Перемоточный станок для рулонов лентообразного материала с управлением введением сердечника для намотки - RU2128619C1
Код документа: RU2128619C1
Чертежи






Описание
Настоящее изобретение относится к усовершенствованию перемоточного станка типа, содержащего первый намоточный валик, вокруг которого направляется лентообразный материал, подлежащий намотке, второй намоточный валик, образующий вместе с первым намоточным валиком зев, в который последовательно вводятся сердечники для намотки, средства для введения сердечников в указанный зев и средства управления приведением в действие в конце намотки рулона циклического изменения параметров намотки с целью регулирования подачи нового сердечника (если необходимо, то с первыми витками материала, намотанного вокруг него) через зев.
Перемоточно-резательные станки этого типа, широко известные как автоматические периферийные перемоточно-резательные станки, используются, например, в области переработки бумаги для непрерывного получения (длинных) рулонов или рулонов намотанной бумаги, поступающей с ролов (катушек) большого диаметра. Впоследствии рулоны разрезают перпендикулярно к их собственной оси для получения небольших рулонов туалетной бумаги, полотенец универсального назначения и аналогичных изделий желаемой длины.
Изобретение также относится к усовершенствованию способа получения рулонов лентообразного материала, намотанного на трубчатые сердечники, причем указанный способ содержит следующие операции: выполнение первого намоточного валика, вокруг которого направляется лентообразный материал; выполнение второго намоточного валика, причем между первым и вторым намоточными валиками образован зев, предназначенный для прохода сердечников для намотки; временное изменение в конце намотки рулона параметров намотки с целью введения нового сердечника через указанный зев.
Среди многочисленных патентов, относящихся к перемоточно-резательным станкам данного типа, среди прочих выделяются патенты США N 4327877, 4487377, 4723724, 4828195, 5248106, 5249756, патент Великобритании N 2105688, Европейский патент N 0498039 и более недавние международные публикации WO 94/21545 и заявка на патент Италии M193A 1013.
В периферийных перемоточных станках этого типа лентообразный материал подается непрерывно и по существу с постоянной скоростью порядка 400-700 м/мин и до 1000 м/мин в наиболее современных машинах. В перемоточно-резательный станок вводят трубчатый картонный сердечник, на котором за временной интервал 1-3 секунды образуется рулон. Этот рулон затем подлежит выгрузке из зоны намотки с целью создания свободного пространства для нового сердечника, на котором образуется новый рулон. Операции введения сердечника выполняют различными способами, но, как правило, с временным изменением режима намотки. Вообще говоря, проход сердечника через зев, образованный двумя намоточными валиками, происходит за счет разницы между окружными скоростями двух намоточных валиков. Разница в скорости может быть различной, она соответствует способам работы станка, и из-за временного изменения она может составлять, например, от 18 до 20% по отношению к скорости подачи лентообразного материала. Когда сердечник прошел через зев или во время прохода сердечника через зев частота вращения второго намоточного валика снова постепенно увеличивается по отношению к рабочей скорости, близкой к скорости первого намоточного валика или равной ей. Следовательно, в данном случае параметр намотки, который изменяется, - это окружная скорость намоточного валика.
Цикл замедления/повторного ускорения второго намоточного валика и цикл введения сердечника в контакт с лентообразным материалом синхронизированы друг с другом. Таким образом, повторное ускорение второго намоточного валика начинается, когда сердечник теоретически достигнет заданного заранее определенного положения по отношению к намоточным валикам. Эта синхронизация достигается путем установления связи с угловым положением первого намоточного валика или другого валика, предназначенного для перемещения лентообразного материала, который занимает заданное положение относительно лентообразного материала.
В некоторых станках введение сердечника происходит также за счет разницы скоростей между первым и вторым намоточным валиком, но параметр намотки, который изменяется, - это не окружная скорость второго намоточного валика (которая остается постоянной), а, скорее, расстояние между указанным первым и указанным вторым валиком. По существу размер зева временно и циклически изменяется во время прохода сердечника через сам зев. Проход сердечника происходит благодаря разнице окружных скоростей двух валиков, которая ограничена, но постоянна во времени.
Когда сердечник введен в зону намотки и он входит в контакт с лентообразным материалом, который направляется вокруг первого намоточного валика, или в любом случае в контакт с элементом, вращающимся с частотой, пропорциональной скорости подачи лентообразного материала, происходит внезапное угловое ускорение сердечника до тех пор, пока он не достигнет окружной скорости, равной скорости подачи лентообразного материала. Может иметь место одновременный контакт с двумя намоточными валиками, образующими зев, или с первым намоточным валиком и противоположной поверхностью. В любом случае сердечник стремится проскальзывать относительно лентообразного материала и намоточного валика, с которым он входит в контакт.
В настоящее время уже известно, что это проскальзывание не является постоянным, а может изменяться от сердечника к сердечнику, что имеет следствием то, что, даже принимая во внимание типичное проскальзывание на фазе синхронизации различных элементов станка, каждый сердечник при реальной работе станка может проскальзывать в большей или меньшей степени по отношению к проскальзыванию, которое исходно принимается в качестве опорного (базового) уровня. Это означает, что фаза повторного ускорения второго намоточного валика может быть преждевременной или запаздывающей по отношению к положению сердечника в зеве между двумя намоточными валиками. Если сердечник проскальзывает в большей степени, чем ожидалось, при входе его в контакт с намоточным валиком, то он запаздывает по отношению к изменению ускорения второго намоточного валика, при этом следствием данного обстоятельства является то, что возникают проблемы при выходе сердечника из зева. Если, с другой стороны, имеет место меньшее проскальзывание по сравнению с ожидаемым, сердечник поступает слишком рано по отношению к началу изменения (увеличения) повторного ускорения второго намоточного валика и может проходить через зев слишком быстро с риском ненадлежащего регулирования.
Аналогичный недостаток имеет место, когда окружная скорость второго намоточного валика удерживается постоянной, а расстояние между двумя валиками изменяется. Также и в этом случае неопределенность степени фактического проскальзывания сердечника на фазе введения может иметь следствием смещение по фазе между фактическим положением сердечника и смещением двух намоточных валиков в сторону друг от друга. Вследствие этого сердечник, который задерживается по отношению к теоретическому (заданному) положению, может быть слишком сжат, в то время как преждевременность поступления сердечника связана с риском потери управления сердечником.
Целью настоящего изобретения является устранение раскрытых выше недостатков.
Для исключения недостатков, приведенных выше, в настоящем изобретении в основном предлагается способ периферийной намотки рулонов рулонного материала на сердечники для намотки в намоточной опоре, в котором полосу рулонного материала наматывают на сердечник в упомянутой намоточной опоре, образованной периферийным намоточным средством, контактирующим с наружной поверхностью упомянутого рулона, готовый рулон выгружают из намоточной опоры, а новый сердечник вставляют в намоточную опору путем временного изменения по крайней мере условий намотки упомянутым периферийным намоточным средством, отличающийся тем, что детектируют прохождение упомянутого нового сердечника из заданного положения, причем согласовывают по фазе изменение упомянутых условий намотки с упомянутым прохождением.
Путем детектирования прохождения сердечника определяется любое его проскальзывание на намоточном устройстве, осуществляется коррекция путем соответствующего сдвига по фазе изменения условий намотки.
Для реализации способа, приведенного выше, в настоящем изобретении предлагается периферийный намоточный станок, содержащий намоточную опору, в котором рулоны полосового материала формируются последовательно на соответствующих намоточных сердечниках с помощью периферийного намоточного средства, образующего упомянутую опору и контактирующего по периферии с упомянутым рулоном, также содержащий средство для ввода упомянутых сердечников в упомянутую опору, причем условия намотки упомянутым периферийным намоточным средством станка циклически и временно изменяются для введения соответствующего нового сердечника в упомянутую опору, при этом упомянутый станок отличается тем, что имеется датчик, который детектирует прохождение сердечника, вводимого в станок, в заданной точке и посылает сигнал о прохождении сердечника, а в соответствии с этим сигналом согласуется по фазе циклическое изменение параметров намотки.
В соответствии с конкретным вариантом выполнения изобретения в периферийном перемоточном станке указанного выше типа предусмотрен датчик, связанный с указанным зевом, который определяет проход сердечника из заранее определенного положения и выдает сигнал о проходе указанного сердечника. Средства, которые вызывают циклическое изменение параметров намотки, согласованы по фазе (фазированы) с сигналом, выдаваемым указанным датчиком, и, следовательно, с фактическим положением сердечника. То есть эти средства вызывают указанное изменение в момент времени, который определяется в соответствии с моментом времени, в который генерируется указанный сигнал.
Когда параметр намотки, который временно изменяется, представляет собой окружную скорость второго намоточного валика, можно обеспечить синхронизацию сигнала с моментом начала изменения повторного ускорения второго намоточного валика. Таким образом, изменение повторного ускорения второго намоточного валика всегда надлежащим образом синхронизировано с фактическим положением сердечника в стенке, а не с его теоретическим положением. Какова бы ни была степень проскальзывания сердечника на фазе введения, начало повторного ускорения второго намоточного валика определяется время от времени ( моментом времени), когда сердечник действительно находится в надлежащем положении.
С другой стороны, также возможно обеспечить начало изменения повторного ускорения в заданный (фиксированный) момент времени и за время, проходящее (или после (определенного) количества лентообразного материала, которое прошло) между указанным моментом времени и моментом выдачи сигнала, вызвать последовательную адаптацию угла наклона оставшейся кривой повторного ускорения от момента выдачи сигнала (или от последующего момента) до того момента, пока не будет достигнута рабочая скорость.
Преимущества, которые могут быть обеспечены системой управления данного типа, особенно значимы в случае, когда сердечник проходит две различные и последовательные фазы углового ускорения (так, как описано, например, в патенте WO 94/ 21545).
Когда сердечник вводят одновременно с изменением межосевого расстояния между первым и вторым намоточным валиком, сигнал, выдаваемый датчиком, может обусловить относительное смещение между двумя валиками в соответствии с аналогичной идеей.
Очевидно, что на сердечник, который проходит через зев, уже может быть намотано большее или меньшее достаточное количество лентообразного материала в соответствии со способом осуществления начала намотки. Следовательно, термин "сердечник" также следует понимать в данном контексте, то есть как сердечник, на котором, возможно, уже намотано некоторое количество лентообразного материала.
Датчик может представлять собой датчик различных типов. В настоящее время предпочтительным является датчик светочувствительного (оптического) типа с эмиттером, расположенным на одной стороне зева, и с приемником, расположенным на противоположной стороне, при этом сердечник проходит между эмиттером и приемником. Таким образом, имеется сигнал двойного затемнения, поскольку сердечник представляет собой полую трубку. Альтернативно, можно использовать первый и второй сигнал затемнения, чтобы вызвать процедуру изменения параметров намотки. Не исключены и другие возможности - как с оптическими датчиками, так и с датчиками других типов. Например, можно разместить датчик так, что эмиттер и приемник оказываются расположенными в канавке второго намоточного валика в зоне зева между намоточными валиками. В таком случае луч света, излучаемый эмиттером, отражается поверхностью первого намоточного валика или лентообразным материалом, направляемым на него. Приемник получает отраженную или рассеянную световую энергию. При проходе трубчатого сердечника (который обычно имеет темный цвет и, следовательно, поглощает свет) происходит перехват луча и затемнение сигнала, поступающего на приемник. Кроме того, можно использовать датчики электромеханического или другого типа.
Предпочтительно положение датчика относительно зева перемоточно-резательного станка можно регулировать. В качестве альтернативы такому регулированию или в сочетании с ним можно предусмотреть средство регулирования изменения скорости второго намоточного валика, оснащенное программируемой схемой задержки, которая обеспечивает возможность задержки начала изменения повторного ускорения на заранее определяемую величину по отношению к сигналу, выдаваемому датчиком. С другой стороны, можно предусмотреть регулирование положения датчика.
Дополнительные предпочтительные признаки станка и устройства в соответствии с изобретением указаны в приложенных пунктах формулы изобретения.
Возможно применить те же идеи, которые были разъяснены выше, не принимая во внимание то, каким образом обеспечивается изменение окружной скорости намоточного валика. В действительности это изменение может быть осуществлено посредством изменения угловой скорости или изменения радиуса намоточного валика, при необходимости в сочетании с изменением межосевого расстояния между валиками, как описано, например, в заявке на патент Италии M193A001768.
Изобретение будет лучше разъяснено с помощью нижеприведенного описания и приложенных чертежей,
которые показывают неограничивающий, приведенный в качестве примера вариант осуществления самого изобретения. В чертежах:
фиг. 1 показывает вид сбоку периферийного перемотно-резательного
станка, в котором может быть применено изобретение;
фиг. 2-8 показывают различные фазы работы перемотно-резательного станка в цикле намотки;
фиг. 9 показывает график изменения
скорости второго намоточного валика в соответствии с первым способом регулирования, и
фиг. 10 показывает график изменения скорости второго намоточного валика при другом способе
регулирования.
Ниже изобретение будет описано для случая применения его в перемотно-резательном станке типа, описанного в документе WO 94/21545, содержание которого включено в настоящее описание. Однако предусматривается, что аналогичные принципы могут быть использованы для других периферийных перемотно-резательных станков, которые имеют второй намоточный валик, приводимый в движение с переменной скоростью.
Как показывает фиг. 1, подающий и направляющий ролики для лентообразного материала N обозначены поз. 1 и 3. Комплект элементов для перфорации обозначен в целом поз. 5. За комплектом 5 элементов для перфорации по ходу движения лентообразного материала расположены первый намоточный валик 15, вокруг которого направляется лентообразный материал, и второй намоточный валик 17, вращающийся в том же направлении, что и валик 15. Между двумя валиками 15 и 17 образован зев 19, через который проходит лентообразный материал N . Поз. 21 обозначает третий намоточный валик, перемещаемый качающимся рычагом 23, чтобы отслеживать увеличение размеров образующегося рулона L и чтобы обеспечить возможность выгрузки рулона после завершения намотки.
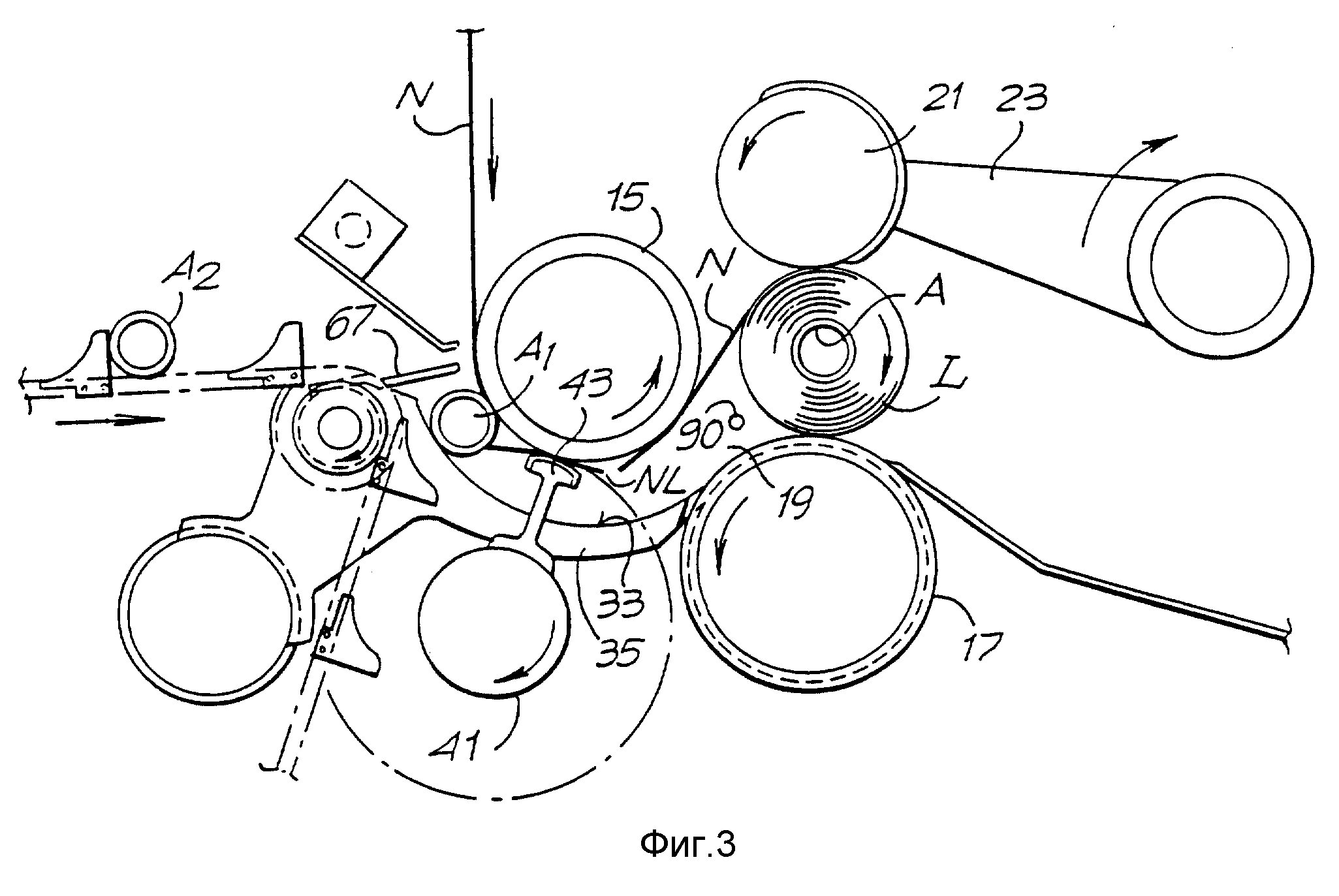
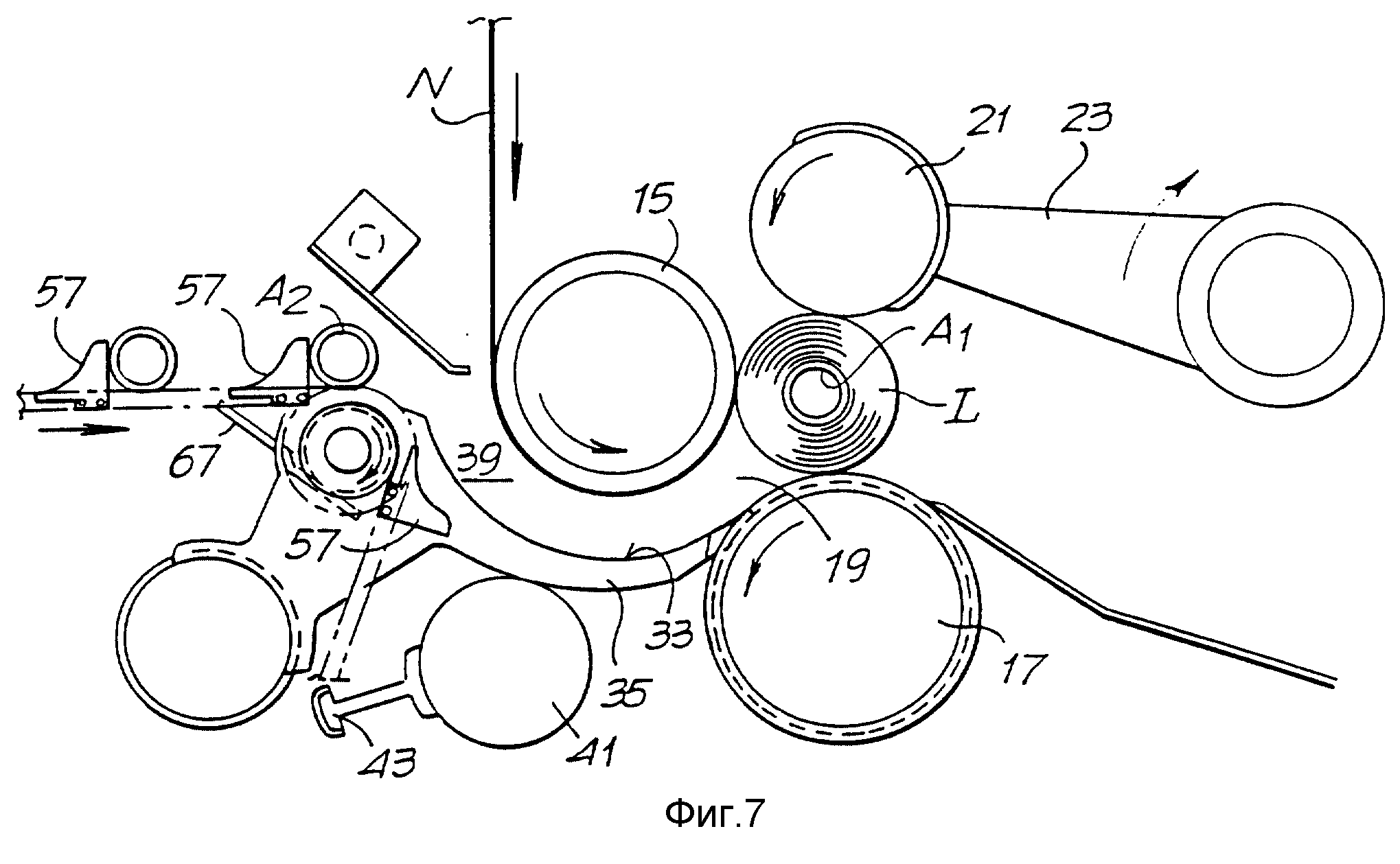
Перед зевом 19 по ходу движения лентообразного материала расположена поверхность 33 для перекатывания сердечника A, вводимого в начале каждого рабочего цикла. Вращающийся элемент 41, расположенный под поверхностью 33, несет средство 43, осуществляющее разрывание лентообразного материала N. Форма и способ функционирования средства 43 описаны в документе WO 94/21545, и дополнительные подробности о данном средстве можно получить из этого документа.
Сердечники A вводят в канал 39, образованный между намоточным валиком 15 и поверхностью 33 с помощью подающего устройства 67, которое берет их с конвейера 47, который оснащен толкателями 57 и с которым связан распределитель 61 клея, причем тип данного распределителя сам по себе известен.
На фиг. 2-8 показаны различные последовательные фазы работы во время цикла намотки. На фиг. 2 показан рулон L , который фактически полностью намотан между валиками 15, 17 и 21, ион изображен в тот момент, когда он подлежит выгрузке. Новый рулон A1 вводится с помощью подающего устройства 67 в канал 39. На этой фазе сердечник A1 резко ускоряется в угловом направлении, и его угловая скорость изменяется от нулевой до такой угловой скорости, что точка контакта с валиком 15 смещается с окружной скоростью самого валика 15 (как правило, 400-700 м/мин и выше), а центр сердечника перемещается со скоростью, равной половине указанной скорости, при перекатывании до поверхности 33. Несмотря на ограниченную инерцию сердечника, его угловое и линейное ускорение неизбежно приводят к исходному (начальному) проскальзыванию самого сердечника относительно лентообразного материала и, следовательно, к смещению по фазе (которое точно оценить невозможно) положения сердечника относительно положения лентообразного материала.
Второй намоточный валик 17 временно замедляется, чтобы удалить готовый рулон L из зоны намотки.
Операции введения сердечника с помощью подающего устройства 67 и замедления валика 17 синхронизированы с положением линий перфорации лентообразного материала, полученных с помощью перфоратора 5.
Во время перемещения сердечника A1 вдоль канала 39 осуществляется разрыв или разрезание лентообразного материала с помощью средства 43 способом, описанным в документе WO 94/21545 (фиг.3), и лентообразный материал начинает наматываться на новый сердечник A1 (фиг. 4), в то время как рулон L, намотка которого закончена, выгружается под действием разницы скоростей между валиком 21 и валиком 17, который был замедлен.
Когда сердечник A1 входит в контакт с нижним намоточным валиком (фиг. 5), он подвергается воздействию нового резкого изменения угловой скорости. Действительно, он должен приобрести такую скорость, чтобы окружная скорость точки контакта с первым намоточным валиком 15 была все еще равна скорости подачи лентообразного материала, в то время как скорость точки контакта со вторым намоточным валиком 17 должна измениться от нулевой (от скорости, которую имела точка контакта сердечника с неподвижной поверхностью 33) до окружной скорости второго намоточного валика 17, как правило, равной величине, которая приблизительно на 10% меньше окружной скорости первого намоточного валика 15. Это резкое изменение скорости может снова привести к проскальзыванию с последующим дополнительным смещением по фазе между положением сердечника и угловым положением намоточных валиков.
Продвижение сердечника через зев 19 происходит под действием разницы скоростей валиков 15 и 17. Эту разницу следует постепенно уменьшать до тех пор, пока она не будет ликвидирована или в любом случае сведена до очень небольших значений для продолжения намотки рулона между тремя валиками 15, 17, 21 (фиг. 6 и 7) с тем, чтобы избежать проскальзывания рулона относительно поверхности намоточных валиков. Должна быть обеспечена задержка начала изменения повторного ускорения второго намоточного валика 17 таким образом, чтобы сердечник выходил из зева 19 в надлежащий момент времени, то есть тогда, когда он может войти в контакт с третьим намоточным валиком 21.
Чтобы гарантировать, что начало изменения повторного ускорения второго намоточного валика 17 надлежащим образом синхронизировано с положением сердечника, предусмотрен датчик, который схематично показан и обозначен поз.90. Датчик, содержащий эмиттер и приемник, расположенные с двух сторон зева 19, распознает проход сердечника A1 (фиг. 5) и выдает соответствующий сигнал. Сигнал направляется в программируемое центральное устройство 92 управления, которое управляет рабочим циклом станка и которое также дает команду на начало изменения повторного ускорения валика 17, при необходимости после заданной программируемой задержки. То же центральное устройство 92 управления соединено с кодовым датчиком положения, связанным с перфоратором 5, для синхронизации начала операций введения сердечника и замедления валика 17 с положением линий перфорации на лентообразном материале N само по себе известным образом.
Когда намотка рулона на сердечник A1 завершена, цикл повторяется при введении нового рулона (фиг. 8).
На фиг. 9 показан график, на котором по оси x отложено количество лентообразного материала, который проходит (через станок), а на оси y - разница в процентах между окружной скоростью второго намоточного валика 17 и окружной скоростью первого намоточного валика 15 и лентообразного материала N. В момент времени t1 центральное устройство управления начинает операцию замедления второго намоточного валика 17. Изменение замедления Rd, как правило, линейное и заканчивается в момент времени t2. В момент времени t3 сердечник A, который ранее был введен в канал 39, входит в контакт со вторым намоточным валиком 17. Положение точки, соответствующей данному моменту времени, на оси x является неопределенным вследствие проскальзывания сердечника на фазе введения в канал 39. Более низкая частота вращения второго намоточного валика 17 поддерживается до момента времени t4, и в этот момент начинается изменение Ra повторного ускорения, характеризуемое практически асимптотической кривой. Момент времени t4 определяется точно в соответствии с положением сердечника, определяемым датчиком 90.
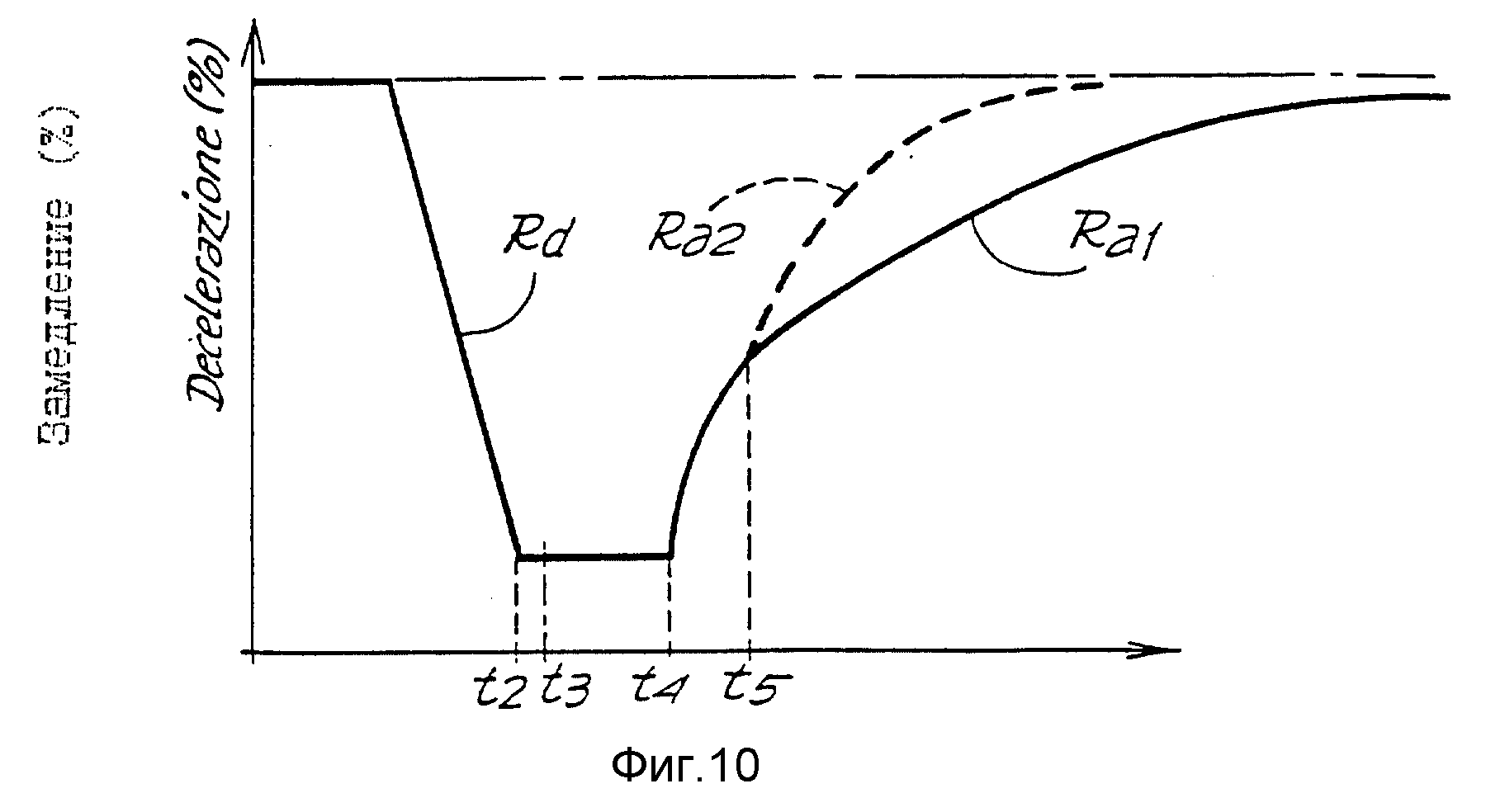
Вместо того, чтобы использовать сигнал, выдаваемый датчиком 90, для определения момента начала изменения повторного ускорения второго намоточного валика, его можно использовать для модификации формы кривой повторного ускорения. На фиг. 10 показан график, аналогичный фиг. 9, на котором момент времени t4 зафиксирован, то есть изменение Ra повторного ускорения второго намоточного валика начинается после того, как прошло определенное количество лентообразного материала. Момент времени t5 представляет собой момент времени выдачи сигнала датчиком 90. До этого момента участок кривой Ra имеет постоянную форму. Начиная с этого момента времени, кривая Ra может иметь больший или меньший наклон в соответствии с необходимостью повторного ускорения сердечника более или менее быстро для поддержания надлежащего регулирования его перемещения. Участок кривой Ra1 относится к ситуации, при которой имеет место запаздывание сердечника по отношению к его теоретическому положению, и, следовательно, сохраняется более длительное замедление (второго намоточного валика) для обеспечения возможности надлежащего перемещения сердечника. Участок R2a относится к ситуации, когда сердечник поступает преждевременно, и, следовательно, его нужно подавать вперед более медленно.
Это не исключает сочетания двух способов управления с использованием при необходимости более одного датчика.
Подразумевается, что чертеж показывает только пример варианта осуществления, приведенный только в целях практической демонстрации изобретения, при этом устройство по данному изобретению может отличаться по форме и компоновке, тем не менее, не отходя от объема идеи изобретения, которая составляет суть самого изобретения. Любое наличие номеров позиций в приложенных пунктах формулы изобретения имеет целью облегчить изучение формулы изобретения со ссылкой на описание и чертежи и не ограничивает объем защиты, определяемый пунктами формулы изобретения.
Реферат
Изобретение относится к перемотке бумаги на малые рулоны бытового назначения. Периферийный перемоточный станок содержит первый намоточный валик, вокруг которого направляется лентообразный материал, подлежащий намотке, и второй намоточный валик. Между первым и вторым намоточными валиками образован зев, в который последовательно вводят сердечники для намотки. Подающее средство предназначено для введения сердечников в указанный зев. Средство управления предназначено для того, чтобы при каждом введении нового сердечника для намотки вызывать изменение параметров намотки с целью введения нового сердечника. В станке предусмотрен датчик, связанный с указанным зевом, который определяет проход сердечника в заданной точке и выдает сигнал при прохождении указанного сердечника. Циклическое изменение параметров намотки согласовано по фазе в соответствии с указанным сигналом, что предотвращает проскальзывание сердечника относительно материала и намоточного валика. 4 с. и 14 з.п.ф-лы, 10 ил.

Комментарии