Способ и устройство для нанесения клея на трубчатые втулки для изготовления бумажных логов - RU2659003C2
Код документа: RU2659003C2
Чертежи




Описание
Изобретение относится к способу и устройству для нанесения клея на картонные трубчатые втулки внутри перемоточных машин для изготовления бумажных рулонов или "логов".
Известно, что изготовление логов из бумажного материала, из которых получают, например, рулоны туалетной бумаги или рулоны салфеток, включает в себя этап подачи бумажной ленты, образованной одним или более наложенными друг на друга слоями, по заданной траектории, вдоль которой выполняются различные операции до перехода к образованию логов, включая в себя поперечный надрез ленты, чтобы образовать предварительно разрезанные линии, которые разделяют ее на отдельные листы. Образование логов подразумевает использование картонных гильз, часто называемых "втулки", на поверхности которых распределяется заданное количество клея, чтобы обеспечить приклеивание бумажной ленты к втулкам, постепенно вводимым в машину, которая изготавливает трубки, причем упомянутые машины часто называются "перематывателями". Кроме того, формирование логов подразумевает использование наматывающих роликов дальше по ходу от установки распределения клея, которые заставляют каждую втулку вращаться вокруг своей продольной оси, таким образом вызывая наматывание ленты на втулку. Процесс заканчивается, когда заданное количество листов наматывается на втулку, приклеиванием края последнего листа к нижележащему листу рулона, образованного таким образом (операция "закрытия края"). На этой стадии лог выгружается из перематывателя. ЕР1519886 раскрывает перематыватель, работающий, как раскрыто выше.
В некоторых случаях клей может загрязнять бумагу, снижая коммерческую стоимость законченного продукта.
Главная цель настоящего изобретения состоит в устранении вышеописанного недостатка.
Этот результат достигается, согласно настоящему изобретению, путем использования идеи осуществления способа работы и обеспечения устройства, имеющего характеристики, приведенные в независимых пунктах формулы изобретения. Другие признаки настоящего изобретения являются объектом зависимых пунктов формулы изобретения.
Благодаря настоящему изобретению, возможно придавать клею, распределенному на трубчатых втулках, заданную форму, которая исключает недостатки известных машин, позволяя получать логи более высокого товарного качества. Кроме того, устройство в соответствии с настоящим изобретением является конструктивно и функционально простым и, следовательно, очень экономичным по отношению к предлагаемым преимуществам.
Эти и другие преимущества и признаки настоящего изобретения будут лучше понятны специалистам в данной области техники благодаря следующему описанию и сопровождающим чертежам, приведенным в качестве примера и не являющимся ограничивающими, на которых:
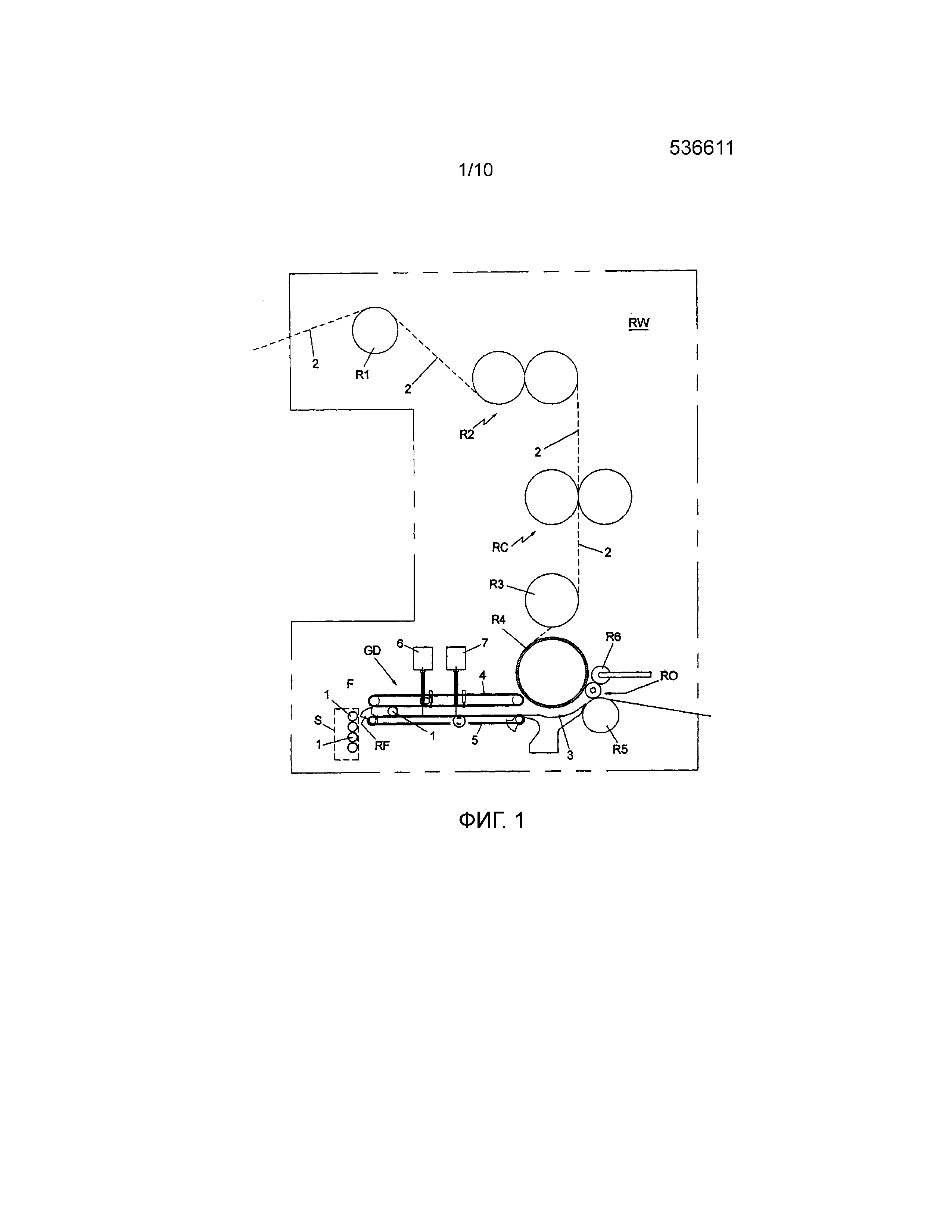
Фиг.1 - схематичный вид сбоку перематывателя, снабженного устройством согласно настоящему изобретению;
Фиг.2 - схематичный вид сверху устройства согласно настоящему изобретению, причем некоторые части исключены, чтобы лучше показать другие части;
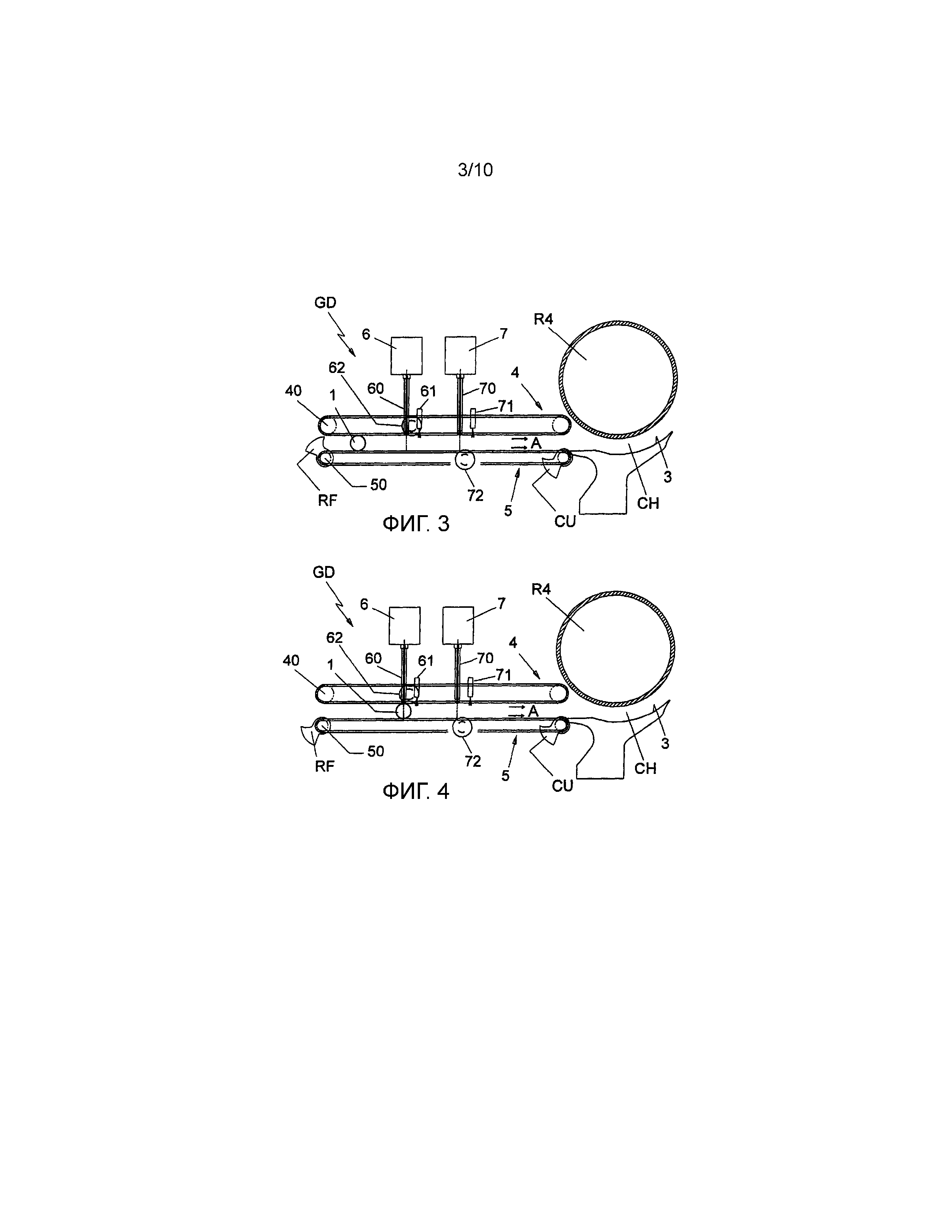
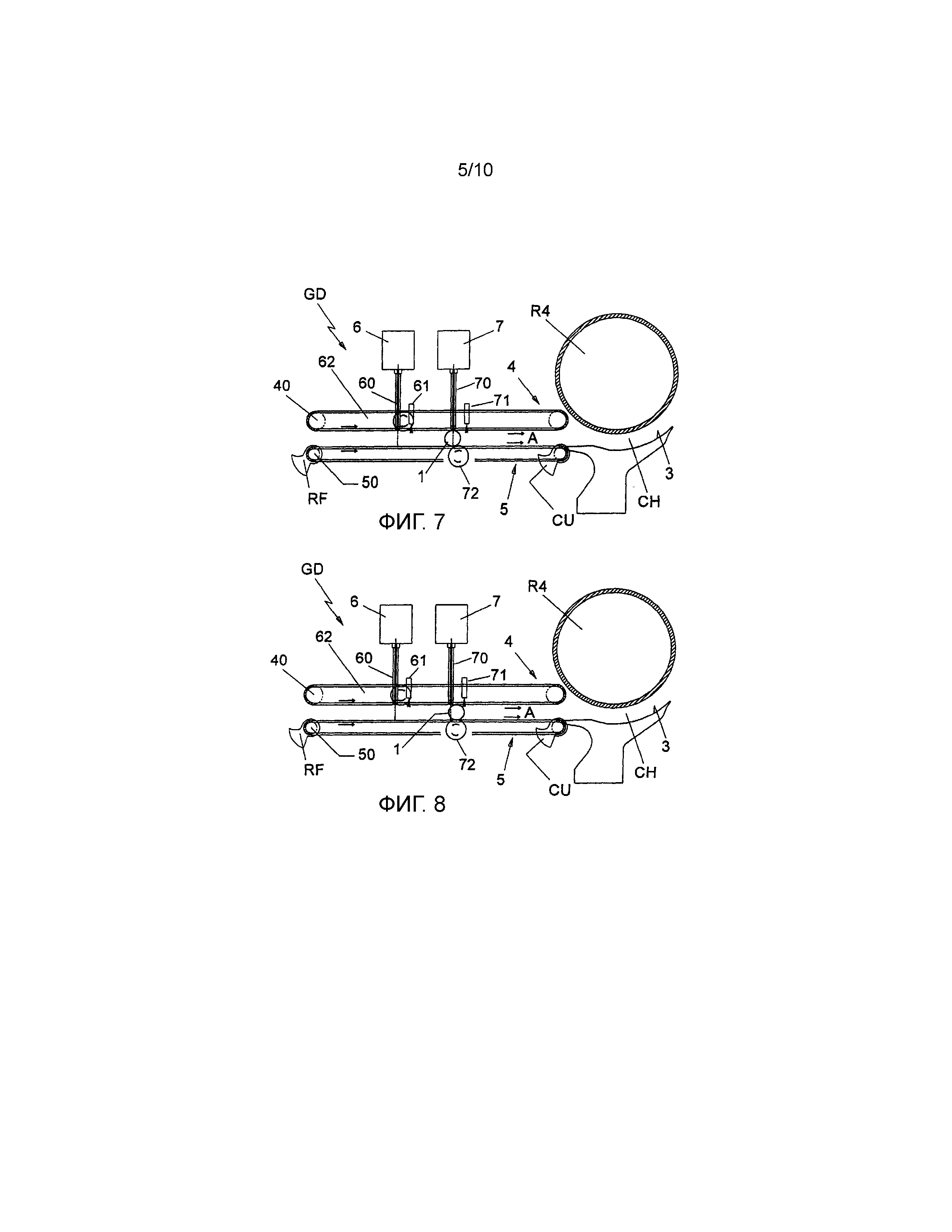
Фиг.3-11 показывают последовательность этапов работы, относящихся к работе устройства согласно настоящему изобретению;
Фиг.12 и 13 - увеличенные участки с Фиг.5 и 8 соответственно;
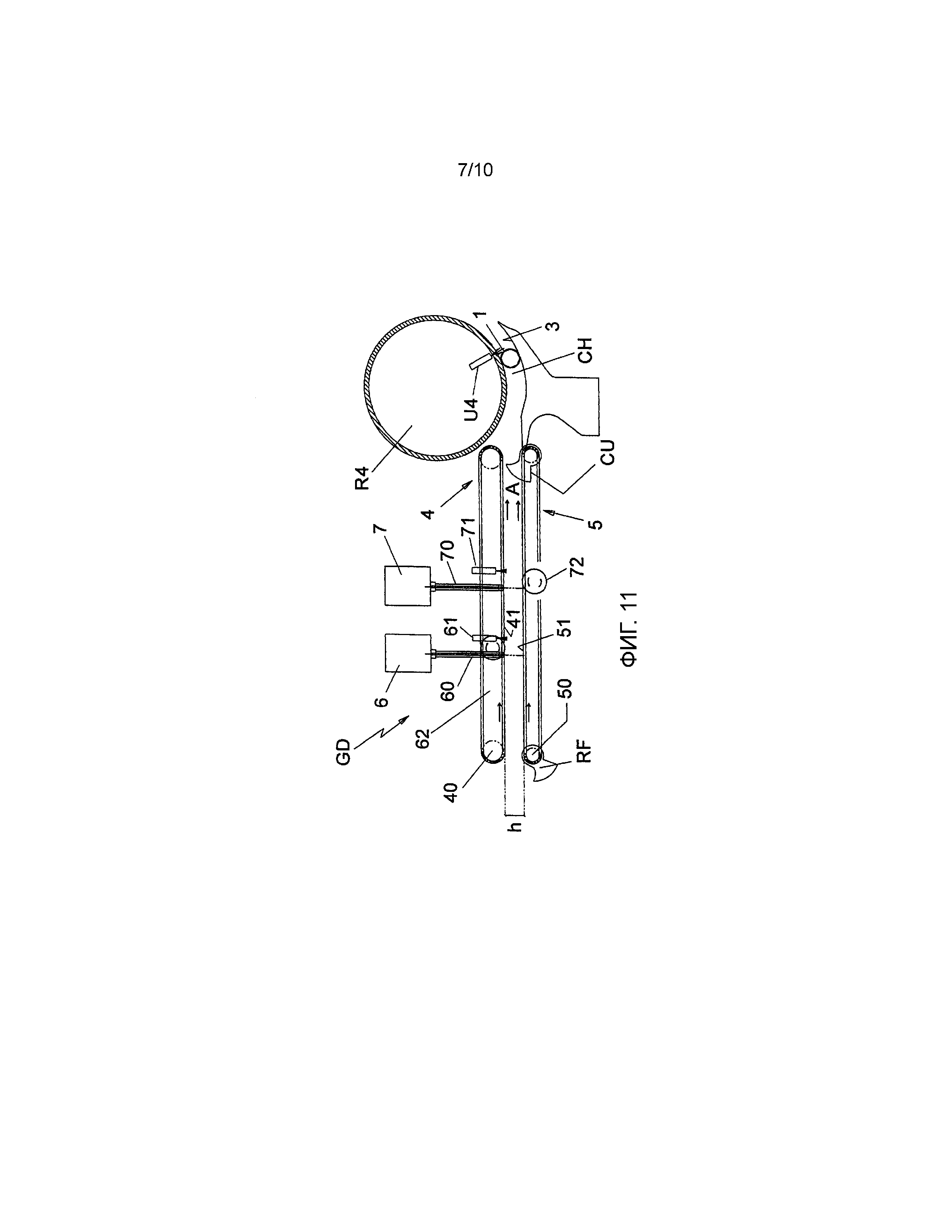
Фиг.14 - увеличенный участок с Фиг.11.
Устройство согласно настоящему изобретению может быть использовано, например, в перематывателе или перемоточной машине (RW), содержащей:
подающую установку (F) для подачи втулок (1), поступающих из хранилища (S), в которой имеется поворотное устройство (RF) подачи, которое захватывает одну втулку (1) за раз и вводит ее в устройство (GD) нанесения клея, раскрытое ниже;
средство для подачи и поперечного предварительного разрезания бумажной ленты (2), образованной одним или более наложенными друг на друга слоями бумаги, при помощи множества направляющих валков (R1, R2, RЗ) и валков (RC) предварительной резки, обеспеченных вдоль траектории, где бумажная лента (2) подается и предварительно разрезается;
средство для намотки бумажной ленты (2) на втулку (1) в намоточной установке при помощи первого намоточного валка (R4), обеспеченного дальше по ходу от упомянутых направляющих валков и валков (R1, R2, RЗ, RC) предварительной резки, и двух дополнительных вертикально выровненных намоточных валков (R5, R6), расположенных и действующих вблизи первого намоточного валка (R4): причем второй и третий намоточный валки (R5, R6) обеспечены над изогнутой направляющей (3), которая, во взаимодействии с первым намоточным валком (R4), ограничивает канал (СН) дальше по ходу от устройства (GD) нанесения клея, причем упомянутый канал (СН) пересекают втулки (1), которые последовательно выходят из устройства (GD) нанесения клея.
Первый намоточный валок (R4) также предназначен для направления бумажной ленты (2), поступающей из направляющих валков и валков предварительной резки, расположенных выше.
Вышеупомянутый канал (СН) ограничивает последнее плечо траектории, по которой следует бумажная лента (2) и также втулки (1), покидающие устройство (GD) нанесения клея. Устройство (GD) нанесения клея содержит первое и второе средство (G1; G2) для выдачи заданного количества клея на поверхность каждой из втулок (1), вводимых в это устройство (GD). Упомянутое средство (G1; G2) приводится в действие последовательно, как дополнительно описано далее, для выдачи клея для так называемого закрытия края, то есть для приклеивания последнего листа (20) формируемого лога (RO) к нижележащему листу этой же трубки, и для приклеивания первого листа (21) новой трубки к втулке (1) следующей трубки, подлежащей образованию.
Со ссылкой на пример, изображенный на чертежах, устройство согласно настоящему изобретению содержит группу верхних ремней (4) и группу нижних ремней (5), обернутых петлей вокруг соответствующих шкивов (40; 50) с горизонтальной осью, для того чтобы всегда иметь две противоположные секции (41, 51), которые перемещаются в том же направлении к вышеупомянутому каналу (СН), размещенному дальше по ходу, как обозначено стрелкой "А". Противолежащие секции (41, 51) упомянутых ремней (4, 5) вертикально отстоят друг от друга на величину (h), соответствующую внешнему диаметру втулок (1).
Ремни (4, 5) служат для перемещения втулок (1) от подающей установки (F) к каналу (СН). Перемещение втулок (1) вперед между противолежащими секциями (41, 51) ремней (4, 5) происходит вследствие контакта втулок (1) с такими секциями ремней (4, 5), которые перемещаются в направлении "А". Например, упомянутые ремни (4, 5) перемещаются с одинаковой скоростью, так что втулки (1) подвергаются перемещению вдоль направления "А", когда они находятся между ремнями (4, 5).
Первое средство (G1) доставки клея содержит резервуар (6), содержащий клей, и ряд сопел (60), соединенных с упомянутым резервуаром (6).
Аналогично, второе средство (G2) доставки клея содержит резервуар (7), содержащий клей, и ряд сопел (70), соединенных с соответствующим резервуаром (7).
Вторые сопла (70) расположены дальше по ходу от первых сопел (60) относительно направления (А) подачи втулок (1).
Сопла (60) первого ряда выравнены вдоль направления (t), перпендикулярного упомянутому направлению (А). Аналогично, сопла (70) второго ряда выравнены вдоль направления (s), перпендикулярного направлению (А) подачи втулок (1). Следовательно, сопла (60, 70) первого и второго рядов выравнены вдоль двух направлений (t, s), параллельных друг другу.
Дальше по ходу от каждого из упомянутых сопел (60, 70) размещен соответствующий фотоэлемент (61, 71). В частности, первый фотоэлемент (61) находится в положении между первым соплом (60) и вторым соплом (70).
Дальше по ходу от каждого из сопел (60) первого ряда расположено моторизованное колесо с горизонтальной осью (62), чей диаметр таков, чтобы вызывать его контакт с втулками (1), проходящими между противолежащими секциями (41, 51) ремней (4, 5). Другими словами, нижний квадрант (620) колес (62) находится немного ниже уровня нижней секции (41) верхнего ремня (4). Оси упомянутых колес (62) выровнены вдоль направления, параллельного вышеупомянутым направлениям (t) и (s).
Ближе по ходу каждого из сопел (70) второго ряда расположено моторизованное колесо с горизонтальной осью (72), чей диаметр таков, чтобы вызывать его контакт с втулками (1), проходящими между противолежащими секциями (41, 51) ремней (4, 5). Другими словами, верхний квадрант (720) колес (72) находится немного выше уровня верхней секции (51) нижнего ремня (5). Оси упомянутых колес (72) также выровнены вдоль направления, параллельного вышеупомянутым направлениям (t) и (s). Как показано на чертежах, колеса (62), размещенные дальше по ходу от сопел (60) первого ряда, расположены их соответствующими осями между верхними ремнями (4), в то время как колеса (72), размещенные ближе по ходу от сопел (70) второго ряда, расположены их соответствующими осями между нижними ремнями (5).
Устройство (RF) подачи состоит из корпуса, известного по сути, принудительно вращаемого вокруг соответствующей горизонтальной оси, которая совпадает с осью задних шкивов (50) нижних ремней (5).
Устройство, описанное выше, также содержит устройство (CU) для выгрузки втулок (1), подвергшихся нанесению клея. Такое устройство (CU), известное по сути, идентично устройству (RF) подачи и расположено так, что его ось совпадает с осью передних шкивов (50) нижних ремней (5).
Устройство, описанное выше, работает следующим образом.
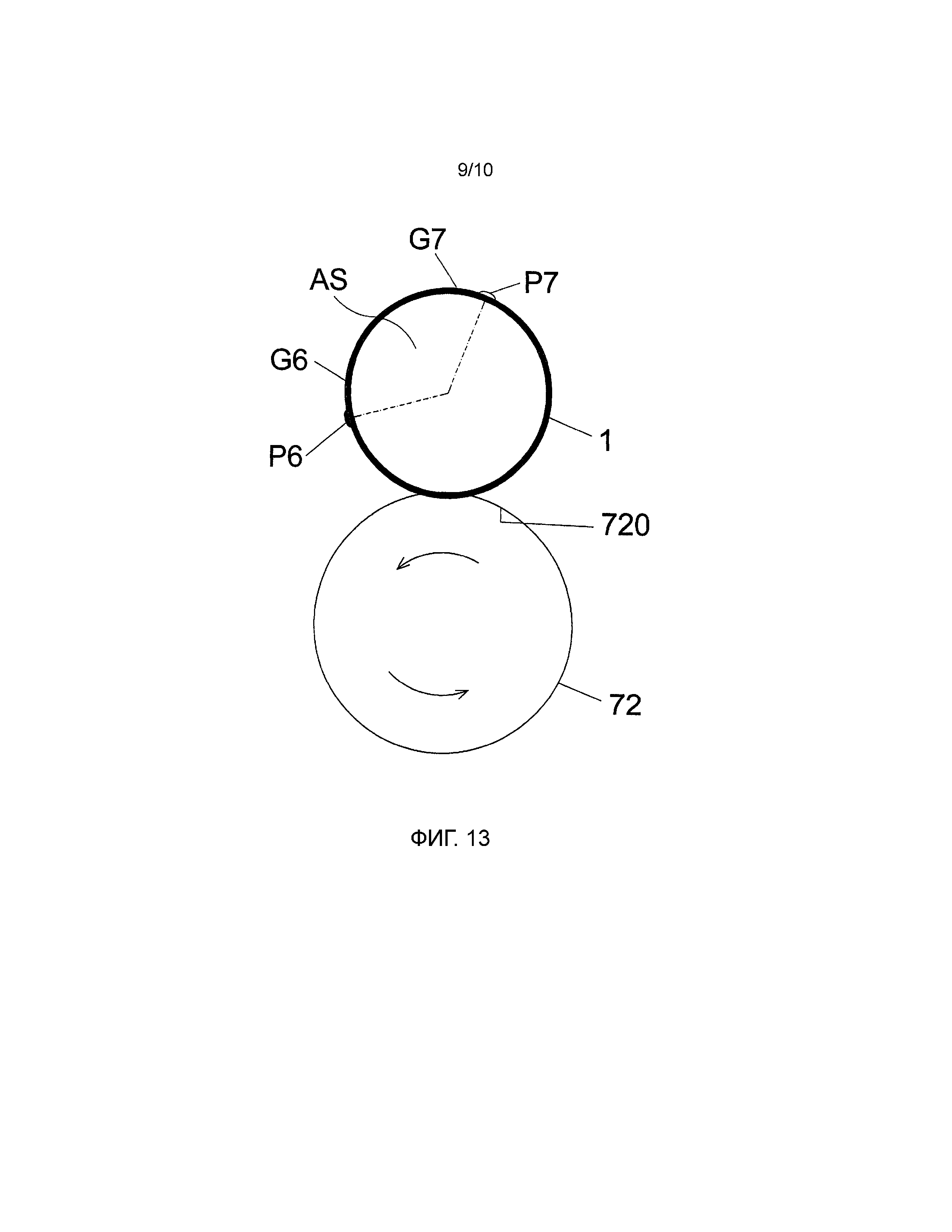
Устройство (RF) подачи захватывает втулку (1) из хранилища (S) и вводит ее между противолежащими секциями (41, 51) ремней (4, 5), которые, перемещаясь, как показано стрелками "А", заставляют втулку (1) перемещаться вдоль того же направления (А) (Фиг. 3). Когда втулка (1) приходит в соответствие с соплами (60) первого ряда, в то же время, продолжая перемещаться вперед, получает заданное количество клея из этих же сопел (60), как показано на Фиг.4. Клей, доставленный соплами (60) первого ряда, предназначен для выполнения так называемой операции закрытия края, то есть чтобы позволить последнему листу формируемого лога (RO) приклеится к нижележащему листу. Затем втулка (1) пересекает оптические оси фотоэлементов (61), которые управляют (посредством блока управления, не показанного на чертежах) вращением, на угол заданной величины, колес (62), вставленных между верхними ремнями (4) в направлении, противоположном направлению (А) подачи, но с той же периферической скоростью ремней (4, 5), как показано на Фиг.5 и Фиг.6. Таким образом, поскольку колеса (62) соприкасаются с втулкой (1), подача последней временно прерывается, но та же втулка (1) вращается вокруг ее продольной оси. Например, колеса (62) могут принудительно поворачиваться на угол 120° под управлением датчика положения, действующего на оси колес (62). Следовательно, клей (G6), нанесенный на втулку (1) соплами (60), вместе с нитями клея, которые неизбежно образуются под соплами (60), принудительно ориентируются дальше по ходу относительно упомянутого направления (А). Другими словами, клей (G6) и нити, которые образованы под соплами (60), располагаются согласно линиям, направленным к точке (Р7), где сопла (70) второго ряда нанесут другой клей. Упомянутые линии клея (G6) начинаются из точки (Р6), на которую сопло (60) первого ряда нанесло клей. Отметим, что в результате контакта с колесами (62) вращение втулки (1) противоположно направлению (А) подачи. Впоследствии, колесо (62) освобождает втулку (1), которая продолжает свое перемещение (А) вперед по направлению к соответствующему соплу (70) второго ряда (Фиг.7), которое наносит заданное количество клея в точку (Р7). Затем, аналогично предыдущему этапу, втулка (1) пересекает оптические оси фотоэлементов (71), что приводит колеса (72), вставленные между нижними ремнями (5), во вращение, как показано на Фиг.8 и Фиг.9, в направлении, противоположном направлению (А) подачи, но с той же периферической скоростью ремней (4, 5). Следовательно, подача втулки (1) временно прерывается, но втулка (1) вращается вокруг своей продольной оси вследствие ее контакта с колесами (72). Таким образом, клей (G7), нанесенный на втулки (1) соплами (70), и нити клея принудительно ориентируются ближе по ходу относительно упомянутого направления (А), то есть расположены вдоль клеевых линий (G7), ориентированных по направлению к точке (Р6), где сопла (60) первого ряда нанесли клей (G6). Вследствие контакта с колесами (72) вращение втулки (1) согласовано с направлением (А) подачи втулки (1). Впоследствии колеса (72) освобождают втулку (1), которая, следовательно, способна перемещаться по направлению к выгружающему устройству (CU), которое направляет ее в канал (СН), ограниченный поверхностью (3) и валком (R4). Вращение колес (72), также управляемое датчиком положения, установленным на их оси, имеет угловую величину, выбранную таким образом, что в канале (СН) и более точно в точке, где лист (2) будут оторван, соответствующая линия отделения обеспечивается между вышеупомянутыми линиями (G6) и (G7) клея. Например, вращение колес (72) является вращением на 70°.
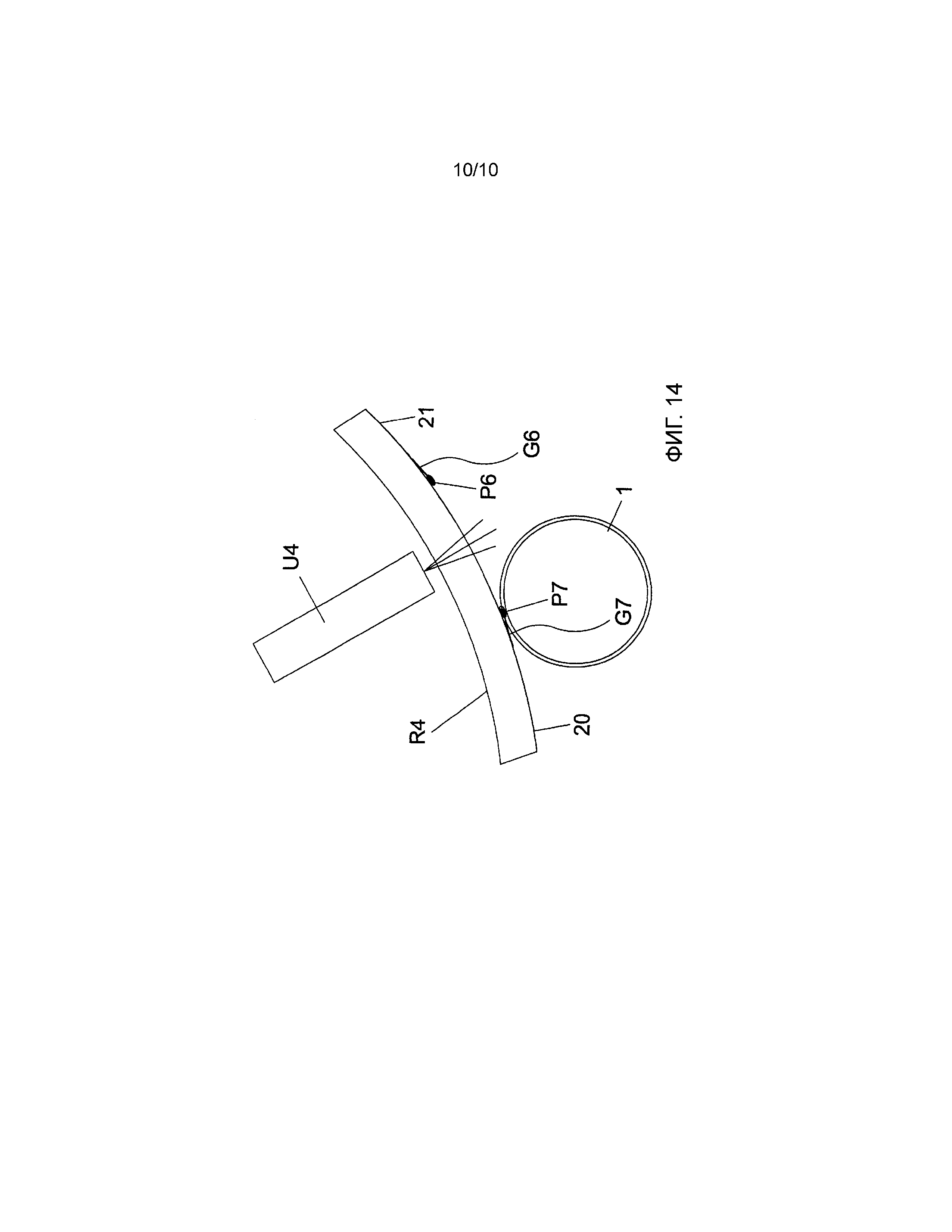
Со ссылкой на Фиг.13 видно, что точки (Р6) и (Р7) ограничивают угловой сектор (AS) сечения втулки (1), чья угловая величина составляет менее 180°, и хвосты клеевых линий (G6) и (G7) ориентированы по направлению друг к другу. Внутри канала (СН) втулка (1) соприкасается с бумажной лентой (2) и, поскольку валок (R4) поворачивается, как обозначено стрелкой "F4", втулка принудительно прокатывается вдоль этого канала (СН). Клей (G6), нанесенный соплами (60) первого ряда, смачивает ленту (2) ближе по ходу от линии предварительно надреза, в то время как клей (G7), нанесенный соплами (70) второго ряда, смачивает ленту (2) дальше по ходу от той же линии предварительного надреза.
Следовательно, когда лента (2) отрывается в соответствии с линией предварительного надреза, как раскрыто ниже, клей (G6) обеспечивается на крае последнего листа формируемого лога (RO), в то время как клей (G7) позволяет первому листу новой трубки, подлежащей образованию на втулке (1), приклеится к последней.
Например, прерывание ленты (2) на упомянутой линии предварительного надреза может быть обусловлено соплами (U4), предназначенными для нагнетания сжатого воздуха и вставленными в валок (R4), чья оболочка перфорирована. Устройство этого типа раскрыто в W02004/096684.
В установке для формирования лога (RO), где известным образом валки (R5) и (R6) приводятся в действие, лента (2) наматывается на втулку (1). Намотка начинается с приклеивания ленты (2) к втулке (1) благодаря клею (G7), нанесенному соплами (70) второго ряда, и заканчивается приклеиванием последнего листа (21) формируемого лога (RO) к нижележащему листу благодаря клею (G6), нанесенному соплами (60) первого ряда.
Благодаря настоящему изобретению клей (G6), предназначенный для так называемого закрытия края, распределяется на втулке (1) посредством образования клеевых линий, ориентированных по направлению к клеевым линиям (G7), предназначенным для обеспечения приклеивания бумажной ленты (2) к втулке (1), в то время как клеевые линии (G7) ориентированы по направлению к клеевым линиям (G6). Таким образом, обеспечен улучшенный законченный продукт (RO), который не имеет клея в нежелательных для этого точках.
Следовательно, способ согласно настоящему изобретению содержит следующие этапы:
последовательная подача большого количества трубчатых втулок (1) вдоль заданного направления (А) подачи;
нанесение на каждую из упомянутых втулок (1) заданного количества клея в первой точке (Р6) и во второй точке (Р7);
ориентирование клея (G6), нанесенного в первой точке (Р6), по направлению ко второй точке (Р7) и вдоль упомянутого направления (А) подачи;
ориентирование клея (G7), нанесенного во второй точке (Р7), по направлению к первой точке (Р6) и вдоль направления, противоположного упомянутому направлению (А) подачи.
В примере, описанном выше, ориентация клея (G6, G7) получена посредством тел (62, 72), которые входят в контакт с втулкой (1) в упомянутой первой и упомянутой второй точке (Р6; Р7) и которые заставляют втулку (1) вращаться вокруг своей продольной оси сначала в направлении, противоположном упомянутому направлению (А) подачи, и затем вращаться согласно упомянутому направлению подачи. Следовательно, клей (G6), нанесенный в первой точке (Р6), ориентирован вдоль направления (А) подачи, и клей (G7), нанесенный во второй точке (Р7), ориентирован в направлении, противоположном направлению (А) подачи.
Более того, упомянутые тела (62, 72) расположены вдоль направления (А) подачи втулок.
Кроме того, согласно примеру, описанному выше, втулки (1) принудительно перемещаются ремнями (4, 5). Однако ясно, что любое другое средство подачи втулки может быть обеспечено.
Более того, в любое время более одной втулки (1) может обеспечиваться вдоль траектории склеивания, даже если прилагаемые чертежи показывают только одну втулку (1) между ремнями (4, 5).
Реферат
Группа изобретений относится к области обработки бумажных рулонных изделий. Способ нанесения клея на трубчатые втулки для изготовления логов из бумажного материала содержит этап последовательной подачи большого количества трубчатых втулок. Выдачу втулок производят вдоль заданного направления подачи. Следующим этапом на каждую из втулок наносят заданное количество клея. Клей наносят в первой точке и во второй точке. Способ дополнительно содержит этап ориентации клея. Нанесенный в первой точке клей ориентируют по направлению ко второй точке и вдоль направления подачи. Клей, нанесенный во второй точке, ориентируют по направлению к первой точке и вдоль направления, противоположного упомянутому направлению подачи. Исключается возможность загрязнения бумаги. 2 н. и 7 з.п. ф-лы, 14 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство и способ нанесения клея на сердечник для намотки рулонного материала
Комментарии