S1 для части Ml и S2 для части М2. Поверхности S1 и S2 обеспечивают всего лишь приведение частей Ml и М2 в соосное расположение, причем нет необходимости в применении какой-либо системы для блокировки их друг с другом. Возможно также применение соответствующих профилей соприкасающихся друг с другом торцов, чтобы предотвратить проворачивание этих двух частей друг относительно друга, если первичный контакт с рулонным материалом будет неодновременным и/или неравномерным для этих двух частей. Например, возможно выполнение торцевых зубчиков, выполненных таким образом, чтобы обеспечить одновременное вращение обеих частей. На противоположных концах Ml и М2 намоточного шпинделя относительно поверхностей S1 и S2 имеются две шейки 31, 33 и две головки 35, 37, которые позволяют захватывать и выталкивать части Ml и М2 шпинделя так, как это указано в приведенном ниже описании, удаляя их из образовавшегося рулона.
Выталкивающие средства 25 выполнены сдвоенными и предназначаются для выталкивания каждой части M1, M2 намоточного шпинделя М. На фиг.2 показано одно из двух средств для выталкивания одной из двух частей M1 и M2 намоточного шпинделя, причем каждое из этих двух выталкивающих средств симметрично первому и расположено с противоположной стороны относительно перемоточно-разрезного станка. Для каждой части M1 и M2 шпинделя в выталкивающих средствах имеется скользящий блок 41, установленный с возможностью его скольжения по направляющим стержням 43 и крепящийся к цепи либо к какому-нибудь иному подобному бесконечному гибкому элементу, обозначенному позицией 45 и пропущенному вокруг двух шкивов 47, 49. Для выталкивания могут быть применены также и другие аналогичные механизмы, например пневматические или гидравлические приводы как вместе с направляющими стержнями, так и без них. В общем, возможно применение любой системы, способной захватывать выступающий конец каждой части шпинделя и выталкивать ее из рулона, который намотан на шпиндель.
Позицией 51 обозначен привод бесконечного гибкого элемента 45, который обеспечивает перемещение скользящего блока 41 в противоположных направлениях, как показано двойной стрелкой f41. Скользящий блок несет на себе две направляющие стойки 53 для выталкивающего элемента 55, который выполнен с возможностью перемещения в вертикальном направлении, как показано двойной стрелкой f55, которое осуществляется при помощи исполнительного механизма 57, выполненного в виде цилиндра с поршнем и установленного на скользящем блоке 41. Выталкивающий элемент 55 имеет зажимную губку 55А, которая используется для захвата конца соответствующей части Ml или М2 намоточного шпинделя М за шейку 31 или 33, находящуюся между корпусом этой части шпинделя и головкой 35 или 37.
В возможном альтернативном варианте осуществления настоящего изобретения один и тот же бесконечный гибкий элемент в виде цепи или иного аналогичного элемента может использоваться для воздействия на оба скользящих блока 41, расположенных по обе стороны станка. В этом случае каждый скользящий блок крепится к одной из двух параллельных ветвей гибкого элемента. При движении гибкого элемента происходит одновременное перемещение этих двух скользящих блоков в противоположных направлениях и, следовательно, одновременное выталкивание обеих частей шпинделя из рулона, который при этом не подвергается воздействию нагрузок, которые могли бы вызвать нежелательное смещение его в поперечном направлении.
Для того чтобы осуществить выталкивание двух частей Ml и М2 намоточного шпинделя М из образовавшегося рулона R, рулон перекатывают по отводной поверхности 23 до тех пор, пока он не встанет между двумя боковинами 61, из которых только одна видна на фиг.1 и 2. В боковинах 61 имеются гнезда 63, открытые со стороны зоны наматывания, в которые своими концами, выступающими из рулона R, вводятся части Ml, M2 намоточного шпинделя М, когда рулон R выдается на отводную поверхность 23. Таким образом, рулон R удерживается в определенном положении (см. , в частности, фиг.1) за счет удержания выступающих концов частей Ml и M2 намоточного шпинделя М.
Боковины 61 могут выполняться регулируемыми, благодаря чему их можно подогнать под осевой размер рулонов R. Когда рулон R занимает свое положение между боковинами 61, скользящие блоки 41 каждого из двух выталкивающих средств 25, находящихся по обе стороны перемоточно-разрезного станка, можно привести в положение, в котором они будут примыкать к боковинам 61 с тем, чтобы, перемещая вниз в направлении стрелки f55, ввести соответствующую зажимную губку 55А в зацепление с соответствующим выступающим концом части M1 или М2 шпинделя. В этот момент скользящий блок 41 приводится в скольжение по направляющим 43 таким образом, чтобы обеспечить выталкивание соответствующей части M1, M2 шпинделя до тех пор, пока она не придет в положение, показанное пунктирными линиями на фиг. 2. Смещение рулона R в осевом направлении при таком выталкивании предотвращается благодаря наличию боковин 61.
Как только завершается выталкивание двух частей M1, M2 шпинделя, рулон больше уже не удерживается между двумя боковинами 61 и может продолжить свое перемещение на выход либо под действием одной лишь силы тяжести, либо при помощи других вспомогательных средств, к примеру таких как система движущихся лент по направлению к элементам транспортера, которые не показаны, но которые представляют собой элементы известного типа.
Обе части M1, M2 шпинделя, извлеченные из рулона R, возвращаются во входную зону перемоточно-разрезного станка при помощи двух боковых транспортеров, которые в показанном на чертежах примере представляют собой простые наклонные направляющие поверхности 71, по которым части M1 и М2 шпинделя катятся вниз под действием силы тяжести до тех пор, пока не поступят к соответствующим вращающимся распределительным устройствам 73, расположенным на конечных участках направляющих поверхностей 71. Части M1, М2 намоточных шпинделей накапливаются позади вращающегося распределительного устройства 73, которое отдельно для каждой из направляющих поверхностей 71 выдает части M1 или М2 шпинделя одну за другой к соответствующей люльке 75, имеющей V-образное поперечное сечение (см., в частности, фиг.3).
Каждая из двух люлек 75 связана с соответствующим продольным толкателем 77, крепящимся к приводному механизму, который состоит в показанном примере из гибкого элемента 79, приводимого в движение при помощи соответствующего электродвигателя 81. Когда соответствующая часть M1 или М2 шпинделя поступает в соответствующую люльку 75, оба толкателя 77 приводятся одновременно в движение, проталкивая при этом обе части M1 и М2 по направлению к промежуточной люльке, которая представляет собой продолжение обеих люлек 75 и которая образована центральным вращающимся распределительным устройством 83. Одновременное движение обоих толкателей 77 по направлению к вращающемуся распределителю 83 приводит не только к подаче частей M1 и М2 шпинделя на люльку, образованную центральным вращающимся распределительным устройством 83, но также и к соединению их между собой в осевом направлении с примыканием поверхностей S1 и S2 друг к другу, в результате чего намоточный шпиндель полностью восстанавливается до своего первоначального вида, находясь на люльке, образованной вращающимся распределительным устройством 83. При последующем проворачивании центрального распределительного устройства 83 происходит выдача намоточного шпинделя М, восстановленного таким образом до своего первоначального вида, на центральный направляющий желоб 13, по которому он спускается в направлении к транспортеру 11, который возвращает шпиндель в зону наматывания.
Для того чтобы предотвратить случайное разъединение частей M1 и М2 шпинделя на пути движения от центрального распределительного устройства 83 в зону наматывания, ограничиваемую валиком 1 и криволинейной поверхностью 7, можно обеспечить ограничение пути движения шпинделя в поперечном направлении, предусмотрев наличие удерживающих боковин, которые предотвращают смещения частей M1 и М2.
Предпочтительно, чтобы наматывание производилось (как указано в приведенном выше описании) непосредственно на выталкиваемый шпиндель. Однако нет никаких оснований к тому, чтобы не предусмотреть возможность продевания двух частей шпинделя внутрь трубчатого сердечника и соединения их между собой с последующим наматыванием рулонного материала на трубчатый сердечник, который затем остается внутри рулона как одно целое с ним, тогда как шпиндель выталкивается из трубчатого сердечника. В этом случае готовая продукция будет представлять собой витки рулонного материала, намотанного на трубчатый сердечник, толщина и плотность которого могут быть меньше, чем у обычных трубчатых сердечников, используемых для этой цели. Однако первый вариант из возможных (с наматыванием непосредственно на шпиндель) является предпочтительным, потому что позволяет получать рулон с осевыми отверстиями, но без трубчатых сердечников.
Фиг. 5 представляет собой схематический вид в плане, показывающий схему размещения станка, на которой позицией 100 обозначено разматывающее устройство для исходных рулонов, а позицией 101 - склеивающая машина для заклеивания рулонов, поступающих от перемоточно-разрезного станка, обозначенного, в общем, позицией 105. Два выталкивающих средства обозначены позициями 25А и 25В.
Следует понимать, что на чертежах показан лишь пример осуществления настоящего изобретения, приведенный исключительно лишь с целью практической демонстрации изобретения, а также, что в данное изобретение могут быть внесены различные изменения, касающиеся формы и расположения отдельных его элементов, но не выходящие за пределы основополагающей идеи настоящего изобретения. Номера позиций, указанные в прилагаемой формуле изобретения, служат всего лишь для того, чтобы облегчить прочтение формулы благодаря соответствующим ссылкам на описание изобретения и на прилагаемые чертежи, но ни в коей мере не ограничивают объема защиты настоящего изобретения, представленного его формулой.
Реферат
Изобретение относится к мотальному оборудованию, характеризуется малыми габаритами и предотвращает деформацию внутренних витков материала. Предлагаемый перемоточно-разрезной станок содержит вставляющее устройство, предназначенное для последовательного ввода намоточных шпинделей в зону наматывания, намоточные средства, находящиеся в зоне наматывания, которые наматывают заданное количество рулонного материала на упомянутые шпиндели, выталкиватель, предназначенный для выталкивания шпинделей из рулонов, образовавшихся на них из рулонного материала, а также рециркуляционный тракт, предназначенный для возврата шпинделей, вытолкнутых из рулонов, обратно во вставляющее устройство. Шпиндели выполнены из двух частей, которые могут быть соединены между собой и разъединены, а выталкиватель выталкивает каждую из двух частей шпинделя с соответствующего конца соответствующего намотанного рулона. Кроме того, предусматриваются также средства для повторного соединения двух частей шпинделя друг с другом с тем, чтобы шпиндели можно было повторно ввести в зону наматывания. 2 с. и 8 з.п.ф-лы, 5 ил.

Комментарии