Устройство и способ управления разделением полотен листовой бумаги в перемоточной машине и перемоточная машина, снабженная таким устройством - RU2654105C2
Код документа: RU2654105C2
Чертежи
Описание
Настоящее изобретение относится к устройству и способу для управления разделением полотен листовой бумаги в перемоточной машине и к перемоточной машине, снабженной таким устройством.
Известно, что производство бумаги из рулонов включает подачу непрерывного полотна бумаги вдоль заданной траектории. В заданном пункте траектории полотно подвергается поперечному прерывистому надрезанию, с помощью чего образуется предварительная линия отреза для разделения полотна бумаги на части или листы заданной длины, которые могут быть оторваны.
Этот известный способ предполагает использование трубчатых элементов из картона (обычно называемые гильзами), на поверхностях которых распределено заданное количество клея для закрепления на нем первого листа формируемого рулона. Этот способ также подразумевает использование намоточных валков, расположенных и действующих в станции формирования, которые вызывают вращение гильзы, на которую наматывается бумага. Процесс формирования рулона завершается после намотки заданного количества бумаги на гильзу. На этой стадии машина переходит к формированию следующего рулона. В конце процесса формирования рулона необходимо приклеить последний лист каждого рулона к нижележащему листу (слою) для избегания спонтанного раскручивания рулона. Такой вид склейки определяется как «смыкание границ». Когда на рулон в станции формирования рулонов намотано заданное количество листов, предусмотрена возможность разрезания полотна бумаги, а точнее предусмотрено отделение последнего листа формируемого рулона от первого листа следующего формируемого рулона.
EP 1700805 раскрывает устройство для разрыва полотна бумаги в конце процесса формирования рулона. Это устройство содержит, по существу, батарею сопел, расположенных внутри по отношению к приводного валка для бумаги, размещенного в станции формирования рулонов, причем сопла с заданной скоростью направляют струю сжатого воздуха в направлении линии предварительного разреза или отреза, за счет чего последний лист формируемого рулона отделяется от первого листа следующего формируемого рулона. Отделение этих листов происходит за счет воздействия, оказываемого сжатым воздухом на линию предварительного отреза.
Основная цель настоящего изобретения заключается в дополнительном увеличении диапазона применения пневматического устройства упомянутого выше типа.
Такой результат достигается, согласно настоящему изобретению, посредством принятия идеи реализации устройства и осуществления способа, имеющих характеристики, упомянутые в независимых пунктах формулы изобретения. Другие признаки настоящего изобретения являются предметом зависимых пунктов формулы изобретения.
Преимущества, получаемые за счет настоящего изобретения, по существу состоят в основном в том, что есть возможность обеспечить высокую точность разрыва полотна бумаги независимо от скорости подачи полотна бумаги, гарантировать надлежащее направление полотна в станции формирования рулонов. Кроме того, всегда гарантируется надлежащее направление каждого края отдельных листов, включая конечную кромку последнего листа формируемого рулона в станции формирования рулонов. Отметим также, что устройство в соответствии с настоящим изобретением является относительно простым, дешевым и надежным, даже после продолжительного периода работы.
Эти и другие преимущества и признаки настоящего изобретения будут лучше понятны любому специалисту в данной области техники из следующего описания с помощью прилагаемых чертежей, приведенных в качестве практического иллюстративного осуществления изобретения, которое не следует рассматривать в смысле ограничения объема патентных притязаний изобретения, при этом:
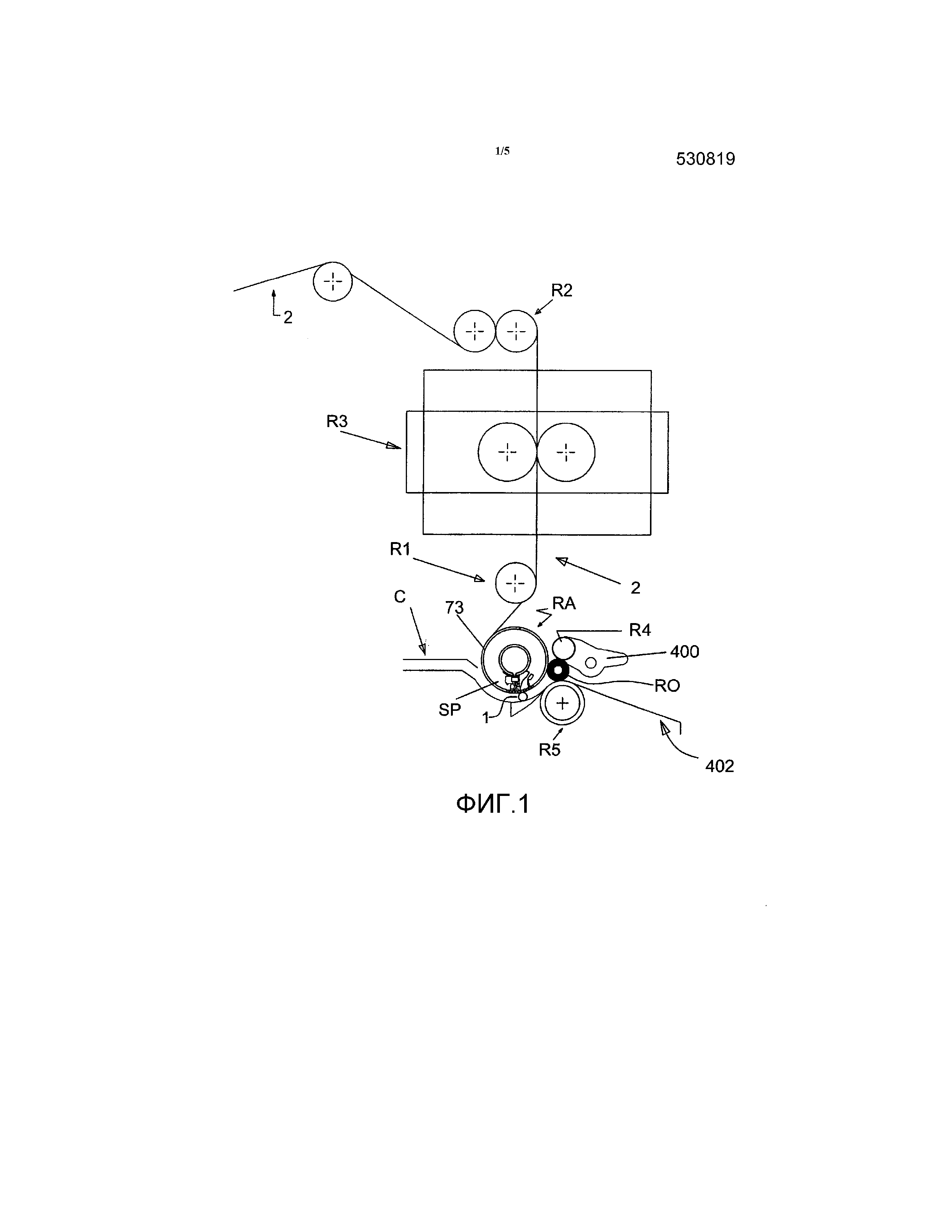
Фиг. 1 схематично показывает перемоточное устройство, снабженное устройством в соответствии с настоящим изобретением;
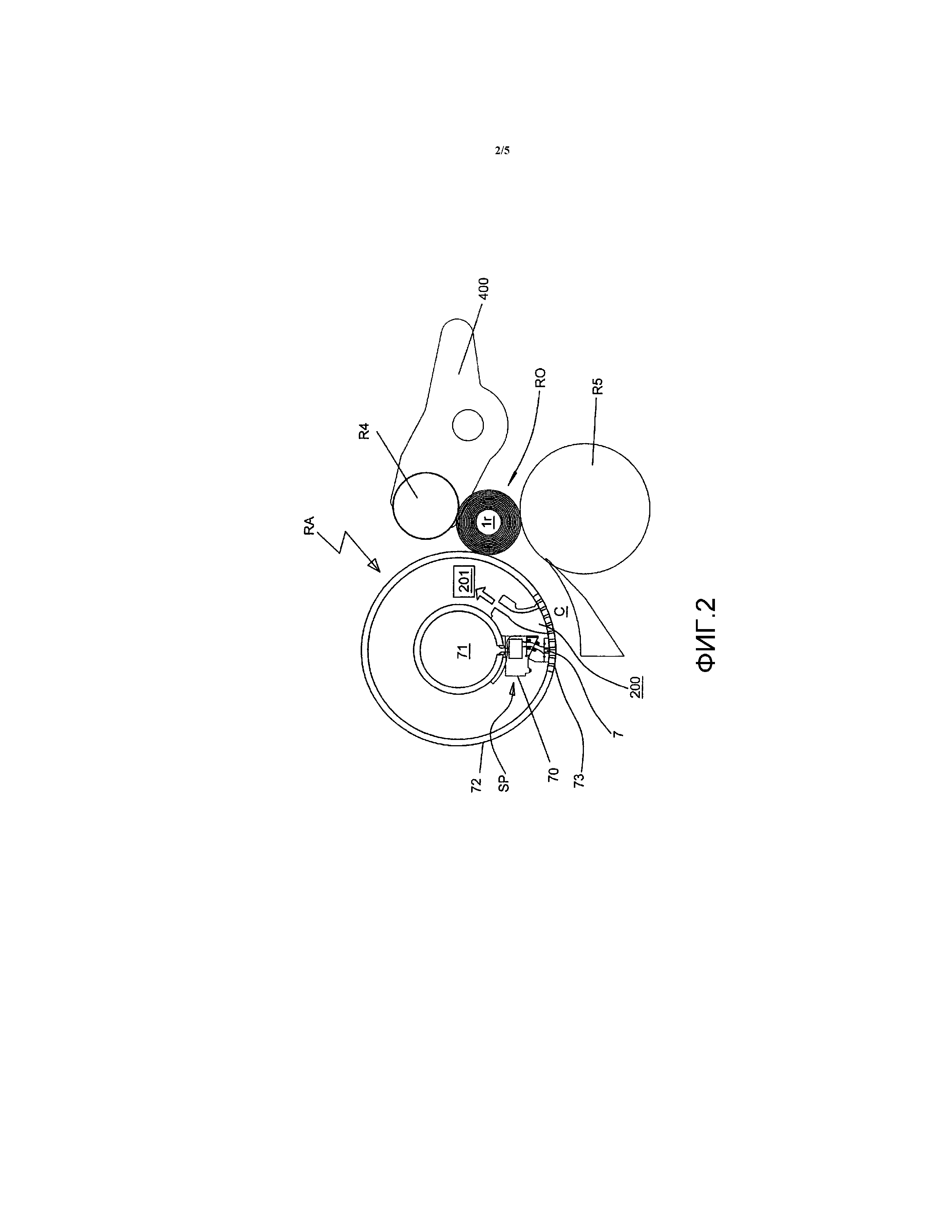
Фиг. 2 схематично показывает устройство в соответствии с настоящим изобретением;
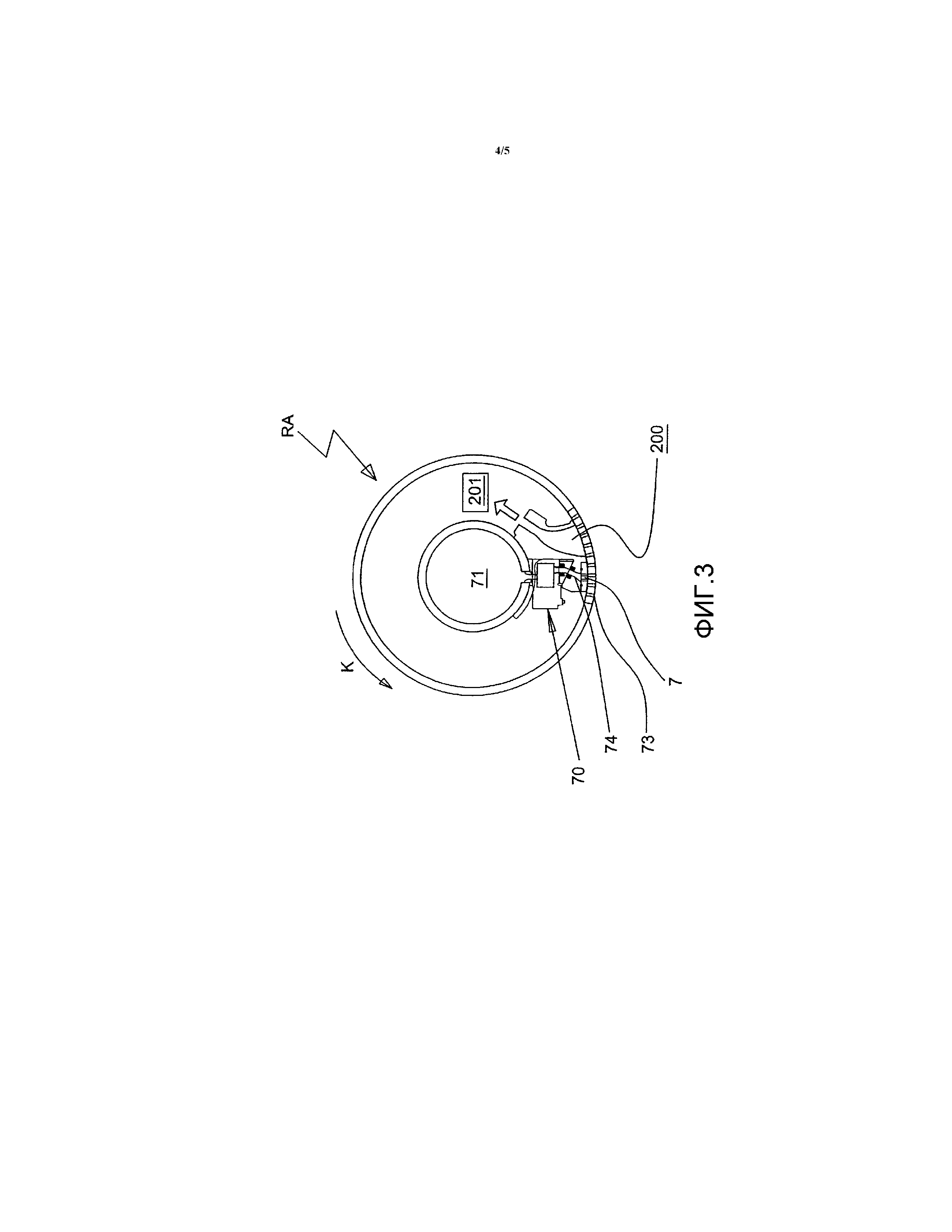
Фиг. 3 – часть устройства по Фиг. 2;
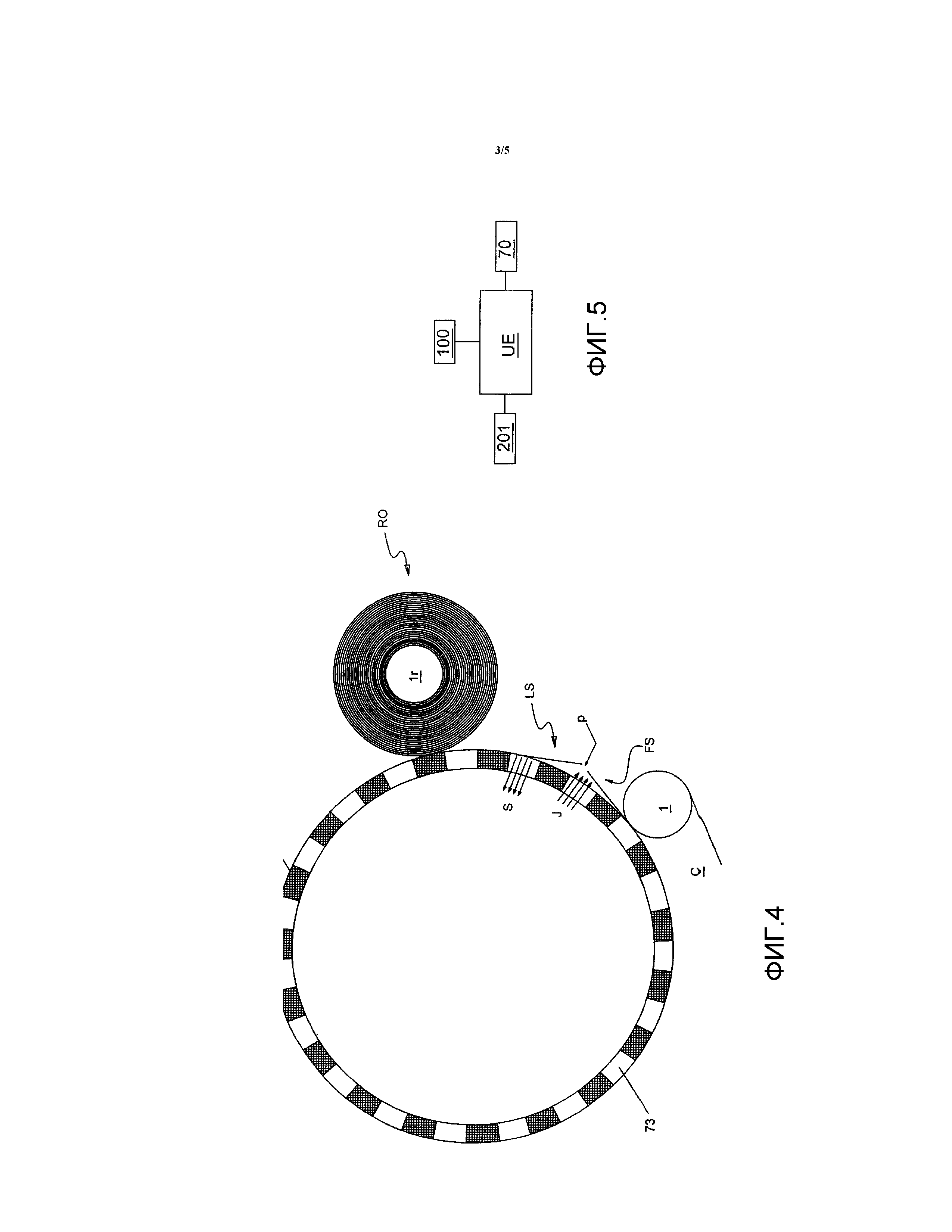
Фиг. 4 схематично показывает поток приходящего и уходящего воздуха от приводного валка “RA”;
Фиг. 5 - упрощенную блок-схему, показывающую управление электромагнитными клапанами (70) и аспиратором (201);
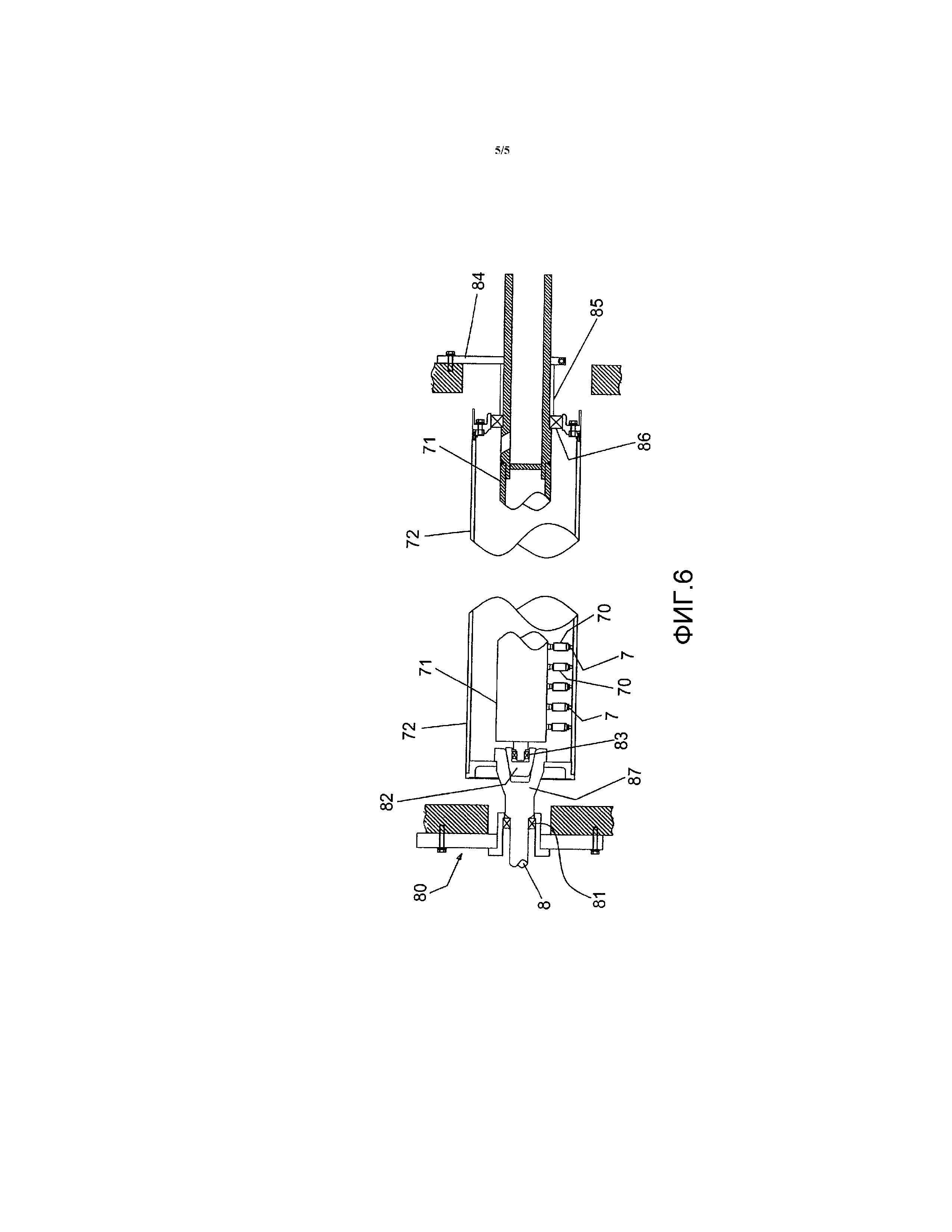
Фиг. 6 - частичный вид с продольным разрезом валка RA, показывающий, в частности, положение кожуха (72) и емкости (71).
Устройство в соответствии с настоящим изобретением может использоваться в перемоточном устройстве любой конструкции, относящемся к подаче и калибровке гильз (1) и полотен (2) бумаги, используемых для производства рулонов. Перемоточные машины известны специалистам в данной области техники и поэтому не описаны более подробно. US 4487377, EP 524158, GB 2105688, US 5979818 и EP 694020 раскрывают множество примеров перемоточных машин, и на эти документы может быть сделана ссылка для более широкого описания этого вида машин.
По существу, как показано на Фиг. 1, эти машины содержат:
средство для подачи и предварительной поперечной отрезки полотна (2) бумаги с большим количеством подающих валков, валков предварительной резки и приводных валков (R1, R2, R3), расположенных вдоль заданной траектории;
средство для намотки бумаги (2) на гильзы (1) с группой намоточных валков (RA, R4, R5), два (R4, R5) из которых совмещены и расположены на выходе из канала (c), вдоль которого перемещаются гильзы (1) из магазина, расположенного выше по потоку (не показано);
средство (не показано f) для калибровки полотна (2) бумаги и гильз (1) для приклеивания первого листа каждого рулона (RO) на соответствующей гильзе (1) и приклеивания последнего листа каждого рулона (RO) на нижележащий лист (слой) того же рулона.
В соответствии со способом, известным специалистам в данной области техники, полотно (2) бумаги проходит вдоль траектории, ограниченной валками (R1, R2, R3, RA), снабжено линиями предварительного разреза или отреза и намотано на гильзу (lr) в станции, где расположены валки (R4) и (R5), которые, совместно с валком (RA) и путем вращения вокруг соответствующих продольных осей, осуществляют намотку полотна (2) бумаги на гильзу (LR). Когда на гильзу намотано заданное количество листов (каждый лист ограничивается двумя последовательными поперечными перфорациями или линиями предварительного отреза полотна (2) бумаги), включается средство для разрыва полотна (2) бумаги в точке канала (с), расположенного между новой гильзой (1), введенной в тот же канал (с), и станцией для формирования рулонов (RO), где расположены и действуют валки (R4, R5). Операция разрыва работает в соответствии с перфорацией или линией (p) предварительного отреза, которая разделяет последний лист формируемого рулона (RO) от первого листа следующего формируемого рулона. Затем валок (R4), который установлен на вращающемся рычаге (400), связанном с соответствующим приводом, перемещается от валка (R5) для высвобождения нижележащего рулона (RO) и его удаления вдоль выпускной плоскости (402), расположенной ниже по технологическому потоку. На этой стадии, новая гильза (1), которая, при завершении формирования рулона (RO), перемещается вперед и катится вдоль канала (с) вследствие контакта с валком (RA), занимает место предыдущего рулона (lr) и цикл повторяется таким же образом.
Понятно, однако, что для целей настоящего изобретения упомянутые средства для подачи гильз и полотна бумаги, средство для перфорирования полотна бумаги, средство для калибровки гильз и полотна бумаги и средство для выгрузки рулона могут быть изготовлены и расположены любым возможным способом. Вышеприведенное описание служит только для иллюстративных целей и не должно быть истолковано в ограничительном смысле.
В соответствии с настоящим изобретением для разрыва полотна (2) бумаги по перфорации или линии (p) предварительного отреза, которые разделяют последний лист формируемого рулона от первого листа следующего формируемого рулона, предусмотрено средство (SP) для направления струи текучей среды, такой как струи сжатого воздуха, в направлении линии (p) и обеспечен эффект от этого средства (с возможным взаимодействием валка (R4), который на предшествующей стадии может быть ускорен для натяжения полотна (2) бумаги в зоне влияния струи), состоящий в разрыве полотна (2) бумаги по линии (p).
Со ссылкой на пример, показанный на Фиг. 2, пневматическое средство (SP) содержит батарею сопел (7), соединенную посредством соответствующего устройства электромагнитных клапанов (70), с емкостью (71) сжатого воздуха; причем сопла (7) с соответствующими электромагнитными клапанами (70) и резервуаром (71) расположены внутри валка (RA), чья наружная поверхность ограничена трубчатым кожухом (72) с множеством сквозных отверстий (73), через которые сопла (7) могут свободно функционировать. Сопла (7) соединены с электромагнитными клапанами (70) посредством соответствующих каналов (74).
Трубчатый кожух (72) вращается вокруг своей продольной оси, в то время как резервуар (71) закреплен и является коаксиальным относительно кожуха (72).
Для этой цели, как показано на Фиг. 6, кожух (72) снабжен валом (8) с фланцевой головкой (87), опирающимся посредством подшипника (81) на неподвижную часть (80) машины и связанным с соответствующей частью двигателя (не показан).
Внутри фланец (87) имеет корпус для конической крышки (82), внутри которого размещен, через соответствующий подшипник (83), осевой аппендикс емкости (71).
На противоположной стороне емкость (71) выполнена за одно целое с неподвижной частью (84) машины и на емкости размещена втулка (85); кожух (72) установлен соосно на втулке с помощью соответствующего подшипника (86).
Электромагнитные клапана (70) активируются для обеспечения потока сжатого воздуха из емкости (71) через сопла (7), когда, например, по достижении заданного числа оборотов или дробного числа оборотов надрезанных валков (R3), перед соплами (7) проходит перфорация или линия предварительного отреза (p), которая разделяет последний лист (LS) формируемого рулона (RO) от первого листа (FS) следующего формируемого рулона.
В результате разрыв происходит быстро и точно. Регулирование числа оборотов перфораторных валков (R3) может происходить с помощью устройства (100) управления, такого как тахометр или устройство кодирования, подсоединенное к оси одного из тех же валков (R3).
Активация электромагнитных клапанов (70) может быть автоматизирована с помощью программируемого электронного блока (EU), который посылает электрические сигналы активации и соответственно прекращения работы на электромагнитные клапаны (70) в ответ на поступающие электрические сигналы от устройства (100) управления. Программируемый электронный блок (UE) относится к типу, известному специалистам в области промышленной автоматики, и по этой причине не описан более подробно.
Предпочтительно, чтобы сопла (7), расположенные внутри валка (RA), были ориентированы радиально относительно того же валка (RA).
Как показано на Фигурах 2-4, на этапе завершения процесса намотки полотна (2) бумаги на гильзу (lr) формируемого рулона (RO) последний лист (LS) притягивается средством всасывания, расположенным ниже по технологическому потоку относительно сопел (7) по отношению к направлению (K) вращения валка (RA).
Упомянутое средство (200) всасывания, размещенное внутри валка (RA), позволяет осуществлять прилипание последнего листа рулона к поверхности того же валка (RA). Другими словами, последний лист остается прикрепленным к валку (RA) ниже по технологическому потоку относительно точки, где действуют сопла (7). Таким образом удается избежать того, что свободный конец последнего листа может загибаться на себя.
Более конкретно со ссылкой на пример, показанный на Фиг. 2 и Фиг. 3, средство всасывания содержит всасывающий порт (200) ниже по технологическому потоку от батареи сопел (7), т.е. справа на чертежах внутри валка (RA). Всасывающий порт (200) соединен с аспиратором (201) через соответствующий канал (не видимый на чертежах). Кроме того, всасывающий порт (200) расположен в валке (RA) таким образом, чтобы иметь возможность функционировать через отверстия (73) трубчатого кожуха (72).
На практике, когда блок (EU) активизирует электромагнитные клапана (70), он также одновременно активизирует аспиратор (201). Поэтому когда последний лист (LS) формируемого рулона (RO) отделяется от первого листа (FS) следующего формируемого рулона за счет струи сжатого воздуха, подаваемого соплами (7), свободный конец последнего листа (LS) формируемого рулона (RO) притягивается в направлении валка (RA), вместо того, чтобы оставаться в свободном состоянии и возможно загибаться на себя. В качестве альтернативы аспиратор (201) может функционировать все время.
На схеме Фиг. 4 стрелки “J” и “S” соответственно указывают поток воздуха, выходящий из сопел (7), и поток воздуха, всасываемый через всасывающий порт (200).
После завершения формирования рулона (RO) он отходит от валка (R4) и может катиться вдоль плоскости выхода (402).
Из вышеприведенного описания ясно, что на два соседних участка поверхности валка (RA) – который в показанном на прилагаемых чертежах примере служит одновременно как приводной элемент для полотна (2) бумаги и как элемент для намотки бумажного полотна (2) бумаги на гильзу (LR) в станции формирования рулонов – воздействует поток (J) воздуха, который выходит из внутренней стороны, и в то же самое время на них воздействует поток (S) приточного воздуха.
По этой причине способ управления разделением полотен листовой бумаги в перемоточной машине, в соответствии с настоящим изобретением, включает в себя шаг доставки потока текучей среды (например, сжатого воздуха) через первый участок поверхности валка (RA) для направления полотна (2) бумаги в станцию формирования рулонов и шаг всасывания воздуха через второй участок поверхности того же валка (RA), расположенного ниже по технологическому потоку относительно первого участка поверхности.
Предпочтительно, в соответствии с настоящим изобретением, первый и второй участки поверхности являются последовательными, т.е. вторая часть поверхности расположена непосредственно за первой частью поверхности по технологическому потоку.
В качестве альтернативы первый и второй участки поверхности не являются последовательными.
На практике описанные и проиллюстрированные элементы изобретения и их расположение могут варьироваться любым эквивалентным образом, не выходя за рамки данного изобретения и, таким образом, оставаясь в пределах предоставленной защиты согласно настоящему изобретению.
Реферат
Изобретение относится к области разделения полотен. Устройство управления разделением полотен листовой бумаги в форме рулона содержит направляющий валок. Валок взаимодействует со средствами намотки полотна бумаги для формирования рулона бумаги и со средством обеспечения линии предварительного разреза на полотне бумаги для его деления на множество раздельных листов. Устройство содержит средство пневматического разделения. Средство разделения выполнено с возможностью направления струи текучей среды к линии предварительного разреза. Линия предварительного разреза отделяет последний лист формируемого рулона от первого листа последующего формируемого рулона. Пневматическое средство разделения находится внутри направляющего валка. Направляющий валок имеет наружную поверхность с множеством сквозных отверстий. Отверстия позволяют струе текучей среды от средства пневматического разделения направляться к линии предварительного разреза. Устройство содержит средство всасывания. Средство всасывания расположено ниже по технологическому потоку по отношению к средству разделения по направлению вращения приводного валка. Средство всасывания находится внутри направляющего валка. Средство всасывания вызывает всасывание через отверстия. Достигается высокая точность разрыва полотна бумаги независимо от скорости подачи, надежное направление края листов. Обеспечиваются простота и надежность устройства на продолжительном периоде работы. 3 н. и 5 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Печатные аппараты печатной машины
Комментарии