Рулон ленточного материала без трубки, станок и способ для изготовления такого рулона - RU2408522C2
Код документа: RU2408522C2
Чертежи















Описание
Настоящее изобретение относится к улучшениям изготовления рулонов ленточного материала, такого как бумага, и в частности так называемой санитарно-гигиенической бумаги. В частности, изобретение касается улучшения станков и способов изготовления, а также рулонов материала.
Уровень техники
Рулоны туалетной бумаги, бумажных полотенец и другие продукты из санитарно-гигиенической бумаги обычно наматываются на втулки или трубки для намотки, которые выполнены из картона или другого материала. Эти втулки для намотки вставляются в перемоточный станок и на них наматывается требуемое количество бумаги. Получающиеся рулоны, называемые логами, далее разрезаются на меньшие рулоны, то есть рулоны с меньшей длиной по оси, которые предназначены для потребителя. Обычно втулки для намотки изготовлены на станках, в которых две или несколько полосок картона винтообразно наматываются на стержень. Стоимость этих станков и материала, нужного для изготовления втулок для намотки, вносят достаточный вклад в стоимость конечного продукта, а также указанные станки увеличивают сложность производственной линии. С целью отказа от использования втулок для намотки и получения продуктов в рулонах, содержащих большее количество намотанного материала, были исследованы различные системы, способы и станки, позволяющие изготавливать рулоны без использования втулок для намотки или центральных трубок. Примеры таких станков и способов описаны в патентах US 5603467; US 5538199; US 5639046; US 5690296; US 5839680.
Рулоны, полученные с использованием указанных технологий компактны и не содержат пустых мест в середине. Это может являться недостатком при их использовании, так как большая часть диспенсеров для продуктов, смотанных в рулоны, содержит осевые держатели, которые вставляются в отверстие втулок для намотки, на которые обычно намотаны подобные продукты. Отсутствие такого центрального отверстия фактически ограничивает использование рулонов, полученных с помощью упомянутых выше станков и способов, несмотря на то, что продукты без втулок для намотки имеют значительные преимущества, включая большее количество намотанной бумаги при одинаковом диаметре рулона, отсутствие оборудования по изготовлению втулок в производственной линии, экономию на исходных материалах (клеи, картон), нужных при изготовлении цилиндрических втулок, более легкая процедура разрезания логов на рулоны и отсутствие отходов (центральная втулка) после использования рулонов.
Задачи изобретения и раскрытие изобретения
Задача настоящего изобретения заключается в том, чтобы предложить рулон, имеющий достоинства рулонов без втулки для намотки, но не имеющий упомянутых выше типичных недостатков. Другая цель состоит в том, чтобы предложить рулон с технически прогрессивными характеристиками по сравнению с обычными рулонами.
Согласно другому аспекту, задача изобретения заключается в том, чтобы предложить перемоточную систему или станок, предназначенный для изготовления рулонов нового типа без центральной втулки для намотки, без упомянутых ранее недостатков и имеющих технически прогрессивные свойства по сравнению с обычными продуктами.
Еще одна задача настоящего изобретения состоит в том, чтобы предложить способ намотки для изготовления рулонов нового типа без центральной втулки и имеющих другие технически прогрессивные характеристики.
По существу согласно первому аспекту, изобретение относится к рулону ленточного материала без центральной втулки для намотки, в котором первая часть ленточного материала образует внутреннюю сердцевину рулона, а вторая часть ленточного материала намотана на сердцевину, и где, по меньшей мере, на один виток ленточного материала нанесен разделительный материал, расположенный между указанной внутренней сердцевиной и второй частью ленточного материала и покрывающий при этом участок, соответствующий, по меньшей мере, приблизительно половине витка ленточного материала.
Наличие этого разделительного материала между сердцевиной и внешней частью рулона позволяет извлекать сердцевину из остальной части рулона, разрывая ленточный материал по линии границы между внутренней частью рулона, образующей сердцевину, и внешней частью, образующей остальную часть рулона. Таким образом, рулон, являющийся твердой, полностью сплошной конструкцией, не нуждающийся, таким образом, во втулке для намотки или вале, имеет все преимущества, проистекающие из отсутствия центральной втулки для намотки и центрального отверстия, в процессе изготовления и также при распределении, при этом конечные пользователи могут выбирать использовать ли рулон в целом виде, например, когда у них есть соответствующий диспенсер без осевого держателя рулона, или выдвигать сердцевину из рулона, оставляя остальную часть рулона с центральным отверстием подходящих размеров (например, диаметром от 1,5 до 3 см), в которое можно вставить осевой держатель обычного диспенсера. В дополнение к указанной возможности двойного использования центральная сердцевина, которая извлекается из внешней части рулона, также является продуктом, который потребитель может использовать. Например, центральная сердцевина рулона санитарно-гигиенической бумаги, такого как рулон туалетной бумаги, также может быть использована как компактный, переносной рулон туалетной бумаги, который можно носить в сумке или возить в автомобиле.
Действительно, в путешествиях часто необходимы небольшие рулоны санитарно-гигиенической бумаги и общеизвестно, что часто для этой цели используют оставшуюся часть обычных рулонов туалетной бумаги или рулонов бумажных полотенец, хотя у них есть недостаток - малое количество бумаги по сравнению с их общими размерами (в основном из-за неиспользуемого объема трубки или втулки для намотки в середине). Сердцевина рулона, соответствующего изобретению, с другой стороны, является компактным рулоном смотанной бумаги, в котором используется все пространство.
Следовательно, продукт, полученный согласно изобретению, представляет собой, по существу, объединение двух независимых пригодных к использованию продуктов, изготовленных в ходе одной и той же процедуры и одного и того же станка, но которые можно разделить во время использования.
Вместо применения разделительного продукта (или в виде листа или в виде сыпучего материала) может быть предусмотрена область разделения, расположенная между внутренней частью или сердцевиной рулона и внешней частью рулона, указанная область может быть реализована в виде локального изменения плотности намотки. Например, плотность намотки может быть временно уменьшена, даже для очень ограниченного числа витков, создавая, таким образом, в рулоне область слабой намотки, которая разделяет часть внутренней сердцевины от внешней части рулона.
В другом варианте осуществления изобретения между внутренней частью или сердцевиной и внешней частью может быть вставлено достаточное число витков (или даже только один виток или число витков может изменяться от 1 до 50, предпочтительно, от 1 до 20 или от 1 до 10 или любое достаточное число витков), в которых изменена, по меньшей мере, одна характеристика поверхности ленточного материала, например, уменьшена шероховатость поверхности. Предпочтительно, чтобы это достигалось с помощью каландрирования соответствующего участка ленточного материала.
Таким образом, по существу и в общих чертах изобретение включает в себя изготовление рулонов с центральной сердцевиной или частью и внешней частью, причем между этими двумя частями создана граница, облегчающая выдвижение внутренней и внешней частей друг относительно друга.
Согласно другому варианту осуществления, изобретение включает в себя изготовление рулонов с сердцевиной или центральной частью и внешней частью, причем между этими двумя частями имеется неоднородность, которая облегчает выдвижение указанных внутренней и внешней частей друг относительно друга. Таким образом, изобретение также относится к намотанному рулону ленточного материала, предпочтительно такого, как санитарно-гигиеническая бумага, причем имеются две отдельные части, внутренняя или центральная часть и внешняя или наружная часть, которые способны выдвигаться друг относительно друга с тем, чтобы извлекать первую часть из второй. Предпочтительно, чтобы рулон без центрального отверстия или втулки для намотки, а центральная часть рулона состоит из витков ленточного материала, намотанных один на другой.
В целесообразном варианте осуществления изобретения ленточный материал имеет поперечные линии перфорации, вдоль которых конечный пользователь может отделять отдельные листы ленточного материала, например, санитарно-гигиенической бумаги. В этом случае целесообразно, чтобы разделительный материал был нанесен на ленточный материал по поперечной линии перфорации. Это облегчает разрывание ленточного материала и, следовательно, облегчает извлечение сердцевины из внешней части рулона, не нарушая при этом витки ленточного материала, которые расположены по линии границы между двумя частями рулона.
Разделительный материал может быть нанесен только на одну сторону ленточного материала или на обе стороны - в этом случае его предпочтительно наносить на две стороны в шахматном порядке, в то время как предпочтительно, чтобы поперечная линия перфорации содержалась в области перекрытия разделительных материалов, нанесенных на каждую сторону ленточного материала. Как объяснено в описании, снабженном несколькими примерами вариантов осуществления изобретения, это облегчает разделение двух частей рулона.
Разделительный материал может быть сыпучим, жидким, полужидким или твердым материалом, наносимым на одну или другую или обе стороны ленточного материала. Например, он может представлять собой восковой материал, который делает поверхность ленточного материала достаточно скользкой, уменьшая ее коэффициент трения по одному или нескольким виткам, которые разделяют центральную сердцевину от внешней части рулона, и, таким образом, облегчают выдвижение этих двух частей друг относительно друга.
Предпочтительно, чтобы разделительный материал представлял собой листы, которые, тем не менее, выполнены из продукта со сравнительно небольшим коэффициентом трения, например, из плотной бумаги, такой как писчая бумага, бумага для фотокопирования, бумага для принтера или подобная, или из пластика с подходящими свойствами, из листа бумаги, покрытой воском или подобных материалов.
Если разделительный материал представляет собой сыпучий материал, он может быть нанесен напылением или с помощью скребка или кистей или другими рассеивающими средствами. С другой стороны, когда разделительный материал представляет собой лист, предпочтительно, чтобы он крепился к ленточному материалу, например, с помощью клеящего вещества. В качестве альтернативы он может быть выполнен так, чтобы приставать к ленточному материалу благодаря механическому обжиманию или ультразвуку, тиснению, электризации или с помощью любого другого способа.
Предпочтительно, чтобы ленточным материалом, образующим рулон, была бумага, а особенно санитарно-гигиеническая бумага, хотя это не исключает возможности применения той же идеи изобретения при изготовлении рулонов ленточного материала другой природы, такого как пластик. Важно, чтобы в точке разделения сердцевины и остальной части рулона, то есть на границе между двумя частями, которые нужно выдвигать друг относительно друга, трение было меньше, чем между оставшимися витками ленточного материала. Это дает возможность выдвижения центральной сердцевины без телескопического раздвижения материала.
Диаметр центральной сердцевины рулона может изменяться в зависимости от предполагаемого способа использования рулона. Согласно целесообразному варианту осуществления изобретения, он будет составлять от 0,5 до 5 см, а предпочтительно от 1 до 3 см. Когда наматываемый ленточный материал представляет собой санитарно-гигиеническую бумагу, которую обычно используют при изготовлении туалетной бумаги или чего-то подобного, диаметр внутренней сердцевины, равный приблизительно 20 мм, соответствует длине намотанной бумаги, равной приблизительно 1,5 м, то есть соответствует количеству, достаточному для переносного использования.
На участок ленточного материала, образующий внутреннюю часть R1 рулона и/или разделительный материал может быть нанесена отдушка или лосьон.
Согласно другому аспекту настоящее изобретение касается способа изготовления рулона ленточного материала, свернутого без центральной втулки для намотки, указанный способ включает в себя следующие этапы:
- закручивание переднего конца ленточного материала и его наматывание с целью образования первой сердцевины указанного рулона из первого участка ленточного материала;
- создание границы или неоднородности, например, благодаря нанесению разделительного материала, по меньшей мере, на одну сторону ленточного материала;
- продолжение наматывания второго участка ленточного материала с целью завершения рулона.
Согласно еще одному аспекту, изобретение касается перемоточного станка, предназначенного для изготовления рулона ленточного материала, намотанного без центральной втулки для намотки, устройство содержит блок намотки (предпочтительно периферийного типа), причем ленточный материал наматывается на свой свободный передний конец с целью формирования рулона с центральной сердцевиной, а внешняя часть наматывается на центральную сердцевину. Обычно станок содержит устройство для создания границы или неоднородности между внутренней и внешней частями намотанного материала, граница или неоднородность облегчает выдвижение по оси указанных двух частей друг относительно друга и их последующее разделение.
В возможном варианте осуществления изобретения устройство содержит устройство нанесения разделительного материала на ленточный материал, наматываемый на рулон, устройство нанесения работает так, чтобы наносить разделительный материал после образования центральной сердцевины.
В другом варианте осуществления изобретения может присутствовать, например, устройство для каландрования, которое временно запускается для изменения поверхности участка ленточного материала, то есть, предпочтительно разглаживая поверхность, с целью формирования границы. Вообще говоря, вдоль пути подачи ленточного материала к области намотки или блоку намотки, имеется устройство, изменяющее, по меньшей мере, одну характеристику поверхности ленточного материала в заранее заданной части достаточной длины материала. Согласно возможному варианту осуществления изобретения эта изменяемая характеристика представляет собой шероховатость ленточного материала.
Другие полезные отличительные признаки и варианты осуществления рулона, способа и перемоточного станка, которые соответствуют изобретению, сформулированы в прилагаемой формуле изобретения и описаны более подробно со ссылками на некоторые варианты осуществления изобретения.
Краткое описание чертежей
Настоящее изобретение лучше пояснить с помощью описания и прилагаемых чертежей, которые показывают примеры вариантов осуществления изобретения, не ограничивая его объем. Более точно, на чертежах:
фиг.1 - вид, схематически показывающий первый вариант осуществления перемоточного устройства, соответствующего этому изобретению;
фиг.2 - вид, показывающий модифицированный вариант осуществления перемоточного устройства, соответствующего этому изобретению;
фиг.3 - вид, показывающий еще один вариант осуществления перемоточного устройства, соответствующего этому изобретению;
фиг.4 - вид, показывающий четвертый вариант осуществления перемоточного устройства, соответствующего этому изобретению;
фиг.5А-5Е - виды, показывающие порядок работы варианта осуществления перемоточного устройства с фиг.4;
фиг.6, 7, 8, 9, 10 и 11 - виды, схематически показывающие рулон, соответствующий различным вариантам осуществления изобретения;
фиг.12-15 - виды, схематически показывающие различные способы нанесения разделительного материала в виде листов на ленточный материал;
фиг.16 и 17 - виды, показывающие другой вариант осуществления станка, соответствующего изобретению; и
фиг.18 - схематический вид сбоку еще одного варианта осуществления станка, соответствующего изобретению.
Подробное описание предпочтительных вариантов осуществления изобретения
Как показано на фиг.1, согласно первому варианту осуществления изобретения, изобретение включает в себя использование перемоточного устройства, выполненного (что касается элементов для намотки) в основном так, как описано в патенте США номер 5639046, на который ссылаемся для более подробного описания конструктивных характеристик и функционирования перемоточного устройства такого типа.
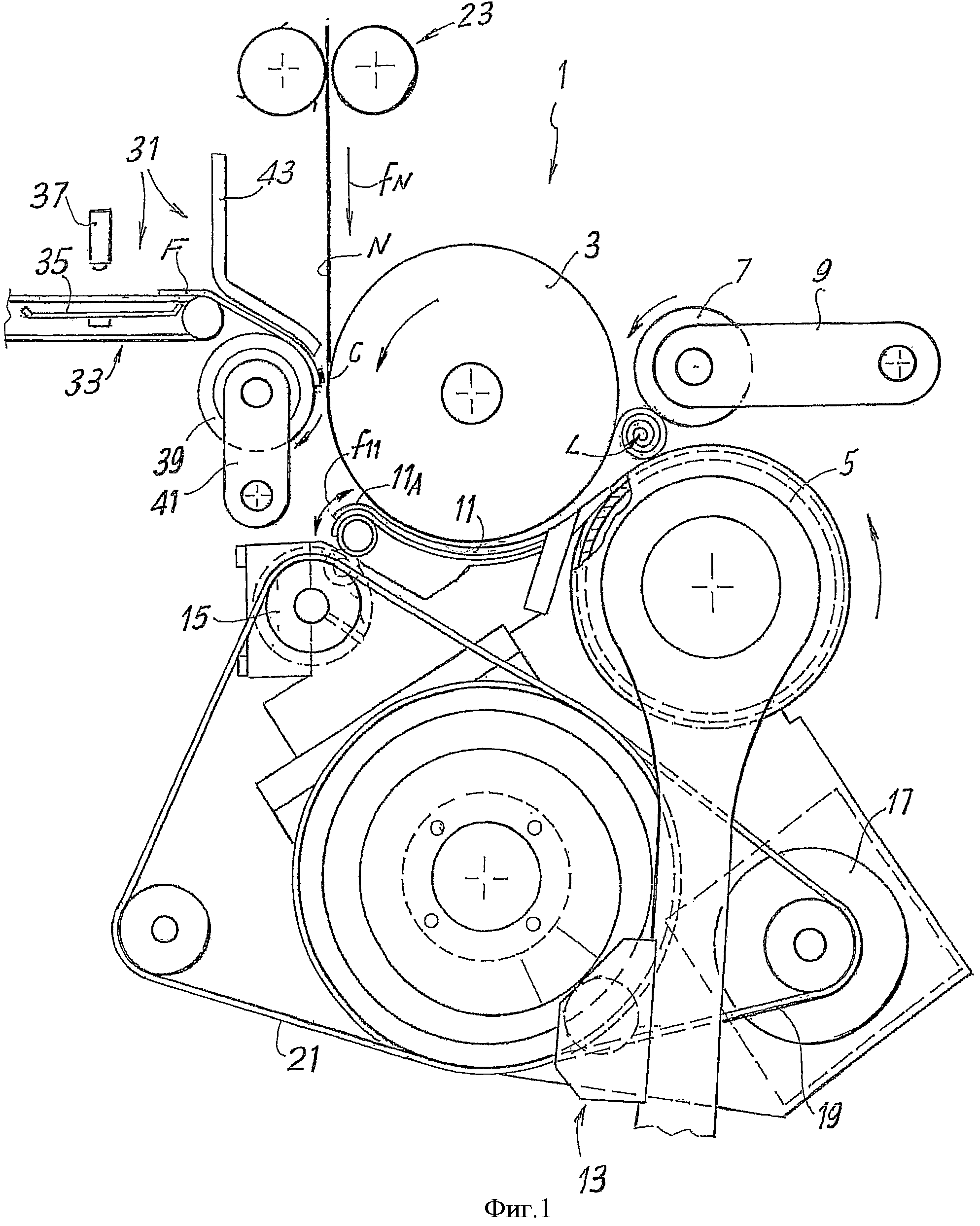
На фиг.1 показаны основные части установки для намотки рулонов. Перемоточное устройство, в целом обозначаемое ссылочной позицией 1, содержит первый намоточный вал 3, второй намоточный вал 5 и третий намоточный вал 7. Три намоточных вала образуют область намотки, где формируется рулон или лог L. Лог L, сформированный перемоточным устройством, далее разрезается, поперек своей оси на отдельные рулоны, длина по оси которых соответствует длине конечного продукта.
Намоточный вал 7 поддерживается качающимися рычагами 9 и постепенно поднимается с тем, чтобы дать возможность увеличения лога L, одновременно управляя его ростом. При наматывании рулона или лога L три вала 3, 5, 7 вращаются в одном направлении (в примере - против часовой стрелки) с практически одинаковой линейной скоростью, в то же время скорость нижнего намоточного вала 5 и возможно также вала 7, предназначенного для управления диаметром, изменяется (первый замедляется, а последний ускоряется) на этапе замены, то есть когда законченный рулон или лог L выгружается и на этапе начальной намотки загружается новый лог L, при этом способы загрузки известны специалистам в рассматриваемой области.
Между валами 3 и 5 имеется зазор, через который проходит (подается в направлении стрелки fN) ленточный материал N, подлежащий намотке для получения рулона или лога L. Выше (в смысле направления подачи ленточного материала) зазора между валами 3 и 5 расположена вогнутая поверхность 11, состоящая из изогнутого листа металла, полимера, армированного углеродистым волокном, или другого подходящего материала. Эта вогнутая поверхность способна совершать колебательные движения в направлении стрелки f11 с целью прижатия ленточного материала N к внешней поверхности намоточного вала 3, вызывая, таким образом, разрыв ленточного материала и последующую попытку намотки центральной части нового лога посредством закручивания переднего конца разорванного ленточного материала, что более подробно описано в упоминавшемся ранее патенте US 5639046.
Ссылочной позицией 13 обозначается блок, поддерживающий поверхность 11 и способный перемещаться к валу 3 и от него с тем, чтобы перемещать поверхность 11 ближе к указанному валу и от него. Также блок 13 поддерживает управляющий механизм 15, приводимый в действие двигателем 17 посредством ремней 19 и 21, что делается для быстрого прижатия ленточного материала N частью 11А изогнутой поверхности 11 к цилиндрической поверхности вала 3, что уже описано в упоминавшемся ранее патенте US 5639046.
Вдоль пути подачи ленточного материала N в установку для намотки рулонов имеется перфорирующее устройство, схематично обозначаемое ссылочной позицией 23 и создающее поперечные линии перфорации на ленточном материале N, нужные для деления материала на отдельные части, которые при использовании готового рулона могут быть оторваны вдоль линии перфорации.
Обычно, что выше (относительно направления подачи ленточного материала) входа в канал, определяемого между внешней поверхностью намоточного вала 3 и вогнутой поверхностью 11, расположено устройство нанесения разделительного материала, состоящее из устройства подачи листов, обозначенного в целом ссылочной позицией 31 и предназначенного для вставления в заранее установленные моменты времени отдельных листов F бумаги, пластика или другого подходящего материала заданной длины, вдоль пути подачи ленточного материала N.
Устройство 31 нанесения разделительного материала содержит транспортер 33 с камерой 35 засасывания, расположенной под верхней веткой транспортера 33. Одно сопло или ряд из нескольких сопел, схематически обозначенных ссылочной позицией 37, расположены вдоль транспортера 33 и при перевозке на транспортере 33 листа F они наносят клеящее вещество в заранее заданных местах поверхности листа F, чтобы указанный лист мог приклеиться к ленточному материалу N, как описано позже.
Ниже (относительно направления подачи ленточного материала) транспортера 33 расположен вал 39, который постоянно вращается в направлении, совпадающем с направлением подачи ленточного материала N, путь перемещения которого проходит между валом 39 и намоточным валом 3. Вал 39 установлен на качающихся рычагах 41, управляемых с помощью приводного устройства (не показано), что сделано для того, чтобы в заранее заданный момент времени толкать вал 39 вверх к валу 3 с целью крепления листа F к ленточному материалу N.
Лист F подается вперед транспортером 33 до тех пор, пока он не займет положение, схематически показанное на фиг.1, когда передний конец листа F удерживается на внешней поверхности вращающегося вала 39, причем лист F может быть, например, перфорированным по всей поверхности и поддерживаться благодаря разрежению, действующему с внутренней стороны и порождаемому вентилятором. Дефлектор 43 так направляет лист F, что он надлежащим образом опирается на дефлектор 43 и остается прикрепленным к вращающейся цилиндрической поверхности вала 39. Засасывающая сила, порожденная камерой 35 засасывания, больше силы засасывания, прилагаемой со стороны вращающегося вала 39, и, следовательно, она удерживает лист F до тех пор, пока он не будет прикреплен, что описано ниже, к ленточному материалу N. В качестве альтернативы вместо камеры 35 засасывания могут быть предусмотрены другие удерживающие средства, например, механические устройства.
В конструкции такого типа, когда перемоточное устройство 1 начало наматывать новый рулон или лог L и сформировало первую центральную часть или сердцевину указанного лога, вал 39 прижат к намоточному валу 3 и, так как два вала вращаются с линейной скоростью, соответствующей скорости ленточного материала N, это приводит к приклеиванию переднего конца листа F к ленточному материалу N (благодаря клеящему веществу, нанесенному соплами 37) и последующей подаче вперед указанного листа F, вместе с ленточным материалом N, по направлению к области намотки, где формируется лог L. Таким образом, как будет также понятно из подробного описания последовательности операций, внутри лога L, формируемого без центрального отверстия или втулки для намотки, будет находиться один или несколько витков, образованных листом F, который состоит из материала с низким коэффициентом трения или в любом случае более гладкого по сравнению с ленточным материалом N, который обычно является санитарно-гигиенической бумагой, предназначенной для изготовления рулонов туалетной бумаги, бумажных полотенец или подобного.
Например, лист F может быть листом пластика или даже, проще, листом бумаги для принтера, бумаги для фотокопировального устройства или подобным, масса которого составляет от 25 до 100 г/м2. Как будет понятнее позже, эта бумага - более гладкая по сравнению с санитарно-гигиенической бумагой, образующей ленточный материал N, - дает возможность отделения и извлечения центральной сердцевины из внешней части каждого рулона (полученного после поперечного разрезания лога L, сформированного на перемоточном устройстве), в результате чего внутри готового рулона образуется отверстие.
На фиг.2 показано перемоточное устройство 1, в основном, аналогичное устройству, описанному со ссылкой на фиг.1, за исключением другой конструкции устройства подачи 31 листов F. В этом случае устройство 31 подачи расположено на одной стороне с намоточным валом 3 относительно пути прохождения ленточного материала N. Вращающийся вал 39 взаимодействует с опорным валом 40, а не с намоточным валом 3, с целью осуществления той же процедуры крепления листа F на ленточный материал N, который непрерывно движется вперед, по существу, с постоянной скоростью в направлении стрелки fN. Ссылочной позицией С обозначается клеящее вещество, наносимое соплами 37 вблизи переднего конца листа F.
На фиг.3 показано перемоточное устройство 1, аналогичное устройствам, показанным на фиг.1 и 2, но в этом случае снабженное двумя устройствами подачи листов, обозначенных ссылочными позициями 31А и 31В соответственно. Устройство 31А подачи выполнено и расположено таким же образом, как и устройство 31 подачи с фиг.1, а устройство 31В подачи выполнено и расположено точно так же, как и устройство 31 подачи с фиг.2. Эта конструкция позволяет крепить лист F на каждую из противоположных сторон ленточного материала N, перемещающегося, по существу, с постоянной скоростью по направлению к области намотки, образованной валами 3, 5 и 7.
На фиг.4 показан вариант осуществления перемоточного устройства, который снова обозначен ссылочной позицией 1 и который содержит два устройства подачи, обозначенных здесь 51А и 51В и расположенных по обеим сторонам пути ленточного материала N с тем, чтобы крепить два листа на указанный материал N, как в случае с фиг.3, по одному листу с каждой стороны. Область намотки перемоточного устройства 1, по существу, такая же, как и область намотки перемоточного устройства 1, показанного в предыдущих вариантах осуществления изобретения.
Каждое из двух устройств 51А и 51В подачи содержит вращающийся засасывающий вал 53, на поверхности которого расположены отверстия 55. Два вала 53 двух устройств 51А и 51В подачи вращаются в противоположных направлениях, как описано ниже со ссылкой на последовательность с фиг.5А-5Е. Каждый вал 53 связан с накопительным устройством 57 листов F и устройством 59 распределения клеящего вещества, которое состоит, например, из ряда распределительных сопел. Валы 53 могут быть расположены один напротив другого и для этого поддерживаться качающимися рычагами (не показаны), которые управляются подходящими приводными устройствами (не показаны).
Далее будет подробно описано функционирование перемоточного устройства, конструкция которого показана на фиг.4, при этом будем ссылаться на фиг.5А-5Е. Это описание также прояснит, как работают перемоточные устройства в вариантах осуществления изобретения с фиг.1-3.
На фиг.5А рулон или лог L формируется между намоточными валами 3, 5 и 7. Ленточный материал N продвигается в направлении стрелки fN, по существу, с постоянной скоростью, а валы 53 двух устройств 51А и 51В ждут и могут тем временем забирать лист F из соответствующих накопительных устройств 57. Листы F удерживаются на внешней поверхности двух валов 53 благодаря засасыванию. При завершении наматывания на лог L заранее установленного количества ленточного материала N, лог извлекается, что приводит к разрыву ленточного материала N из-за прижатия поверхности 11 к намоточному валу 3. Контакт этих двух элементов также приводит к тому, что свободный передний конец ленточного материала, образованный после указанного разрыва, начинает закручиваться и наматываться сам на себя.
На фиг.5В начинается наматывание нового лога L, а предыдущий рулон или лог L готов и выгружен из области 3, 5, 7 намотки. Этап замены и начало наматывания нового рулона подробно не показаны, так как они, по существу, эквивалентны описанным в ранее выданном патенте US-A-5639046.
Валы 53 вращаются и их скорость увеличена до линейной скорости, в основном соответствующей скорости подачи ленточного материала N. Вблизи переднего конца каждого из двух листов F нанесена линия клеящего вещества С. Первый лист F, который прикреплен к стороне ленточного материала N, направленной к намоточному валу 3, крепится устройством 51В подачи, а второй лист F крепится устройством 51А подачи к противоположной стороне указанного ленточного материала N. Два листа приклеиваются к ленточному материалу N благодаря клеящему веществу С, нанесенному близко к соответствующим передним концам. Крепление листов обеспечивается прижатием двух валов 53 друг к другу, когда они временно вращаются с линейной скоростью, соответствующей скорости подачи ленточного материала N, таким образом на каждый из листов F и ленточный материал N, подаваемый в зазор между валами 53, действует давление.
На фиг.5С два листа F уже прикреплены к ленточному материалу N, который продолжает продвигаться по направлению к области 3, 5, 7 намотки. Как показано на фиг.5С, в этом примере задний конец листа F, прикрепленного устройством 51В подачи, частично перекрывается передним концом листа F, прикрепленного устройством 51А подачи. Тем не менее, это не является обязательным, фактически предпочтительно, чтобы два листа находились на некотором небольшом расстоянии друг от друга. В этом последнем случае задний конец первого листа и передний конец второго листа, которые расположены на противоположных сторонах ленточного материала N, оставляют открытой часть ленточного материала N, которая соответствует линии Р перфорации, созданной перфорирующим устройством 23 на ленточном материале N (смотри фиг.1 и вариант осуществления с фиг.4). Первый и второй листы также могут частично перекрываться, как показано на чертежах. Важно, чтобы линия Р перфорации ленточного материала N была расположена между двумя линиями клея, нанесенного на два листа.
На фиг.5D два листа F расположены в области ленточного материала, охватывающего намоточный вал 3 и близки к наматыванию на начальную сердцевину нового рулона или лога L, который формируется в области 3, 5, 7 намотки.
На фиг.5Е показано, каким образом лог L в дальнейшем увеличивается в диаметре и листы F оказываются вставленными между начальными витками рулона или лога L, отделяя центральную сердцевинную часть лога, обозначенную L1, от остальной части лога L, обозначенную L2. Как будет объяснено позже, готовые рулоны, полученные после поперечного разрезания лога L, компактны и не содержат намоточного отверстия, но внутренняя часть каждого рулона, соответствующая центральной части L1 лога, из которого они образовались, может быть извлечена из внешней части указанного рулона с целью получения рулона с центральным отверстием и, следовательно, получения рулона, аналогичного рулону, формируемому обычными перемоточными системами, использующими цилиндрические втулки.
Фактически листы F, прикрепленные к ленточному материалу N, определяют разделяющие поверхности или границы между перекрывающимися витками ленточного материала N, образующего лог L, и, следовательно, также образующего рулоны, полученные разрезанием указанного лога, и слои могут перемещаться друг относительно друга вдоль указанных разделяющих поверхностей, разрывая ленточный материал N вдоль линии Р перфорации в области между задним концом одного листа F и передним концом противоположного листа F, то есть между двумя точками, где листы F соединены с ленточным материалом N.
Эта идея схематически показана на фиг.6 и 7. Более точно, на фиг.6 со значительным увеличением показана внутренняя область рулона R, полученного после поперечного разрезания лога L, где ссылочной позицией R1 обозначена внутренняя часть или сердцевина, а где ссылочной позицией R2 обозначена внешняя часть, окружающая сердцевину, указанные части соответствуют частям L1 и L2 лога L, из которого получается рулон R.
Ссылочной позицией L1 обозначается передний конец ленточного материала N. Ссылочной позицией F1 обозначается лист, прикрепленный устройством 51В подачи или, более точно, полоска указанного листа, остающаяся внутри каждого рулона R, после его отрезания из лога L. Этот лист образует, по меньшей мере, один виток (в показанном примере, но он может образовывать несколько витков), который полностью окружает сердцевину или начальную часть R1 рулона R. Передний конец (то есть самый внутренний конец) листа F2, соответствующего листу F, прикрепленному устройством 51А подачи, расположен рядом с линией Р перфорации и также образует один или несколько витков внутри рулона.
Благодаря действию давления на гладкую внешнюю поверхность сердцевины R1 рулона R, преодолевая, таким образом, трение между двумя листами F1 и F2, внутренняя часть R1 выдвигается из внешней части R2, разрывая ленточный материал N вдоль линии Р перфорации, расположенной между двумя перекрывающимися концами листов F1 и F2. Это приводит к такому выдвижению внутренней сердцевины R1 рулона из внешней части R2, что последняя часть выглядит как обычный рулон бумаги, намотанной на цилиндрическую втулку. Часть сердцевины R1 остается обернутой одним или несколькими витками листа F1, а стенка отверстия, образовавшегося в части R2 рулона обложена изнутри листом F2.
Когда лог L формируется перемоточным устройством, тип которого показан на фиг.1, причем только один лист F прикрепляется к поверхности ленточного материала N, направленной внутрь, то есть к оси лога, то получаются продукты, показанные на фиг.8 и 9. В показанном примере центральная часть или сердцевина R1 рулона R обмотана приблизительно одним витком материала, образующего лист F, самый внутренний конец которого приблизительно соответствует линии Р перфорации. Если внутреннюю часть R1 рулона R толкнуть в осевом направлении, то это позволить выдвинуть внутреннюю часть между первым витком внешней части R2 рулона и листом F, который остается прикрепленный к внутренней части R1 рулона R. На фиг.9 показано, каким образом отверстие во внешней части R2 остается обложенным изнутри листом F, когда внутренняя часть R1 выдвинута из внешней части R2.
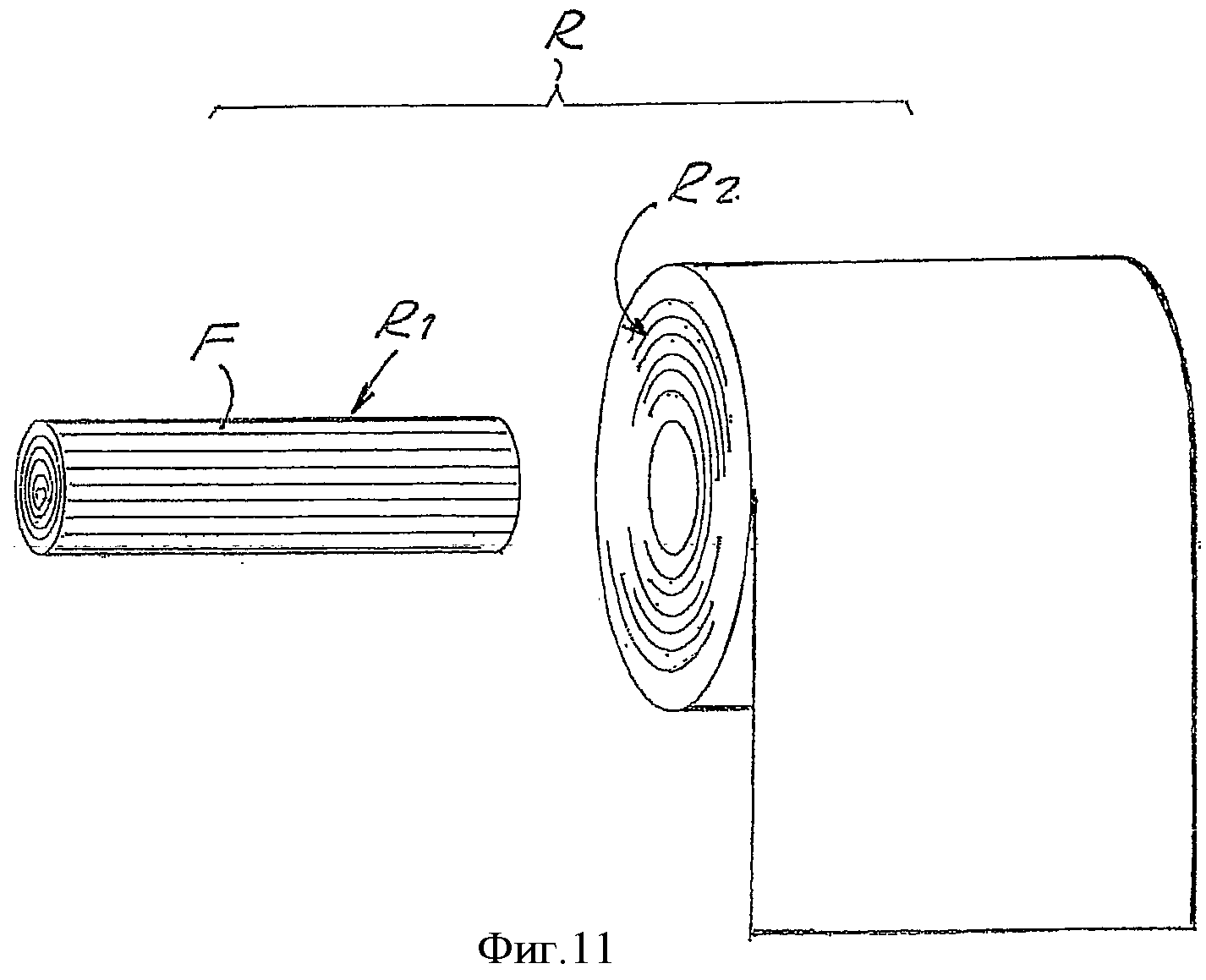
Наоборот, на фиг.10 и 11 показана ситуация, когда лист F прикреплен к другой стороне, то есть к стороне ленточного материала N, направленной наружу, причем конструкция соответствующего перемоточного устройства показана на фиг.2. Линия Р перфорации расположена близко к заднему концу листа F. Если надавить в осевом направлении на сердцевину R1, то она выдвинется из внешней части R2, причем у последней в середине останется не обложенное изнутри отверстие, а извлеченная внутренняя часть R1 обложена изнутри листом F, приклеенным к указанной сердцевине.
В описанных выше примерах, предполагается, что клеящее вещество нанесено вблизи переднего конца листа разделительного материала, то есть к концу, который расположен впереди относительно направления подачи ленточного материала. Тем не менее, как упомянуто ранее, это не единственный путь закрепления листа разделительного материала на ленточном материале. Например, указанное крепление может быть получено с помощью механического обжимания или ультразвука, электризации, тиснения или с помощью любого другого способа. Когда используются такие альтернативные варианты, целесообразно, чтобы склеивание листового материала и ленточного материала распространялось приблизительно на всю длину листового материала.
С другой стороны, когда используется клеящее вещество, оно также может быть нанесено в нескольких местах, а не только вблизи переднего конца листового материала.
На фиг.12 и далее схематично показаны способы нанесения клеящего вещества в несколько мест. На каждой фигуре ссылочной позицией N обозначается часть ленточного материала, продвигающегося в направлении стрелки fN; ссылочной позицией Р обозначается линия перфорации, вдоль которой ленточный материал N, смотанный в рулон, разрывается, когда две части R1 и R2 подвергаются воздействию силы, извлекающей первую часть из последней. Ссылочной позицией F обозначается лист разделительного материала в случае, когда используется только один лист, а ссылочные позиции F1 и F2 используются для обозначения двух листов разделительного материала, когда в одном рулоне R используются два листа указанного материала.
На фиг.12 показана позиция для крепления листа F на ленточный материал N, так что лист остается намотанным на сердцевину R1 рулона R. В этом случае лист крепится с помощью двух областей С1 и С2 клеящего вещества, нанесенных вблизи переднего конца Lt и заднего конца Lc листа F. С помощью двойной поперечной линии С1, С2 клеящего вещества лист F остается прикрепленным к внутренней сердцевине R1, таким образом сердцевина остается смотанной даже тогда, когда она полностью извлечена из внешней части R2. Линия перфорации расположена близко к заднему концу Lc, ниже (относительно направления подачи ленточного материала N) относительно линии С2 клеящего вещества. Указанное клеящее вещество может просачиваться с целью крепления последнего витка части R1 к внутреннему витку. Также оно может быть нанесено на сторону ленточного материала N, противоположную стороне, к которой крепится лист F, и может распределено так, чтобы последний приклеивался к ленточному материалу N.
На фиг.13 лист F прикреплен к противоположной стороне ленточного материала N, ниже (относительно направления подачи ленточного материала N) линии Р перфорации, здесь снова используются две области С1 и С2 клеящего вещества, расположенные вблизи переднего конца Lt и заднего конца Lc соответственно. Клеящее вещество С2 может служить для исключения потери управления задним концом Lc.
На фиг.14 и 15 показаны два способа крепления двух листов F1, F2 разделительного материала на ленточный материал N. В первом случае линия Р перфорации расположена между задним концом Lc первого листа F1 и передним концом Lt второго листа; два листа F1, F2 не перекрываются. Лист F1 закреплен с помощью двух пятен С1 и С2 клеящего вещества. Второе пятно С2' или линия клеящего вещества может быть нанесено на сторону, противоположную стороне, на которой закреплен лист F1. Аналогично решение также может быть использовано в случае с фиг.12 с тем, чтобы закрепить свободный конец части R1 рулона.
На фиг.15 задний конец Lc листа F1 перекрывает передний конец Lt листа F2, при этом линия Р перфорации расположена между ними.
Вообще говоря, когда используется один лист F разделительного материала, он может крепиться как к части R1, так и к части R2 рулона R, в зависимости от его расположения относительно линии Р перфорации и положением клеящего вещества С1.
В показанных выше различных примерах предполагается, что один лист разделительного материала прикреплен к одной стороне ленточного материала N или прикреплены два листа, каждый к своей стороне. В качестве альтернативы, в дополнение к использованию разделительного материала, форма которого отлична от листов, например, нанесение воскового материала в виде спрея, также могут быть нанесены один или несколько листов разделительного материала, размещенные на расстоянии друг от друга, при этом они могут покрывать один виток ленточного материала или менее. Фактически покрытие разделительным материалом области, соответствующей, например, от половины до двух третей длины одного витка достаточно для того, чтобы добиться перемещения частей R1 и R2 ленточного материала друг относительно друга.
Согласно предпочтительному варианту осуществления изобретения, разделительный материал, - или в форме листового материала или сыпучего материала, распределенного по поверхности ленточного материала - растворим в воде с тем, чтобы от него можно было избавиться непосредственно в туалете.
Вместо использования дополнительных устройств распределения или нанесения разделительного материала, в возможном альтернативном варианте осуществления изобретения, разделительный материал, предназначенный для завертывания центральной сердцевины R1, может быть нанесен с использованием намоточного вала 7 с подвижной осью. Решение этого типа показано на фиг.16 и 17. Одинаковые ссылочные позиции обозначают узлы, соответствующие или эквивалентные узлам из варианта осуществления изобретения с фиг.3. Верхний намоточный вал 7 связан с устройством 31В подачи листов, который на схематическом чертеже содержит поверхность 34 для доставки листов F, которые продвигаются вперед с помощью подающих валиков (не показаны) или ремней или любым другим способом и которые могут состоять из предварительно нарезанных листов или участков материала, подаваемых от бобины. Две линии С1 и С2 клеящего вещества, которые могут быть непрерывными, а могут быть разрывными, нанесены на лист F, одна линия - вблизи переднего конца Lt, а другая - вблизи заднего конца Lc. Плоскость подачи установлена на таком уровне (который можно регулировать), чтобы, когда лог L выгружается из области намотки (фиг.16), подвижный вал 7 был расположен вблизи указанной плоскости. В этом положении, возможно после того, как качающийся рычаг 9, поддерживающий вал 7, переместился слишком высоко вверх, передний конец Lt листа F зацепился, благодаря засасыванию, за вал 7, содержащий участок 7А засасывания. В этой точке начинает формироваться центральная сердцевина L1 следующего лога L, она достигает зазора между намоточными валами 3 и 5 или уже прошла его, но еще не достигла требуемого для части L1 диаметра.
На фиг.17 показан следующий этап, когда лог L выгружен и вал 7 опущен, а передний конец Lt листа F контактирует с начальной частью формируемого в текущий момент рулона. Линейная скорость, угловое положение и опускание вала 7 выбраны так, чтобы приводить к закреплению переднего конца Lt благодаря клеящему веществу С1 на самом внешнем витке сформированной части L1 сердцевины. Задний конец Lc может быть приклеен с помощью клеящего вещества С2 (если оно присутствует) или может оставаться свободным, так как в любом случае его зацепит и будет удерживать на месте следующий виток ленточного материала N.
Перемоточный станок может содержать устройство 31А подачи, которое в этом случае работает так, как описано со ссылками на фиг.3, и служит для той же цели. Тем не менее, это устройство подачи может отсутствовать.
В описанных ранее вариантах осуществления изобретения между сердцевиной или внутренней частью R1 рулона и внешней частью R2 рулона создается граница с помощью нанесения разделительного материала, обычно имеющего форму листа, приклеенного к ленточному материалу. Тем не менее, разделительная граница между двумя концентрическими частями каждого рулона также может быть изготовлена другими способами. Например, может быть локально изменена шероховатость или любая другая характеристика поверхности ленточного материала (которая предпочтительно влияет на коэффициент трения), при этом указанное изменение может быть распространено приблизительно на половину витка или полный виток или даже на несколько витков, например, 2 или 3 витка, или даже на большее количество витков, например, от 1 до 50, а предпочтительно от 1 до 20, причем указанные витки расположены между внутренней и внешней частями рулона.
Ленточный материал (обычно санитарно-гигиеническая бумага) может быть, например, подвергнут каландрованию с целью сделать его поверхность более гладкой. На фиг.18 схематически показан перемоточный станок, по существу, аналогичный станку с фиг.4, где опущена система подачи листов F, а вместо нее размещен каландр 200, содержащий два вала 201 и 203. В показанном примере, вал 201 содержит цилиндрическую боковую поверхность постоянного радиуса, а вал 203 содержит часть 203А, имеющую больший диаметр. Таким образом, вал 201 может постоянно вращаться, а вал 203 может вращаться только тогда, когда надо создать границу между двумя (внутренней и внешней) частями рулона или лога. Благодаря вращению вала 203, даже на один оборот, часть 203А прижимается к валу 201. Радиус указанной части 203А принимает такое значение, что указанная часть сдавливает и, следовательно, каландрует ленточный материал N. Это каландрование осуществляет для части материала, длина которой равна длине части 203А.
В качестве альтернативы диаметр двух валов 201, 203 может быть постоянным и валы могут быть прижаты друг к другу в подходящее время. Вал 201 может вращаться непрерывно или, аналогично валу 203, может вращаться только тогда, когда нужно каландровать ленточный материал.
Граница между внутренней и внешней частями рулона или лога также может быть образована с помощью локального изменения плотности намотки. Этого можно достичь, изменяя давление, которое вал 7 оказывает на рулон или лог L, или регулируя скорость вращения валов, или сочетая указанные действия.
На фиг.18 показан еще один возможный отличительный признак станка, соответствующего изобретению. Он состоит в наличии режущего вала 301, укомплектованного режущей пластиной 301А или другими режущими средствами, взаимодействующими с контрпластиной или канавкой 303, выполненной в поверхности намоточного вала 1. Режущий вал 301 может подходить к валу 1 и отводиться от него, чтобы при необходимости осуществления поперечного разреза только пластина 301А взаимодействовала с контрпластиной 303. В качестве альтернативы режущий вал может быть выполнен так, чтобы при необходимости осуществления разреза он завершал только один виток. Таким образом, поперечный разрез может быть выполнен в ленточном материале по границе или неоднородности между внутренней и внешней частями рулона. Это будет облегчать перемещение двух указанных частей друг относительно друга. Часть цилиндрической поверхности намоточного вала 1 на двух сторонах контрпластины 303 перфорирована и взаимодействует с камерой засасывания, что дает возможность засасывающему действию удерживать концы ленточного материала, полученные после разрезания, чтобы они могли быть переведены в область, где формируется рулон или лог.
В качестве альтернативы, особенно если не требуется перфорации ленточного материала, пластина 301А может быть зазубрена с целью получения одной линии перфорации в каждом рулоне, совпадающей с областью границы или неоднородности, которая отделяет две, внутреннюю и внешнюю, части рулона. Как одна поперечная перфорация в области границы между внутренней и внешней частями, так и линии перфорации, разделяющие ленточный материал на отдельные отрывные листы, могут быть выполнены указанным способом. Этот способ может быть использован для получения большего количества помеченных линий перфораций в области границы или неоднородности, облегчая, таким образом, извлечение внутренней части из внешней части рулона.
Надо понимать, что чертежи только иллюстрируют один пример, являющийся просто практической демонстрацией изобретения, которое может иметь различные формы и варианты осуществления, не выходя за рамки объема изобретения. Любые ссылочные позиции в прилагаемой формуле изобретения предназначены единственно для облегчения чтения формулы изобретения со ссылками на описание и чертежи и не ограничивают объем изобретения, представленный в формуле изобретения.
Реферат
Изобретения относятся к рулону ленточного материала без трубки, способу изготовления рулона ленточного материала без трубки и перемоточному станку для изготовления рулона ленточного материала без трубки. Рулон содержит первую внутреннюю часть ленточного материала, которая образует внутреннюю сердцевину рулона, и вторую внешнюю часть ленточного материала, которая намотана на внутреннюю сердцевину рулона. Между первой внутренней частью, образующей внутреннюю сердцевину, и второй внешней частью, намотанной на сердцевину, имеется граница, облегчающая выдвижение друг относительно друга первой и второй частей ленточного материала. Первая внутренняя часть и вторая внешняя часть ленточного материала формируют два независимых пригодных для использования продукта в форме рулонов ленточного материала. Способ изготовления ленточного материала без трубки заключается в облегченном извлечении первой центральной части ленточного материала из второй внешней части ленточного материала за счет границы или неоднородности между первой центральной частью и второй внешней частью. Перемоточный станок для изготовления рулона ленточного материала содержит блок намотки, в котором ленточный материал наматывается на свой свободный конец без намоточной сердцевины для формирования рулона с первой внутренней частью ленточного материала, формирующего сердцевину, и второй внешней частью ленточного материала, намотанного вокруг центральной сердцевины. Перемоточный станок содержит устройства, которые могут быть запущены при намотке каждого рулона для создания границы между первой и второй частями ленточного материал
Формула
Документы, цитированные в отчёте о поиске
Бессердечниковый рулон и способ его обработки
Комментарии