Разматыватель для рулона и способ размотки - RU2605344C2
Код документа: RU2605344C2
Чертежи









Описание
Область техники, к которой относится изобретение
Данное изобретение относится к машинам, предназначенным для переработки или обработки ленточного (рулонного) материала, смотанного в рулончики или рулоны. Более конкретно, данное изобретение относится к усовершенствованиям способов и устройств, предназначенных для разматывания рулонов ленточного материала, в частности, но не исключительно, рулонов целлюлозного материала, такого как бумага, санитарно-гигиеническая бумага и т.п., и для подачи вышеупомянутого рулонного материала к одной или нескольким обрабатывающим станциям, расположенным по потоку после разматывателя.
Уровень техники
В области производства бумаги, например, для производства изделий, изготовленных из санитарно-гигиенической бумаги, такой как туалетная бумага, кухонные бумажные полотенца или т.п., общепринятым является изготовление рулонов большого диаметра путем намотки одного или нескольких слоев целлюлозного материала. Эти рулоны большого диаметра затем разматывают с помощью разматывающих устройств для подачи рулонного материала к обрабатывающим и перерабатывающим станциям для производства рулончиков меньшего диаметра или других изделий, в частности полуфабрикатов, предназначенных для последующей обработки для получения окончательных изделий, предназначенных для продажи, таких как рулончики туалетной бумаги, рулончики кухонных полотенец, бумажные салфетки или аналогичные изделия.
Разматыватели должны быть сконструированы таким образом, чтобы позволить осуществлять быструю замену пустого рулона новым рулоном, который удерживается в положении ожидания. В патентных документах US-B-7,350,740 и US-B-7,500,634 описаны разматыватели, которые выполняют замену пустого рулона новым рулоном автоматически и без остановки подачи рулонного материала.
В патентном документе WO 2006/077609 описан разматыватель, в котором пустой рулон перемещается с помощью пары направляющих из положения размотки в положение выгрузки. После того как рулон был перемещен из одного положения к другому из двух вышеупомянутых положений, новый рулон опускают сверху к размоточной станции до тех пор, пока он не войдет в контакт с разматывающими ремнями, расположенными внизу. Перемещение разматывателя прекращают перед этапом замены пустого рулона. Как только новый рулон будет установлен в нужное положение, разматыватель повторно запускается. В этом случае для обеспечения непрерывной подачи рулонного материала внизу по потоку необходимо обеспечить «волнообразный накопитель ленты», т.е. подачу рулонного материала, образованного между рядом направляющих роликов с расстоянием между центрами, которое можно изменять для обеспечения доставки рулонного материала вниз по потоку от волнообразного накопителя ленты, когда отсутствует подача рулонного материала вверху по потоку от вышеупомянутого волнообразного накопителя.
Аналогичный разматыватель описан в патентном документе WO 2007/099570.
В патентном документе WO 2010/121252 описан разматыватель, в котором обеспечены положение для размотки рулона и положение ожидания для нового рулона. Когда разматываемый рулон пуст, рулонный материал отрезается, и задний конец рулонного материала наматывается на втягивающий ролик. Пустой рулон удаляют из положения для размотки и заменяют новым рулоном, который до этого момента удерживался в положении ожидания. Ролик, на который был намотан задний конец отрезанного рулонного материала, перемещают по направлению к новому рулону для выполнения сращивания рулонного материала, намотанного на новый рулон, с рулонным материалом, намотанным на ролик. Как только сращивание двух рулонных материалов будет выполнено, может возобновиться подача к расположенным внизу по потоку станциям. Кроме того, в этом известном разматывателе должен быть предусмотрен волнообразный накопитель ленты для обеспечения непрерывной подачи к производственной линии, расположенной по потоку после разматывателя. Это также необходимо, чтобы наматывать на втягивающий ролик достаточную длину рулонного материала, поступающего от первого пустого рулона.
В патентном документе ЕР-1444154 описан разматыватель, в котором для выполнения автоматической замены пустого рулона новым рулоном, находящимся в режиме ожидания, обеспечены три отдельных разматывающих элемента. Первый основной разматывающий элемент содержит центральные разматывающие системы, т.е. системы, которые зацепляют рулон ленточного материала на его оси и приводят его во вращение. Этот первый разматывающий элемент выполняет большую часть цикла размотки каждого рулона. На стороне положения для размотки обеспечено положение ожидания для второго рулона, предназначенного для замены первого рулона, когда последний является пустым. Чтобы выполнить замену разматываемого рулона рулоном, находящимся в положении ожидания, разматывающий элемент передается вместе с разматываемым рулоном из основного положения размотки к вспомогательному положению для размотки, расположенному ниже. Здесь расположен второй разматывающий элемент, который, входя в контакт с разматываемым рулоном, поддерживает последний в состоянии вращения и отвечает за выполнение окончательной части цикла размотки. Первый разматывающий элемент может, следовательно, быть возвращен в основное положение размотки для приема рулона, находящегося в состоянии ожидания, пока второй разматывающий элемент продолжает поддерживать рулон во вращении и подавать рулонный материал. Находящийся в состоянии ожидания рулон приводят во вращение с помощью третьего разматывающего элемента. Когда запускают размотку находящегося в состоянии ожидания рулона, передний конец этого последнего укладывают на концевую часть рулонного материала, все еще разматываемого с первого рулона, который временно находится в более низком положении и разматывается вторым разматывающим элементом. Таким образом два рулонных материала, поступающих от двух рулонов, накладываются друг на друга и подаются вместе к средствам сращивания, расположенным внизу по потоку. Как только передний конец нового рулона достигнет средств сращивания, выполняется сращивание между рулонным материалом, разматываемым с первого рулона, и рулонным материалом, разматываемым со второго рулона, так чтобы пустой рулон можно было удалить путем отрезания оставшегося рулонного материала, и новый рулон, находившийся прежде в состоянии ожидания, начал свой фактический цикл размотки.
Эти известные разматыватели имеют некоторые проблемы. В некоторых случаях эти машины являются особенно сложными, трудными в управлении и имеют высокую стоимость изготовления. Некоторые из них не способны осуществлять замену рулонов без остановки подачи рулонного материала и, следовательно, требуют волнообразного накопителя ленты, что увеличивает стоимость машины, ее подверженность поломкам и также пространство, необходимое для монтажа машины, с соответствующим увеличением площадей, требуемых для перерабатывающей линии, в которой разматыватель образует первый блок.
Как правило, известные разматыватели могут разматывать рулоны только в одном направлении.
Кроме того, многие известные разматыватели используют клей или клейкую ленту для выполнения сращивания двух слоев, поступающих от почти пустого рулона и от нового рулона. Это включает в себя необходимость в расходуемых частях и относительно длительном времени приготовления. Кроме того, клеящий материал, используемый в зоне сращивания, который отбраковывают и затем подвергают повторной переработке, загрязняет целлюлозный материал, так что его необходимо, следовательно, должным образом обрабатывать перед повторной переработкой.
Раскрытие изобретения
Согласно одному аспекту, данное изобретение обеспечивает разматыватель для рулонов, в частности для рулонов целлюлозного материала, таких как материнские рулоны или рулоны большого диаметра, поступающие с целлюлозно-бумажного комбината, для подачи на бумагоперерабатывающие линии, такие как агрегаты для производства рулончиков, маленьких рулонов, салфеток или т.п., который полностью или частично преодолевает проблемы известных машин и устройств.
По существу, согласно одному варианту осуществления данного изобретения, предложен разматыватель для размотки рулонов рулонного материала, содержащий: первое положение для размотки, в котором первый рулон располагается в течение по меньшей мере части цикла размотки; второе положение для размотки, в которое первый рулон передается, когда его необходимо заменить вторым рулоном; положение ожидания, в котором второй рулон удерживается в режиме ожидания; первый разматывающий элемент, связанный с положением ожидания, расположенный и управляемый для запуска вращения второго рулона, когда первый рулон необходимо заменить вторым рулоном. Кроме того, разматыватель содержит второй разматывающий элемент, который имеет по меньшей мере один бесконечный гибкий элемент. Преимуществом является то, что бесконечный гибкий элемент второго разматывающего элемента проходит от первого положения для размотки до второго положения для размотки и расположен и управляется таким образом, чтобы первый рулон поддерживался в контакте со вторым разматывающим элементом и в состоянии вращения с помощью второго разматывающего элемента в первом положении для размотки, во втором положении размотки и в то время, когда он передается из первого положения размотки ко второму положению для размотки.
Как будет очевидно из последующего описания, таким образом разматыватель может выполнять замену почти пустого рулона новым рулоном, предварительно установленным в положение ожидания, без необходимости останавливать подачу рулонного материала и, следовательно, без какого-либо волнообразного буферного накопителя или хранилища ленты или аналогичного устройства. Альтернативно могут быть обеспечены накопители, которые имеют размер, меньший, чем размеры, требуемые в системах, в которых замена двух рулонов производится путем останова разматывания.
Непрерывная размотка без необходимости останова вращения рулонов может происходить, используя только два разматывающих элемента, со значительным упрощением по сравнению с известными размоточными системами с автоматическим сращиванием полос. Прочие преимущества вариантов осуществления данного изобретения будут проиллюстрированы ниже и станут ясны из описания чертежей, которые показывают не ограничивающий рамки изобретения вариант осуществления данного изобретения.
В преимущественных вариантах осуществления данного изобретения положение ожидания находится над первым положением для размотки, т.е. положение ожидания расположено на большей высоте, более или менее в первом положении для размотки. Передача рулона от одного к другому из вышеупомянутых положений может, следовательно, осуществляться с помощью особенно простых передаточных устройств, например, образованных поворотным рычагом или парой поворотных рычагов.
В некоторых вариантах осуществления данного изобретения первое положение для размотки расположено между вторым положением для размотки и выходом ленточного материала из разматывателя. Устройство для сращивания ленты может быть расположено в рулонном материале. В некоторых особенно преимущественных вариантах осуществления данного изобретения устройство для сращивания представляет собой механическое устройство, в котором один или несколько нажимных шкивов прижимаются к одному или нескольким опорным валкам. Ленточный материал двух рулонов проходит между шкивами и опорными валками, и два материала соединяются за счет действия локализованного давления, прикладываемого к волокнам (эффект, известный под названием «переплетение»).
Преимуществом является то, что второй разматывающий элемент может быть установлен и управляться для изменения траектории бесконечного гибкого элемента в функции положения первого рулона относительно первого положения для размотки и второго положения для размотки. Как правило, может быть обеспечено, что бесконечный гибкий элемент направляется вокруг множества направляющих роликов, по меньшей мере один из которых имеет подвижную ось для изменения траектории бесконечного гибкого элемента, и по меньшей мере один из которых снабжен приводом. Если необходимо, дополнительный направляющий ролик может быть подвижным для выбора слабины (провисания) бесконечного гибкого элемента, вызванного постепенным уменьшением диаметра разматываемого рулона.
Ролик с подвижной осью, предназначенный для изменения траектории бесконечного гибкого элемента, может быть установлен и управляться таким образом, чтобы он перемещался из нижнего положения в верхнее положение. Когда ролик расположен в верхнем положении, бесконечный гибкий элемент располагается таким образом, чтобы воздействовать на рулон, расположенный во втором положении для размотки. Когда ролик расположен в нижнем положении, положение бесконечного гибкого элемента является таким, чтобы позволить осуществлять передачу пустого рулона из второго положении для размотки к положению для выгрузки, без взаимодействия со вторым разматывающим элементом. Кроме того, когда подвижный ролик расположен в нижнем положении, ролик, который расположен во втором положении для размотки, прекращает приводиться во вращение.
В практических вариантах осуществления данного изобретения бесконечный гибкий элемент проходит от первого положения для размотки ко второму положению для размотки и имеет активную ветвь, которая перемещается из первого положения для размотки ко второму положению для размотки или наоборот согласно направлению вращения первого рулона.
В некоторых вариантах осуществления данного изобретения бесконечный гибкий элемент проходит между вторым положением для размотки и сращивающим устройством для сращивания ленточного материала, разматываемого со второго рулона, причем первое положение для размотки расположено между вторым положением для размотки и сращивающим устройством.
В преимущественных вариантах осуществления данного изобретения упорные бабки могут быть обеспечены в первом положении для размотки, которые управляются и установлены таким образом, чтобы аксиально входить в зацепление с первым рулоном и освобождать первый рулон, для того чтобы позволить осуществлять его перемещение ко второму положению для размотки. В других вариантах осуществления данного изобретения могут быть предусмотрены системы для удержания рулона в первом положении для размотки, например, ролики, предназначенные для зацепления с концами намоточного стержня.
Передаточное устройство, которое передает рулоны из положения ожидания к первому положению для размотки, могут быть снабжены поворотными рычагами с гнездами, образованными подвижными частями, поддерживаемыми поворотными рычагами. Гнезда могут быть снабжены неприводными шкивами или другими элементами, которые позволяют осуществлять вращение рулона вокруг ее оси под действием первого разматывающего элемента, когда этот же рулон входит в зацепление в вышеупомянутом гнезде.
Может быть обеспечен передаточный элемент для передачи рулонов от первого положения для размотки ко второму положению для размотки. Передаточный элемент может содержать тележку или пару тележек, которые могут перемещаться вдоль соответствующих направляющих, проходящих между двумя положениями для размотки. В преимущественных вариантах осуществления данного изобретения тот же самый передаточный элемент также установлен и сконструирован так, чтобы он мог перемещаться от второго положения для размотки к положению для выгрузки, в котором освобождается пустой рулон.
Для отрезания рулонного материала, поступающего из почти пустого рулона, может быть обеспечен режущий элемент, управляемый и установленный для отрезания рулонного материала первого рулона в конце размотки. Таким образом, возможно останавливать размотку, даже до того, как весь рулонный материал будет размотан. Это особенно полезно для отбраковки первых витков, т.е. самых внутренних витков каждого рулона, которые обычно являются помятыми (со складками) или поврежденными и не могут быть использованы для производства. Режущий элемент может содержать гладкое или предпочтительно зазубренное механическое лезвие. Могли бы применяться также другие режущие системы, например, режущие инструменты на основе лазера, воды, сжатого воздуха или т.п.
Режущий элемент предпочтительно связан со вторым положением для размотки, хотя возможны другие конфигурации, например, в положении для выгрузки, или в промежуточном положении, или на передаточном элементе.
Предпочтительно, чтобы как первый разматывающий элемент, так и второй разматывающий элемент являлись периферийными разматывающими элементами. Благодаря конструированию первого разматывающего элемента в виде периферийного разматывающего элемента, т.е. содержащего один или несколько ремней, лент, матов или других бесконечных элементов, упрощаются передача рулона в первое положение для размотки и переход управления от первого разматывающего элемента ко второму разматывающему элементу и зацепление рулона неприводными упорными бабками, расположенными в первом положении для размотки.
Преимуществом является то, что разматыватель, выполненный согласно данному изобретению, может управляться для разматывания рулона в одном направлении или в противоположном направлении. Это особенно полезно и преимущественно, учитывая следующее. Слой целлюлозного материала, поступающего от непрерывной формовочной машины, обычно имеет две противолежащие поверхности, которые имеют шероховатости, отличающиеся друг от друга. В частности, когда целлюлозный материал обрабатывается с помощью сушильного янки-цилиндра, поверхность слоя, находящаяся в контакте с янки-цилиндром, является более гладкой, чем противоположная поверхность. Для получения многослойного изделия лучшего качества два слоя предпочтительно присоединяют друг к другу таким образом, чтобы гладкая поверхность каждого слоя располагалась снаружи окончательного изделия. Это требует разматывания двух рулонов в противоположных направлениях. Использование разматывателя, который позволяет осуществлять размотку в одном направлении или в другом направлении, упрощает компоновку и управление производственной установкой.
В некоторых вариантах осуществления данного изобретения разматыватель использует систему сращивания слоев с помощью механического соединения слоев. Это позволяет осуществлять соединение слоев без использования клея или двусторонних клеящих лент, предотвращая применение расходных материалов и загрязнителей и упрощая операции по подготовке нового рулона, находящегося в состоянии ожидания.
Согласно еще одному аспекту, данное изобретение относится к способу размотки рулонов рулонного материала и выполнению сращивания между задним концом первого рулонного материала, разматываемого с первого рулона, и задним концом рулонного материала, разматываемого со второго рулона, без останова подачи рулонного материала, содержащему следующие этапы:
- установку первого рулона в первое положение для размотки;
- установку второго рулона в положение ожидания, в котором расположен первый разматывающий элемент;
- разматывание первого рулонного материала с первого рулона с помощью второго разматывающего элемента;
- перед тем, как разматывание первого рулона будет прекращено, передачу первого рулона из первого положения для размотки ко второму положению для размотки, поддерживая первый рулон в состоянии вращения с помощью второго разматывающего элемента и продолжая разматывание первого рулонного материала;
- приведение второго рулона во вращение и передачу второго рулона из положения ожидания к первому положению для размотки, в то время как второй рулонный материал начинает разматываться со второго рулона;
- сращивание переднего конца второго рулонного материала с задним концом первого рулонного материала.
Согласно преимущественным вариантам реализации способа данного изобретения, передний конец второго ленточного материала укладывают на первый рулонный материал, в то время как первый рулонный материал продолжает разматываться из первого рулона и второй рулонный материал разматывается со второго рулона. Кроме того, передний конец второго рулонного материала перемещается вперед, лежа на первом рулонном материале, к сращивающему устройству.
Прочие преимущественные характерные особенности и варианты реализации разматывателя и способа согласно данному изобретению описаны более подробно ниже и в прилагаемой формуле изобретения, которая составляет неотъемлемую часть данного технического описания.
Краткое описание чертежей
Данное изобретение будет лучше понятно в результате изучения технического описания и прилагаемых чертежей, которые показывают не ограничивающий рамки изобретения практический вариант реализации устройства согласно данному изобретению.
На фиг. 1-6 показана последовательность работы разматывателя согласно данному изобретению, также содержащая этап замены пустого рулона новым рулоном, на виде сбоку и в частичном разрезе разматывателя, выполненного согласно возможному варианту осуществления данного изобретения;
на фиг. 1А - в увеличенном виде одна из кареток, образующих передаточный элемент для рулонов из первого положения для размотки ко второму положению для размотки и из этого положения к положению для выгрузки;
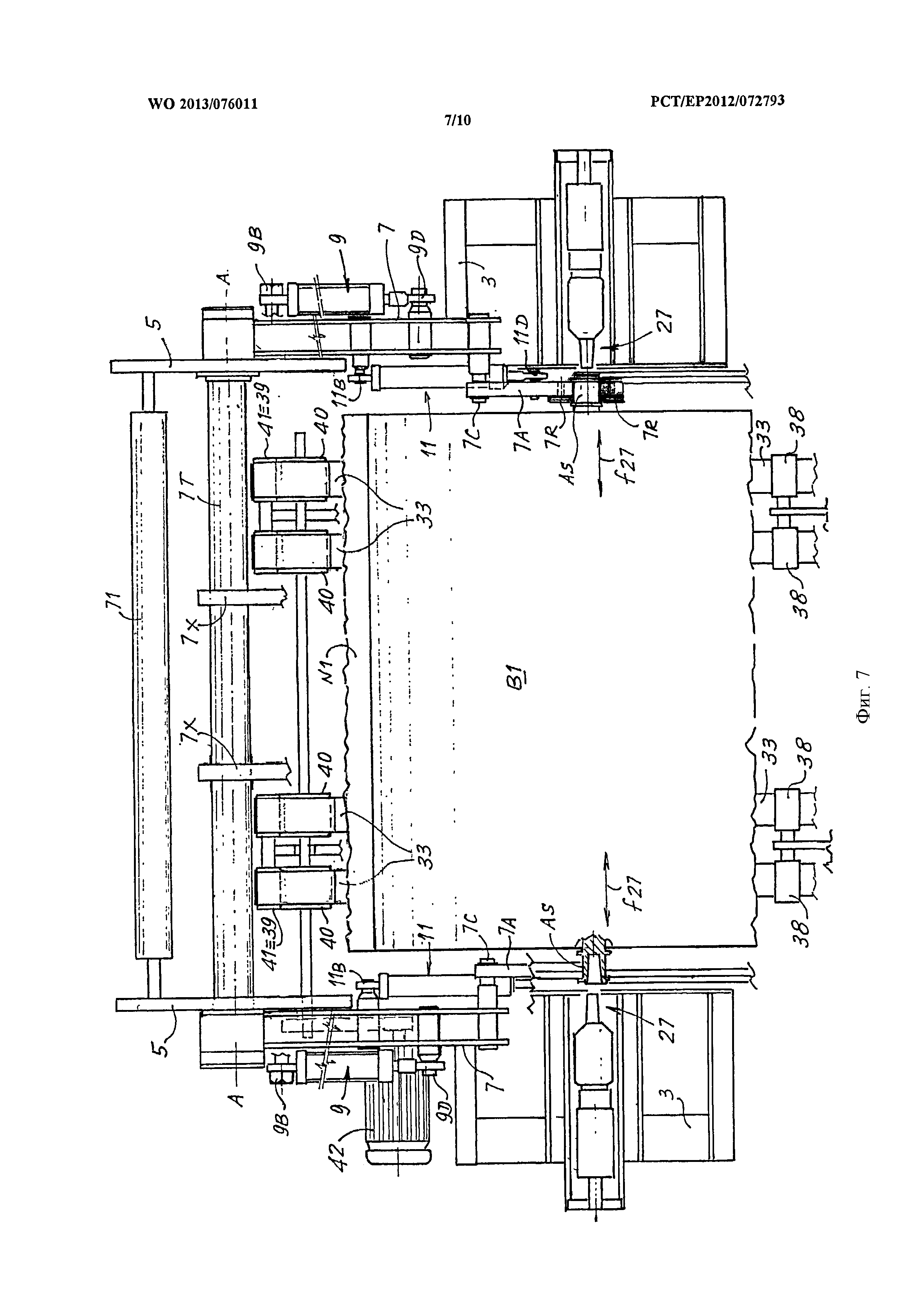
на фиг. 7 - вид в плане согласно линии VII-VII фиг. 1;
на фиг. 8-10 - последовательность замены пустого рулона новым рулоном во втором варианте осуществления цикла размотки.
Осуществление изобретения
Со ссылкой на фиг. 1 и 7, вначале будут описаны основные элементы разматывателя, выполненного согласно данному изобретению, в возможном варианте его реализации. Разматыватель, в целом обозначенный позицией 1, содержит несущую нагрузку конструкцию 3, на которой установлены средства и устройства, определяющие: положение ожидания для нового рулона, готовящегося для замены разматываемого рулона; первое положение для размотки, в котором разматываемый рулон находится в течение части цикла размотки; второе положение для размотки, в которое разматываемый рулон перемещается на окончательном этапе выдачи намотанного на него рулонного материала; и положение для выгрузки, в которое намоточный стержень, шпиндель или сердечник, на который был намотан рулон, передается после того, как рулон станет пустым, или когда его необходимо заменить по другим причинам. В действительности, необходимо понимать, что рулон обычно используют до тех пор, пока он не станет пустым, и заменяют, когда он является пустым. Рулон обычно понимается как пустой, когда ленточный материал, оставшийся вокруг намоточного сердечника, является очень морщинистым, и его уже нельзя использовать. В действительности, известно, что когда на бумагоделательной машине изготавливают рулоны, самая внутренняя часть рулона, т.е. первые намотанные витки, имеют дефекты намотки. Эта часть рулонного материала не используется, оставаясь намотанной вокруг сердечника рулона, подлежащего замене, и, если необходимо, может быть повторно переработана. Следует также учитывать, что могут быть ситуации, в которых необходимо заменять рулон до того, как он станет пустым, т.е. до того, как будет достигнута часть рулонного материала, подлежащего отбраковке, как известно специалистам в данной области техники. Цикл замены по существу является одинаковым в этих обоих случаях, и далее для целей простоты ссылка всегда будет делаться на замену пустого рулона, причем под «пустым» следует понимать не только рулон, на котором больше нет достаточного количества пригодного для использования рулонного материала, но более широко также рулон, для которого цикл размотки был окончательно или временно завершен.
В проиллюстрированном варианте осуществления данного изобретения конструкция 3 содержит вертикальные стойки 5, на которых поворотные рычаги 7 вращаются вокруг оси А-А, причем эти рычаги могут осуществлять возвратно-поступательное вращательное перемещение, т.е. поворотное перемещение согласно двойной стрелке f7. На фиг. 1-6 показан один рычаг 7, но необходимо понимать, что имеются фактически два рычага, расположенных симметрично на двух сторонах машины для зацепления на противоположных концах со стержнем нового рулона, находящегося в состоянии ожидания. В общем случае. Намоточный стержень может представлять собой трубчатый намоточный сердечник (обычно изготовленный из картона, пластика, алюминия или другого подходящего материала), оборудованный концевыми втулками, обеспеченными для захвата сердечника опорными бабками и другими элементами разматывателя, описанными ниже.
Перемещение согласно двойной стрелке 17 вызывается приводом, например, поршневым цилиндрическим приводом 9, цилиндр 9А которого прикреплен в точке 9В к несущей нагрузку конструкции 3, и шток 9С которого с возможностью поворота присоединен в точке 9D к соответствующему поворотному рычагу 7. В некоторых вариантах осуществления данного изобретения могут быть обеспечены два отдельных поршневых цилиндрических привода 9, по одному для каждого рычага 7, хотя можно было бы также использовать единственный привод и, если необходимо, торсионный стержень (вал) для передачи движения от одного к другому из двух поворотных рычагов 7. Вместо поршневых цилиндрических приводов можно было бы использовать приводы другого типа, например, электродвигатели, гидравлические двигатели или аналогичные устройства.
Каждый поворотный рычаг 7 имеет конец 7А, образующий гнездо 7В для вставки соответствующего конца рулона В2, находящегося в состоянии ожидания. Каждое гнездо 7 В имеет шкивы 7R, на которые опираются концы намоточных стержней AS, находящихся в состоянии ожидания рулонов, так чтобы позволить осуществлять вращение рулона, поддерживаемого в гнездах 7В, для целей, которые будут объяснены ниже.
Конец 7А каждого рычага преимущественно прикреплен с возможностью вращения в точке 7С к соответствующему поворотному рычагу 7. Поворотное перемещение согласно двойной стрелке f7A может быть сообщено каждому концу 7А каждого поворотного рычага 7 соответствующим приводом, например, поршневым цилиндрическим приводом 11, цилиндр 11А которого присоединен с возможностью поворота в точке 11D к соответствующему концу 7А соответствующего рычага 7.
Поворотные рычаги 7 с концами 7А и связанные с ними приводы образуют передаточное устройство, предназначенное для передачи рулонов из положения ожидания к первому положению для размотки, как будет описано ниже.
В поднятом положении, показанном на фиг. 1, поворотные рычаги 7 с концом 7А и соответствующими гнездами 7В образуют положение ожидания для рулона В2. В проиллюстрированном варианте осуществления данного изобретения два рычага 7 соединены торсионным стержнем 7Т. Торсионный стержень 7Т гарантирует синхронное перемещение двух поворотных рычагов 7. Кроме того, в проиллюстрированном примере (см. фиг. 7) торсионный стержень также используется для поддержки первого разматывающего элемента 13, расположенного в промежуточном положении между двумя рычагами 7. В этом варианте осуществления данного изобретения первый разматывающий элемент 13 содержит бесконечный гибкий элемент 15, например, образованный одним или несколькими ремнями, параллельными друг другу и направляемыми вокруг первого снабженного приводом ролика 17 и вокруг второго неприводного ролика 19. Каждый ролик 17 и 19 может фактически быть образованным несколькими коаксиальными роликами или шкивами, например, по одному для каждого ремня, образующего разматывающий элемент 13. Далее в целях простоты ссылка будет всегда делаться на «ролики» 17, 19. Ролик 17 может быть снабжен приводом, например, с помощью электродвигателя 18. Ролик 19 смонтирован на поворотных рычагах 23, вращающихся вокруг оси В-В, так чтобы вращаться согласно двойной стрелке A3. На фиг. 1-6 показан только один поворотный рычаг 23, но следует понимать, что предпочтительно обеспечены два рычага 23, расположенные бок о бок. Ось поворота В-В рычагов 23 поддерживается удлинительными элементами 7Х, торсионно присоединенными к торсионному стержню 7Т и проходящими от него в промежуточном положении между поворотными рычагами 7 (см. фиг.7) таким образом, что, когда рычаги 7 поворачиваются согласно стрелке f7, ось поворота В-В рычагов 23 следует за вращательным перемещением вокруг оси А-А, осуществляемым поворотными рычагами 7, для целей, которые будут очевидны ниже.
Поворотное перемещение согласно направлению f13 осуществляется с помощью привода 25 или пары приводов 25, по одному для каждого рычага 23. Привод или приводы 25 могут представлять собой, например, поршневые приводы. Альтернативно может быть обеспечен один привод 25 с торсионным стержнем, который передает движение от одного рычага к другому из двух рычагов 23.
Приблизительно под положением ожидания, указанным условным обозначением Р1 на фиг. 1, образовано положение для размотки и обозначено в целом позицией Р2, в котором расположен первый разматываемый рулон В1 (фиг. 1). Первое положение Р2 для размотки, образованное парой неприводных упорных бабок 27, также показанных на фиг. 7. Упорные бабки обеспечены осевым перемещением для перемещения друг к другу и на удаление друг от друга согласно направлению f27 для зацепления противоположных концов намоточного стержня AS рулона В1, который расположен в положении для размотки, и для освобождения вышеупомянутого рулона, позволяющего осуществлять его передачу ко второму положению для размотки, в целом обозначенному позицией Р3. Второе положение Р3 для размотки расположено относительно первого положения Р2 для размотки на стороне, противоположной выходу рулонного материала N1 из разматывателя 1 к расположенной вниз по потоку станции (не показана). Иными словами, первое положение Р2 для размотки расположено между выходом рулонного материала из разматывателя и вторым положением Р3 для размотки.
Для поддержания рулона В1 во вращении, когда он расположен в первом положении Р2 для размотки, обеспечен второй разматывающий элемент, в целом обозначенный позицией 31. В проиллюстрированном варианте осуществления данного изобретения второй разматывающий элемент 31 содержит по меньшей мере один бесконечны гибкий элемент 33, который образует периферийный разматывающий элемент, т.е. который сообщает рулону В1 вращательное движение с помощью фрикционного контакта с боковой цилиндрической поверхностью рулона. В некоторых вариантах осуществления данного изобретения бесконечный гибкий элемент 33 может быть образован бесконечным ремнем. Предпочтительно, однако, чтобы вышеупомянутый бесконечный гибкий элемент 33 был образован множеством параллельных ремней, все из которых направлены вокруг идентичной траектории, образованной направляющими роликами или рядом направляющих шкивов, по меньшей мере один из которых снабжен приводом, а другие предпочтительно являются неприводными. В проиллюстрированном варианте осуществления данного изобретения бесконечный гибкий элемент 33 проходит от выходной зоны рулонного материала N1 ко второму положению РЗ для размотки. В некоторых вариантах осуществления данного изобретения вдобавок к бесконечному гибкому элементу 33, который проходит вдоль всей вышеуказанной длины, могут быть предусмотрены вспомогательные бесконечные гибкие элементы меньшей протяженности, например, которые проходят только в зоне первого положения Р2 для размотки и которые перемещаются с той же скоростью, что и бесконечный гибкий элемент 33. Это объясняется тем, что, как будет очевидно далее, рулон в положении Р2 имеет больший размер (по меньшей мере на первом этапе размотки) и требует тягового момента, большего, чем момент, который является достаточным для поддержания во вращении почти пустого рулона, расположенного во втором положении Р3 для размотки.
В проиллюстрированном варианте осуществления данного изобретения бесконечные ремни, которые образуют бесконечный гибкий элемент 33, направляют вокруг роликов 35, 36, 37, 38, 39, 40, 41. Точно так же, как и для разматывающего элемента 23, также для бесконечного гибкого элемента 33 каждый из направляющих или возвратных роликов может быть образован множеством коаксиальных роликов или шкивов. Далее для цели простоты ссылка будет всегда делаться на направляющие или возвратные ролики. По меньшей мере один из направляющих роликов снабжен приводом, например, направляющий ролик 40 может быть приводным. Двигатель ролика 40 схематически указан условным обозначением 42 (см. в частности фиг. 7). В проиллюстрированном варианте осуществления данного изобретения все ролики 35-41 поддерживаются валами, которые являются неподвижными относительно конструкции 3, за исключением роликов 37 и 35.
В действительности, ролик 37 или каждый ролик 37 поддерживается подвижным рычагом 43 или парой подвижных рычагов 43, присоединенных с возможностью поворота вокруг оси С-С к неподвижной части несущей нагрузку конструкции 3. Привод 45, например, поршневой привод, используется для поддержания натяжения бесконечного гибкого элемента приблизительно постоянным, сообщая регулируемое поворотное перемещение согласно двойной стрелке f43 поворотному рычагу 43.
И наоборот, направляющий ролик 35 поддерживается поворотным рычагом 47, шарнирно прикрепленным к неподвижной конструкции для поворота вокруг оси D-D. Поворотное перемещение согласно двойной стрелке f47 рычага 47 сообщается приводом, например, поршневым приводом 49, для того чтобы изменять положение направляющего ролика 35 в зависимости от этапа цикла размотки, как будет объяснено ниже со ссылкой на последовательность, показанную на фиг. 1-6.
Между первым положением Р2 для размотки и вторым положением Р3 для размотки проходит пара направляющих 51, которые поддерживаются конструкцией 3, и вдоль которой направляется передаточный элемент для передачи рулонов. В проиллюстрированном примере передаточный элемент содержит пару противоположных кареток 53, способных перемещаться вдоль двух поперечных боковых элементов разматывателя (см. также фиг. 7). Перемещение кареток 53 согласно двойной стрелке f53 может производиться, например, электродвигателем (не показанным), установленным на каждой каретке 53, который приводит во вращение шестерню, входящую в зубчатое зацепление с соответствующей рейкой (ни одна из которых не показана на чертеже в целях простоты), проходящей вдоль одной, другой или обеих направляющих 51, или иным подходящим образом. В других вариантах осуществления данного изобретения может быть обеспечен один неподвижный электродвигатель, присоединенный к двум кареткам 53 с помощью цепей, направляемых вдоль траектории, которая следует направляющим 51.
Направляющие 51 проходят дальше второго положения РЗ для размотки, образуя загнутую вниз кривую и продолжаясь для образования снижающейся секции 51 А, которая заканчивается в положении Р4 для выгрузки. В положении Р4 для выгрузки обеспечены пара конвейеров 57, предназначенных для приема и удаления пустых стержней рулонов, поступающих от второго положения Р3 для размотки.
Конструкция кареток 53 показана более подробно на фиг. 1А, которая изображает в увеличенном виде одну из двух кареток, ограниченном ее основными элементами.
В некоторых вариантах осуществления данного изобретения каждая каретка 53 имеет блокирующий элемент 59, управляемый приводом 61, например, поршневым приводом, предназначенный для фиксации на каждой каретке 53 соответствующего конца стержня почти пустого рулона В1 для его передачи из первого положения Р2 размотки ко второму положению Р3 размотки и из этого положения к положению Р4 для выгрузки, как будет описано более подробно ниже. На практике блокирующий элемент является двойным, по одному на каждой каретке 53, для зацепления двух противоположных концов стержня AS рулона. Каждый блокирующий элемент 59 снабжен неприводным шкивом 59R. Соответствующая каретка 53, в свою очередь, снабжена двумя неприводными шкивами 53R. Шкивы 53R и 59R расположены таким образом, что, когда конец намоточного стержня AS зацепляется с соответствующей кареткой 53, он удерживается между шкивами 53R, 53R, 59R и может вращаться для целей, описанных ниже, вокруг своей оси.
В проиллюстрированном варианте осуществления данного изобретения со вторым положением Р3 для размотки связан режущий элемент 65, содержащий, например, поперечное лезвие 66, поддерживаемое поворотными рычагами 67, которые управляются для перемещения согласно двойной стрелке f67 приводом, не показанным, например, поршневым приводом или аналогичным приводом.
Траектория рулонного материала N1, разматываемого из рулона В1, расположенного в первом положении Р2 для размотки, определяется бесконечным гибким элементом 33 разматывающего элемента 31, а также направляющим роликом 71, расположенным ниже, чем ось поворота А-А поворотных рычагов 7. Траектория рулонного материала N1 далее проходит от ролика 71 вниз к комплекту из трех направляющих роликов 72, 73 и 74, по существу образующих выход разматывателя. Один или несколько из этих роликов могут быть смонтированы таким образом, чтобы перемещаться относительно других для измерения флуктуации в натяжении рулонного материала с помощью кодового датчика положения, в то время как рулонный материала разматывается согласно стрелке fN к перерабатывающей станции, расположенной по потоку после разматывателя 1, не показанной, например, секции тиснения, перемоточному устройству или т.п. В других вариантах осуществления данного изобретения может быть предусмотрен тензометрический датчик, который измеряет усилия реакции на подшипники направляющего ролика для рулонного материала N. В общем случае, какова бы ни была система для измерения изменений натяжения рулонного материала N, сигнал, генерируемый системой измерения, может использоваться для регулирования скорости размотки, чтобы поддерживать требуемую величину натяжения размотки.
Направляющий ролик 71 образует часть сращивающего устройства 81, которое содержит, вдобавок к вышеупомянутому направляющему ролику 71, ряд шкивов 83 для соединения слоев. Последние взаимодействуют с поверхностью направляющего ролика 71, когда задний конец рулонного материала N1, поступающего с разматываемого рулона В1, необходимо прикрепить к переднему концу рулонного материала N2, намотанного на рулоне В2, находящимся в состоянии ожидания.
Как можно видеть на чертеже, первое положение Р2 для размотки расположено между сращивающим устройством 81 и вторым положением РЗ для размотки, а бесконечный гибкий элемент 33 второго разматывающего элемента 31 проходит от сращивающего устройства 81 до второго положения Р3 для размотки.
Работа разматывателя 1, описанная выше, ясна из конструкции, проиллюстрированной выше. На фиг. 1 и 6 показана подробно последовательность работы, включая этап замены пустого рулона В1 новым рулоном В2, находящимся в состоянии ожидания.
Более конкретно, на фиг. 1 рулон В1 на промежуточном этапе его цикла размотки вращается согласно стрелке fB1 (в направлении против часовой стрелки на чертеже) для доставки рулонного материала N1 согласно стрелке fN к расположенной вниз по потоку станции, не показанной. Рулон В2 находится в положении ожидания Р1. Преимуществом является то, что он был установлен со свободным передним концом NL2, частично размотанным в заранее заданное положение.
На этом этапе рулон В1 поддерживается во вращении (стрелка fB1) вторым разматывающим элементом, а более конкретно бесконечным гибким элементом 33, который перемещается согласно стрелке f33 с помощью приводной системы, связанной с направляющим роликом 40, например. Направляющий ролик с подвижной осью 37 может приводиться в движение постепенно для поддержания бесконечного гибкого элемента 33 в натяжении по мере того, как диаметр рулона В1 уменьшается в результате размотки рулонного материала N1.
На фиг. 2 рулон В1, расположенный в первом положении Р2 для размотки, является почти пустым и должен быть заменен новым рулоном В2, расположенным в положении ожидания Р1. На фиг. 2 также можно видеть, что первый разматывающий элемент 13 уже был перемещен напротив второго рулона В2 перед началом перемещения вниз поворотных рычагов 7. Таким образом, пока первый разматывающий элемент 13 является неподвижным, он действует в качестве тормоза.
Для передачи рулона В1 из первого положения Р2 для размотки ко второму положению Р3 для размотки каретки 53 перемещают вдоль направляющих 51 до тех пор, пока они не окажутся напротив намоточного стержня рулона В1 в первом положении Р2 для размотки. С помощью блокирующего элемента 59, предусмотренного на каждой каретке 53, концы намоточного стержня AS рулона В1, выступающие из рулона В1, вводятся в зацепление с каретками 53.
Кроме того, направляющий ролик 35 поднимается посредством поворота вверх пары рычагов 47 с помощью поршневых приводов 49 до тех пор, пока направляющий ролик 35 не будет установлен в положение, выше чем направляющие 51, по которым перемещаются каретки 53. Это изменяет траекторию бесконечного гибкого элемента 33, верхняя ветвь которого перемещается вверх. В действительности, подъемное перемещение направляющего ролика 35 может быть постепенным и использоваться, если это необходимо, в сочетании с вышеупомянутым постепенным перемещением направляющего ролика 37 для компенсации уменьшения диаметра рулона В1 во время размотки рулонного материала N1.
На фиг. 3 показан последующий этап, в котором каретки 53, образующие передаточный элемент, переместили рулон В1 из первого положения Р2 для размотки во второе положение Р3 для размотки. Для выполнения этого перемещения упорные бабки 27 вначале освобождаются (стрелка f27, фиг. 7) от намоточного стержня As рулона В1, после того как вышеупомянутый стержень был введен в зацепление с каретками 53, образующими передаточный элемент рулона между положениями Р2, Р3 и Р4. Благодаря наличию неприводных шкивов 53r, 59R двух кареток 53, рулон В1 может продолжать вращаться вокруг своей оси для размотки рулонного материала N.
В результате подъема направляющего ролика 35 в положение, показанное на фиг. 3, бесконечный гибкий элемент 33 второго разматывающего элемента 31 остается в контакте с рулоном В1 и проходит на определенный угол вокруг него, также когда рулон В1 расположен во втором положении РЗ для размотки.
Таким образом, первый рулон В1 поддерживается в постоянном вращении, пока он находится в первом положении Р2 для размотки, во время передачи из первого положения Р2 для размотки во второе положение Р3 для размотки, а также когда он расположен во втором положении Р3 для размотки. Скорость вращения и соответственно скорость размотка рулонного материала N1 может быть уменьшена перед началом передачи или во время передачи ко второй станции Р3 для размотки или когда первый рулон В1 расположен во втором положении Р3 для размотки.
Как только рулон В1 был перемещен от первого положения Р2 для размотки, может начаться перемещение вниз второго рулона В2 из положения ожидания Р1 (фиг. 1) к первому положению Р2 для размотки. Это перемещение обеспечивается путем поворота рычагов 7 с помощью приводов 9, как показано на фиг. 3. Ось В-В вращения или поворота рычагов 23 первого разматывающего элемента 13 следует за поворотным перемещением поворотных рычагов 7.
Когда должен начаться цикл для замены первого рулона В1 вторым рулоном В2, первый разматывающий элемент 13 приводится во вращение и постепенно ускоряется для начала вращения второго рулона В2 в направлении размотки. Бесконечный гибкий элемент 15 первого разматывающего элемента 13 следует за перемещением вниз рулона В2, присоединенного его осью В-В к поворотным рычагам 7 с помощью удлинительных элементов 7Х и торсионного стержня 7Т. Следовательно, бесконечный гибкий элемент 15 первого разматывающего элемента 13 остается в контакте со вторым рулоном В2, в то время как последний опускается к первому положению Р2 для размотки. Ускорение вращательного движения второго рулона В2 осуществляется способом, синхронизированным с перемещением вниз рулона В2.
На этом этапе в результате начала вращения (в направлении против часовой стрелки на чертеже) согласно стрелке fB2 второго рулона В2, вызванного первым разматывающим элементом 13, головная или концевая часть NL2 рулонного материала N2 начинает разматываться и накладывается на первый рулонный материал N1, который продолжают подавать согласно стрелке fN в результате вращения рулона В1, расположенного во втором положении Р3 для размотки и поддерживаемого во вращении вторым разматывающим элементом 31.
Как можно видеть на фиг. 3, на этом этапе головная часть рулонного материала N2, разматываемого с рулона В2, перемещается вперед, поддерживаемая первым рулонным материалом N1, вместе с последним к сращивающему устройству 81.
На фиг. 4 показан последующий этап, на котором второй рулон В2, продолжающий опускаться и поддерживаемый во вращении первым разматывающим элементом 13, входит в контакт с рулонным материалом N1 и начинает прижиматься к разматывающему элементу 31, а более точно к верхней ветви бесконечного гибкого элемента 33. Головной конец рулонного материала N2, разматываемого с рулона В2, прикрепляется сращивающим устройством 81 к конечной части рулонного материала N1, который продолжает перемещаться вперед в результате перемещения бесконечного гибкого элемента 33. Режущий элемент 65 отрезал рулонный материал, поступающий от рулона В1, образуя задний конец С1 рулонного материала и таким образом позволяя рулону В1 перемещаться к положению Р4 для выгрузки. Ролик 35 опускается для перемещения бесконечного гибкого элемента 33 на удаление от пустого рулона В1 и тем самым останова вращения пустого рулона В1, для того чтобы рулонный материал, намотанный на нем, больше не подавался. Кроме того, опускание ролика 35 позволяет освободить путь для перемещения рулона В1 из второго положения Р3 для размотки к положению Р4 для выгрузки.
На фиг. 5 показан последующий этап, в котором каретки 53 переместили первый пустой рулон В1 в положение Р4 для выгрузки, в то время как новый рулон В2 был освобожден в первом положении Р2 для размотки. Второй рулон В2 освобождается в первом положении Р2 для размотки следующим образом. Ось намоточного стержня AS рулона В2 центрируют с упорными бабками 27 посредством перемещения поворотных рычагов 7. Как только это положение было достигнуто, упорные бабки 27 перемещают друг к другу (стрелка f27) и вводят в зацепление в полые концы намоточного стержня AS. Для облегчения этой операции захвата, упорные бабки и соответствующие полости намоточного стержня AS предпочтительно имеют часть в форме усеченного конуса. Как только второй рулон В2 вошел в зацепление с упорными бабками 27, концы 7А поворотных рычагов 7 приводятся во вращение с помощью приводов 11 для освобождения стержня AS и рулона В2 и чтобы позволить снова поднимать рычаги 7 к положению ожидания Р1. Перед передачей рулона В2 к упорным бабкам 27 рулон В2 может в любом случае вращаться и подавать рулонный материал N2 благодаря шкивам 7R, расположенным в гнездах 7В, образованных рычагами 7.
Первый разматывающий элемент 13 вышел из зацепления со вторым рулоном В2, который продолжает вращаться в результате перемещения бесконечного гибкого элемента 33 второго разматывающего элемента 31, с тем чтобы поддержать непрерывную подачу рулонного материала N2, который заменил рулонный материал N1.
Рулон В2, после окончательного достижения второго положения Р2 для размотки и зацепляемый упорными бабками 27, может переходить от пониженной скорости вращения, при которой выполнялся этап замены рулонов В1 и В2, к нормальной рабочей скорости. Если нормальная рабочая скорость является особенно низкой, то также возможна работа при нормальной рабочей скорости также во время этапа смены или замены рулонов.
В любом случае, даже если скорость, при которой выполняется замена рулонов, является более низкой, чем нормальная рабочая скорость, тем не менее возможно подавать непрерывно материал к линии, расположенной вниз по потоку от разматывателя 1, если это необходимо, временно снижая скорость линии.
Альтернативно, накопитель, например, буферный волнообразный накопитель, может быть обеспечен между разматывателем 1 и расположенной по потоку после технологической линии. По сравнению с машинами, которые требуют полного останова разматывателя во время замены пустого рулона новым рулоном, преимущество обеспечивается в любом случае, поскольку любой требуемый накопитель может быть меньших размеров. Присутствие накопителя могло бы также использоваться для того, чтобы выполнять замену рулона В1 рулоном В2 при пониженной скорости, в то же время поддерживая скорость подачи рулонного материала по потоку после накопителя при более высокой скорости, равной нормальной рабочей скорости или скорости, промежуточной между нормальной рабочей скоростью и скоростью размотки рулонов В1, В2, в течение этапа замены.
На фиг. 6 показан последующий этап, в котором пустой рулон В1 был удален из положения Р4 для выгрузки, и каретки 53, образующие передаточный элемент, вернулись в свое положение вдоль приблизительно горизонтальной секции направляющих 51. Рычаги 7 были возвращены в положение для приема от мостового крана, не показанного, нового рулона для его удержания в положении ожидания Р1, в то время как рулон В2, который поддерживается во вращении и разматывается вторым разматывающим элементом 31, расположен в первом положении Р2 для размотки.
На фиг. 8, 9 и 10 показаны этапы, эквивалентные этапам фиг. 2, 3 и 4, описанным выше в случае, в котором рулоны В1 и В2 должны разматываться при вращении в противоположном направлении относительно направления, показанного в последовательности, изображенной на фиг. 1-6, вращая разматывающие элементы 13 и 31 в противоположном направлении. Конструкция разматывателя является идентичной. Этапы размотки по существу такие же, с соответствующими адаптациями, включая тот факт, что контакт между рулоном В2 и бесконечным гибким элементом 33 происходит после того, как задний конец рулонного материала N1 пройдет вниз по потоку от точки контакта рулона В2 с вышеупомянутым бесконечным гибким элементом 33.
На фиг. 8, 9 и 10 показано, что размоточное устройство также способно обрабатывать эти рулоны с последовательностью, по существу эквивалентной последовательности, описанной ранее. Следовательно, разматыватель 1 имеет дополнительное преимущество по сравнению с разматывателями уровня техники, предшествующего данному изобретению, заключающееся в его способности разматывать рулоны без различия в одном направлении или в другом, просто путем реверсирования вращательного движения разматывающих элементов 13 и 31.
Понятно, что на чертежах показан всего лишь один пример, представленный просто в качестве практической демонстрации данного изобретения, которое может изменяться в его формах и конструкциях, без отхода при этом от объема концепции, лежащей в основе данного изобретения. Любые условные обозначения в прилагаемой формуле изобретения обеспечены для облегчения чтения формулы изобретения со ссылкой на техническое описание и чертежи и не ограничивают объем патентной защиты, представленной формулой изобретения.
Реферат
Группа изобретений относится к области размотки рулонных материалов. Разматыватель содержит первый разматывающий элемент и второй разматывающий элемент. В первом положении размотки устанавливают первый рулон. Первый рулон передают во второе положение размотки, когда его необходимо заменить вторым рулоном. Второй рулон удерживается в состоянии ожидания. При замене рулонов первый разматывающий элемент запускает вращение второго рулона. Второй разматывающий элемент содержит бесконечный гибкий элемент. Бесконечный гибкий элемент проходит от первого положения для размотки до второго положения для размотки. Гибкий элемент расположен и управляется так, чтобы первый рулон поддерживался в контакте со вторым разматывающим элементом. Второй разматывающий элемент контактирует с первым рулоном и вращает его в первом и втором положении для размотки и во время передачи из первого во второе положение для размотки. Обеспечивается простота и технологичность замены рулонов. 2 н. и 27 з.п. ф-лы, 10 ил.
Формула
- установку первого рулона (В1) в первое положение (Р2) для размотки;
- установку второго рулона (В2) в положение ожидания (Р1), в котором расположен первый разматывающий элемент (13);
- разматывание первого рулонного материала (N1) с первого рулона с помощью второго разматывающего элемента (33);
- перед прекращением размотки первого рулона (В1) перемещение первого рулона из первого положения (Р2) для размотки ко второму положению (Р3) для размотки, поддерживая первый рулон (В1) во вращении с помощью второго разматывающего элемента (31) и продолжая разматывать первый рулонный материал (N1);
- приведение второго рулона (В2) во вращение и перемещение второго рулона (В2) из положения ожидания (Р1) к первому положению (Р2) для размотки, в то время как второй рулонный материал (N2) начинает разматываться со второго рулона (В2);
- присоединение переднего конца второго рулонного материала (N2) к заднему концу первого рулонного материала (N1).
Документы, цитированные в отчёте о поиске
Автоматическое разматывающее устройство непрерывного действия для подачи материала в виде ленты с катушек
Комментарии