Устройство подачи листового материала и способ соединения частей материала - RU2530993C2
Код документа: RU2530993C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к упаковочным устройствам, и в частности к высокоскоростным машинам и системам для упаковки продуктов, таких как салфетки или другие аналогичные бумажные продукты, в пластмассовую пленку (полипропиленовую, полиэтиленовую, полихлорвиниловую и т.п.), на которой напечатаны изображения/текст.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В таких машинах и системах используется пленка с предварительно нанесенными реперными метками, используемыми для обеспечения точного позиционирования напечатанных изображений или надписей, которые автоматически считываются упаковочными устройствами при обертывании пленкой продукта для осуществления упаковки.
Подача пленки в упаковочное устройство осуществляется подающим устройством с двумя катушками, содержащими разматываемый материал, одна из которых находится в работе, а другая, израсходованная, заменяется новой, заполненной катушкой, которая будет находиться в ожидании, пока не будет полностью израсходована пленка с другой катушки. Существует проблема соединения конца заканчивающейся пленки на одной катушке и начала пленки на другой катушке, которая становится рабочей, заменяя катушку, материал на которой израсходован.
Известные системы, используемые для автоматического управления процессом смены катушки, не обеспечивают достаточной скорости и надежности, и часто при смене катушки приходится останавливать машину, что, в свою очередь, приводит к браку из-за проблем с центрированием печатного материала на упаковке, с дефектами сварки и с дефектными упаковками в результате изменений скорости протяжки пленки и т.д.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание устройства подачи для упаковочных машин, предпочтительно вышеуказанного типа, способное осуществлять смену катушек, которая абсолютно надежна и не предусматривает каких-либо существенных ограничений на скорость подачи материала, причем предложенное техническое решение имеет сравнительно простую конструкцию.
В соответствии с изобретением указанная цель достигается с помощью устройства и способа подачи с катушек листового материала, например пластмассовой пленки с напечатанными на ней изображениями и/или текстом и с позиционирующими метками для упаковочных машин, и существенные характеристики устройства и способа указаны в п.1 и п.15, соответственно, прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Характеристики и положительные качества устройства и способа подачи с катушек листового материала, например пластмассовой пленки с напечатанными позиционирующими метками для упаковочных машин по настоящему изобретению, станут понятными из нижеприведенного описания одного из вариантов осуществления изобретения, рассмотренного лишь в качестве неограничивающего примера, со ссылками на прилагаемые чертежи, на которых показано:
- фигура 1 - схематический вид среднего сечения устройства подачи в соответствии с настоящим изобретением в плоскости, перпендикулярной осям вращения катушек;
- фигуры 2-8 - виды, аналогичные виду, представленному на фигуре 1, на которых иллюстрируются последовательные стадии способа смены катушек;
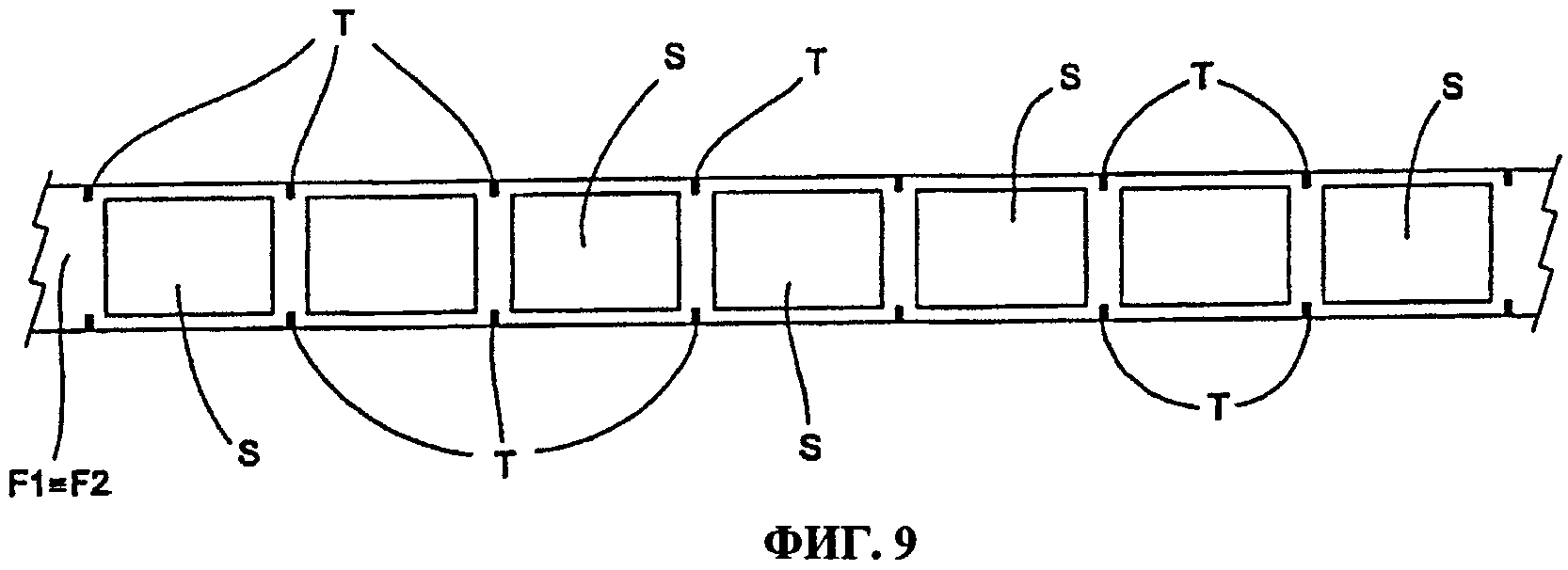
- фигура 9 - вид в плане сверху части листового материала, подаваемого устройством в соответствии с настоящим изобретением;
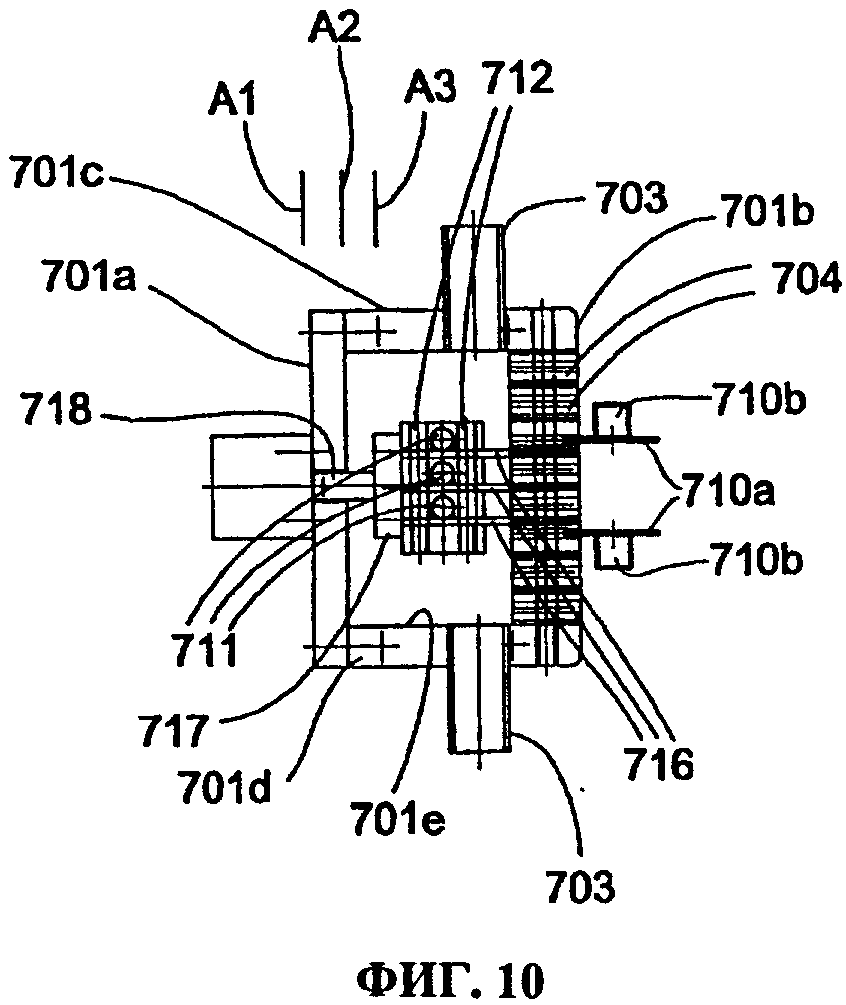
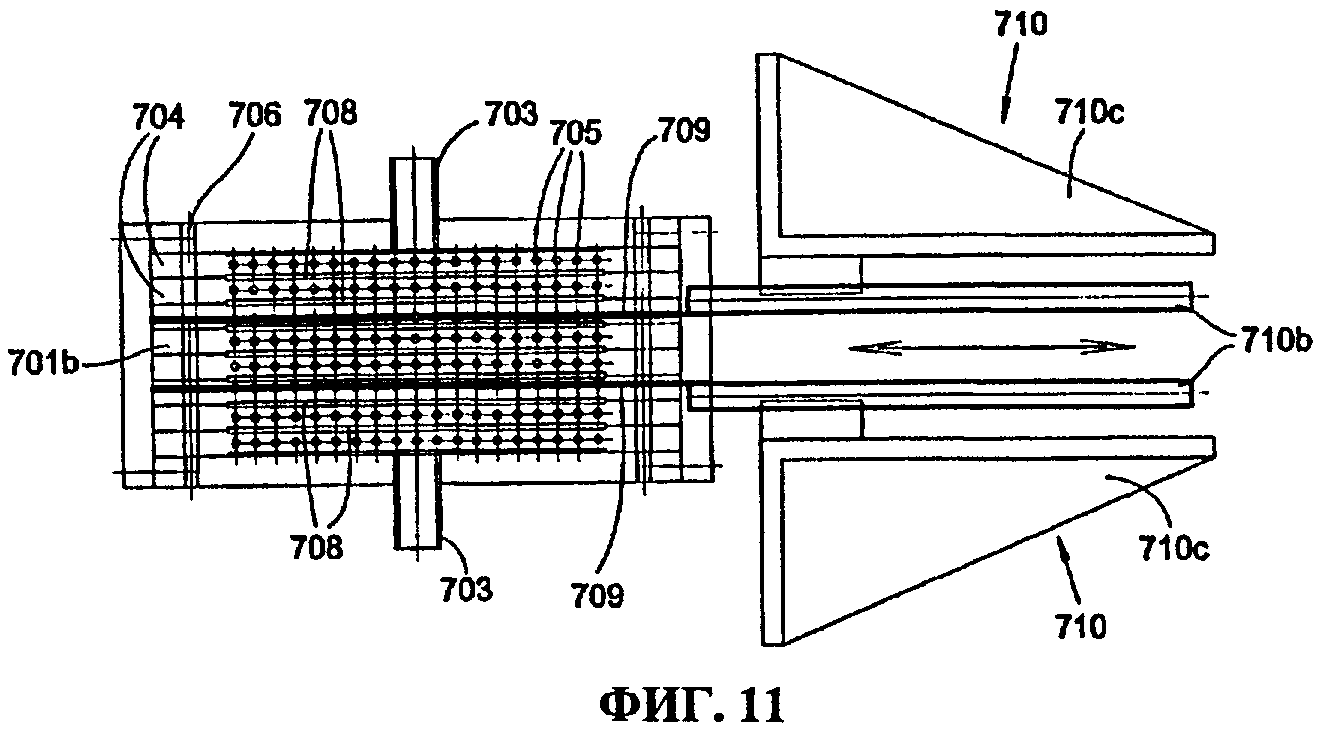
- фигуры 10, 11 - соответственно, схематический вид сбоку сечения, аналогичного сечению, представленному на фигуре 1, и вид спереди (то есть в направлении, перпендикулярном плоскости движения подаваемого материала) частей устройства всасывания, отрезания и сварки в соответствии с настоящим изобретением;
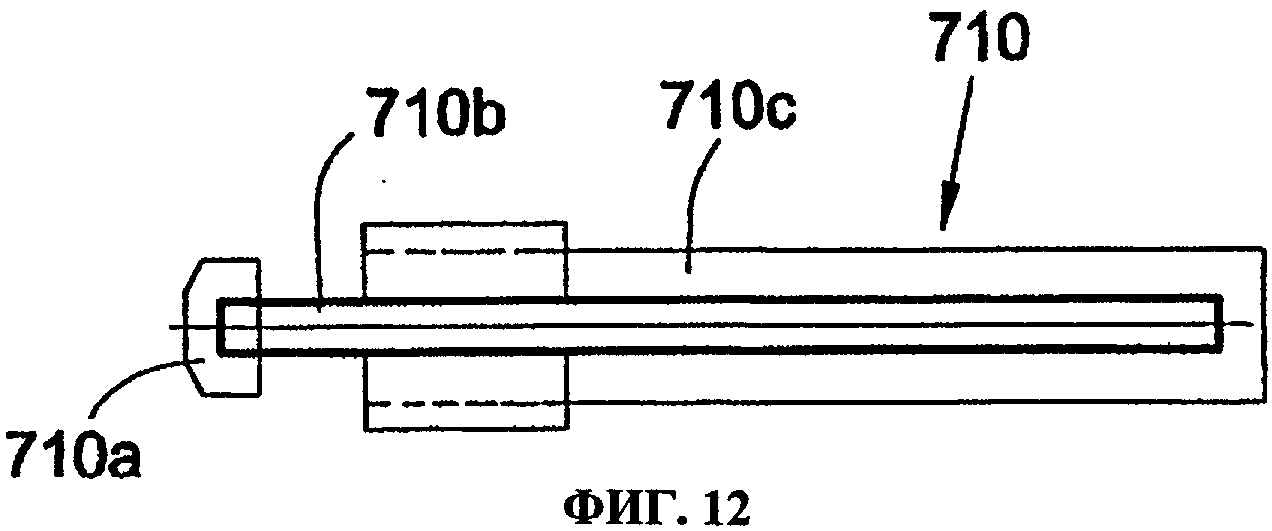
- фигура 12 - вид в плане сверху нижнего отрезного модуля устройства, показанного на фигурах 10 и 11;
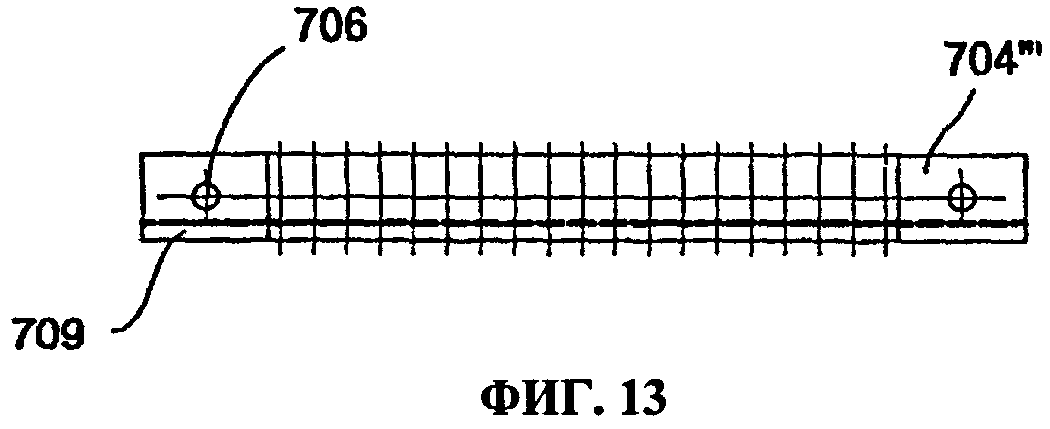
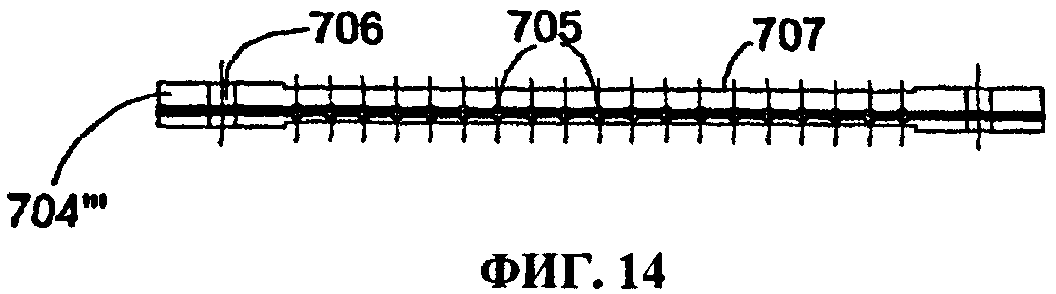
- фигуры 13, 14 - виды сверху и спереди, соответственно, всасывающего и отрезного модулей устройства, показанного на фигурах 10 и 11;
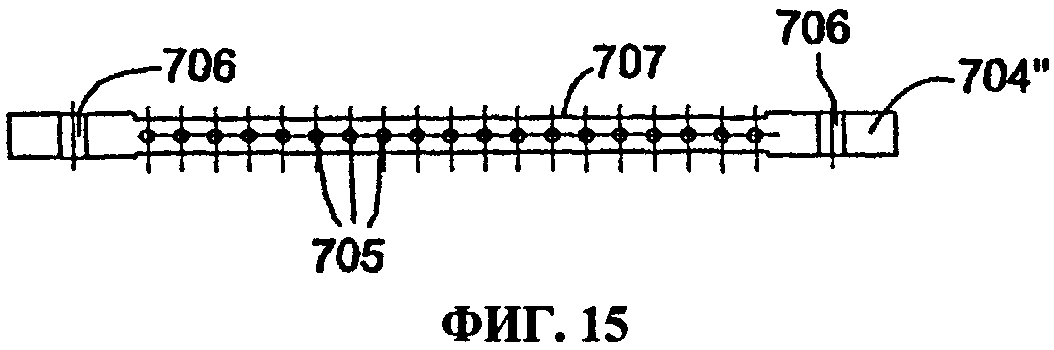
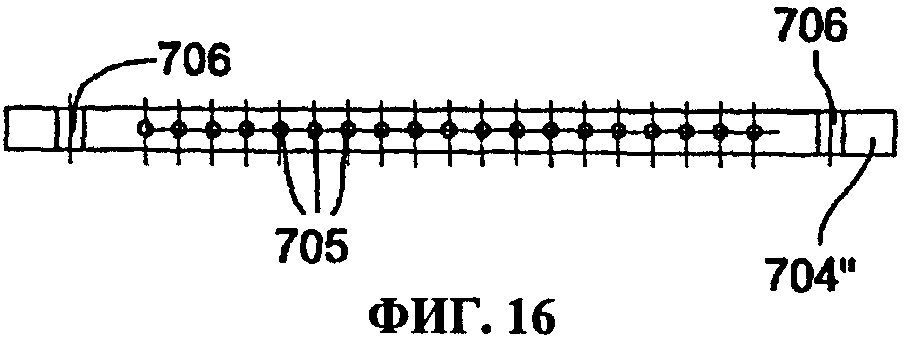
- фигуры 15, 16 - виды спереди других соответствующих модулей устройства;
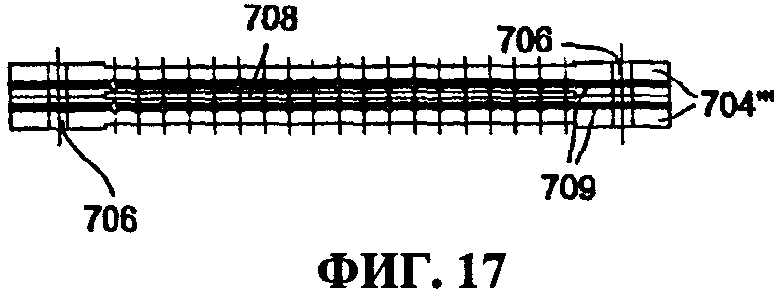
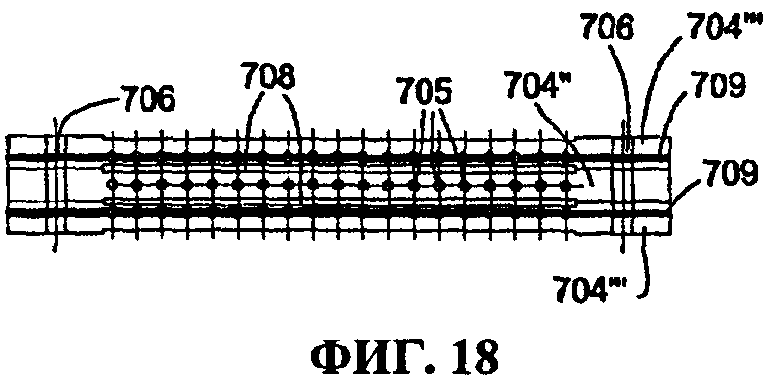
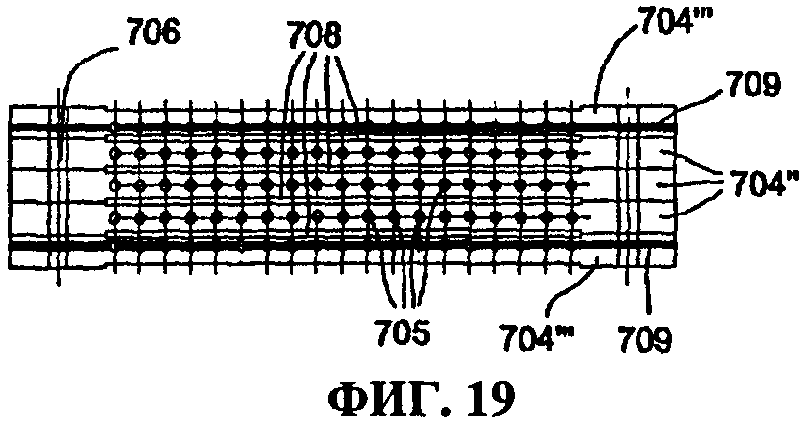
- фигуры 17, 18, 19 - виды спереди различных возможных сочетаний модулей фигур 13-16;
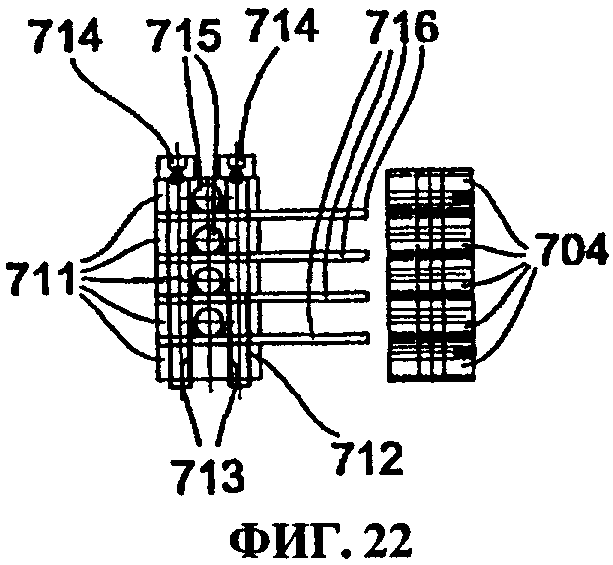
- фигуры 20, 21, 22 - схематические виды сбоку сочетаний модулей, показанных на фигурах 17, 18, 19 соответственно, также с соответствующими сочетаниями сварочных модулей иллюстрируемого устройства.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
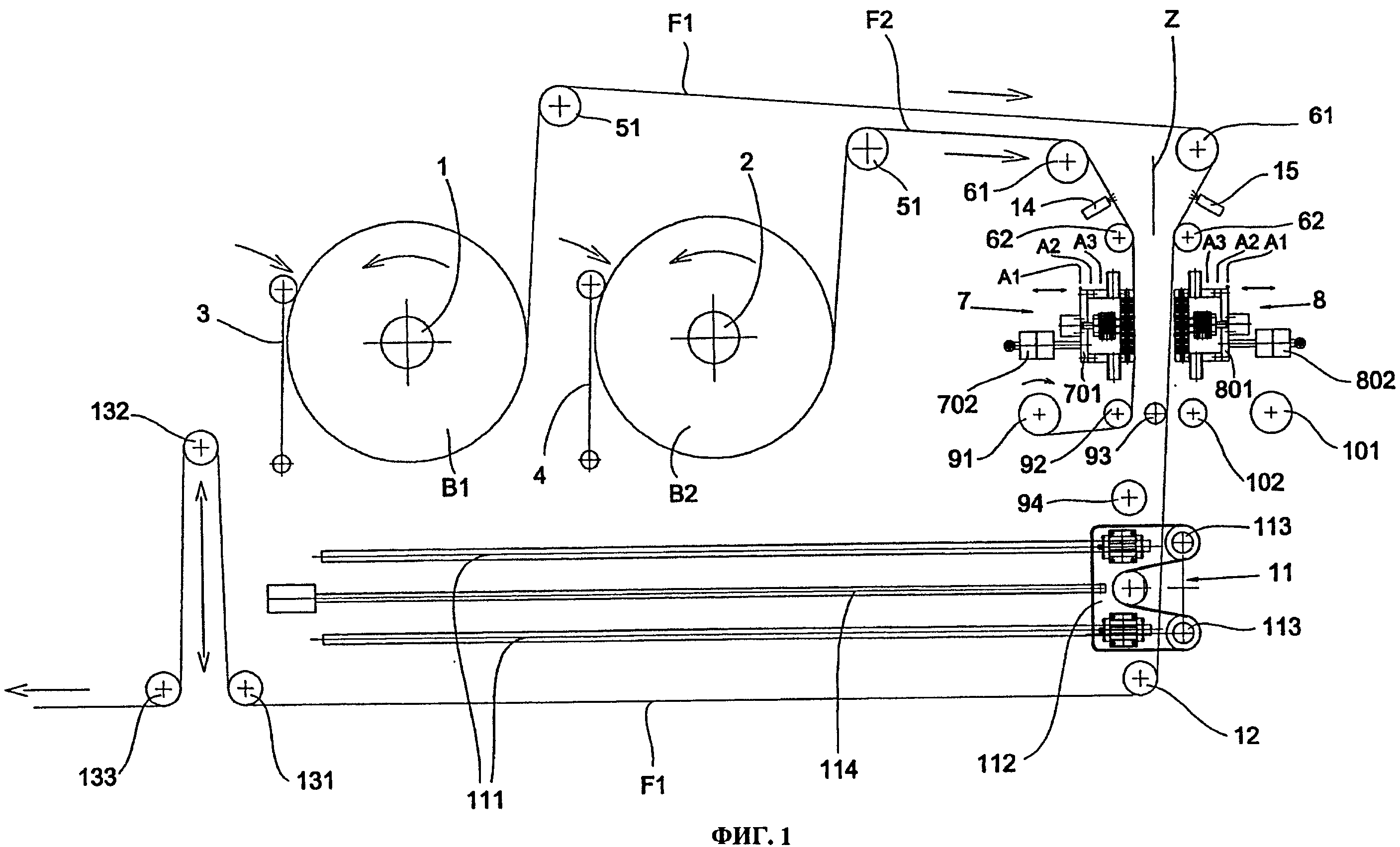
На прилагаемых фигурах, и в частности на фигуре 1, показано подающее устройство в соответствии с изобретением, которое расположено по ходу движения материала перед известным упаковочным устройством (на фигурах не представлено) и которое содержит два находящихся рядом вала 1, 2 с приводом, предназначенных для разматывания материала с катушек В1 и В2. Ссылочными номерами 3 и 4 указаны схематично показанные устройства измерения диаметра катушек (и, соответственно, количества остающегося на них материала), которые связаны с самими катушками и имеют известные конструктивные и, соответственно, функциональные характеристики.
Листовой материал или пленка, сматываемая с катушек, которая указана ссылочными обозначениями F1 и F2, взаимодействует с поворачивающими роликами 51, 61, 62, находящимися выше валов 1 и 2 и проходящими вдоль них, для обеспечения подачи материала сверху в зону отрезания и сварки, содержащую два устройства всасывания, отрезания и сварки, в целом указанные ссылочными номерами 7 и 8. Между роликами 61 и 62 расположены соответствующие фотоэлектрические датчики 14 и 15, предназначенные для обнаружения проходящих реперных меток T (фигура 9), напечатанных на материале F1 и F2 для указания зон S с напечатанными изображениями и/или текстом.
Устройства 7 и 8 расположены симметрично относительно вертикальной плоскости Z соединения материала, и они могут перемещаться в горизонтальной плоскости таким образом, что они приближаются друг к другу или отходят в сторону друг от друга, как это будет описано ниже более подробно. Материал F1 и/или F2 спускается вниз вертикально между устройствами 7 и 8 и ниже групп натяжных роликов 91, 92, 101, 102, разделенных отклоняющими роликами 93, 94, он достигает накопителя 11, который также будет описан ниже более подробно, для окончательного отклонения по горизонтали роликом 12 и затем проходит на выходе через натяжные ролики 131, 132, 133. Средний натяжной ролик 132 может перемещаться по вертикали и обеспечивает регулирование натяжения проходящего через ролики материала. Понятно, что оси вращения таких натяжных роликов параллельны осям вращения двух валов 1, 2 катушек В1 и В2 соответственно.
Одно из устройств 7 и 8, показанных на фигуре 1, в частности левое устройство 7, частично представлено более подробно на фигурах 10-12, а также на фигурах 13-22 с возможными сочетаниями модулей, из которых оно состоит. Таким образом, далее все ссылки будут даваться только на устройство 7, и поэтому устройство 8, которое аналогично устройству 7, за исключением лишь некоторых моментов, которые будут указаны отдельно, далее не описывается, учитывая, что соответствующие компоненты на фигурах обозначены ссылочными номерами, которые соответствуют ссылочным номерам, используемым для устройства 7.
Устройство 7 содержит коробчатый корпус 701, имеющий форму параллелепипеда, который может совершать возвратно-поступательное движение в горизонтальном направлении, перемещаемый линейным приводным механизмом, таким как пневматический цилиндр 702 (фигура 1, на фигуре 10 не представлен). В частности, корпус 701 может совершать возвратно-поступательное движение между тремя положениями, отмеченными на фигурах тремя обозначениями А1, А2, A3, которые указывают положение задней вертикальной стенки 701а корпуса. При этом в положении A3 максимального смещения вперед передняя вертикальная стенка 701b, параллельная задней стенке 701а и противолежащая ей, находится на плоскости Z соединения. Кроме этого положения A3 корпус 701 может быть отведен в среднее положение А2 и в положение А1 максимального смещения назад. В положении A3 максимального смещения вперед осуществляется сварка, в промежуточном положении А2 осуществляется отрезание, и положение А1 максимального отведения назад является нейтральным положением.
Верхняя 701c и нижняя 701d стенки корпуса 701 имеют каналы 703, обеспечивающие проход снаружи внутрь корпуса 701. Эти каналы 703 предназначены для создания пневматической всасывающей системы пониженного давления в камере 701e, формируемой корпусом 701.
Передняя вертикальная стенка 701b обращена в сторону другого устройства 8 и, соответственно, в сторону зоны прохождения материала F1/F2 и формируется составленными вместе модулями 704 всасывания и отрезания (фигуры 12-15). Каждый из указанных модулей 704 фактически представляет собой четырехгранный профиль, в котором имеются распределенные отверстия 705, обеспечивающие проход между передней поверхностью, формирующей переднюю вертикальную стенку 701b, и задней поверхностью, параллельной и противолежащей передней поверхности. Через эти отверстия 705 под действием вышеуказанного пониженного давления обеспечивается всасывание, которое способно притянуть и остановить материал F1/F2. На двух концах профиля имеются отверстия 706, проходящие перпендикулярно посадочные места 705 для прохождения болтов, обеспечивающих фиксацию различных сложенных вместе модулей 704 и крепление их к остальным частям корпуса 701.
Кроме того, как можно видеть особенно на фигурах 13-16, модуль 704 может иметь три варианта, и в частности (фигура 16): первый вариант 704′, в котором профиль представляет собой простую полосу, имеющую полное четырехгранное сечение; второй вариант 704″, в котором верхняя и нижняя поверхности профиля имеют углубления, в результате чего два сложенных модуля формируют щель 708, проходящую практически по всей ширине устройства (если смотреть спереди, как показано на фигуре 11), и третий вариант 704′″, в целом аналогичный второму варианту 704″ и отличающийся от него вспомогательной канавкой 709, проходящей продольно в передней поверхности и являющейся направляющим элементом для скольжения лезвия 710а.
Лезвия 710а, являющиеся частями соответствующих модулей отрезания, указанных в целом ссылочным номером 710 и представленных в целом на фигурах 11 и 12, предназначены для отрезания материала F1/F2. В каждом таком модуле 710 отрезания лезвия прикреплены к концам подвижных стержней 710b, имеющих форму полос, которые установлены с возможностью их скольжения в горизонтальном направлении на соответствующих опорах 710c. Высота подвижных стержней 710b может регулироваться путем вертикального перемещения опор 710c. Модули 710 расположены вдоль корпуса 701, так чтобы лезвия 710а могли прижиматься к передней поверхности стенки 701а, скользя в поперечном направлении в канавках 709. Работой каждого лезвия 710а управляют устройства известных конструкций, такие как, например, пневматические исполнительные механизмы, и каждое лезвие может быть нагрето с использованием электрических резисторных нагревателей для улучшения процесса отрезания.
Внутри камеры 701e коробчатого корпуса 701 имеется группа сложенных вместе модулей 711 сварки (особенно хорошо видно на фигуре 10), каждый из которых имеет форму полосы 712 с посадочными местами 713 на концах для фиксирующих болтов 714. Каждый профиль 712 за исключением нижнего профиля обеспечивается на основании с продольным каналом, в котором размещается электрический нагревательный резисторный элемент 715. Такие нагревательные элементы передают тепло сварочным пластинам 716, расположенным горизонтально и зажатым между соседними профилями, причем эти пластины 716 выступают вперед таким образом, чтобы при скользящем перемещении они проникали на стадии сварки в вышеуказанные щели 708 и выступали за пределы устройства на передней вертикальной стенке 701b. Для этой цели группа модулей 711 сварки поддерживается опорой 717, возвратно-поступательное движение которой относительно задней стенки 701а корпуса 701 обеспечивается пневматическими исполнительными механизмами 718, расположенными параллельно друг другу.
На фигурах 17-22 можно видеть, как могут быть скомбинированы различные модули всасывания, отрезания и сварки, чтобы обеспечивалась регулировка положения линий отрезания, в частности за счет увеличения (фигуры 19 и 22) или уменьшения разницы высот между двумя линиями отрезания (канавки 709), которые необходимы для осуществления нижеописанной операции смены катушек. Соответственно, будет увеличиваться или уменьшаться количество модулей 711 сварки, пластины 716 которых должны занимать все щели 708 в пространстве между двумя линиями отрезания. На практике такие возможности регулировки используются для увеличения или уменьшения продольной протяженности сварочного шва ("продольный" относится к продольному направлению материала F1/F2).
Что касается накопителя 11, то он содержит систему направляющих элементов 111, которые проходят горизонтально вдоль плоскости выпуска материала в направлении упаковочного устройства и по ходу движения материала после и параллельно всасывающим, отрезным и сварочным устройствам 7, 8 и перед группой натяжных роликов 131, 132, 133. Направляющие элементы 111 поддерживают с возможностью скольжения каретку 112 с двумя натяжными опорными роликами 113, предназначенными для взаимодействия с материалом F1/F2, которые перемещаются по горизонтали вместе с кареткой, перемещающейся к зоне выхода, для увеличения пути, по которому должен проходить материал.
Каретка 112 перемещается с помощью приводного механизма 114, предпочтительно пневматического типа, который расположен между направляющими элементами 111. Каретка 112 в нормальном режиме работы устройства, а именно когда не происходит смена катушки, остается в переднем положении упора, в котором она по существу выровнена с зонами отрезания и сварки и не мешает прохождению материала.
Цепи пневматической и электрической систем (для силового привода и управления, включая программируемый блок управления), обычно подходящие для управления устройства, в настоящем описании не рассматриваются, и поэтому они соответствуют критериям конструкции, которые очевидны специалистам в данной области техники в свете выполняемых ими функциями.
На фигурах 1-8 иллюстрируется работа подающего устройства в соответствии с настоящим изобретением. На фигуре 1 представлено исходное положение, в котором материал F1 разматывается с рабочей скоростью с катушки В1 на валу 1 для подачи в упаковочное устройство, и в этому случае материал не взаимодействует ни с устройствами 7, 8 (оба модуля находятся в положении А1 максимального отведения назад), ни с накопителем 11. Другая катушка В2, установленная на втором валу 2, заполнена материалом F2 и готова к работе, причем начальная часть материала F2 размотана и проходит между двумя устройствами 7, 8, прижата с помощью всасывания к устройству 7 и взаимодействует по ходу материала ниже устройства 7 с натяжными роликами 91, 92. Эти ролики удерживают материал в натянутом состоянии, причем материал продвигается вперед с регулируемой скоростью до остановки, которая точно определяется положением позиционирующей отметки T, зафиксированной фотоэлектрическим считывающим устройством 14.
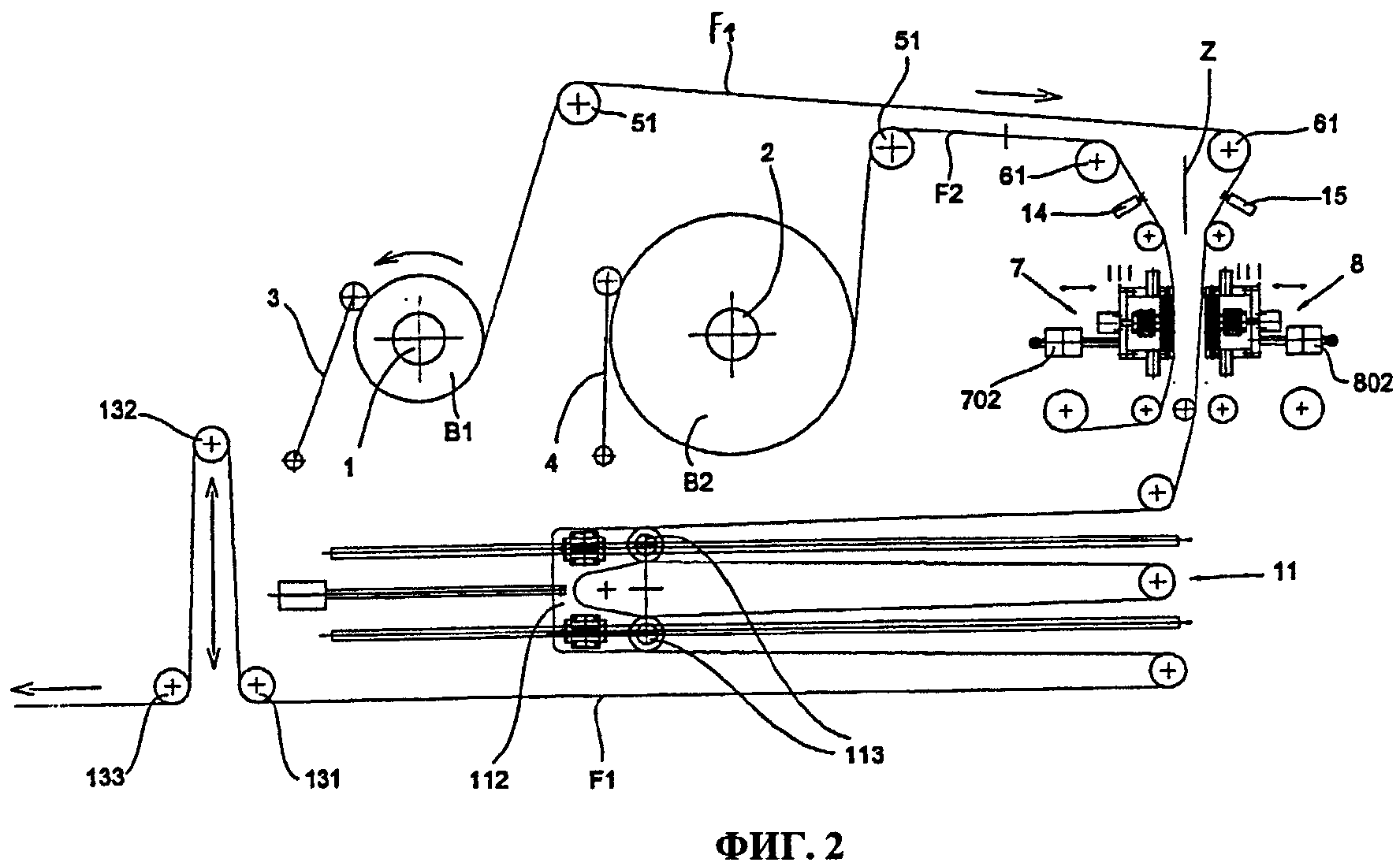
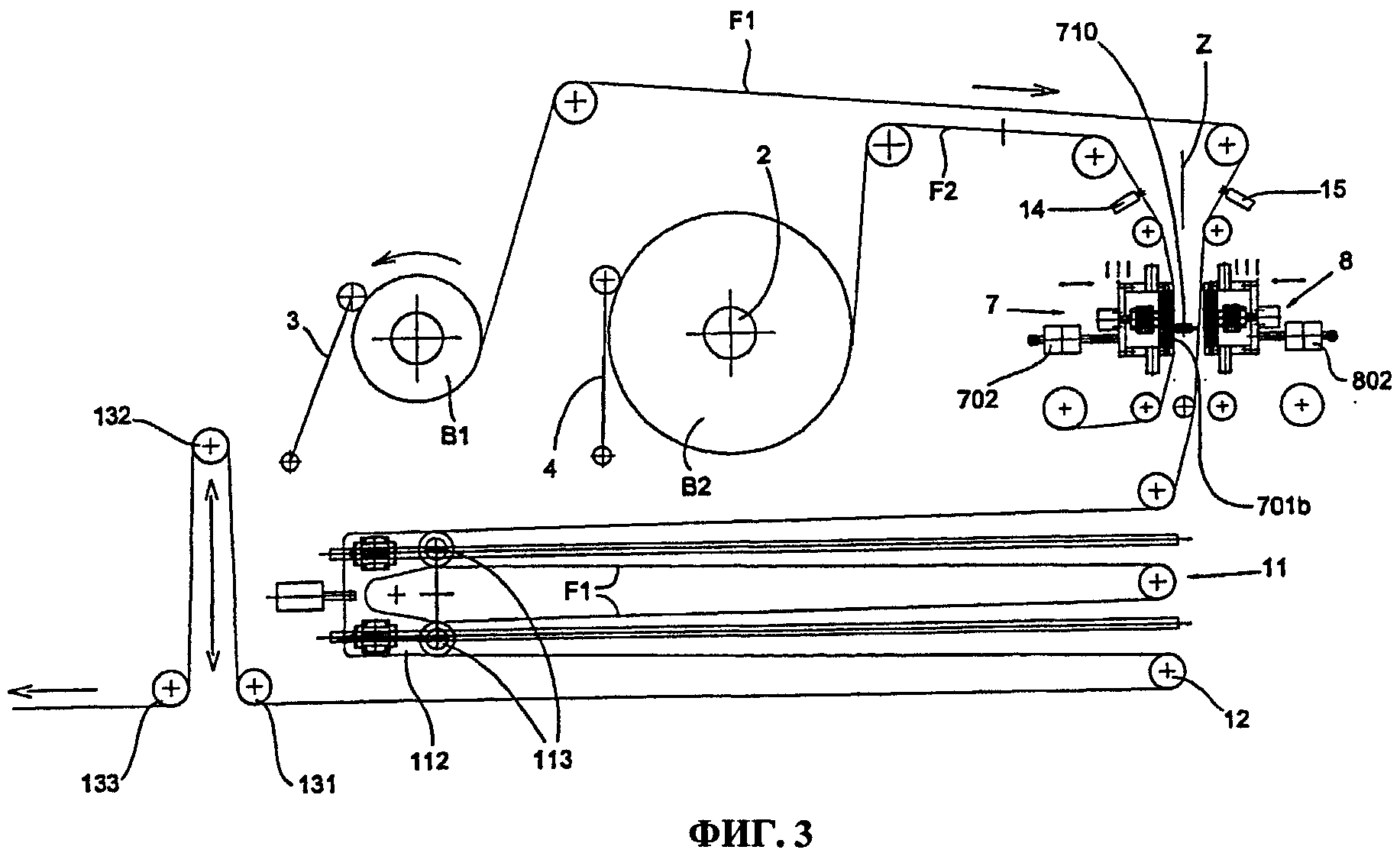
На фигуре 2 показано положение, в котором материал на катушке В1 заканчивается. Для подготовки к смене катушек, необходимость которой фиксируется датчиком 3, и, готовясь к остановке вала 1, каретка 112 захватывает материал F1 и продвигается вперед в направлении противоположного положения упора (фигура 3) для создания достаточного запаса материала вдоль удлиненного пути, обеспечиваемого смещением каретки. Устройство 7, удерживая неподвижный материал F2 (на этой стадии вал 2 неподвижен), продвигается вперед в промежуточное положение А2 (положение отрезания). На фигуре 3 также можно видеть, как нижнее лезвие 710 начинает отрезать материал, перемещаясь в процессе возвратно-поступательного движения в соответствующей канавке 709 на передней стенке 701b корпуса 701 и затем возвращаясь в исходное (нейтральное) положение.
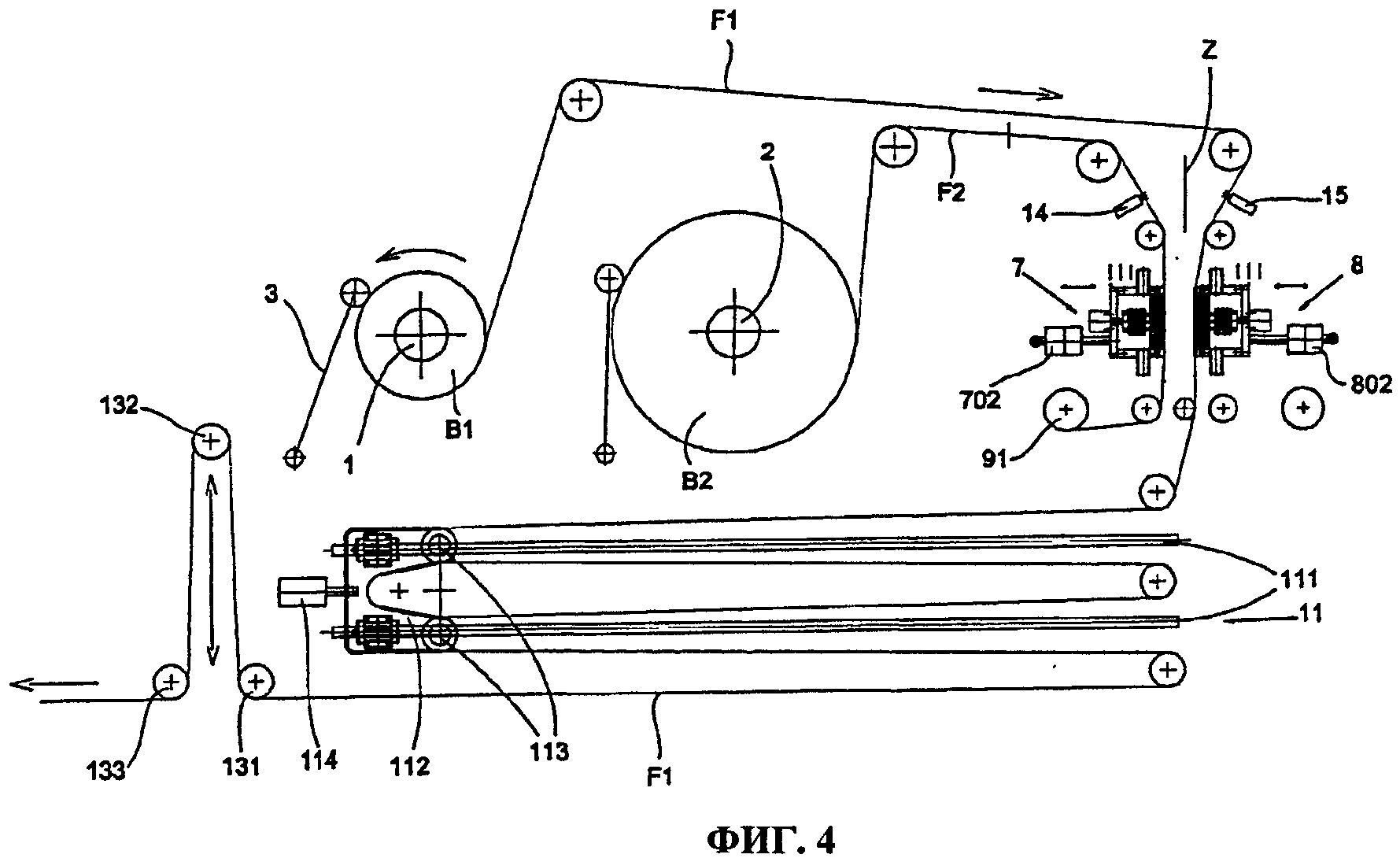
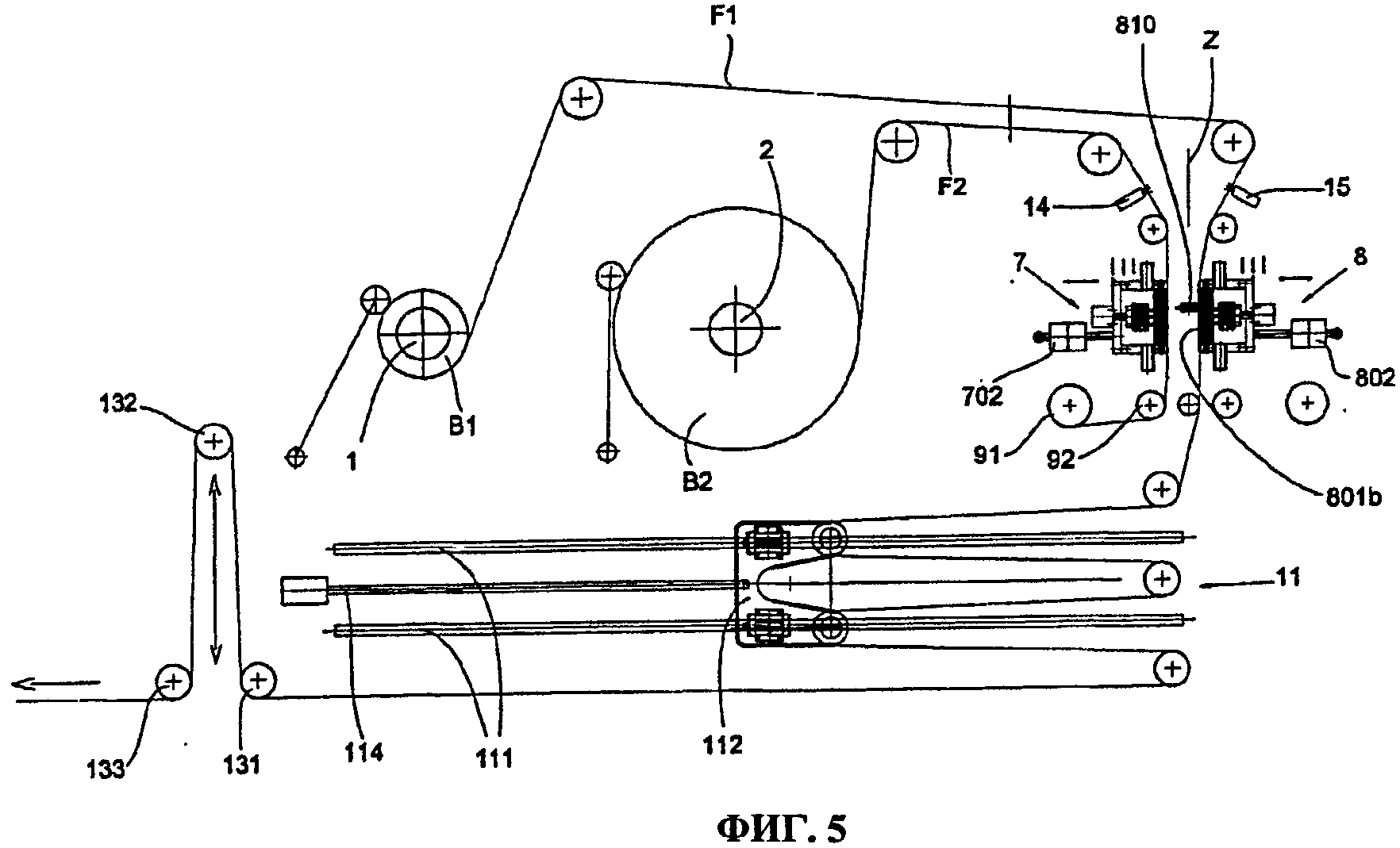
Затем устройство 7, в свою очередь, возвращается в свое нейтральное положение А1 (максимальное отведение назад, фигура 4). Вал 1 с катушкой В1 продолжает подавать материал F1 с рабочей скоростью, причем устройство 8 теперь прижимается к этому материалу для отрезания (фигура 4), занимая положение А2 отрезания. Когда датчик 3 фиксирует достижение конца материала F1 на катушке В1, вал 1 останавливается и начинает действовать верхнее лезвие 810 устройства 8, осуществляя отрезание материала F1 (фигура 5). В этом случае также с помощью сигнала фотоэлектрического считывающего устройства 15 осуществляется эффективная синхронизация остановки и отрезания материала в соответствии с позиционирующей отметкой. На фигурах 5 и 6 показано, как каретка 112 накопителя 11 возвращается в свое переднее положение упора, возвращая запас ранее накопленного в накопителе 11 материала F1, то есть подача материала в нижней части устройства практически не прерывается.
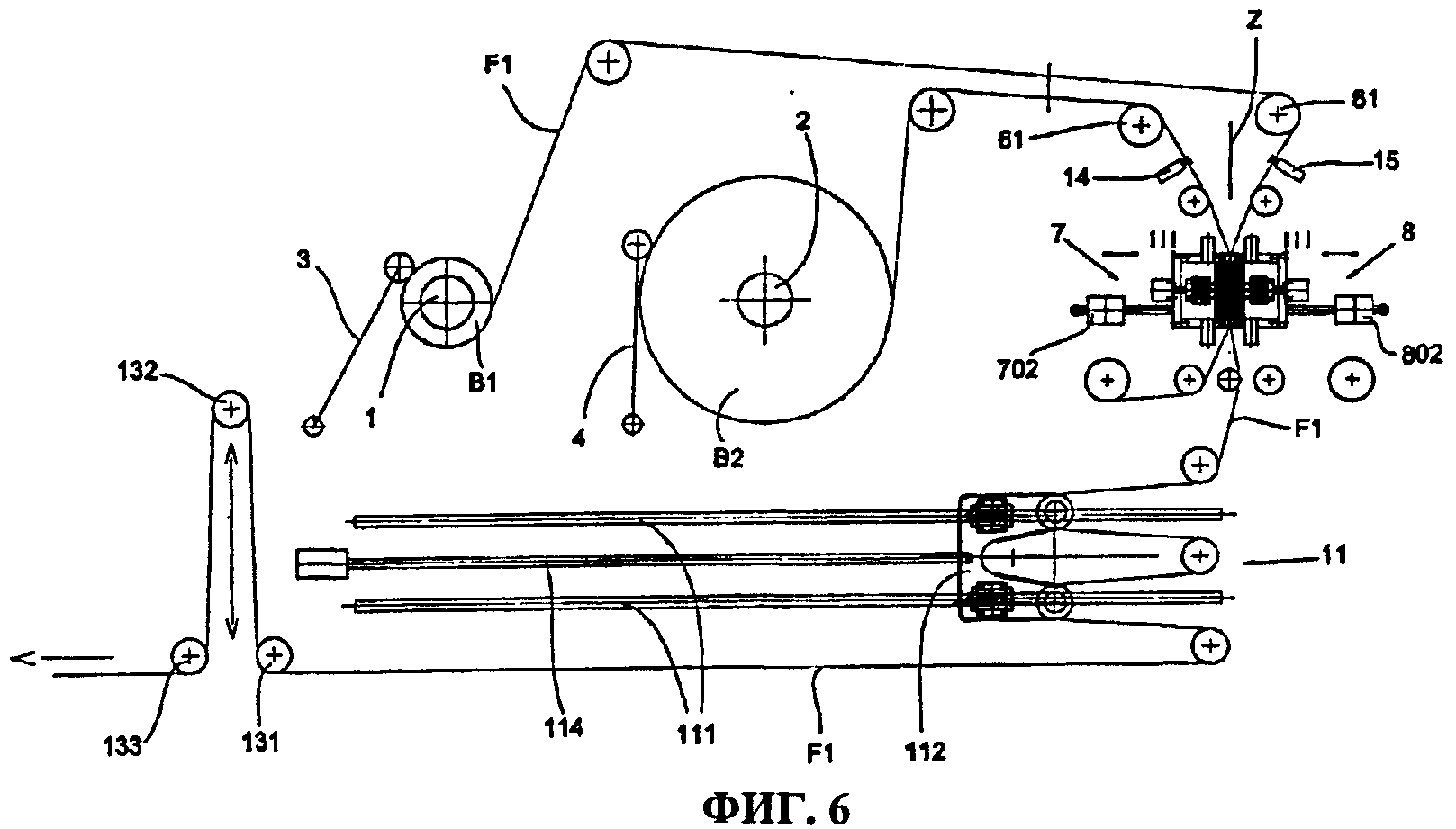
Как показано на фигуре 6, устройства 7 и 8 могут быть в этот момент перемещены вперед в положение A3 максимального выдвижения или в положение сварки. Начальная часть материала F2 и конечная часть материала F1, зажатые между передними стенками 701b и 801b в плоскости Z при действии всасывания, перекрываются. Сварочные лезвия 716, до этого находящиеся в положении отведения назад, перемещаются вперед под действием исполнительных механизмов 718, и, выйдя из корпуса через щели 708, воздействуют на материал для осуществления сварки на участке, соответствующем расстоянию между двумя линиями отрезания, которое определяется регулируемым положением лезвий.
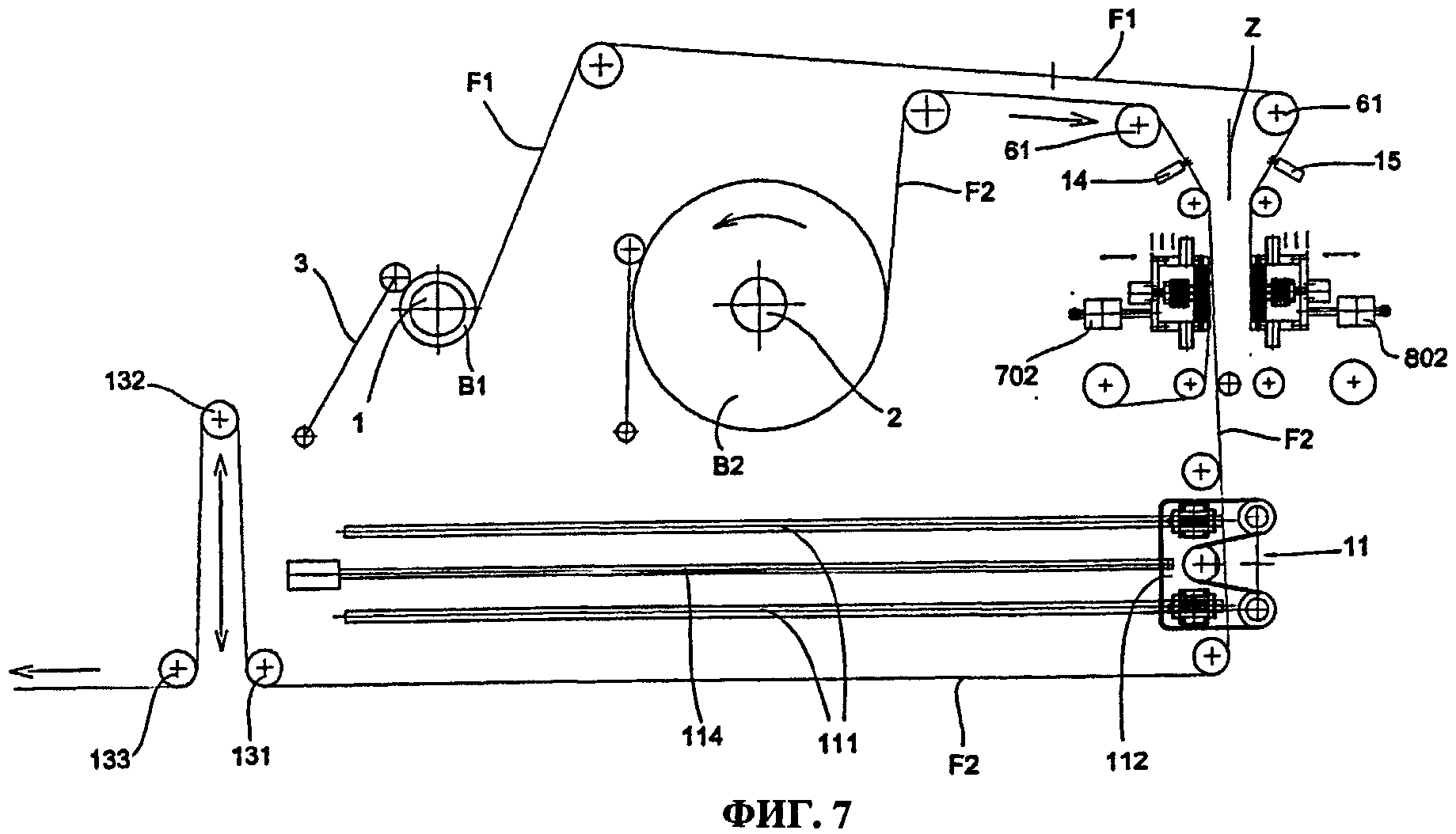
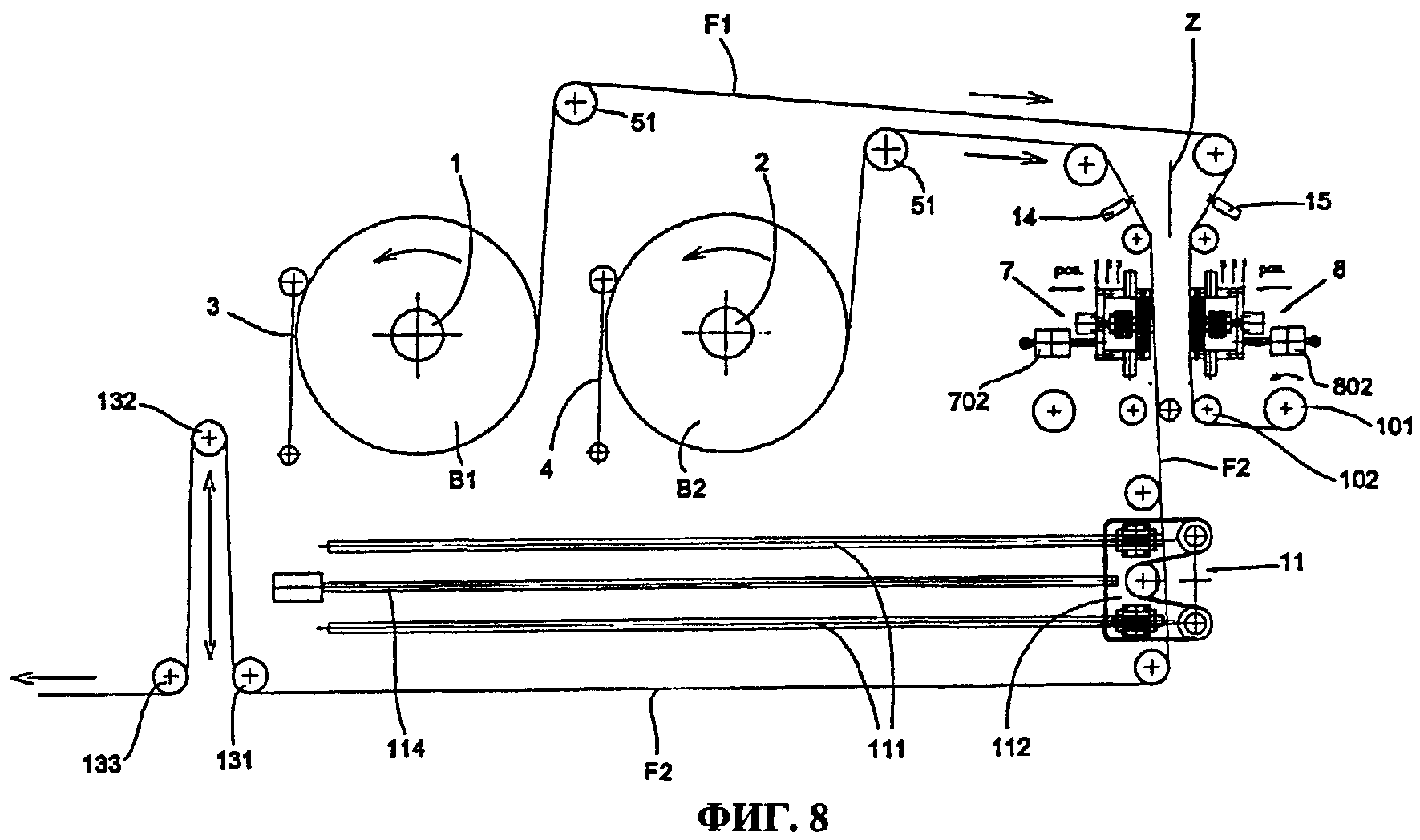
Сразу же после осуществления сварки (фигура 7) вал 2 может быть приведен во вращение. После того как всасывание в устройствах 7 и 8 прекращается и, соответственно, материал освобождается, эти устройства возвращаются в свои положения А1 максимального отведения назад, причем лезвия 716 возвращаются обратно в корпус 701. Каретка 112 накопителя 11 снова занимает свое переднее положение упора, заканчивая процесс высвобождения накопленного материала. После этого возобновляется нормальный рабочий режим, в этом случае с подачей материала F2, разматываемого с катушки В2 на валу 2. Наконец, на фигуре 8 представлена ситуация, которая является зеркальным отражением ситуации, представленной на фигуре 1, в которой заполненная материалом новая катушка В1 установлена на валу 1 вместо отработанной катушки, в то время как подача материала с катушки В2 продолжается без каких-либо помех. Следующая смена катушек будет осуществляться аналогичным образом.
Из вышеприведенного описания сразу становится понятно, как система по настоящему изобретению достигает положительного результата поддержания абсолютной непрерывности и равномерности подачи материала, поскольку операции отрезания осуществляются с максимальной точностью за счет использования позиционирующих отметок, нанесенных на материал в качестве точек отсчета. Поэтому будет выдерживаться точное расстояние между участками с напечатанными изображениями и/или текстом при сварке конечной части заканчивающегося материала и начальной части новой порции материала.
Длина участка сварки может изменяться по желанию в достаточно широких пределах благодаря модульности отрезных и сварочных устройств, а скорость подачи и, соответственно, производительность линии не будет снижаться благодаря накопительному устройству, емкость которого безусловно должна изменяться соответствующим образом (более высокие скорости работы линии требуют более высокой емкости накопительного устройства). Необходимо подчеркнуть важную роль группы натяжных роликов 91, 92, 101, 102, которые путем взаимодействия с начальной частью материала новой заполненной катушки поддерживают ее в натянутом состоянии, обеспечивающем действие устройств 7, 8 с максимально возможной точностью. Действие этой группы натяжных роликов 91, 92, 101, 102, предназначенных для взаимодействия с начальной частью материала новых заполненных катушек, чтобы поддерживать ее натянутой на соответствующих устройствах, технически не зависит от характеристик всасывающих, отрезных и сварочных устройств 7, 8, и поэтому эта группа натяжных роликов используется с положительным эффектом в устройстве по основному пункту прилагаемой формулы изобретения.
Таким образом, при использовании предлагаемых конструктивных решений упаковочные линии могут работать без перерывов с существенным повышением эффективности работы и с исключением потерь продукции, связанных с простоями оборудования.
Что касается конфигурации устройств 7 и 8, то должно быть понятно, что ширина сварочных пластин и ход отрезных лезвий могут изменяться в соответствии с шириной обрабатываемого материала. В более общем смысле устройства допускают различные модификации, такие как, например, исключение модулей сварки в одном из указанных двух устройств, если будет достаточно выполнять сварку лишь с одной стороны. Управление системой также может осуществляться без считывания позиционирующих меток, поддерживаемое лишь соответствующими настройками устройств измерения диаметра катушек.
Указания вертикального и горизонтального направлений, используемые в настоящем описании, относятся к типичной рабочей конфигурации устройств и к ориентации, представленной на фигурах, однако должно быть ясно, что они не должны пониматься как ограничивающие объем изобретения.
Настоящее изобретение было рассмотрено в настоящем описании в отношении одного из предпочтительных вариантов. Необходимо понимать, что могут быть и другие варианты осуществления изобретения, охватываемые его объемом, определяемым прилагаемой формулой.
Реферат
Группа изобретений относится к области упаковочных машин. Устройство подачи с катушек листового материала содержит два разматывающих вала и всасывающие, отрезные и сварочные устройства. На валах расположены катушки с материалом. Валы выполнены с возможностью подачи материала с катушек в направлении всасывающих, отрезных и сварочных устройств. Всасывающие, отрезные и сварочные устройства выполнены с возможностью перемещения, чтобы сближаться и отходить друг от друга. Каждое устройство сформировано группой сложенных модулей всасывания и отрезания. По меньшей мере, два модуля снабжены направляющими элементами для отрезных средств. Обеспечивается возможность выбора модулей и изменение их количества в соответствии с требуемой высотой сварки. При соединении начальной части материала заполненной катушки с конечной частью материала заканчивающейся катушки отрезание и сварку синхронизируют в соответствии с количеством разматываемого материала и сигналом считывания позиционирующих меток. Достигается возможность смены катушек без ограничения скорости подачи материала. 2 н. и 14 з.п. ф-лы. 22 ил.
Комментарии