Рулон из гибкого материала со средством удержания витков - RU2397135C2
Код документа: RU2397135C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ПРЕДЛАГАЕМОЕ ИЗОБРЕТЕНИЕ
Предлагаемое изобретение относится к адсорбирующей бумаге, папиросной бумаге, или другому подобному материалу, при этом материал смотан в рулон и предназначен для вытирания поверхностей насухо. В частности, предлагаемое изобретение относится к гигиеническим изделиям или изделиям бытового назначения, таким как бумажные рулоны для вытирания поверхностей насухо, бумажные полотенца, рулонная туалетная бумага и т.д.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Бумажные рулоны для указанных применений состоят из одной длинной ленты, которая может быть как однослойной, так и многослойной. На такой длинной ленте могут быть предварительно выполнены насечки, разбивающие ленту по длине на отрывные листки, рулон образован намоткой ленты вокруг некоторой оси, предпочтительно вокруг некоторого опорного элемента, выполненного, например, в форме стержня, на который надевается сердечник рулона, рулон, таким образом, может иметь сердечник, но могут быть рулоны и без сердечника.
Такой рулон, представляющий собой смотанную длинную ленту, может разматываться с внешнего конца в некотором направлении, которое назовем направлением разматывания. В данном случае мы имеем дело с рулоном тангенциального или окружного разматывания. После удаления сердечника, если таковой имеется, рулон можно разматывать изнутри, начиная с его центральной части, вытягивая ленту в направлении продольной оси рулона, перпендикулярно плоскости его наматывания. В последнем случае говорят, что это рулон центрального разматывания.
Что касается рулонов, не содержащих сердечника, то их недостатком является заваливание стенок полого центрального канала внутрь. Дело в том, что при наматывании ленты в рулон она подвергается некоторому вытягиванию по длине, а поскольку лента обладает некоторой упругостью, после снятия рулона со шпинделя наматывающего устройства имеет место ее стремление к укорочению и уплотнению намотки, что находит выход в заваливании внутрь стенок полого центрального канала, оставшегося без опоры. Это заваливание стенок полого центрального канала внутрь может случиться также при распиливании исходного широкого рулона на готовые рулоны, а также при последующем манипулировании с рулонами. Заваливание стенок полого центрального канала внутрь может иметь место также в рулонах, из которых вынут сердечник.
Этот недостаток доставляет трудности при использовании бумажных рулонов центрального разматывания, поскольку после заваливания стенок полого центрального канала внутрь остается мало пространства для того, чтобы ухватить концевой виток рулона. Поэтому пользователь вынужденно захватывает сразу несколько витков, что приводит к неэкономичному использованию материала. В случае рулона окружного разматывания при заваленных стенках полого центрального канала рулон трудно насадить на стержень держателя.
Преодоление этого недостатка в случае бессердечникового рулона центрального разматывания предлагается в международной патентной заявке WO 2005/005295 и в патентной заявке Франции FR04 05022. В упомянутых патентных заявках предлагается создание начального нерабочего участка ленты, предназначаемого для захвата рукой, при этом свободный конец ленты перемещают вбок таким образом, чтобы он выдавался с какой-либо одной боковой стороны рулона.
Однако это решение может оказаться недостаточным, если предварительно сделанные насечки на ленте, образующей рулон, недостаточно функциональны, и если полый центральный канал рулона деформирован или, хуже того, его стенки полностью завалены внутрь. В таком случае первый отделяемый по насечке листок бумаги оторвется при вытягивании упомянутого начального нерабочего участка ленты, и остальные отрывные листки станут труднодоступны, если вообще доступны для захвата рукой.
Кроме того, в процессе использования рулона центрального разматывания, размещенного на подходящем держателе, если не обеспечено поддержание формы стенок полого центрального канала, они в любое время могут завалиться, результатом чего станет образование затора вокруг стержня держателя, и дальнейшее использование рулона станет невозможным.
Другие предлагаемые решения проблемы связаны с использованием связующего агента, воды, добавок, клея или любого другого материала, обеспечивающего поддержание формы стенок полого центрального канала после снятия рулона со шпинделя наматывающего устройства до начала использования этого рулона. Однако и эти решения нельзя признать полностью удовлетворительными.
При нанесении на начальные (то есть самые внутренние) витки рулона связующего агента обеспечивается возможность создания хорошо оформленного полого центрального канала, форма поперечного сечения которого определяется формой поперечного сечения шпинделя наматывающего устройства. У шпинделей, использующихся в данной отрасли, поперечное сечение может быть многоугольным, рифленым или круглым. Соответствующую форму принимает и поперечное сечение полого центрального канала рулона. Однако, поскольку эти начальные витки соединены вместе, невозможно вытянуть только первый отрывной листок. Во многих случаях невозможно избежать того, что сразу вытаскиваются все эти витки, что приводит к неэкономичному расходованию материала. Кроме того, за пределами этих начальных витков поддержание формы полого центрального канала рулона не обеспечивается, поэтому во время использования рулона, или в другое время, есть риск заваливания стенок полого центрального канала внутрь.
Предлагалось также решение, при котором связующий агент наносится только на среднюю часть начальных витков рулона, в то время как его края остаются не проклеенными. При этом захват рукой первого отрывного листка облегчается, однако и при таком техническом решении проблема заваливания стенок полого центрального канала внутрь, в частности, в процессе использования рулона, не решается до конца.
Согласно изобретению, описанному в патенте США US 6179235, связующий агент наносится на по меньшей мере одну из двух вертикальных боковых поверхностей рулона или по меньшей мере на один из краев ленты, образующей рулон. Однако при таком техническом решении не удается эффективно предотвратить заваливание стенок полого центрального канала рулона внутрь в процессе его использования, особенно в случае рулонов большого размера.
КРАТКОЕ ОПИСАНИЕ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Предлагаемым изобретением предусматривается такое техническое решение, при котором обеспечивается преодоление вышеуказанных недостатков известных решений.
Предметом предлагаемого изобретения является бессердечниковый рулон, образованный лентой из гибкого материала, например абсорбирующего волокнистого материала, полученный путем наматывания ленты на шпиндель наматывающего устройства с образованием по центру рулона полого центрального канала, при этом имеется первый набор витков, связанных между собой, характеризующийся тем, что выделен второй набор витков, не являющихся связанными, расположенный между упомянутым полым центральным каналом рулона и упомянутым первым набором витков.
Один виток рулона соответствует одному обороту по окружности рулона. Связанные витки - это витки, соединенные между собой посредством какого-либо связующего средства, в том числе воды, при этом разделение этих связанных витков путем разматывания рулона в обычном режиме его использования не представляет трудности.
Преимуществом технического решения, предусматриваемого предлагаемым изобретением, является то, что оно легко осуществимо, например, путем набрызгивания, определенным образом, жидкого связующего средства в процессе наматывания рулона. При этом не требуется никакого дополнительного оборудования. В предпочтительных вариантах осуществления предлагаемого изобретения в качестве связующего средства используется вода или клеящее вещество на водной основе.
С обеспечением преимущества количество витков второго набора витков, не являющихся связанными, выбирается от двух и более. В предпочтительных вариантах осуществления предлагаемого изобретения это количество таково, что общая длина витков этого второго набора меньше, чем 10% от полной длины ленты, образующей рулон.
Предлагаемое техническое решение применимо, в частности, к рулонам с тугой намоткой, что позволяет производить плотно намотанные и компактные рулоны. Такие рулоны могут производиться как рулоны центрального разматывания, предпочтительно с одним свободным концом от первого, начиная с центра рулона, витка, где имеется полый канал, смещенный относительно одной из боковых вертикальных поверхностей рулона, или же такие рулоны могут производиться как рулоны окружного разматывания.
Еще в одном варианте предлагаемого изобретения предусматривается, что рулон содержит по меньшей мере один дополнительный набор витков, связанных между собой, который расположен между первым набором витков (также связанных между собой) и периферией рулона, при этом эти наборы связанных между собой витков разделены несвязанными витками. Эту последовательность несвязанных витков и наборов связанных между собой витков можно повторять многократно (N раз, где N≥1), если это представляется желательным, а также в зависимости от склонности материала рулона к заваливанию стенок полого центрального канала внутрь, которая, в свою очередь, в некоторой степени зависит от размеров рулона. Преимуществом этого технического решения является то, что оно позволяет предотвратить заваливание внутрь стенок полого центрального канала даже тогда, когда значительная часть рулона уже использована, и образовался полый центральный канал большого размера.
Характер нанесения связующего агента может различаться для разных рулонов и для разных наборов связанных витков в одном и том же рулоне как в отношении природы связующего средства, так и в том, что касается покрываемой площади, количества, длины и места нанесения связующего средства.
Одной из целей предлагаемого изобретения является также создание способа получения рулона, при котором ленту наматывают вокруг шпинделя, и связующее средство наносят таким образом, что после наматывания определенного числа витков, не являющихся связанными между собой, обеспечивается связывание некоторого количества витков между собой. При этом первые или начальные витки, наматываемые вокруг шпинделя, не являются связанными между собой.
Предлагаемое изобретение будет лучше понято, и его дополнительные преимущества будут лучше проявлены при чтении последующего описания изобретения. Последующее описание изобретения опирается на конкретные примеры осуществления, проиллюстрированные на прилагаемых чертежах.
КРАТКОЕ ОПИСАНИЕ ПРИЛАГАЕМЫХ ЧЕРТЕЖЕЙ
На фиг.1 схематично показан бумажный рулон по предлагаемому изобретению.
На фиг.2, фиг.3 и фиг.4 проиллюстрирован способ получения бумажного рулона по предлагаемому изобретению из исходного рулона.
На фиг.5 показано средство для формирования начального участка рулона центрального разматывания.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
На фиг.1 показан бумажный рулон 1, положенный на бок. Это может быть, например, рулон бумаги для вытирания насухо. Бумажный рулон 1 является рулоном центрального разматывания, из которого удален сердечник или в котором изначально не было сердечника. Бумажный рулон 1 получен наматыванием ленты F, начиная от центра. На фиг.1 показан внутренний конец ленты, образующей бумажный рулон 1, при этом виден частично вытянутый первый отрывной листок F1. При отсутствии средств поддержания формы витков рулона имеет место тенденция заваливания стенок полого центрального канала внутрь. После того как такое заваливание произошло, бывает трудно захватить рукой внутренний конец ленты, образующей рулон, то есть только первый отрывной листок F1. Из предшествующего уровня техники известно решение, заключающееся в проклеивании отрывных листков, образующих начальные витки. Однако, хотя при этом и обеспечивается уплотнение витков по периферии полого центрального канала, все же захватывание рукой отрывного листка, относящегося к первому витку, остается трудным.
В предлагаемом изобретении риск заваливания стенок полого центрального канала рулона внутрь уменьшен путем создания некоторого связанного слоя, но с оставлением отрывных листков, относящихся к самым первым виткам, несвязанными, так что пользователю очень легко начать использование нового бумажного рулона. Что же касается связанной области, то она выполнена таким образом, что гарантирована такая степень слипания витков, которая является достаточной для удержания формы рулона при разделении этих витков в нормальных условиях разматывания рулона при его использовании. В варианте осуществления предлагаемого изобретения, проиллюстрированном на фиг.1, в рулоне 1 первый (если считать от центра) набор 2 связанных витков составляет первый упрочненный слой, который показан толстой линией.
Между полым центральным каналом и упомянутым первым упрочненным слоем (первым набором 2) находится второй набор 3 несвязанных витков, образующих несвязанный слой.
Благодаря такому простому решению, заключающемуся в создании вблизи полого центрального канала первого упрочненного слоя (первого набора 2) из витков рулона, обеспечивается удержание формы стенок полого центрального канала рулона и предотвращение их заваливания внутрь, при этом первые отрывные листки, составляющие по меньшей мере два начальных витка рулона, оставлены несвязанными, и их, таким образом, можно без труда захватить рукой.
При осуществлении предлагаемого изобретения возможен даже такой экстремальный вариант, при котором только два начальных витка рулона оставлены несвязанными, а все другие его витки связаны, образуя, таким образом, единый набор связанных витков.
По другому варианту, с целью уменьшения риска заваливания стенок полого центрального канала рулона внутрь, упрочнение этих стенок осуществляют путем создания по меньшей мере одного, а предпочтительно нескольких дополнительных, не прилегающих друг к другу, наборов связанных витков, образующих, в рассматриваемом примере, два дополнительных упрочненных слоя (наборы 4, 5 связанных витков); в других примерах осуществления предлагаемого изобретения их количество может быть другим, в зависимости от размеров рулона. Упрочненные слои (наборы 2, 4, 5 связанных витков) разделены несвязанными слоями (наборами 6, 7 несвязанных витков).
В частности, количество витков в одном или каждом из нескольких наборов связанных витков может быть от 4 до 20.
В более конкретном примере осуществления предлагаемого изобретения, в случае рулона бумаги для вытирания насухо, имеющего диаметр 20 см, оставить несвязанными можно первые 20 витков, поверх которых может быть создан один упрочненный слой, на который понадобится 15 витков.
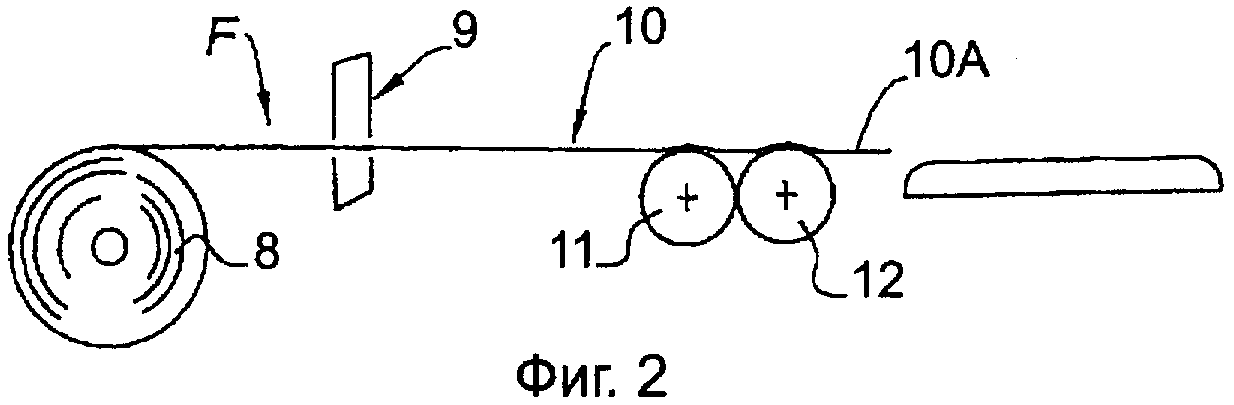
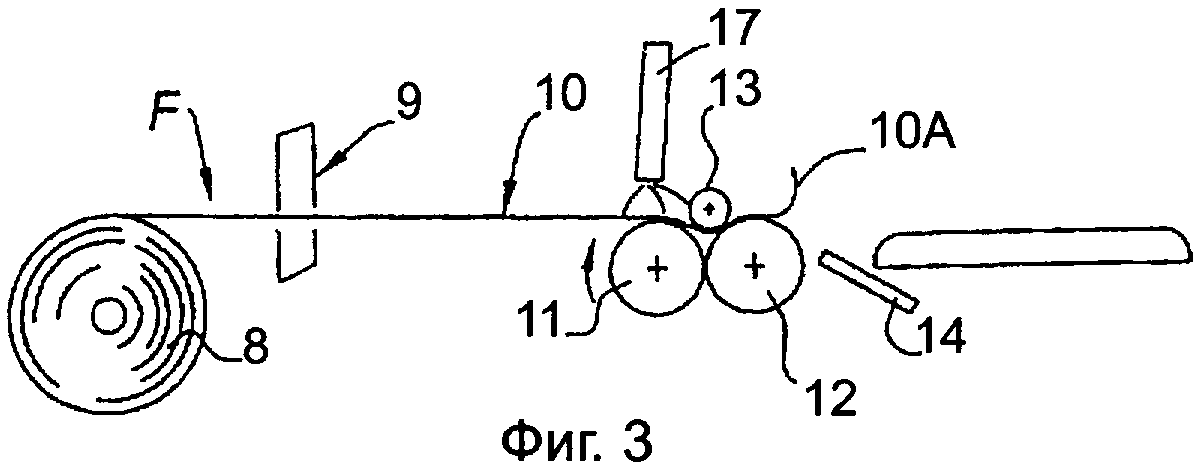
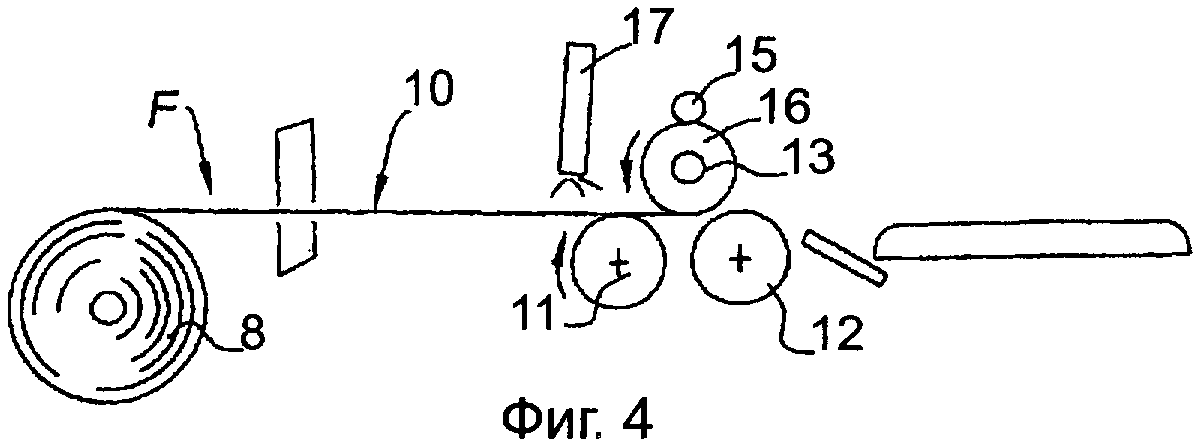
На фиг.2, фиг.3 и фиг.4 проиллюстрирован способ получения рулона по непрерывной технологии, известной в отрасли под названием "stop-and-go". Исходный широкий рулон 8, образованный, например, лентой из адсорбирующей бумаги, закреплен на опорном валу, с которого его разматывают. Широкую бумажную ленту F протягивают по направлению шпиндельно-роликового наматывающего механизма. Ширина этого исходного рулона может составлять, например, 2,60 м. Широкую бумажную ленту F подвергают разрезанию на полоски или ленты нужной ширины с помощью ножей продольного резания 9. Таким образом, широкая лента шириной 2,60 м может быть порезана на 13 полосок или лент 10 шириной 20 см каждая. Ленты 10 направляют до приведения их в контакт с первым и вторым опорными цилиндрами 11, 12, соответственно, расположенными бок о бок. Как только передние концы 10А лент 10 проходят второй опорный цилиндр 12, на ленты 10 вблизи впадины между упомянутыми опорными цилиндрами 11 и 12, перед передними концами 10А лент 10 накладывают шпиндель 13, на котором могут быть надеты сердечники будущих рулонов, или же таких сердечников на шпинделе 13 может не быть. С помощью отклоняющего средства 14 передние концы 10А лент 10 заворачивают кверху от упомянутого шпинделя 13. В предпочтительных вариантах осуществления предлагаемого изобретения это отклоняющее средство 14 выполнено с возможностью создания воздушных струй, надлежащим образом направляемых. На фиг.3 показан момент, когда передние концы 10А лент 10 находятся в процессе заворачивания кверху вокруг шпинделя 13. На следующей стадии опускают прижимной цилиндр 15, назначение которого состоит в удержании передних концов 10А и наматываемых витков лент 10 на шпинделе 13, снабженном или не снабженном сердечниками для получаемых рулонов, а также в прижимании наматываемых рулонов к опорным цилиндрам 11, 12 и в обеспечении плотности намотки рулонов в процессе наматывания. По меньшей мере один из трех элементов этого механизма: первый опорный цилиндр 11, второй опорный цилиндр 12 или прижимной цилиндр 15 является ведущим, благодаря чему обеспечено приведение в движение шпинделя 13 и лент 10. С началом процесса начинается образование рулонов 16.
В соответствии с предлагаемым изобретением на пути протяжки лент 10 установлено средство связывания 17, предназначенное для нанесения на ленты 10 связующего агента с целью связывания витков получаемых рулонов 16. В качестве такого связующего агента может использоваться вода, но могут использоваться и клейкие вещества. В рассматриваемом варианте осуществления предлагаемого изобретения средство связывания 17 расположено перед опорными цилиндрами 11, 12, и нанесение связующего агента осуществляется на поверхность лент 10. В случае применения жидкого связующего агента в качестве средства связывания 17 предпочтительно использовать распылительное устройство. Место нанесения жидкого связующего агента на поверхности каждой ленты 10, наносимое количество жидкого связующего агента, режим работы распылительного устройства (непрерывный или с перерывами) - все это определяется исходя из конкретной потребности. Благодаря давлению, испытываемому лентами 10 в процессе наматывания рулонов, при использовании воды в качестве связующего агента в области контакта витков наматываемых рулонов обеспечиваются условия для образования связей между волокнами материала лент 10. За счет этих связей обеспечивается связывание витков. Однако эти связи таковы, что в нормальных условиях разматывания рулона при его использовании (как в случае окружного, так и в случае центрального разматывания) витки легко разделяются.
Нанесение связующего агента может быть прервано до завершения намотки рулонов, но может и не быть прервано.
В альтернативном варианте осуществления предлагаемого изобретения нанесение связующего агента на время прерывают, а затем возобновляют с целью создания другого набора связанных витков (другого упрочненного слоя), отделенного от первого набора связанных витков набором несвязанных витков. Такого рода последовательность с чередованием наборов связанных витков и наборов несвязанных витков может быть продолжена по желанию. Должно быть понятно, что количество наборов связанных витков (упрочненных слоев рулона) выбирается в зависимости от предполагаемого назначения рулона, от частоты чередования этих упрочненных слоев и от размеров рулона. Широкий рулон большого диаметра в целях обеспечения нормального разматывания рулона с предотвращением заваливания стенок полого центрального канала рулона внутрь в процессе использования или в других условиях должен иметь несколько упрочненных слоев.
В другом альтернативном варианте осуществления предлагаемого изобретения нанесение связующего агента имеет разный характер для разных рулонов или для разных витков одного рулона в соответствии с по меньшей мере одним из следующих факторов: природа наносимого связующего агента, количество связующего агента, положение средства связывания относительно ленты, наматываемой с образованием рулона, площадь поверхности, покрываемая связующим агентом, или форма поверхности, на которую должен быть нанесен связующий агент.
По достижении желаемого диаметра рулона шпиндельно-роликовый механизм убирают. Тянущиеся к рулону ленты 10 обрезают с помощью поперечного резака (не показан). После намотки получившихся задних концов лент 10 рулоны снимают. В случае бессердечниковых рулонов эта операция снятия осуществляется легче при использовании шпинделя, обладающего конусностью, или, как это известно из предшествующего уровня техники в данной отрасли, при использовании механизированного шпинделя с регулируемым диаметром. Кроме того, с целью облегчения операции снятия рулонов со шпинделя, шпиндель может быть снабжен покрытием, обладающим пониженным коэффициентом трения.
В альтернативном варианте способа получения рулона не используют ножи продольного резания 9 и получают сначала единый широкий рулон. После снятия со шпинделя этот широкий рулон распиливают на отдельные рулоны требуемой ширины.
В еще одном альтернативном варианте осуществления предлагаемого изобретения применяется технология, подробно описанная в поданных от этого же заявителя международной патентной заявке WO 2005/005295 и патентной заявке Франции FR04 05022. В соответствии с этой технологией создают начальный нерабочий участок, выполненный с возможностью захвата его рукой и смещения в боковом направлении образующего первый виток рулона переднего конца 10А ленты 10, образующей рулон. Получившийся вытянутый участок ленты 10 будет затем выступать из рулона вбок, чем обеспечивается дальнейшее беспроблемное разматывание рулона.
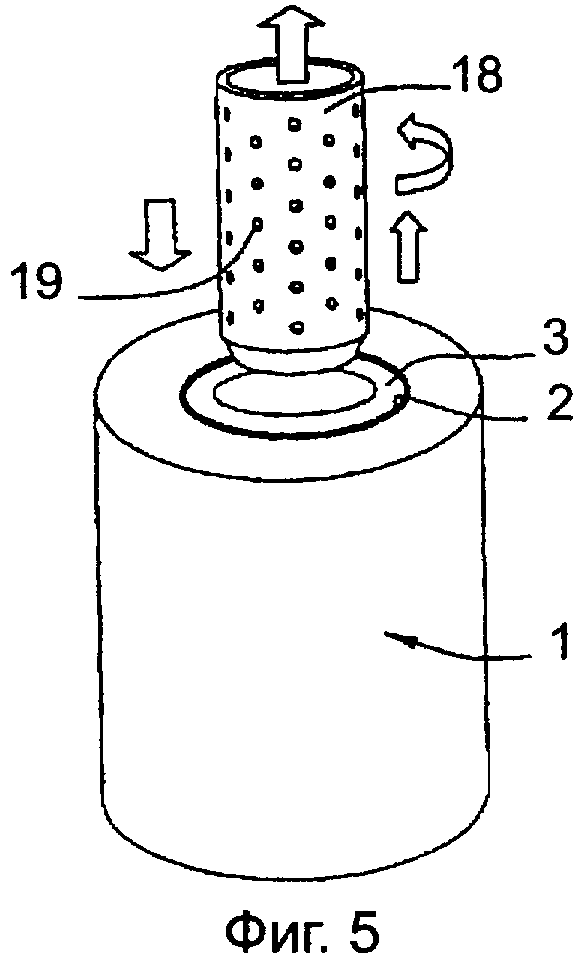
Еще один способ формирования начального участка, облегчающего разматывание рулона, проиллюстрирован на фиг.5. В этом способе используют вакуумный цилиндр 18, диаметр которого меньше диаметра полого центрального канала рулона 1, при этом упомянутый вакуумный цилиндр 18 перфорирован, то есть снабжен многочисленными отверстиями 19. Вакуумный цилиндр 18 подсоединен к источнику пониженного давления (не показан). В полый центральный канал полученного рулона, из которого извлечен сердечник (если таковой был), вводят вакуумный цилиндр 18, после чего посредством упомянутого источника пониженного давления во внутреннем пространстве вакуумного цилиндра 18 создают разрежение. Под действием разности давлений первый виток рулона, будучи не связанным с соседним витком, прижимается к поверхности вакуумного цилиндра 18. После этого вакуумный цилиндр 18 поворачивают вокруг его продольной оси на часть оборота в предварительно заданном направлении, после чего выводят из рулона. При этом конец ленты тянется вслед за вакуумным цилиндром 18. Когда этот конец будет вытянут относительно верхнего торца рулона на желаемую длину, разрежение снимают, и вакуумный цилиндр 18 убирают. Теперь рулон приготовлен для использования.
Реферат
Изобретения относятся к рулону и способу для получения рулона, образованного лентой из гибкого материала, например абсорбирующего волокнистого материала. Рулон получен путем наматывания ленты вокруг шпинделя с образованием по центру полого канала. Рулон содержит первый набор витков, связанных между собой, и второй набор витков, не связанных между собой и расположенных между полым центральным каналом и первым набором витков, связанных между собой. Способ заключается в наматывании ленты вокруг шпинделя, при этом после получения заданного количества витков, не связанных между собой, с целью получения последующих витков связанными между собой наносится связующий агент. Достигается получение рулона с плотно намотанной компактной лентой. 2 н. и 11 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Рулон с центральной выдачей ленты, раздаточное устройство для рулона с центральной выдачей ленты (варианты)
Перемоточный станок для образования рулона ленточного материала
Комментарии