Устройство автоматической смены рулонов ленточного материала - RU2128618C1
Код документа: RU2128618C1
Чертежи






Описание
Изобретение касается устройства для замены первого рулона, на котором намотана первая лента, подаваемая в перемоточный станок, вторым рулоном, на котором намотана вторая лента, при этом устройство содержит по меньшей мере одну пару шпинделей для крепления упомянутых рулонов, способных перемещаться в направлении, параллельном оси упомянутых рулонов, подвижный элемент, на котором расположена удерживающая деталь для задней кромки упомянутой первой ленты, и прижимающее средство для прижатия задней кромки упомянутой первой ленты к передней кромке упомянутой второй ленты.
В линиях переработки бумаги ленточный материал разматывается с рулона большого диаметра и подается в устройство, известное под названием перемоточного станка, другими словами, в станок, который образует, при поступлении ленточного материала с рулона, множество валиков или рулонов меньшего диаметра, с длиной, равной длине первоначального рулона. Полученный рулон затем разрезают на маленькие рулоны меньшей длины типа рулонов туалетной бумаги, кухонной бумаги и так далее. В некоторых случаях два тонких слоя ленточного материала, поступающих с отдельных рулонов, подаются на один перемоточный станок и соединяются вместе во время разматывания с рулона.
Когда израсходован ленточный материал, подаваемый с одного рулона, рулон должен быть заменен и задняя кромка ленточного материала, взятая с становящегося расходуемым рулона, должна быть соединена с передней кромкой ленточного материала, наматываемого на новый рулон. Для выполнения этой операции сконструированы различные устройства. Например, в патенте США N 4629531 описана система, в которой конец ожидающего полного рулона вручную подготавливают на вакуумном столе. Когда лента, подаваемая с используемого рулона, становится расходуемой, она всасывается двумя соседними коробками всасывания и отрезается поперек по линии между упомянутыми двумя коробками, и образованная таким способом задняя кромка приклеивается к передней кромке ленточного материала, приготовленного на вакуумном столе, который для этой цели изготавливают таким образом, чтобы он колебался по направлению к расположенным над ним вакуумным коробкам. Это устройство чрезвычайно сложное и трудоемкое. Более того, его нельзя свободно использовать в линиях переработки тонкой (папиросной) бумаги из-за конкретного расположения, которое она должна допускать относительно пути следования бумаги.
Для автоматизации операции смены рулона и соединения задней кромки ленты, ставшей расходуемой, с передней кромкой ленты, наматываемой на новый рулон, в документе IT-B-1213819 описано устройство с качающимся рычагом, несущим вакуумную коробку, которая, когда ленточный материал, намотанный на используемом рулоне, оказывается почти израсходованным, останавливается на втулке рулона и присасывает задний конец ленточного материала, удерживая его подсоединенным к перемоточному станку. Затем качающийся рычаг отводится от втулки рулона, становящегося израсходованным, тогда как задний конец ленточного материала остается приставшим к вакуумной коробке, находящейся на рычаге. Далее использованный рулон заменяют новым рулоном и качающийся рычаг приводится в соприкосновение с наружной цилиндрической поверхностью нового рулона таким образом, что задний конец, удерживаемый вакуумной коробкой, останавливается на самом внешнем витке ленточного материала, намотанного на новом рулоне, который расположен под соответственным углом, и прижимается к нему. Для склеивания двух слоев вместе используется надлежащим образом подготовленная двухсторонняя липкая лента.
Это устройство простое, позволяет осуществлять быструю замену рулона и быстрое соединение двух лент и существенно снижает вмешательство оператора. Однако оно имеет ограничение из-за того, что используемый рулон можно заменять только тогда, когда он почти полностью израсходован. Однако на практике часто случается так, что используемый рулон должен заменяться в промежуточный момент между началом разматывания и израсходованием рулона. Это случается потому, что слой или лента, намотанная на рулоне, может иметь дефекты или обрывы в любом месте. В этом случае необходимо остановить рулон, обрезать ленту, удалить поврежденную часть, а затем вновь соединить две кромки ленточного материала, чтобы возобновить процесс разматывания и подачи ленточного материала в перемоточный станок.
Из патента US-A-4392912 известно устройство, предназначенное для автоматической замены первого рулона, на котором наматывается первая лента, подаваемая в обрабатывающий станок, вторым рулоном, на котором наматывается вторая лента. Это устройство, в частности, сконструировано для рулонов очень ограниченной осевой длины, особенно для производства сигарет. Оно включает в себя в сочетании: одну пару шпинделей для крепления упомянутых рулонов, способных перемещаться в направлении, параллельном оси рулонов, прикрепленная к каждому из упомянутых шпинделей соответственная первая удерживающая деталь для переднего конца упомянутой второй ленты, где каждая из упомянутых первых удерживающих деталей способна перемещаться соответствующим суппортом между боковым положением ожидания и положением расположения на одной прямой с второй удерживающей деталью для заднего конца упомянутой первой ленты, причем упомянутая вторая удерживающая деталь расположена на неподвижном элементе. Устройство снабжено также прижимающим средством для прижатия заднего конца упомянутой первой ленты к переднему концу упомянутой второй ленты, вызывая и соединяя вместе. Режущее средство обрезает упомянутую первую ленту с целью образования упомянутой задней кромки. Отрезание и склеивание осуществляются посредством блока, который несет упомянутое прижимающее средство и упомянутый режущий блок и способен перемещаться в направлении, ортогональном направлению подачи ленты. Предусмотрен двойной исполнительный механизм: первый исполнительный механизм перемещает блок к неподвижному элементу, который обеспечивается присасывающей плитой, а второй исполнительный механизм перемещает режущий нож в канал резания, находящийся выше по ходу присасывающей плиты.
Задачей настоящего изобретения является создание устройства смены рулонов, которое дает возможность заменять находящийся в использовании рулон другим в любой момент рабочего цикла, а не обязательно, когда используемый рулон становится израсходованным.
Следующей задачей настоящего изобретения является создание устройства, которое дает возможность заменять пустой или поврежденный рулон другим, уменьшая таким образом до минимума простой линии переработки и избегая необходимость оператору осуществлять доступ внутрь аппаратуры.
Следующей задачей настоящего изобретения является создание устройства соединения, которое является более простым и компактным, чем известные на данный момент.
Эти и другие задачи и технический результат достигаются тем, что устройство для автоматической замены первого рулона, на котором намотана первая лента, подаваемая на
перематывающий станок, вторым рулоном, на котором намотана вторая лента, причем устройство содержит
по меньшей мере одну пару шпинделей для упомянутых рулонов, выполненных с возможностью
перемещения в направлении, параллельном оси рулонов;
прикрепленную к каждому из упомянутых шпинделей первую удерживающую деталь для передней кромки второй ленты, причем каждая из первых
удерживающих деталей выполнена с возможностью перемещения с соответствующим шпинделем между боковым положением ожидания и установки на одной прямой с второй удерживающей деталью для задней кромки
упомянутой первой ленты, при этом вторая удерживающая деталь расположена на несущем элементе;
прижимающее средство для прижатия задней кромки первой ленты к передней кромке второй ленты для
их соединения между собой;
режущее средство для отрезания первой ленты для образования задней кромки,
согласно изобретению упомянутый элемент, несущий на себе вторую удерживающую
деталь, выполнен подвижным для перемещения задней кромки первой ленты от соответствующего шпинделя, а каждая из первых удерживающих деталей взаимосвязана с поперечиной, к которой обращена вторая
удерживающая деталь, причем упомянутая поперечина выполнена подвижной совместно с первой удерживающей деталью и расположена перед первой удерживающей деталью относительно направления продвижения ленты,
разматываемой с соответствующего рулона.
В случае такого устройства, когда необходимо заменить первый рулон, подвижный элемент, поддерживающий средство удержания заднего конца первой ленты, перемещается для захвата удерживающей деталью свободной задней кромки, которая создается посредством отрезания. Эту операцию можно выполнять в любой момент, независимо от диаметра используемого рулона, который может быть почти израсходованным или может быть только начатым или использованным наполовину. Это дает возможность прервать подачу, когда обнаруживается повреждение подаваемой ленты. Новый рулон транспортируется с местоположения ожидания, которое находится сбоку от линии, в рабочее местоположение. Перед этим, свободную переднюю кромку нового рулона правильно располагают на удерживающей детали передней кромки второй ленты. Эта операция может происходить вне перерабатывающей линии и в темноте, другими словами, без увеличения простоя станка.
Обе удерживающих детали могут быть преимущественно присасывающими деталями. Предпочитают также располагать режущее средство на подвижном элементе, который несет на себе удерживающую деталь, сконструированную для захвата заднего конца первой ленты, хотя можно рассматривать решение, при котором режущее средство находится на независимой детали. Удерживающую деталь заднего конца разматываемой ленты можно монтировать на подвижном устройстве, предназначенном для перемещения, например, скользящего блока, или на колебательном рычаге, и такие же устройства можно применять к режущему средству, которое можно располагать на таком же колебательном рычаге или на таком же скользящем блоке как и удерживающая деталь, или на автономном колебательном рычаге или скользящем блоке.
В предпочтительном варианте осуществления соответствующего изобретения устройства удерживающая деталь переднего конца второй ленты расположена на каретке, которая способна перемещаться в поперечном направлении относительно направления подачи ленты от упомянутых рулонов, где упомянутая каретка имеет на себе два шпинделя для крепления двух рулонов, любой из которых можно располагать в рабочее положение. Однако два шпинделя можно располагать на двух каретках, расположенных на одной прямой друг с другом и соединенных или приводимых в действие комбинированным образом.
Прижимающее средство может быть расположено ниже по ходу упомянутого подвижного элемента относительно движения подачи ленты и содержит два прижимных валика для прижима лент друг к другу в местоположении клеящего вещества, расположенного в области, где задняя кромка первой ленты перекрывает переднюю кромку второй ленты.
Дополнительные преимущества и особенности соответствующего изобретению устройства более подробно будут описаны в последующем тексте.
Изобретение иллюстрируется с помощью чертежей, на которых показаны возможные неограничивающие практические варианты осуществления изобретения.
Фиг. 1 представляет вид сбоку участка разматывания рулона на линии переработки бумаги с двумя одновременно используемыми рулонами.
Фиг. 2 представляет вид сбоку участка, аналогичного показанному на фиг. 1, но с использованием только одного рулона.
Фиг. 3 представляет схематический вид сверху линии переработки, которой принадлежит показанный на фиг.1 участок.
Фиг. 4 представляет поперечный разрез по линии IV-IV на фиг. 3.
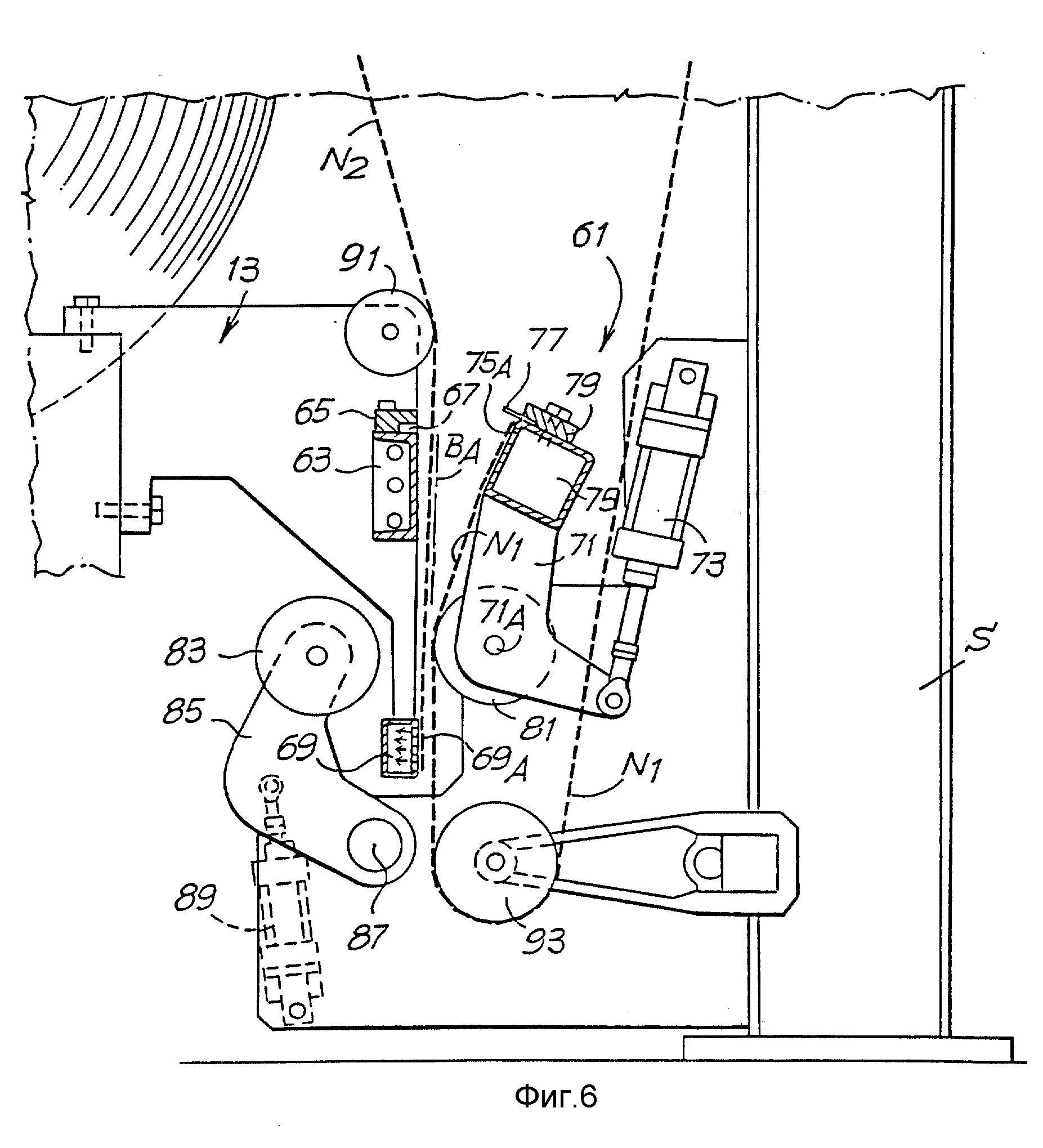
Фиг. 5-7 представляют соединяющее ленты устройство в трех последовательных стадиях операции соединения.
Фиг. 8 представляет альтернативный вариант осуществления показанного на фиг. 5-7 устройства.
В нижеприведенном тексте будет приведено описание устройства соединения в сочетании с линией переработки бумаги, в которой особенно выгодно применение этого устройства. Однако такое же устройство можно также использовать в различных перерабатывающих линиях, возможно с различными типами материала, но которые представляют аналогичные проблемы в отношении соединения двух подлежащих подаче последовательных лент.
На фиг. 3 показана возможная конфигурация линии переработки бумаги, типичной для установок, вырабатывающих бумагу, известную как папиросная бумага. Позицией 1 в общем показан участок, на котором разматываются первоначальный рулон или рулоны с бумажной фабрики. В показанном на фиг. 3 примере обеспечены два разматывающих пункта 1A и 1B для одновременного разматывания двух рулонов, каждый из которых состоит из слоя, предпочтительно одного, ленточного материала, хотя можно на каждом пункте разматывать рулон, образованный из двух или более ранее соединенных слоев. Слои, разматываемые на пунктах 1A и 1B, подаются в направлении стрелки f к блоку тиснения (и, возможно, печатания), показанному в общем позицией 3, а отсюда к станку для перемотки, показанному в общем позицией 5. Перемоточный станок 5 перематывает ленточный материал, состоящий из двух или более слоев, на картонной втулке из контейнера бункера 7, расположенного на одной стороне, из которого берутся отдельные втулки транспортирующей системой 11 и склеиваются, например, на пути введения в перемоточный станок. Блок тиснения 3 и перемоточное устройство 5 могут быть любого типа и известны сами по себе. В частности, перемоточное устройство может представлять собой перемоточный станок центрального типа или поверхностный перемоточный станок, и возможно станок такого типа, который работает без центральной намоточной втулки, принцип работы перемоточного станка не оказывает влияния на устройство, которое является предметом настоящего изобретения. Перемоточный станок может быть также станком такого типа, который используется для одновременного производства ряда валиков, длина которых меньше длины начального рулона. Эти перемоточные станки часто используют для производства промышленных рулонов, диаметры которых больше диаметров обычных валиков.
На участке 1 расположены две каретки 13A и 13B, только одна из которых будет описана в последующем тексте, потому что другая имеет по существу идентичную конструкцию. Каждая каретка 13A, 13B имеет пару шпинделей 15X, 15Y для крепления соответствующих рулонов BX, BY намотанной ленты. На представленном на фиг. 4 поперечном разрезе показана каретка 13A с пустым рулоном BX на шпинделе 15X и новый рулон BY на шпинделе 15Y.
Каждая каретка 13A, 13B образована посредством пары продольных деталей 17, соединенных между собой поперечной 19. Продольные детали 17 направляются в соответствующих роликовых направляющих 21 (по две для каждой каретки 13A, 13B), которые крепятся к грунту. Направляющие 21 проходят в поперечном направлении примерно только по всей ширине линии, так что они не образуют препятствий на боковых сторонах линии. Каретка поддерживается не только роликовыми направляющими 21, но также двумя парами колес 23, расположенных недалеко от концов каждой каретки. Как ясно видно на фиг. 4, колеса 23, расположенные на конце каретки, не направляемом направляющими 21, опираются на землю и передают часть веса каретки, тогда как другая пара колес по существу свободна от нагрузки, поскольку вес соответственного участка каретки передается направляющим 21.
Позицией 25 схематически показан блок привода, который посредством шестерни 27, сцепляющейся с зубчатой рейкой 29, перемещает каретку в направлении стрелки f13.
В показанной на фиг. 3 конфигурации две ленты, разматываемые с рулонов BX каретки 13A и BY каретки 13B, подаются в блок тиснения 3 и перемоточный станок 5, где соответствующие шпиндели для крепления рулонов расположены на одной прямой с перерабатывающей линией 1, 3, 5. На шпинделях 15Y каретки 13A и 15X каретки 13B, соответственно, расположены два рулона BY и BX, ожидающие замены использованных рулонов. Замена выполняется посредством перемещения одной и (или) другой каретки в направлении стрелки f13. Замена выполняется необязательно одновременно для двух кареток 13A, 13B, а в большинстве случаев в различные моменты времени. Посредством использования способных перемещаться в поперечном направлении кареток, рулон на каретке можно располагать в боковом местоположении вне перерабатывающей линии, тогда как с той же каретки подается ленточный материал, разматываемый с рулона, находящегося в рабочем положении.
Как можно видеть, в частности, на фиг.1, две ленты NA и NB с двух пунктов 1A и 1B проходят вокруг направляющих роликов 31, 32, 33, 34, 35 и соединяются с целью образования одной ленты N, подаваемой в блоки 3 и 5.
На фиг. 2 показан случай, в котором лента N разматывается с одного рулона. Количество одновременно используемых рулонов и количество слоев, образующих ленту N, подаваемую в перемоточный станок 5, можно изменять в соответствии с типом изготавливаемой продукции и не представляют цели настоящего изобретения.
Каждый рулон разматывается посредством ремня или набора параллельных ремней 37. Каждый ремень 37 вращается вокруг системы из трех шкивов 39, 41, 43, по меньшей мере один из которых (обычно шкив 41) механизирован. Шкивы 39 и 41 расположены на соответствующем качающемся рычаге 45, шарнирно подвешенном на оси 45A относительно неподвижной конструкции S станка. Наоборот, шкив 43 расположен на вспомогательном рычаге 47, прикрепленном с помощью оси 47A к рычагу 45. Между рычагом 45 и вспомогательным рычагом 47 расположена упругая система 48 (для простоты показанная только на фиг. 2) типа системы пневматического цилиндра с поршнем, которая используется для удержания ремня 37 в натянутом состоянии.
Рычаг 45 с расположенными на нем соответственными деталями подвешен с помощью троса 49 лебедки, схематически показанной позицией 51. Угловое положение рычага 45 регулируется посредством лебедки 51, которая разматывает или сматывает трос 49.
Для разматывания рулона рычаг 45 опускается из положения, показанного на фиг. 1 и 2, до тех пор, пока ремень 37 придет в соприкосновение с наружной поверхностью рулона по достаточно большой дуге, обеспечивая тем самым силу трения, достаточную для того, чтобы вызвать вращение рулона и, следовательно, разматывать ленту. Натяжение ремня 37 обеспечивается упругим элементом 48. Когда ремень 37 (или ремни 37) начинает вращаться, вызывается вращение рулона и подача ленты с рулона, вызывая постепенное уменьшение диаметра рулона и, следовательно, удлинение упругой системы 48, в результате чего появляется отклонение вспомогательного рычага 47, который стремится компенсировать замедление движения ремня из-за уменьшения диаметра катушки.
Когда вспомогательный рычаг 47 достигает заранее заданного углового положения, которое может обнаруживаться посредством датчика положения известного типа и возможно также датчиком линейного типа, расположенным на системе цилиндра и поршня 48, можно приводить в действие лебедку с целью удлинения троса 49 и, следовательно, опускания рычага 45. Это дает возможность снова сжиматься упругой системе 48 и позволяет осуществлять восстановление максимального натяжения ремня 37. Степень удлинения троса 49 дополнительно определяется посредством датчика, который обнаруживает угловое положение вспомогательного рычага 47 или положения системы цилиндра и поршня 48. Этот датчик может быть датчиком, который вызывает запуск лебедки. Можно также останавливать вращение лебедки и удлинение троса 49 посредством блока задержки, который останавливает лебедку после точно установленного времени или посредством кодирующего устройства, которое определяет угол поворота лебедки и, следовательно, степень удлинения троса.
Описанная выше система разматывания имеет преимущество по сравнению с обычными системами в отношении сильного снижения массы, которая может начать вибрировать во время разматывания рулона. На самом деле, рычаг 45, подвешенный тросом 49, на практике действует в качестве жесткого тела и не вибрирует. Любые вибрации (например, из-за нерегулярности витков ленточного материала, намотанного на рулоне, и, следовательно, несовершенной цилиндричности рулона) ограничиваются вспомогательным рычагом 47 и соответствующим шкивом 43, которые имеют очень низкую массу. Это ограничивает и динамические напряжения станка и шумы.
Такие же преимущества получаются посредством замены системы троса и лебедки 49, 51 исполнительным механизмом в виде гидравлических цилиндра и поршня, как показано пунктирными линиями и обозначено позицией 52 на фиг. 1 и 2. Гидравлический исполнительный механизм придает такую же жесткость рычагу 45.
Каждая каретка 13A, 13B связана с устройством, показанным в общем позицией 61, которое используется для соединения задней кромки одной ленты с передней кромкой новой ленты с нового замененного рулона.
Устройство, на фиг. 1 и 2 показанное чисто схематически, более подробно показано на фиг. 5-7 в своих различных положениях. Устройство 61 имеет некоторые детали, расположенные на соответствующей каретке 13A и 13B, а некоторые детали, расположенные на неподвижной раме станка.
На каретке 13 расположена поперечина 63, на которой закреплен участок 65, определяющий режущий канал или контрнож 67, идущий в направлении стрелки f13 перемещения каретки на расстояние, по меньшей мере равное поперечному размеру подлежащей отрезанию ленты. Поскольку каретка 13 несет на себе два расположенных на одной прямой рулона, из которых один используется, а другой ожидает, детали 63, 65, 67 и 69 могут проходить по всей длине каретки, другими словами, на расстояние более удвоенного осевого размера рулона. Наоборот, можно обеспечить два расположенных на одной прямой комплекта деталей 63, 65, 67 и 69, по одному для каждого шпинделя, для соответствующих рулонов.
Под поперечиной 63 и на определенном расстоянии от нее расположена первая удерживающая вакуумная деталь 69, проницаемая стенка присасывания 69A которой обращена в том же направлении, как и отверстие режущего канала 67.
Пара параллельных отклоняющихся рычагов 71, подвешенных на оси 71A и приводимых в действие исполнительным механизмом 73 в виде цилиндра и поршня или механизмом эквивалентного типа, крепится к конструкции S станка. На рычагах 71 находится вторая удерживающая вакуумная деталь 75, сделанная в форме поперечины коробчатого сечения, с проницаемой стенкой 75A присасывания. Поперечина коробчатой формы, образующая вторую деталь 75 присасывания, связана с ножом 77, прикрепленным с помощью блока 79 и взаимодействующим с каналом или контр-ножом 67.
Второй удерживающий элемент присасывания 75 и соответствующий нож 77 можно располагать на скользящем блоке, способном перемещаться по направляющим перемещения, а не посредством отклоняющихся рычагов 71.
Нож 77 может быть непрерывным или зубчатым ножом и может иметь приспособленные вдоль его боковых сторон полоски из способного сжиматься материала, который прижимает материал ленты к боковым сторонам канала 67 во время резания. Способный сжиматься материал, образующий полоски вдоль боковых сторон ножа, можно изготавливать также таким образом, чтобы они проходили с целью покрывания ножа частично или полностью.
Устройство содержит также пару прижимных валиков 81, 83, первый из которых имеет неподвижную ось, совпадающую с осью 71A отклоняющегося рычага 71. Второй прижимной валик 83 расположен на паре кронштейнов 85, подвешенных на оси 87 относительно конструкции станка, и вызывающий отклонение цилиндра и поршня или эквивалентного исполнительного механизма 89.
Работа устройства 61 осуществляется следующим образом. Во время нормальной работы линии лента N1 разматывается с рулона и направляется валиком 91, расположенным на соответствующей каретке 13, и валиком 93, расположенным на конструкции S. Лента N1 подается по пути между деталями 63, 65, 69 и 83 и деталями 71, 73, 77 и 81 устройства 61. В этих условиях прижимные валики 81, 83 находятся в своих местоположениях максимального разделения и нож 77 расцеплен от канала 67 (фиг. 6).
Когда появляется необходимость заменить рулон, с которого подается лента N1, новым рулоном, линия переработки останавливается, и пара рычагов 71 отклоняется против часовой стрелки исполнительным механизмом 73 с целью осуществления взаимодействия ножа 77 с каналом 67. Это вызывает отрезание ленты N1 в промежуточном местоположении между двумя направляющими валиками 91 и 93. Задний конец или хвостовая часть ленты, полученная посредством этого отрезания, удерживается между проницаемой стенкой 75A второй вакуумной детали 75 и противолежащей поверхностью поперечины 63. Эта конфигурация устройства 61 показана на фиг. 5.
Когда приводится в действие вакуумная система, которая поддерживает вакуум во внутренней части второго элемента присасывания 75, задняя кромка ленты N1 прилипает к наружной поверхности стенки 75A, так что последующее отклонение пары рычагов 71 по часовой стрелке и, следовательно, второго элемента присасывания 75 перемещает заднюю кромку ленты N1 от каретки 13. Присасывание сохраняется для того, чтобы удерживать заднюю кромку ленты N1 на месте до тех пор, пока она не соединится с второй лентой.
В этот момент каретка 13 может перемещаться в направлении стрелки f13, чтобы привести другой шпиндель, на котором расположен новый рулон, близко к перерабатывающей линии. Передняя кромка ленты N2, намотанной на новом рулоне заранее, расположена на наружной поверхности проницаемой стенки присасывания 69A первой детали присасывания 69, изготовленной за одно целое с кареткой 13. На ленту N2 также заранее наносят двухстороннее клеящее вещество BA в местоположении, соответствующем поперечине 63.
На фиг. 6 показана конфигурация, достигнутая после перемещения каретки 13.
В этот момент две ленты N1 и N2 соединяются посредством отклонения прижимного валика 83 к прижимному валику 81 и посредством последующего запуска линии, как показано на фиг. 7. По меньшей мере один из двух прижимных валиков 81, 83 приводится соответственным образом в действие так, что когда вновь запускается линия, задняя кромка ленты N1, и передняя кромка ленты N1, и передняя кромка ленты N2 проходят между прижимными валиками 81 и 83, где давление, прилагаемое упомянутыми валиками, вызывает взаимное склеивание двух лент посредством действия двухстороннего клеящего вещества BA, нанесенного на ленту N2. Две ленты N1 и N2 соединяются вместе после прижатия валиками 81, 83.
На фиг. 8 показан несколько видоизмененный вариант осуществления устройства 61. Детали, идентичные показанным на фиг. 5 - 7, обозначены такими же ссылочными позициями.
Показанное на фиг. 8 устройство отличается от устройства, показанного на фиг. 5-7, тем, что ленты соединяются блоком сгибающего соединения, а не парой прижимных валиков и двухстороннего клеящего вещества. Для этой цели два прижимных валика 81, 83 заменяют цилиндром 101 из стали или другого подходящего материала, взаимодействующим с комплектом колес 103, которые во время соединения лент прижимаются к цилиндру 101 с большой силой. Поверхности колес 103 обеспечивают насечками или фрезеруют известным способом, которые, когда прижимаются к цилиндру 101, вызывают плавление слоев бумаги, расположенной между колесами 103 и цилиндром 101. Поскольку колеса 103 подвергаются напряжениям, отличным от напряжений прижимного валика 83, обеспечивается отличающаяся система поддержания и функционирования, заменяющая кронштейны 85 и исполнительные механизмы 89. Операционная система для колес, показанная в общем позицией 105, может быть такого типа, который известен и более подробно здесь не описывается.
Расположение колес 103 и цилиндра 101 можно изменить на обратное.
Соединение лент N1 и N2 посредством соединения сгибанием имеет определенные преимущества по сравнению с использованием двухстороннего клеящего вещества. Во-первых, устраняется промежуточная операция применения двухстороннего клеящего вещества к ленточному материалу. Во-вторых, поскольку валик, созданный посредством перемоточного станка 5, в котором находится часть ленты с соединением, должен быть забракован, отсутствие двухстороннего клеящего вещества облегчает повторное использование забракованного валика, который можно возвратить непосредственно в голландер.
Вышеупомянутые преимущества получаются также при другой форме сгибающего соединения, например непрерывным поперечным соединением посредством сгибания по всей ширине ленты. В этом случае колеса 103 заменяются одним колесом, расположенным на каретке, способной перемещаться в поперечном направлении по поперечному протяжению ленты, разматываемой с рулона и взаимодействующей с цилиндром 101. Каретка, на которой расположено колесо, приводится в действие независимым двигателем.
Из вышеприведенного описания работы соединяющего устройства очевидно, что оно может начать работать в любой момент времени во время разматывания рулона и что его работа ни в коем случае не зависит от диаметра рулона в это время. Это дает возможность прерывать подачу ленточного материала с рулона, даже когда рулон не полностью размотан, например в случае промежуточного дефекта или обрыва материала ленты, и позволяет непрерывно продолжать обработку с новым рулоном, тогда как замененный рулон размещается в стороне от линии и оператор может производить работу на нем, чтобы устранить дефектную часть ленточного материала и подготовить оставшуюся часть рулона для другой замены.
В предыдущем тексте ссылка всегда делалась на одну каретку, на которой находятся два шпинделя для крепления рулонов, которые попеременно приводятся в рабочее положение. Однако можно использовать две или более каретки рядом друг с другом, каждая из которых снабжена одним шпинделем только для одного рулона. В этом случае каждая каретка будет снабжена каналом 67, поперечиной 63 и удерживающей деталью присасывания 69.
Следует также понимать, что на чертежах показан только пример, обеспеченный исключительно в качестве практической демонстрации изобретения, и что это изобретение можно изменять по форме и расположениям, не выходя при этом за рамки объема основной концепции изобретения. Любое наличие ссылочных позиций в прилагаемой формуле изобретения предназначено для облегчения чтения формулы изобретения со ссылкой на описание и на чертежи, а не для ограничения объема охраны, представленного формулой изобретения.
Реферат
Изобретение относится к переработке бумаги и перемотке ее в рулоны. Устройство для автоматической замены первого рулона, на котором намотана первая лента, вторым рулоном, на котором намотана вторая лента, содержит по меньшей мере одну пару шпинделей для крепления упомянутых рулонов, способных перемещаться в направлении, параллельном упомянутым рулонам, подвижный элемент, несущий на себе удерживающую деталь для задней кромки первой ленты, и прижимающие средства для прижатия задней кромки первой ленты к передней кромке второй ленты. Подвижный элемент связан с режущим средством для отрезания первой ленты и каждый из шпинделей прикреплен к удерживающей детали для передней кромки второй ленты. Эта удерживающая деталь способна перемещаться с соответствующим шпинделем. Устройство позволяет устранить дефектную часть рулона или обрыв бумаги без останова работы и непрерывно продолжать обработку нового рулона. 7 з.п. ф-лы, 8 ил.

Комментарии