Устройство для сращивания лент из термопластичного материала - RU2228895C2
Код документа: RU2228895C2
Чертежи












Описание
Изобретение касается устройства для сращивания лент из термопластичного материала.
Конкретнее, настоящее изобретение касается устройства для сращивания лент из термопластичного материала в машине для обертывания пачек сигарет, к которой нижеследующее описание отсылает исключительно в качестве примера.
На машинах для обертывания пачек сигарет готовые пачки сигарет обертывают в обертку, обычно состоящую из полипропиленового листа, с целью защиты сигарет от воздействий атмосферы. Листы изготавливают из полипропиленовой ленты, которую сматывают с бобины и направляют на участок резания перед гибочным участком по направлению технологического процесса для отрезания листов от ленты, которую удерживают туго натянутой с помощью поддерживающих и направляющих элементов во время ее перемещения вперед.
Современные машины для обертывания сигарет, обладающие весьма высокой производительностью и, следовательно, имеющие большой расход ленты, оснащены автоматическими устройствами для смены бобин и сращивания лент.
Устройство для смены бобин обеспечивает замену смотанной бобины новой бобиной, а устройство для сращивания лент - соединение ленты на новой бобине с лентой сматываемой бобины, гарантируя, таким образом, непрерывность между лентами бобин без прерывания процесса обертывания на машине, которая во время сращивания лент снабжается из накопителя лент, расположенного после сращивающего устройства по ходу технологического процесса.
Сращивание лент включает в себя отрезание ленты со сматываемой бобины и излишней части ленты с новой бобины с помощью соответствующих резательных устройств, соответствующие ножи которых входят в соприкосновение с соответствующими лентами и соответствующими противоножами.
Хотя устройства для сращивания вышеуказанного типа и являются удовлетворительными, они сложны по конструкции из-за наличия ножей и противоножей. Кроме того, ножи требуют частой заточки и, следовательно, частой регулировки их положения относительно противоножей.
Технической задачей настоящего изобретения является создание устройства для сращивания лент из термопластичного материала, которое предназначено для устранения вышеупомянутых недостатков и которое, в частности, было бы легче в обслуживании.
Данная техническая задача решается за счет того, что в устройстве для сращивания лент из термопластичного материала, обеспечивающем сращивание по меньшей мере первой ленты, проходящей вдоль первой траектории, и второй ленты, проходящей вдоль второй траектории, и содержащем первое поддерживающее и направляющее средство для первой ленты, и второе поддерживающее и направляющее средство для второй ленты, при этом первое и второе поддерживающие и направляющие средства выполнены подвижными относительно друг друга для сведения вместе части первой ленты и части второй ленты, термосварочный блок, способный передвигаться между исходным положением и рабочим положением для захвата и термосварки частей первой и второй лент между термосварочным блоком и вторым поддерживающим и направляющим средством, и подвижные режущие средства для пересечения и разрезания по меньшей мере одной из первой и второй лент, согласно изобретению режущие средства состоят из нагреваемого элемента, приводимого в соприкосновение с лентой для расплавления части ленты и состоящего из первой проволоки из проводящего материала, выполненной подвижной вдоль заданной первой траектории, указанная первая траектория пересекает заданную первую траекторию для разрезания первой ленты, при этом первые поддерживающее и направляющее средства состоят из термосварочного и режущего приспособления, поворачивающегося вокруг первой оси и содержащего первую проволоку и термосварочный блок, параллельный первой проволоке, причем первая проволока расположена на сравнительно небольшом расстоянии от термосварочного блока.
Предпочтительно первая проволока расположена между парой первых держателей, выполненных с возможностью поворота вокруг первой оси, параллельной первой проволоке, для перемещения первой проволоки параллельно самой себе вдоль заданной первой траектории.
Предпочтительно термосварочный блок поддерживается гибким вторым держателем, выполненным поворачивающимся относительно первой оси.
Предпочтительно второй держатель установлен на первой оси, вращающейся относительно первой оси, первые держатели установлены на первой оси по противоположным сторонам второго держателя.
Предпочтительно устройство содержит режущее приспособление для удаления излишней части второй ленты, проходящей между вторым поддерживающим и направляющим средством и осью для удерживания конца второй ленты.
Предпочтительно второе поддерживающее и направляющее средство состоит из рычага, поворачивающегося вокруг второй оси, параллельной первой оси, и подвижного между исходным положением и рабочим положением, в котором вторая лента соприкасается с первой лентой.
Предпочтительно рычаг содержит третий держатель, имеющий торцевую поверхность, взаимодействующую с режущим приспособлением при расположении рычага в исходном положении.
Предпочтительно режущее приспособление содержит вторую проволоку, изготовленную из нагреваемого проводящего материала и выполненную подвижной вдоль второй траектории с возможностью пересечения второй ленты, проходящей вдоль второй траектории, для отделения излишней части второй ленты.
Предпочтительно третий держатель содержит канавку, образованную на торцевой поверхности параллельно второй оси и размещающую вторую проволоку.
Техническая задача также решается за счет создания оберточной машины, содержащей устройство для сращивания термопластичного материала первой и второй лент, в которой согласно изобретению указанное устройство выполнено так, как описано выше и расположено между устройством для смены бобин и накопителем для накапливания по меньшей мере одной из первой и второй лент.
Далее будут подробно раскрыты неограничивающие примеры вариантов осуществления изобретения со ссылкой на прилагаемые чертежи, на которых
фиг. 1 - схематический вид сбоку машины для обертывания пачек сигарет, содержащей два предпочтительных варианта выполнения устройства для сращивания лент из термопластичного материала согласно настоящему изобретению,
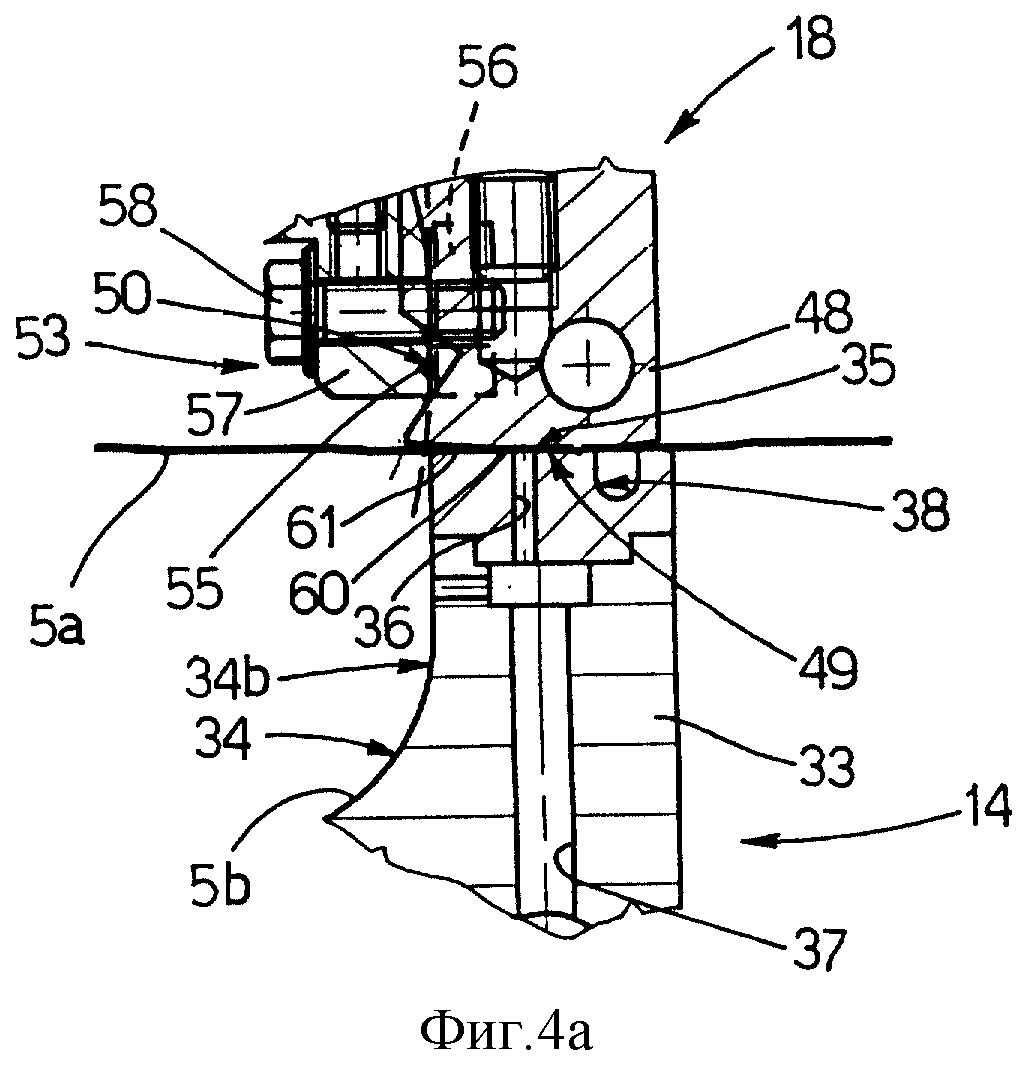
фиг. 2а, 3а, 4а, 5а, 6а - схематические виды сбоку частей устройства на фиг. 1 при соответствующих рабочих положениях на фиг. 2-6,
фиг. 7 - вид в плане части устройства согласно изобретению без деталей, удаленных для ясности,
фиг. 8, 8a - схематический вид сбоку варианта устройства согласно изобретению.
На фиг. 1 позицией 1 обозначена машина для обертывания известных пачек сигарет (не показаны).
Машина 1 содержит раму 2, на которой установлены (последовательно слева направо на фиг. 1) устройство 3 для смены бобин, которое воздействует на бобины 4а, 4b из соответствующих лент 5а, 5b из термопластичного материала, намотанных вокруг соответствующих сердечников 6; сращивающее устройство 7 для сращивания лент 5а, 5b; и компенсирующий накопитель 8 для по меньшей мере одной из лент 5а, 5b.
Устройство 3 содержит планшайбу 9, которая вращается (по часовой стрелке на фиг. 1) вокруг оси 10, перпендикулярной к плоскости фиг. 1, и поддерживает ось 11 и ось 12, параллельные оси 10 и расположенные по ее обеим сторонам. Ось 11 поддерживает сматываемую бобину 4а, а ось 12 - новую бобину 4b, расположенную под бобиной 4а на фиг. 1.
Сращивающее устройство 7 содержит круглую пластину 13, установленную на раме 2 и поддерживающую рычаг 14, который содержит ось 15а, вращающуюся вокруг оси 15, перпендикулярной к плоскости фиг.1, и обеспечивает поддержку и направление ленты 5b новой бобины 4b.
Кроме того, устройство 7 содержит режущее устройство 16, установленное на пластине 13 рядом с рычагом 14 и вращающееся вокруг оси 17, параллельной оси 15; и режущее и термосварочное устройство 18, установленное на пластине 13 над рычагом 14 и содержащее ось 19а, вращающуюся вокруг соответствующей оси 19, параллельной оси 15.
Кроме того, устройство 7 содержит ось 20, которая установлена на пластине 13 под рычагом 14, проходит параллельно оси 15 и, в свою очередь, содержит присасывающие отверстия 21 для удерживания одного конца ленты 5b, как это яснее показано на фиг.3, 6 и 8.
Накопитель 8 содержит удлиненную камеру 22, проходящую в вертикальном направлении и содержащую две боковые стенки 23 и 24, торцевую стенку 25, заднюю стенку 26 и прозрачную переднюю стенку 27. На соответствующих нижних краях боковые стенки 23 и 24 имеют соответствующие скошенные кромки 29 и 28 для направления ленты 5а.
В торцевой стенке 25 и вдоль задней стенки 26 образованы всасывающие отверстия 30 для создания разрежения внутри камеры 22, и лента 5а под действием разрежения в камере 22 присасывается к боковым стенкам 23 и 24, между которыми лента 5а образует изгиб, положение которого изменяется в соответствии с разностью в скоростях подачи ленты до или после накопителя 8 по направлению технологического процесса. Накопитель 8 по существу используется во время сращивания лент 5а и 5b, когда временно приостанавливается подача ленты 5а, а операции обертывания на машине 1 продолжаются с использованием ленты 5а в накопителе 8.
Во время работы машины 1 лента 5а сматывается с бобины 4а и перемещается через сращивающее устройство 7 и камеру 22 к режущему и гибочному устройствам (не показаны) на машине 1. А именно лента 5а по направлению перемещения Da слева направо на фиг.1 проходит вдоль траектории разматывания Ра, определяемой частично бобиной 4а, частично режущим и термосварочным устройством 18 и частично камерой 22. Кроме того, бобина 4а, устройство 18 и камера 22 обеспечивают направление ленты 5а вдоль траектории Ра.
Лента 5b проходит вдоль траектории Рb между бобиной 4b и сращивающим устройством 7, при этом лента 5b опирается на рычаг 14 и одним концом соприкасается с осью 15а. А именно оператор берет конец ленты 5b с бобины 4b и помещает ленту 5b на рычаг 14 и конец ленты на ось 15а на траектории Рb до сращивания с лентой 5а.
При фактическом использовании перед тем, как бобина 4 оказывается почти смотанной, ее останавливают с помощью известного управляющего устройства (не показано) для прекращения подачи ленты 5а к сращивающему устройству 7, которое предназначено для сращивания ленты 5b с лентой 5а и для разрезания ленты 5а между бобиной 4а и местом сращивания.
Затем включают подачу ленты 5b, вращают планшайбу 9 против часовой стрелки для установки бобины 4b в положение, ранее занимавшееся бобиной 4а, снимают смотанную бобину 4а с оси 11 и заменяют ее новой бобиной (не показана).
На фиг. 2 и 2а рычаг 14 установлен в положении готовности и содержит изогнутый держатель 31, который, в свою очередь, содержит часть 32, проходящую радиально по отношению к оси 15 и соединенную с осью 15а, соосной оси 15, и часть 33, наклоненную против часовой стрелки относительно части 32 и образующую с ней данный угол В.
Держатель 31 имеет боковую поддерживающую поверхность 34, имеющую присасывающие отверстия (не показаны) для удерживания ленты 5b, и торцевую поверхность 35 с присасывающими отверстиями 36, соединенными с всасывающим каналом 37, проходящим внутри держателя 31 и соединенным с известным всасывающим устройством (не показано).
Внутрь части 33 держателя и вдоль торцевой поверхности 35 образована канавка 38 (фиг. 3а), которая проходит в направлении, перпендикулярном к плоскости фиг. 3а.
Поверхность 34 содержит плоскую часть 34а, проходящую вдоль части 32 держателя, и плоскую часть 34b, которая проходит вдоль части 33 держателя, соединена с частью 34а с помощью изогнутой части 34с и образует по существу прямой угол с торцевой поверхностью 35.
Как показано на фиг. 2 и 2а, резательное устройство 16 содержит два рычага 39 (на фиг. 2 показан только один рычаг), которые проходят радиально по отношению к соответствующей оси 17, установлены на оси 17а, соосной оси 17, и имеют соответствующие свободные концы, между которыми помещена проволока 40 из проводящего материала, питаемая электрическим током для нагревания проволоки 40 до температуры в пределах между 100°С и 150°С. Концы проволоки 40 зажаты в соответствующих изолирующих держателях 41, расположенных на концах соответствующих рычагов 39 и стянутых винтами 42.
Устройство 16 содержит вытяжной кожух 43, установленный на оси 17а и расположенный над рычагами 39.
Рычаги 39 поворачиваются вокруг оси 17 между исходным положением, показанным на фиг. 3 и 3а, и рабочим положением, показанным на фиг. 2 и 2а.
При переходе из исходного положения в рабочее положение проволока 40 располагается у торцевой поверхности 35 рычага 14, находящегося в положении готовности, при этом канавка 38 взаимодействует с рычагами 39 с каждой стороны рычага 14. По известным деталям (не показаны) к проволоке 40 подводится электрический ток, при этом каждый держатель 41 электрически и термически изолирует проволоку 40 от других деталей устройства 16.
На фиг. 3 и 3а рычаг 14 установлен в рабочем положении с лентой 5b, расположенной для термосварки с лентой 5а, при нахождении режущего устройства 16 и резательного и термосварочного устройства 18 в исходном положении.
Как яснее показано на фиг. 7, устройство 18 содержит по существу U-образный, гибкий держатель 44, имеющий основание 45, выступающее относительно оси 19а, соосной оси 19, и два выступа 46 и 47, к концам которых прикреплен термосварочный блок 48, имеющий изогнутую термосварочную поверхность 49 (фиг. 3 и 3а), образующие линии которой перпендикулярны к плоскости фиг. 3 и параллельны оси 19. Лицевая поверхность термосварочного блока 48, обращенная к оси 19, содержит канавку 50, параллельную оси 19 и проходящую вдоль всего блока 48.
Как показано на фиг. 4а, 5а и 7, устройство 18, кроме того, содержит два держателя 51 и 52, которые выступают относительно оси 19а, проходят в том же самом направлении, что и держатель 44, и находятся в одной плоскости с ним. Держатели 51 и 52 установлены на оси 19а и имеют соответствующие свободные концы, поддерживающие соответствующие крепежные устройства 53 и 54, между которыми проходит проволока 55 из проводящего материала, которую нагревают электрическим током до температуры в интервале между 100°С и 150°С. Относительно оси 19 держатели 51 и 52 короче по длине, чем выступы 46 и 47, так что при нахождении устройства 18 в исходном положении проволока 55 входит в канавку 50. А именно при нахождении устройства 18 в исходном положении проволока 55 расположена между осью 19 и термосварочным блоком 48 и по существу примыкает к блоку 48.
Каждое крепежное устройство 53, 54 содержит изолирующую часть 56, установленную на соответствующем держателе 51, 52, и изолирующую планку 57, прикрепленную к соответствующей части 56 винтом 58 для удерживания концов проволоки 55.
Как показано на фиг. 3, 3а, 5 и 5а, устройство 18, кроме того, содержит вытяжной кожух 59, установленный на оси 19а и проходящий над термосварочным блоком 48 и держателем 44.
При фактическом использовании устройство 7 сращивает ленты 5а и 5b в стадиях, показанных на фиг. 2-6 и 2а - 6а. На фиг. 2 и 2а лента 5а перемещается через устройство 7 к накопителю 8 по траектории Ра, а лента 5b проходит по траектории Рb между бобиной 4b и устройством 6 и опирается на поверхности 34 и 35 рычага и на ось 20, которая удерживает конец ленты 5b с помощью присасывающих отверстий 21. На этой стадии режущее устройство 16 передвигается в рабочее положение, которое показано на фиг.2, и в котором проволока 40, перемещаемая по траектории G, пересекает ленту 5b, проходящую по траектории Рb. На траектории G проволока 40 входит в соприкосновение с частью ленты 5b на канавке 38, прожигает и расплавляет ее для отделения от ленты 5b ее части 60, которая проходит между канавкой 38 и осью 20 и которая затем удаляется оператором. Проволока 40 находится в канавке 38 и не входит в соприкосновение с держателем 31.
Как яснее показано на фиг. 3 и 3а, лента 5b, следовательно, теперь имеет новый конец, расположенный точно и непосредственно у канавки 38 и вдоль торцевой поверхности 35. А именно часть 60 проходит между канавкой 38 и краем, находящимся между частью 34b и поверхностью 35, и непосредственно соприкасается с поверхностью 35. Небольшое количество дыма, образующегося при прожигании ленты 5b проволокой 40, удерживается вытяжным кожухом 43 и удаляется из него к вытяжному дымоходу (не показан).
Отсылаем к фиг. 3 и 3а, где режущее устройство 16 повернуто по часовой стрелке (фиг. 3) вокруг оси 17 обратно в исходное положение, а рычаг 14 повернут против часовой стрелки (фиг. 3) вокруг оси 15 в рабочее положение, в котором поверхность 35 по существу параллельна ленте 5а и отделена от нее довольно небольшим промежутком, так что часть 60 ленты 5b, соприкасающаяся с поверхностью 35, также расположена параллельно ленте 5а и отделена от нее аналогичным небольшим промежутком.
Затем прекращают подачу ленты 5а между бобиной 4 а и накопителем 8, так чтобы часть 61 ленты 5а располагалась непосредственно над частью 60.
Как показано на фиг. 4, устройство 18 повернуто по часовой стрелке (на фиг. 4) вокруг оси 19 в рабочее положение, так чтобы поверхность 49 термосварочного блока 48 соприкасалась с лентой 5а, а часть 61 ленты 5а соприкасалась с частью 60 ленты 5b, опирающейся на опорную поверхность 35 держателя 31. А именно части 60 и 61 размещены одна на другой между держателем 31 и термосварочным блоком 48, который нагрет до температуры в пределах между 100°С и 120°С для передачи данного количества тепла к частям 60 и 61 и их сварки между собой.
Вследствие изогнутой формы поверхности 49 блока 48 и по существу плоской формы поверхности 35 держателя 31 блок 48 опирается на держатель 31 лишь по одной образующей линии поверхности 49 и без какого-либо непосредственного контакта ввиду расположения частей 61 и 60 соответствующих лент 5а и 5b между поверхностью 35 и поверхностью 49. Как показано на фиг. 5 и 6, ось 19а повернута далее по часовой стрелке (на фиг. 5) вокруг соответствующей оси 19, при этом поскольку держатель 31 препятствует какому-либо движению блока 48 по часовой стрелке (на фиг. 5), то выступы 46 и 47 держателя 44 изогнуты в вогнутое вверх положение; при дальнейшем вращении оси 19а и деформировании выступов 46 и 47 происходит качение поверхности 49 блока 48 по поверхности 35 держателя 31 с последовательным соприкосновением образующих линий с поверхностью 35; а при дальнейшем вращении оси 19а проволока 55 поворачивается по часовой стрелке (фиг. 5 и 6) вокруг оси 19 и по дуговой траектории А (фиг. 5) относительно блока 48. При движении по траектории А проволока 55 выходит из канавки 50 и перемещается к ленте 5а, прерывая ее для отделения части 61 ленты 5а от ленты 5а, прикрепленной к бобине 4а. С другой стороны, лента 5b удерживается на поверхности 34 держателя 31 благодаря известным присасывающим отверстиям (не показаны), находясь сравнительно далеко от проволоки 55, и, кроме того, поддерживается на безопасном расстоянии от проволоки 55 благодаря форме поверхности 34.
После термосварки частей 60 и 61 и отрезания ленты 5а устройство 18 поворачивается против часовой стрелки (на фиг. 6) вокруг оси 19 обратно в исходное положение на фиг.2; тем временем прекращают действовать известные присасывающие отверстия (не показаны) на поверхности 34 и присасывающие отверстия 36 на поверхности 35, высвобождая ленту 5b, которая проходит между бобиной 4b и накопителем 8 и перемещается к накопителю 8; и, фиг. 1, планшайба 9 поворачивается на 180° против часовой стрелки для перевертывания положений бобин 4b и 4а, так чтобы лента 5b проходила по траектории Ра.
В варианте на фиг. 8 держатель 31 отсутствует, а рычаг 14 содержит держатель 62, который установлен на оси 15а, проходит по существу радиально относительно оси 15 и содержит по существу плоскую боковую поверхность 63 и торцевую поверхность 64. По поверхности 63 распределен ряд известных присасывающих отверстий (не показаны); ряд присасывающих отверстий 65 распределен по поверхности 64, которая образует данный угол с поверхностью 63 и содержит канавку 66, перпендикулярную к плоскости фиг. 8; и держатель 62 содержит канал 67, соединяющий отверстия 65 с известным всасывающим устройством (не показано).
В варианте на фиг. 8 держатель 62 проще по сравнению с изогнутым держателем 31 и может применяться при работе с лентой 5b, изготовленной из материала, который не повреждается из-за временной близости к проволоке 55 с температурой в пределах между 100°С и 150°С.
Кроме того, что настоящее изобретение не влечет за собой ни одну из сложностей, связанных с применением ножа и противоножа, оно особенно полезно благодаря возможности выполнения точных разрезов непосредственно на сращиваемых частях 60 и 61 и, таким образом, благодаря предотвращению подачи на различные участки оберточной машины 1 частей ленты 5а, 5b, соединенных соответствующими частями 60 и 61, но не сваренных нагреванием одна с другой, что, следовательно, могло бы привести к остановке машины 1.
Реферат
Изобретение касается устройства для сращивания лент из термопластичного материала, в частности в машине для обертывания пачек сигарет. Устройство (7) для сращивания лент из термопластичного материала обеспечивает сращивание первой ленты (5а), проходящей вдоль первой траектории (Ра), и второй ленты (5b), проходящей вдоль второй траектории (Pb), и содержит первое поддерживающее и направляющее средство (18) для первой ленты (5а) и второе поддерживающее и направляющее средство (14) для второй ленты (5b). При этом первое и второе поддерживающие и направляющие средства (18, 14) выполнены подвижными относительно друг друга для сведения вместе части (61) первой ленты (5а) и части (60) второй ленты (5b); термосварочный блок (48) выполнен с возможностью передвижения между исходным положением и рабочим положением для захвата и термосварки частей (61, 60) первой и второй лент (5а, 5b) между термосварочным блоком и вторым поддерживающим и направляющим средством (14). Режущие средства состоят из элемента (55), который выполнен подвижным для пересечения части по крайней мере одной из первой и второй лент (5а, 5b) и разрезания ленты (5а, 5b) путем плавления части ленты (5а, 5b), соприкасающейся с нагреваемым элементом (55). Изобретение имеет достаточно простую конструкцию и не влечет за собой ни одну из сложностей, связанных с применением ножа и противоножа. Кроме того, оно позволяет выполнять точные разрезы непосредственно на сращиваемых частях лент. 2 с. и 8 з.п. ф-лы, 8 ил.

Комментарии