Транспортирующее устройство для чугунных муфтовых труб - SU1184438A3
Код документа: SU1184438A3
Чертежи
Описание
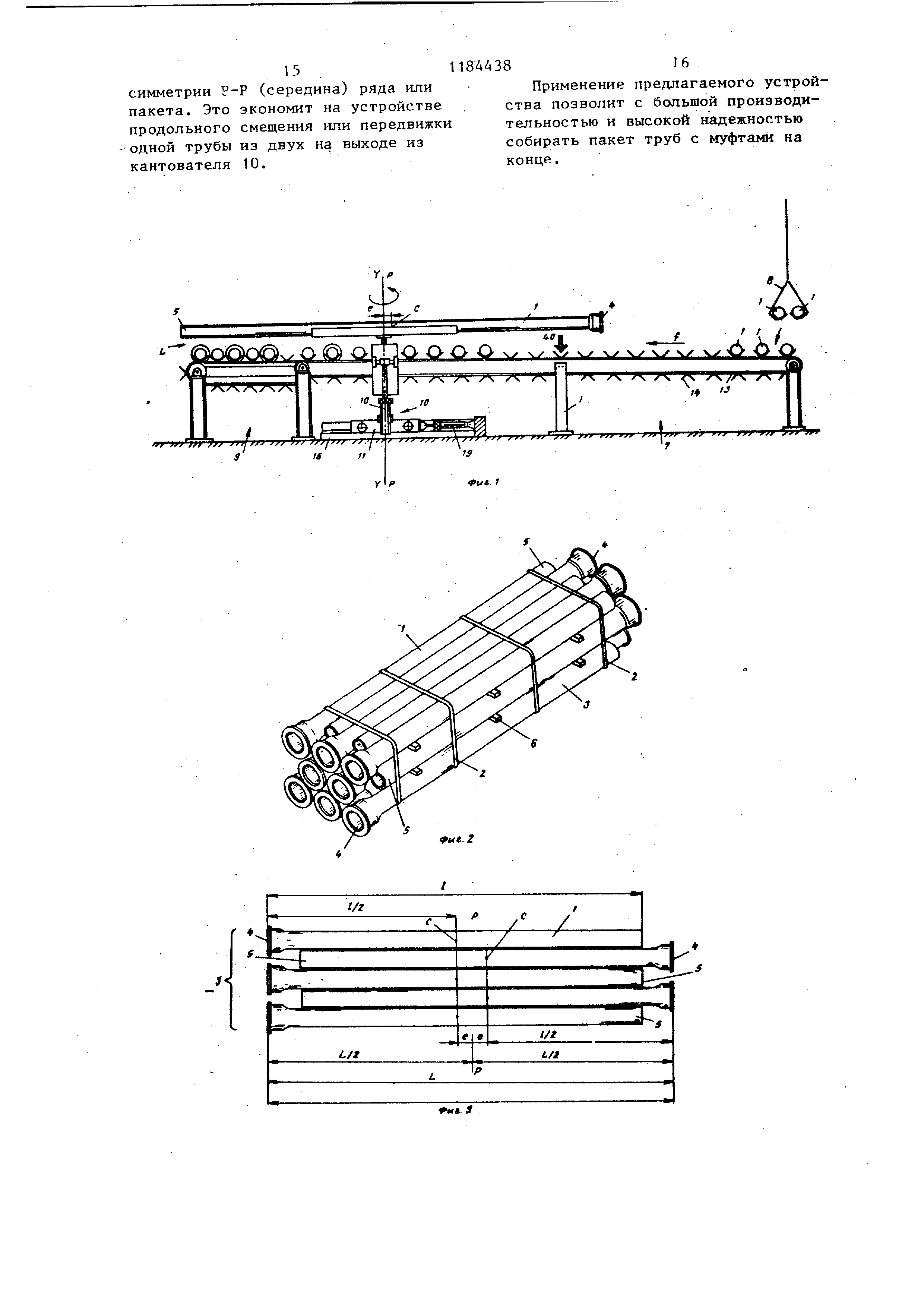
1 Изобретение относится к транспо тированию чугунных муфтовых труб н выходе из машины центробежного лит к пункту покрытия, в частности к погрузке труб на горизонтальный или почти горизонтальный конвейер после изготовления этих труб и кон вейер для получения рядов труб, расположенных налетом, в четном ил нечетном количестве, причем муфта трубы чередуется с гладким концом следующей трубы. Последовательные ряды предназначены быть наложенными один на другой для образования связанных пакетов. Изобретение мож применяться к трубам малых диаметров от 60 до 300 мм или, в крайнем случае средних диаметров, но не пр вышающих, например, 600 мм, так как образованные пакеты труб должны сохранять размеры и вес,соо разующиеся с погрузочными механизм ми и тра.нспортными средствами. Известно транспортирующее устройство изделий, в том числе и чугунных муфтовьк труб, включающее установленные на основании горизок тальньй подающий и принимающий кон вейеры, на бесконечных тяговых цепях которых смонтированы с определенным шагом V-образные опоры, и кантователь на 180 с подъемно опускным механизмом, имеющим шарни но-рычажное приспособление в виде параллельных рычагов шарнирно связанных с платформой, привод подъема и размещенное на платформе пово ротное от привода приспособление с лотком на поворотном валу lj . Недостатками известного устройства являются низкая произ-водительность и надежность в работе, так как производится разворот каждого поступившего в поток изделия и устройство не обеспечивает пропускание изделий без разворота. Для подачи изделий без разворота необходимо применение дополнительных приспособлений. Цель изобретения - повьппение производительности и надежности в работе. Указанная цель достигается тем, что в транспортирукнцем устройстве дпя чугунных муфтовых труб, включающем устанрвленНые на основании горизонтальные подающий и принимающий конвейеры, на бесконечно замкну 82 тых тяговых органах которых смонти-. рованы с определенным тагом V-образные опоры, и кантователь на 180 с подъемно-спускным механизмом, имеющим шарнирно-рьгчажное приспособление в виде параллельных рычагов, шарнирно связанных с платформой, привод подъема и размещенное на платформе поворотное от привода приспособление с лотком на поворотном валу, кантователь на 180 снабжен механизмом продольного перемещения , вьтолненным в виде установленной с возможностью перемещения по основанию каретки с шаговым приводом , а поворотное приспособление снабжено дифференцирующим средством, причем каждый бесконечно замкнутый тяговьй орган выполнен в виде двух цепных контуров, между которыми смонтированы V-образные опоры, а к-антователь на 180 размещен последовательно между горизонтальными подающими и принимающими конвейерами , при этом подъемно-спускной механизм смонтирЬван на каретке. Кроме того, дифференцирующее средство выполнено в виде трехзвенной рычажной системы шестерен разного диаметра и промежуточного и ведущего валов, причем трекзвенная система выполнена из рычагов разной длины и связанного с ними посредством осей шатуна, при этом рычаг меньшей длины смонтирован на ведущем валу, а рычаг большей длины на промежуточном валу, на котором смонтирована шестерня большего диаметра с возможностью взаимодействия с шестерней меньшего диаметра , причем соотношение длин рычагов и диаметров шестерен равно 2:1. Кроме того, привод подъема выполнен в виде вертикально установленного домкрата, а шаговый привод каретки - в виде горизонтально установленного домкрата. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг.2пакет труб с расположением валетом муфтовых и гладких концов; на фиг.Зряд труб, расположенных валетом и сдвинутых один относительно другого, вид в плане; на фиг. 4 - устройство, вид сверху; на фиг. 5 - то же, при верхнем положении кантователя относительно конвейера перед разворотом; на фиг. 6 - труба, повернутая на
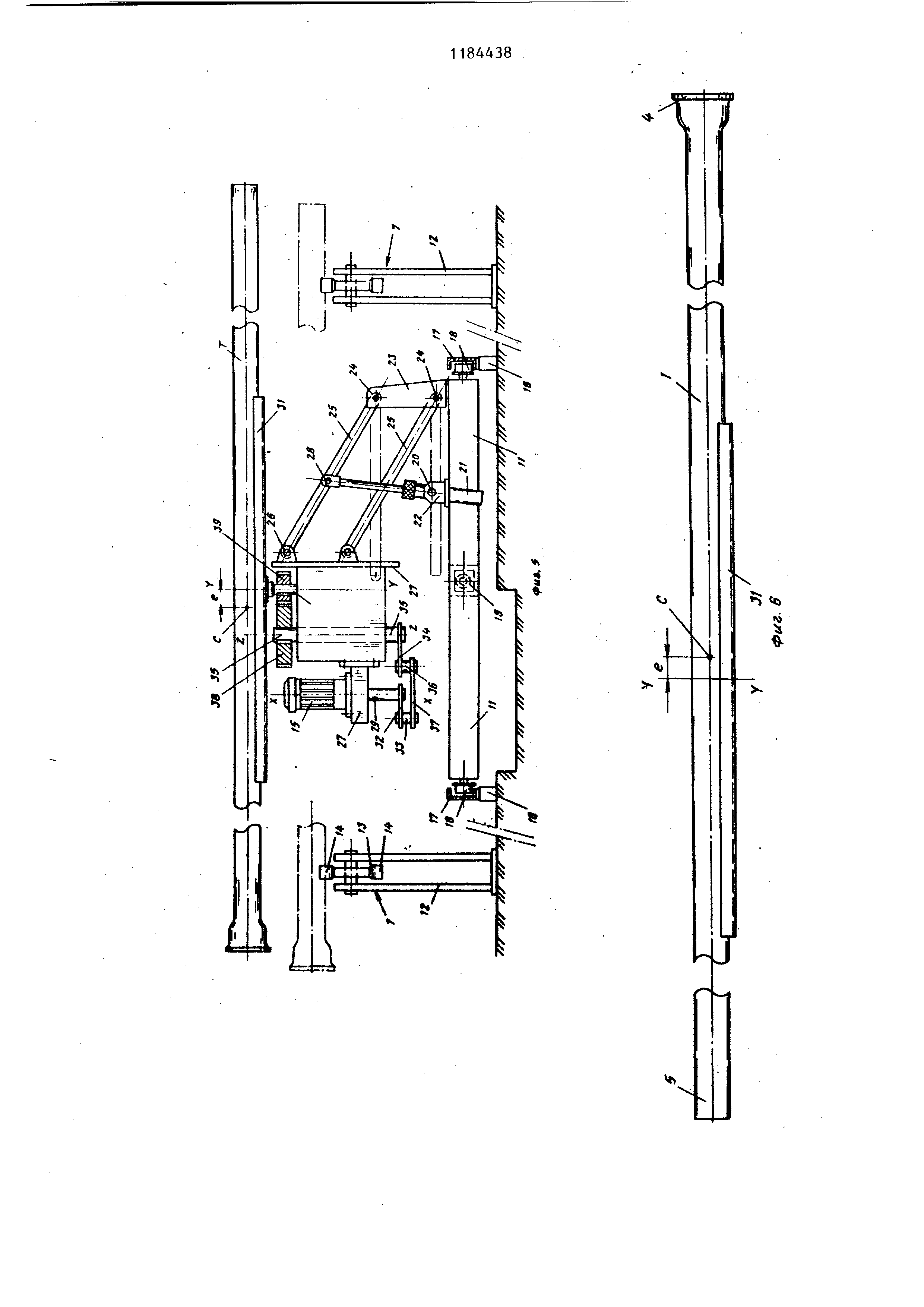
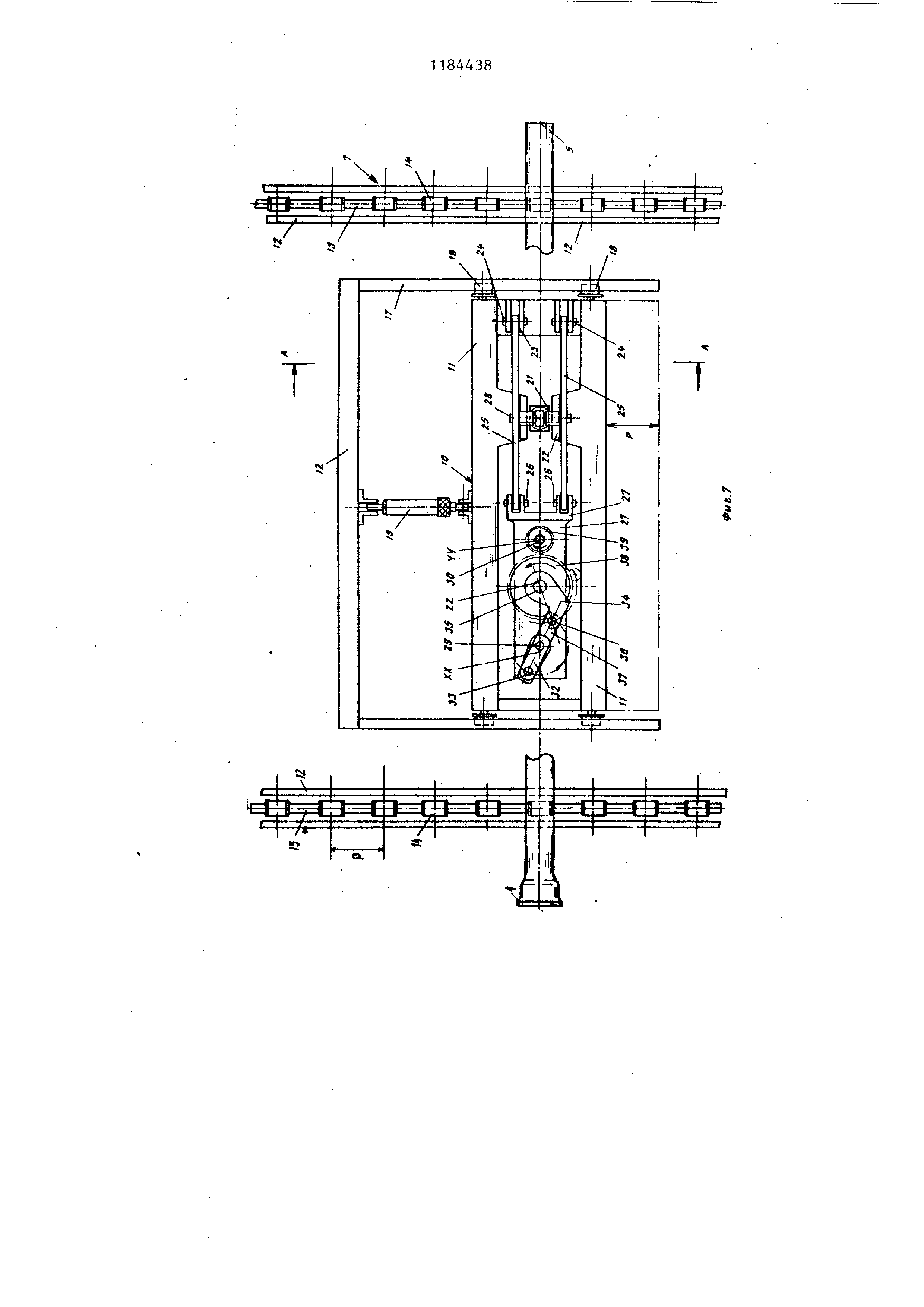
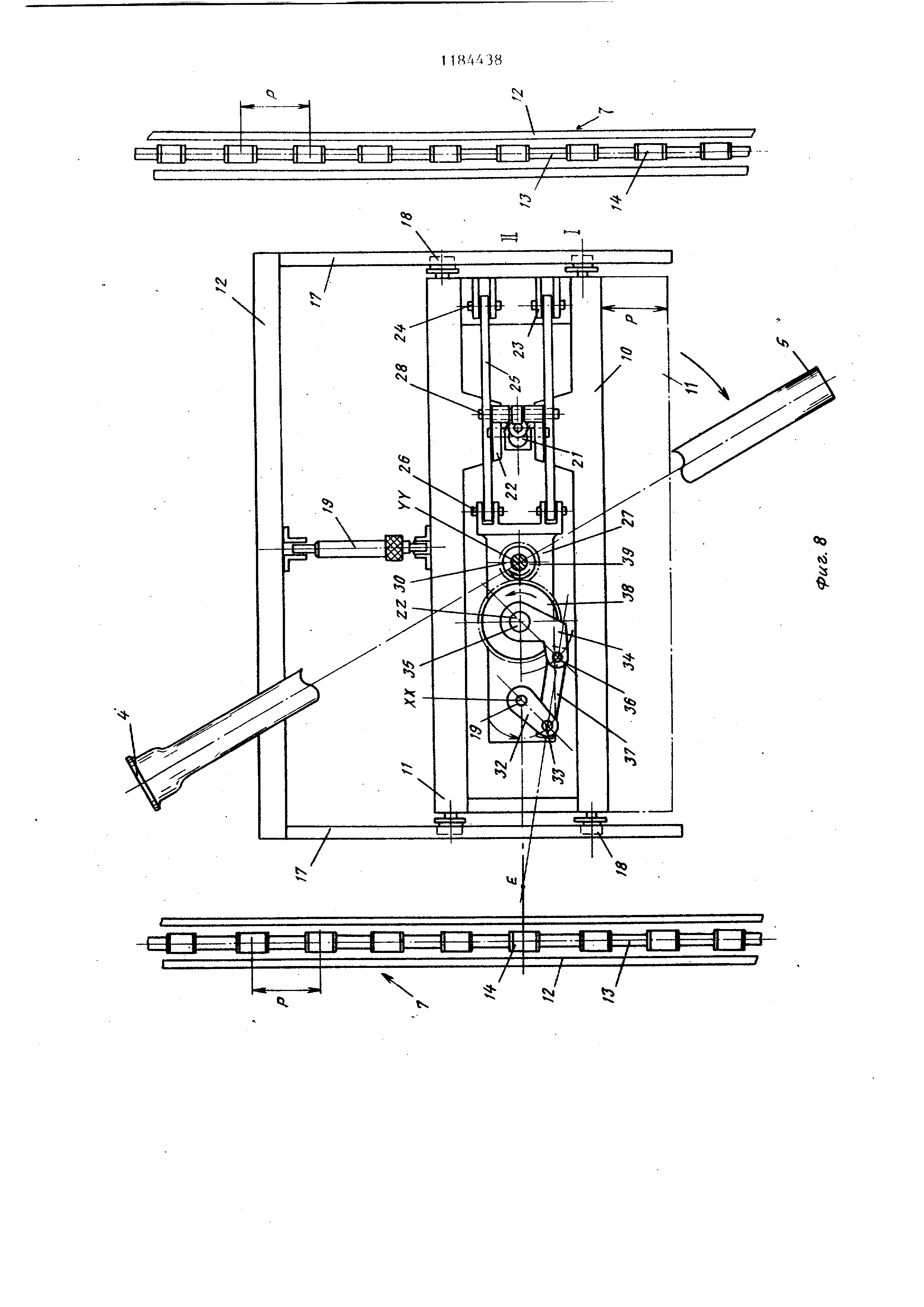
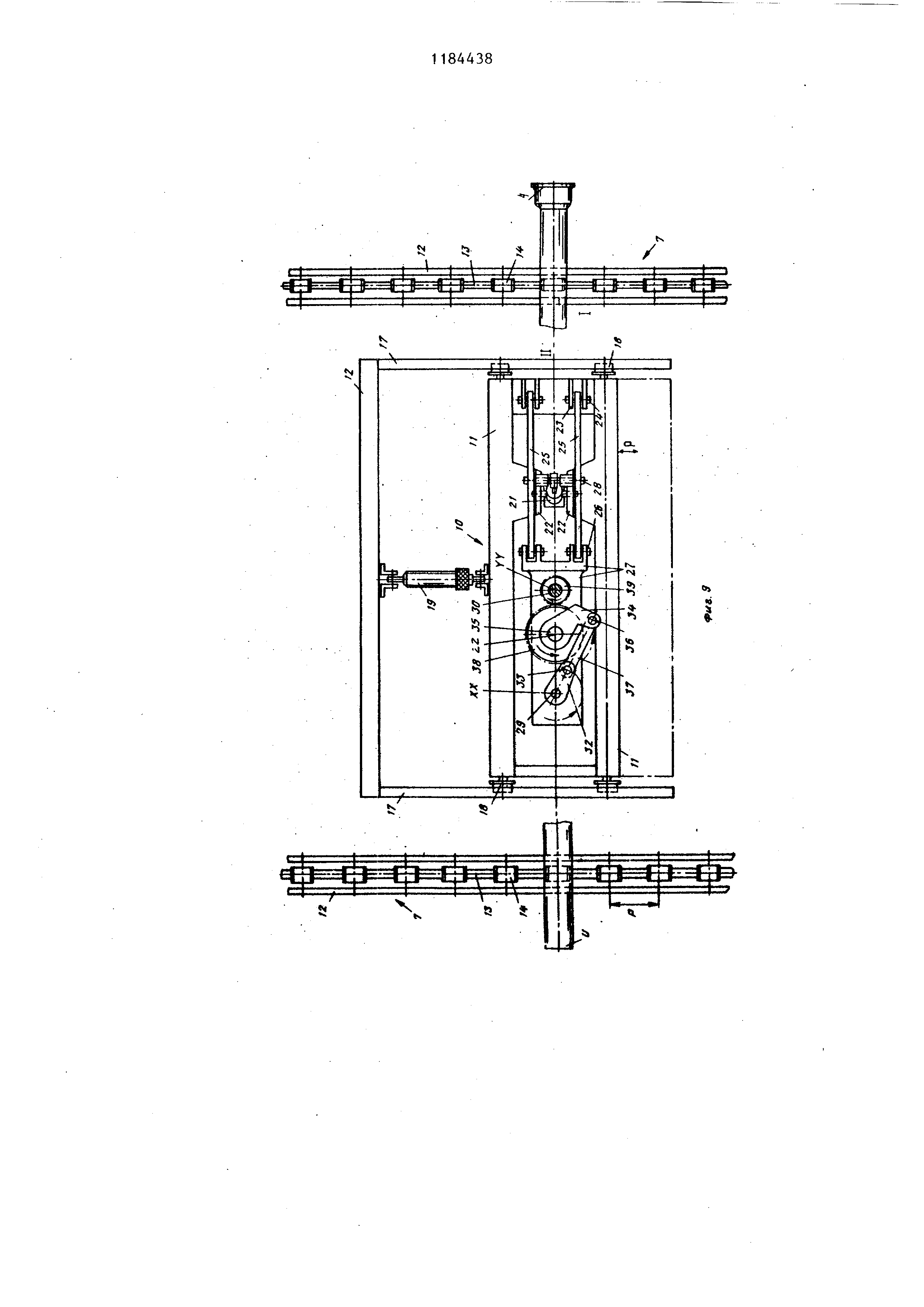
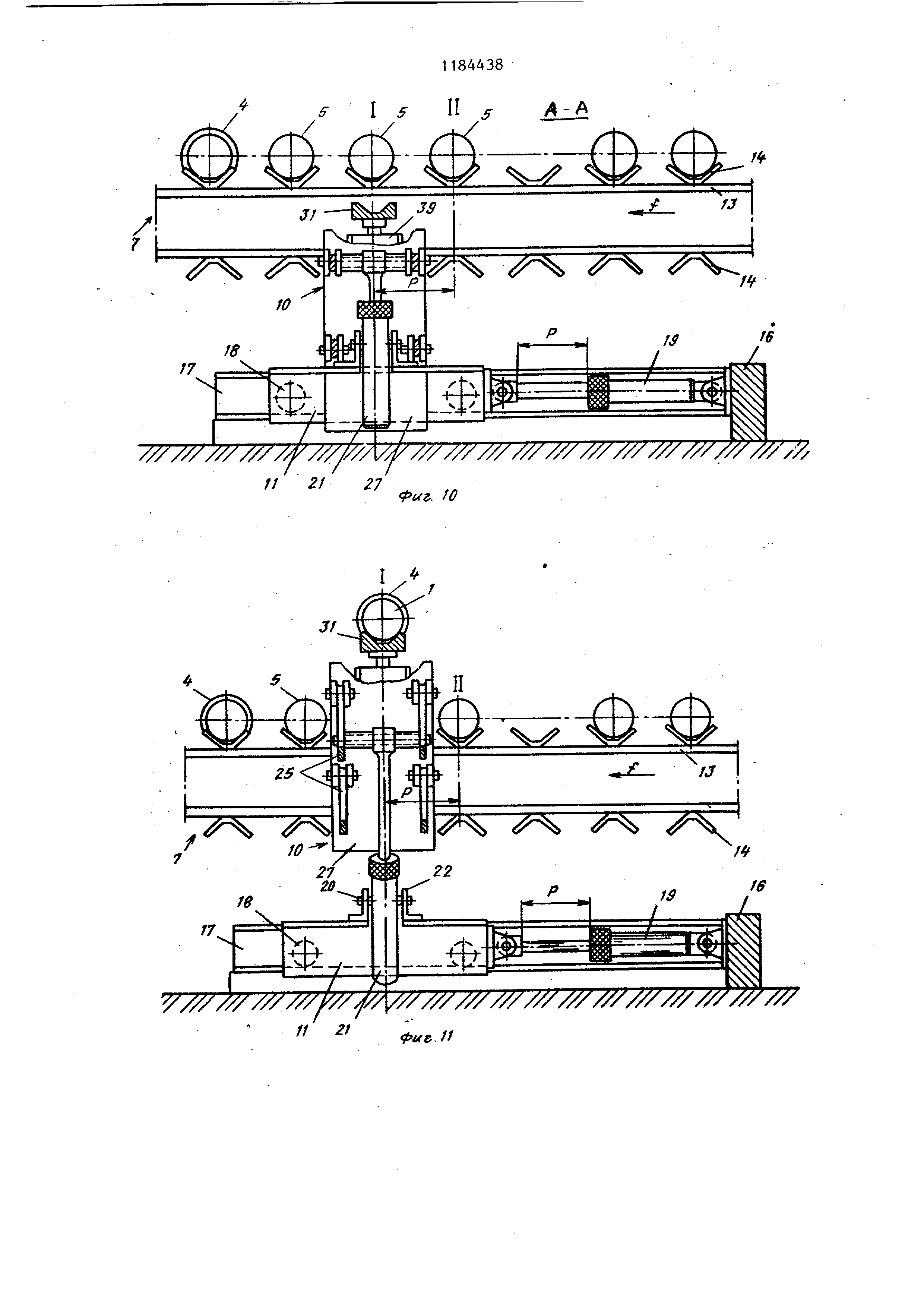
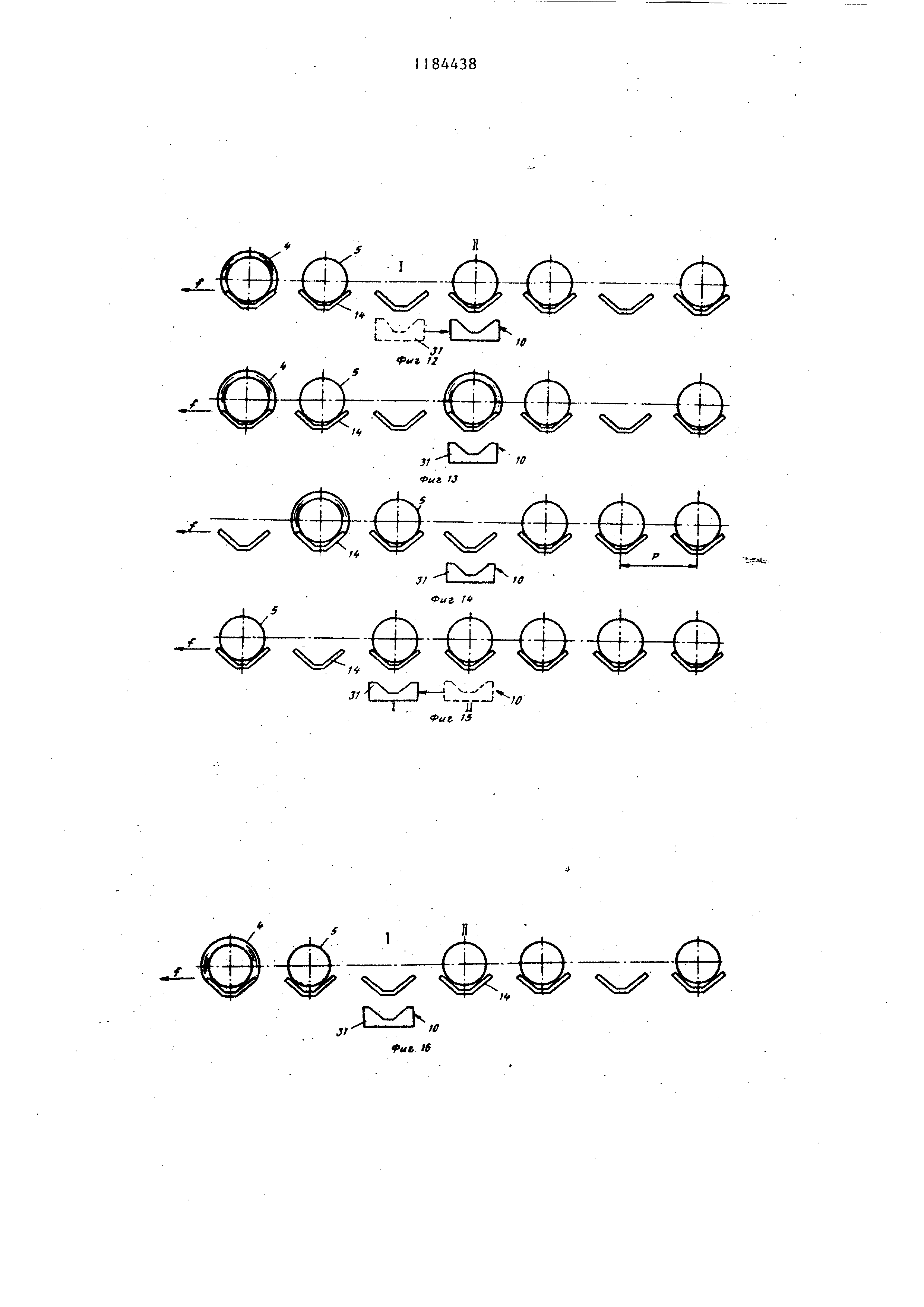
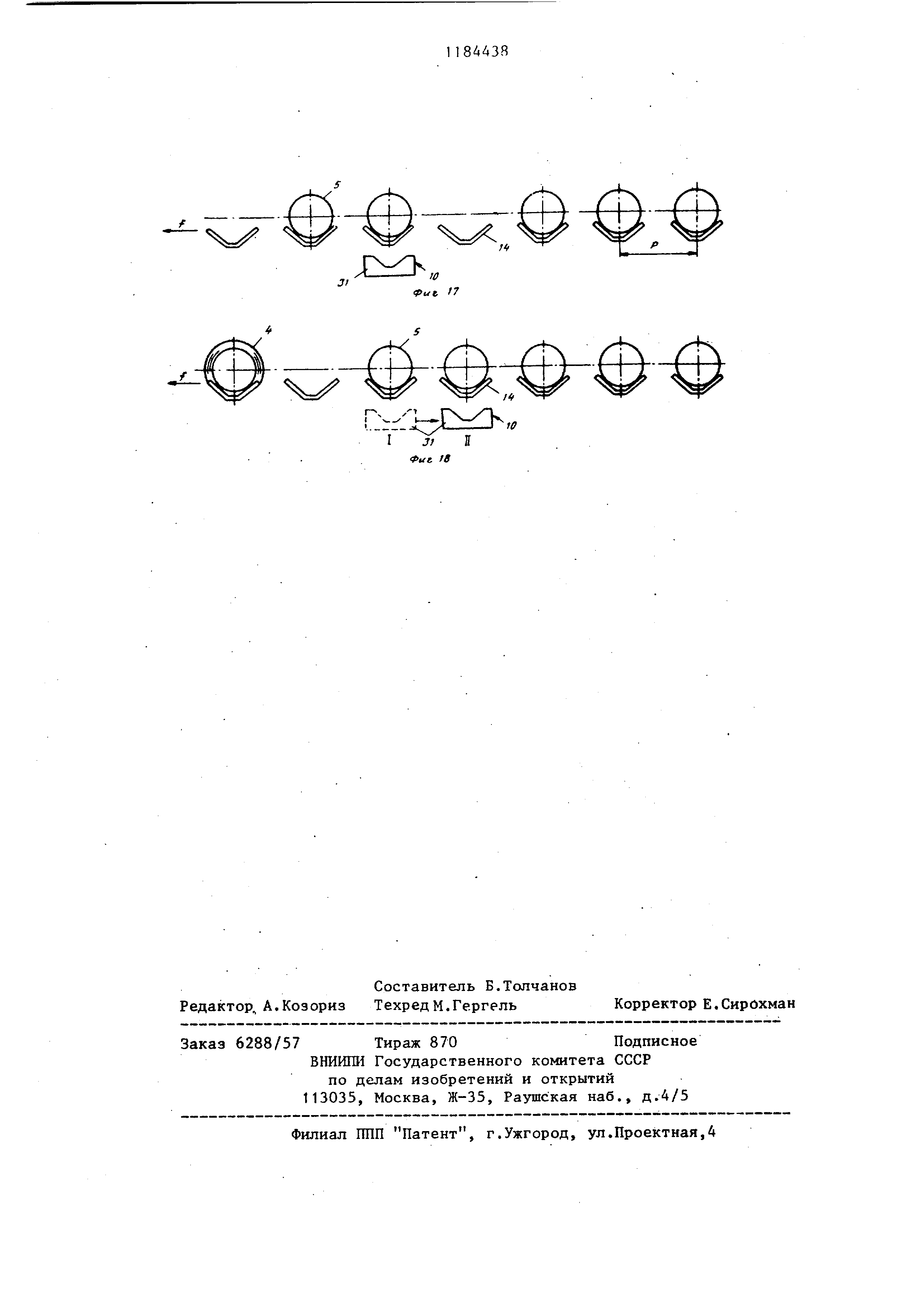
180® по отношению к ее положению на фиг. 5; на фиг. 7 - кантователь перед вращением трубы, вид сверху; на фиг. 8 - кантователь в ходе вращения , т;е. разворота трубы; на фиг. 9 - кантователь после вращения , т.е. разворота на , трубы, вид в плане; на фиг. 10 - разрез А-А на фиг. 7; на фиг.11- кантователь в верхнем положении над конвейером и слоем труб, транспортируamp;мыи после разворота трубы на 180 ; на фиг. 12-15 - последовательные и относительные положения конвейера труб и кантователя, перемещакицегося между двумя положениями, удаленными на шаг, с целью разворота одной трубы из двух, чтобы собрать нечетные ряды труб; на фиг.16-18 - сборка четных слоев труб.
Транспортирующее устройство применяется для сборки пакетов чугунных труб 1 с муфтами, связанных металлическими или пластмассовыми связями или лентами 2 (фиг.1 и 2). Трубы расположены в рядах 3, наложенных один на другой, образующих штабель или пакет. Горизонтально в каждом ряду 3 и вертикально между двумя наложенными рядами они расположены валетом, причем муфта 4 трубы чередуется с гладким концом 5 соседней трубы, чтобы уменьшить габариты каждого пакета. С этой целью (фиг.З) пять идентичных труб 1 одного ряда продольно смещены одна относительно другой на длину, соответствующую минимуму длины их муфты 4. Из этого следует, что если f - общая длина каждой трубы, обозначив С середину этой длины f, то общая длина L одного ряда 3 или пакета равна длин одной трубы, увеличенной по меньшей мере на длину муфты ряда 3,и что середина С каждой трубы смещена либо вправо, либр влево на расстояние а (эксцентрично ) относительно медианы Р-Р, показанной штрихпунктирной линией, полной длины L ряда или пакета. Медиана Р-Р является, таким образом, следом плоскости симметрии Р-Р ряда или пакета. Собранные пакеты труб должны сохранять размеры и вес, сравнимые с возможностями погрузочных механизмов и транспортных средств, например трубы Т малых диаметров (от 60 до 300 мм или в крайнем случае средних диаметров.
доходящих, например-, до 600 мм, причем трубы одного пакета во всех случаях имеют одйнаковьй диаметр). Каждый пакет составлен из четного или нечетного количества рядов 3 труб 1. Каждый ряд содержит четное или нечетное число труб 1.
В трех наложенных рядах по пять труб, диаметр которых равен, например , 80 мм и 100 мм (фиг.2), между двумя наложенными рядами вставлены деревянные прокладки 6 с целью повышения неподвижности рядов внутри каждого пакета. Прокладки 6 расположены поперечно относительно длины трубы 1, которая, например, порядка 6 м.
В целях упрощения концы труб с муфтами 4 изображены на торце двумя концентрическими кругами, в то время как концы с гладкими торцами 5 изображены одним кругом меньшего диаметра в сравнении с кругом муфты 4.
Можно иметь четное число наложенных рядов, например два или четыре, или нечетное число, например три (фиг.1). В каждом ряду можно иметь четное число труб, например две, четыре или шесть, или нечетное, например три или пять. Пусть ряды составлены из четного или нечетного числа труб, или число рядов четное или нечетное, всегда имеется расположение валетом горизонтально в каждом ряду и вертикально между наложенными рядами:
концы нечетных рядов:
4-5-4-5-4
5-4-5-4-5
4-5-4-5-4
концы четных рядов:
4-5-4-5
5-4-5-4
4-5-4-5
Транспортирующее устройство разворота труб (фиг.1) содержит горизонтальный или почти горизонтальный конвейер 7 труб с направлением перемещения, показанным стрекой f, перпендикулярным трубам 1,
расположенным на конвейере 7 с равномерным интервалом или шагом р , параллельными между собой, т.е. своими стволами.,
Обозначив входом начало стрелки f и выходом острие этой стрелки, на входном конце конвейера 7 трубы 1 подводятся парами любыми известными средствами, например подъемником 8. ю Трубы 1, получаемые в цехе центробежного литья на сдвоенных машинах, поступают на вход конвейера 7 с одинаковой ориентацией своих концов, т.е. имея на одной стороне свои 15 муфты 4 и на другой стороне свои гладкие торцы 5. На выходе конвейер 7 продолжен аналогичным конвейером 9 собирания рядов 3 труб, причем трубы расположены валетом с интер- 20 валами или шагом более близким, чем на конвейере 7. Около выходного конца конвейера 7 расположен кантователь 10 на 180 в основном на тележке или каретке 11 с возвратно-посту- 25 пательным перемещением на ход, равньй интервальному шагу между трубами tia конвейере 7, причем каретка. 11 снабжена средствами подъема и переворота трубы.Конвейер 9 перемещает зо собранные ряды. Конвейер 7 является транспортером подачи труб, лежащих валетом, причем расположение валетом получено на выходе кантователя 10 на конвейере 7, в то время как на входе конвейера 7 трубы все имеют одну и ту же ориентацию своих гладких торцов 5. Они выравнены по своим муфтам. Переход с конвейера 7 на конвейер 9 осуществляется известными средства- ,,. ми погрузки, например подъемным устройством, захватывакмцим трубы по одной на конвейере 7 для их размещения на конвейер 9 в том же порядке .
Таким образом,в серии труб 1, находящихся на входе кантователя 10, одна труба из двух должна быть развернута на 180 чтобы получить расположение валетом. Это расположе- 50 ние получают на выходе кантователя 10, поднимая трубу над конвейером 7, разворачивая ее на 180 над конвейером 7 и вновь укладывая ее на конвейер 7. Операция разворота осу- 55 ществляется во время остановки межу двумя переходами конвейера 7, который продвигается на два шага за
равномерные периоды или проходы, разделенные равномерными остановками . Из-за отсутствия труб на конвейере 7 в некоторых местах каретка перемещает кантователь 10 туда, где находится переворачиваемая труба .
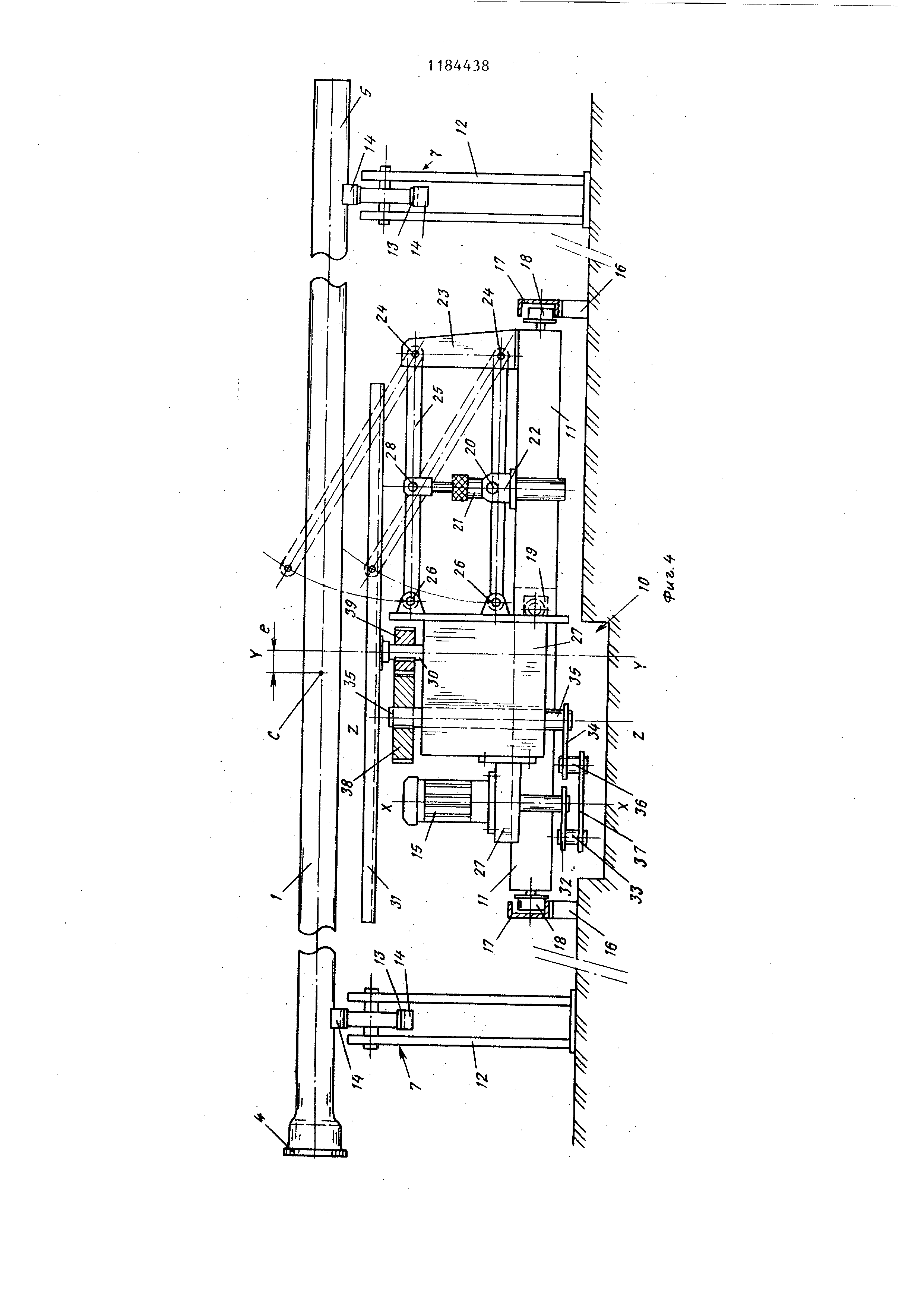
Установленный на основании конвейер 7 содержит станину 12, несущую пару бесконечных цепей 13, которые сами несут люльки или V-образные опоры 14 труб 1, равномерно разнесенные на шаг р . Бесконечные цепи 13 приводятся в прерывистое движение продвижения в направлении стрелки f, установкой (не показана) мотораредуктора 15. Движение прерывистого продвижения, разделенные равномерно остановками, имеют проход, равный двум шагам (2р) для продвижения одновременно двух труб. Трубы 1 ставятся попарно на опоры 14 поперечно цепям 13, а следовательно, направлению продвижения f. Кантователь 10 установлен на станине 16 с дорожками 17 качения, образованными парой профилированных направляющих, параллельных цепям 13 и направлению f. На станине 16 установлена тележка или каретка 11, состоящая из прямоугольного металлического шасси с катками 18. Каретка 11 способна на попеременный проход, {)авньй .одному шагу р промежутков опор 14 на цепях 13 под действием силового цилиндра 19с рабочим телом под давлением, установленного на станине 16 и сцепленного с шасси каретки 11.
Каретка 11 несет механизм 10 разворота , а именно подъемно-опускной механизм для подъема конвейером 7 и транспортируемыми трубами и кантователь 10 на 180 в горизонтальной плоскости. На шасси каретки 11 шарнирно установлен вращающимся вокруг пальца 20 с горизонтальной осью подъемньй домкрат 21 с рабочим телом под давлением с вертикальной или приблизительно вертикальной осью. Палец 20 установлен в паре ушек 22, прикрепленных к каретке 11. Ориентация оси пальца 20 не учитывается. Каретка 11 имеет пару стоек 23, на которых шарнирно закреплены на двух пальцах 24, разнесенных по высоте, с осями, параллельными направлению f, концы двух пар подъемных рычагов 25, параллельных между собой, несущих на своем другом конце с помощью шарниров 26 платформу 27, содержащее поворотное приспособление. Подъемные рычаги 25, пальцы 24 и шарниры 26 на платформе 27 образуют шарнирный параллелограмм. К середине верхних подъемных рычагов 25 присоединен при помощи шарнира 28 конец штока поршня подъемного.домкрата 21.
Платформа 27 несет поворотное приспособление на трубы 1 в горизонтальной плоскости. На платфоме 27 установлен мотор-редуктор 15 для приведения во вращение ведущего вала 29 с вертикальной осью XX, причем ведомый вал 30 с вертикальной осью УУ несет горизонтальньй лоток 31 с V-образным сечением и длиной, меньшей длины трубы 1, предназначанной для приема трубы 1, поворачиваемой вокруг оси УУ. Труба 1 просто положена на лоток 31 (с отклонением е от своей середины С по отношению к оси УУ) без крепления на лотке 31.
Передача движения содержит систему преобразования движений и систему повьш1ения скорости, следоваTejibHo , хода в заданном ритме.
г
Преобразование движения достигается посредством системы тяг и рычагов , называемой в кинематике шарнирной трехзвенной системы, содержщей первый рычаг 32, насаженный на ведущий вал 29, с которым он жестко связан во вращении и несущий на своем конце палец 33, второй рычаг 34, длиннее в два раза, чем первый, изогнутый, насаженный на промежуточ ный вал 35 с осью, параллельной ося XX и УУ, жестко связанный во с ним и несущий на своем конце палец 36, и шарнирно закрепленный между пальцами 33 и 36 соединительньй шатун 37 рычагов 32 и 34.
Посредством шарнирной трехзвенно Системы 32, 34 и 37 при повороте первого рычага 32 на дугу 180° в ходе непрерьтного вращения второй рычаг 34 поворачивается на дугу 90 учитывая отношение геометрических длин рычагов, т.е. межосевых расстояний 29-33 и 35-36 (дуги показаны штрихпунктирныни линиями на фиг.7). Повьш1ение скорости, следовательно , хода между промежуточным 35 и ведомым 30 валами достигается
посредством пары прямозубых шестерен 38 и 39, всегда на:ходящихся в зацеплении, насаженных соответственно на валы 35 и 30 и содержащих одну большую 38 и одну малую 39 зубчатые шестерни, например, с отношением диаметров 1/2, чтобы получить для малой шестерни 39, следовательно для лотка 31 поворота трубы, удвоенную скорость большей шестерни 38, т.е. в одно и то же время, удвоенный ход второго рычага 34, следовательно ход по дуге 180 для хода рычага 34 по дуге 90, Направления вращения рычагов 32 и 34 и зубчатых шестерен 38 и 39 указаны стрелками.
Платформа 27 несет три вала 29, 30 и 35, трехзвенную систему 32, 33 и 37 и зубчатые шестерни 38 и 39. Ось УУ ведомого вала 30 является осью разворота трубы 1. Ось УУ проходит через середину длины лотка 31, который сам расположен в плоскости симметрии Р-Р ряда или пакета. Напротив с помощью устройства вьфавнивания муфт (не показано) на входе кантователя 10 середина С трубы 1, размещенной на лотке 31, не находится на оси У-У, т.е. в плоскости симметрии Р-Р одного ряда или пакета (плоскость Р-Р содержит ось УУ), а смещена на эксцентриситет е по отношению к оси УУ.
Посредством подъемных средств лоток 31 опоры трубы способен занимать нижнее положение ожидания под конвейером 7 (фиг.1,5 и 11) и, главным образом, над слоем транспортируемых труб 1, чтобы не задевать их в ходе разворота на 180 . После разворота на 180 трубы 1 в горизонтальной плоскости муфта 4 трубы, находящейся слева (фиг.4,5 и 7) оказывается помещенной справа (фиг.9).
Работа устройства заключается в
следующем. I
Пусть необходимо приготовить на конвейере 7 в положении валетом трубы 1, перемещаемые на конвейер 9, где образуется ряд пакетируемых труб. Пара труб 1 по п1водится на конвейер 7 при остановке (фиг.1, справа ), например, подъемником 8. Две трубы укладываются на две последовательные опоры 14 со своими муфтами и гладкими торцами, ориентированными в одну и ту же сторону, например гладкие торцы на переднем плане 9 ( фиг,1,10,11) или справа (фиг.4 и 5) Периодически продвигаясь на два шага р , т.е. на два промежутка между последовательными опорами 14, с про межуточными остановками между двумя последовательными продвижениями, ко вейер 7 продвигает трубы 1 до пункт разворота или кантователя 10, где одна из двух труб должна быть развернута на 180° во время остановки конвейера 7. Новые пары изготовленных труб непрерывно устанавливаются, таким образом, на конвейере 7 и заполняют опоры, которые их принимают. Однако на конвейере 7 между входным концом подвода трубы 1 (справа на фиг.1) и кантователем 10 находится пункт 40 контроля качества, символически обозначенной вертикальной стрелкой, направленной вниз (фиг.1) В пункте 40 трубы осматриваются и в случае необходимости изымаются с конвейера 7 для правки или отбраковки . Из этого следует, что на выходе пункта 40 могут отсутствовать трубы и, следовательно, пустые опоры 14, которые оказьшаются над кантователем 10, распределены случайно . При операции разворота на 180 трубы, переворачиваемая труба оказы вается хорошо размещенной над канто вателем 10, т.е. прямо над опорным лотком 31, принадлежащим кантователю 10 (что происходит не всегда вследствие операций контроля качест ва и отсутствия труб, которые могут быть представлены. При операции перемещения на один шаг кантователя для размещения его опорного лотка 31 прямо под переворачиваемой трубой 1 лоток оказьгоает ся под трубой, которую не надо пере ворачивать (после перевернутой пред шествующей) или под парой пустых опор 14 (изменения положения показа ны штрихпунктирными линиями). При развороте на 180(фиг.4-9) труба 1 останавливается над лотком 31, который находится в нижнем поло жении из-за того, что подъемный дом крат 21 находится в нижней точке (на фиг.4 - положение подъемных рычагов 25 обозначено сплошными линиями ). Мотор-редукторная установка 15 останавливается. В домкрат 21 подается рабочее тело под давлением 8 чтобы подвести рычаги 25 в верхнее положение (штрихпунктирные линии на фиг. 4 и сплошные на фиг. 5). В ходе подъема лотка 31 параллельно самому себе, т.е. поперечно направлению f, труба 1 поднимается лотком 31 над конвейером 7 и, главным образом, над слоем транспортируемых труб. В верхнем положении трубы 1 осуществляется разворот на 180 в горизонтальной плоскости вращения лотка 31 следующим образом (фиг.7-9). Перед вращением (фиг.7) рычаги 32и 34, а также шатун 37 находятся в продолжении один другого (расположение по одной прямой пальцев 33, 36 и вала 29), назьшая их также осями вращения: оси 33 и 36 вращения находятся по обе стороны от оси 29 вращения. Запускается мотор-редукторная установка 15. В ходе вращения (фиг.8) вал 29, приводимьй во вращение , поворачивает первый ведущий рычаг 32 таким образом, что палец 33проходит по дугообразной траектории , показанной штрихпунктирной линией. Соединительньй шатун 37 приводит во вращение, в свою очередь , палец 36 и ведомый рычаг 34. Пальцы 33 и 36 и валы 29 и 35 рычагов 32, 34 и соединительного шатуна 37 образуют вершины или оси вращения шарнирного четырехугольника , рычаги 32, 34 и шатун 37 которого образуют кинематический узел, называемый трехзвенным. Палец 36 ведомого рычага 34 имеет дугообразную траекторию, показанную штрихпунктирной линией. Ведомый вал 35 поворачивает большую зубчатую шестерню 38, которая, в свою очередь, поворачивает малую зубчатую шестерню 29 в обратном направлении и, следовательно, вал 30, лоток 31 и трубу 1 (направления вращения обозначены стрелками). Отношение угловых скоростей осей вращения или валов 29 и 35 равны обратно пропорционально отношению соответствующих расстояний от осей 29 и 35 вращения до точки Е (фиг.8), определенной пересече1 ием штрихпунктирных сегментов, прилегающих к осям 29 и 35 вращения с одной стороны и к осям 33 и 36 вращения с дру-гой , размеры рычагов 32-34 и шатуна 37 являются такими, что ведомый рычаг 34 вращается в два раза медленнее , чем ведущий рычаг 32. Отношение скоростей вращения зубчатых шес терен 38 и 39 обратно отношению их диаметров при диаметре шестерни 38 в два раза большим диаметра шестерни 39, последняя вращается в два ра за быстрее, чем шестерня 38. Кинема тика трехзвенной системы (рычаги 32-34 и шатун 37) обеспечивает преимущественно ускорение в начале вращения и замедление в конце вращения , откуда происходит начальная постепеннссть запуска и финальное замедление, чем избегаются удары трубы 1, уложенной на лоток31. В конце вращения (фиг.9), т.е. после того, как палец 33 ведущего рычага пройдет полукруг, мотор-редукторная установка 15 останавливается . Два рычага 32 и 34 и шатун 37 вновь находятся в продолжении один другого (оси 29, 33 и 36 вращения трехзвенной системы находятся на одной прямой, причем оси 33 и 36 вращения находятся с одной стороны по отношению к оси 29 вращения). Ведущий рычаг 32 совершает полукруг (180°), а ведомый рычаг 34 - только четверть оборота (90°), т.е. полная траектория оси 33 вращения является полукругом, а траектория оси 36 вращения - четвертью круга. Зубчата шестерня 38 поворачивается на 90, а зубчатая шестерня 39 в то же врем на 180. Сравнивая фиг.7 и 9, видно что муфта 4 трубы 1, которая сначала находилась слева, оказалась спра ва. При опускании развернутой трубы 1 домкрат 21 действует так, чтобы вернуть подъемные рычаги 35 из поло жения, изображенного штрихпунктир- ными линиями (фиг.4), в положение, изображенное сплошными линиями (фиг.4). Узел платформы 27 опускается с лотком 31 и трубой 1, переустанавливающейся на опорах 14, которые она покидает. После разворота трубы 1 конвейер 7 запускается и осуществляет продви жение на два шага в направлении конвейера 9, затем останавливается для разворота другой трубы. Трехзвенная трансмиссия избавляет при развороте трубу от толчков и из-за своих малых габаритов легко располагается в проходе между двумя трубами, лежащими на конвейере 7 по одну и другую стороны от кантователя 10 (фиг. 17).- Шестеренная пара 38-39 устанавливает необходимую скорость разворота после ее понижения трехзвенной системой. Перемещение на один шаг кантователя 10 (фиг.10,11 и 12-18) между положениями 1 и II осуществляется следующим образом. Предполагалось, что переворачиваемая труба 1 находится действительно размещенной прямо над кантователем 10 при остановке конвейера 7, однако это происходит не во всех случаях из-за изъятия некоторых труб 1 в пункте 40 контроля (фиг.1), когда они имеют дефекты. Из этого следует , что интервалы между переворачиваемыми трубами (необходимо разворачивать одну из двух труб,которые проходят перед кантователем 10) могут быть нечетным числом шагов, в то время как продвижение конвейера 10 равно двум шагам. На фиг. 10 и 11 показаны кантователь 10 и часть конвейера 7, несущая партию труб 1, расположенных валетом на выходе кантователя 10, на кантователе 10 и на входе в него с пропуском между трубами.Переворачиваемая труба 1 вслед за предыдущей трубой 1 находится также над кантователем 10 и, следовательно, повернутой на фиг. 11 без движения домкрата 21, т.е. без перемещения кантователя 10. Фиг. 12-14 схематически иллюстрируют некоторое количество опор 14 и труб, а также кантователь 10, представленный только своим лотком 31, а также осуществление возвратнопоступательных операций кантователя 10 согласно расположению переворачиваемой трубы для набора сначала нечетного ряда труб (нечетное число, фиг. 12-15), затем последовательных четных рядов. Набор нечетного ряда. Конвейер 7 продвигается на два шага по отношению к положению, показанному на фиг.11. Первые трубы 1 переходят в положение валетом на выходе из кантователя 10. Так как-опора 14, которая дуста между следующими восемью трубами (должна оказаться над кантователем 10, если он остается в положении I , в то время, когда нуж131
но развернуть первую трубу в следующей паре труб, кантователь 10 перемещается из положения I в положение II во время продвижения конвейера 7 (старое положение показано пунктирными линиями, новое положение - сплошными). Таким образом, первая труба в следующей паре, находящаяся на расстоянии трех шагов от предьщущей развернутой трубы 1 и на один шаг от старого положения . кантователя 10, оказьшается прямо над новым положением кантователя 10. Если кантователь 10 не перемещен, данная труба не встает над кантователем 10 при следующем продвижении на два шага конвейера 7, а оказывается помещенной на один шаг к выходу от кантователя 16 (старое положение ) (фиг.12). После разворота указанной трубы в положение II следующей разворачиваемой трубой является труба, удаленная на три шага от положения 11 (фиг. 13). После продвижения на два шага указанная труба находится только в одном шаге от положения II , где находится кантователь 10 (фиг.14). После нового продвижения на два шага и одновременно продвижения на один шаг кантователя 10 из положения И в положение I данная труба оказьшается над кантователем 10 (фиг.15).
Для набора пакета нечетных рядов (фиг.2 и 3, например, три ряда по пять труб) видно, что трубы, лежащие валетом, со смещенными концами приведены кантователем 10 в следующий порядок относительно муфтовых концов 4 и гладких торцов 5: 4-5-5-4
5-4-4-5
.4-5-5 - 4,
то указьшает на применение закона азворота одной трубы из двух.
Не всегда то же самое происходит ля набора пакета из четных рядов (например, три ряда по четыре трубы ) , концы которых расположены слеующим образом:
4-5-4-5
5-4-5-44-5-4-5
443814
Набор последовательных четных рядов (фиг.16-18). Последняя труба верхнего ряда имеет то же расположение , что и первая труба следующего ряда, следовательно, первая труба следующего ряда не разворачивается .
Осуществляются операции для трех рядов по четыре трубы.
10 Последняя труба первого ряда переходит на выход от кантователя 10, находящегося в положении I . Первая труба следующего ряда располагается на один шаг от кантователя 10 и на
15 три шага от предыдущей развернутой трубы, но не переворачивается (фиг. 16). После продвижения конвейера 7 на два шага она проходит на выход от кантователя 10, тогда
20 как следующая переворачиваемая труба размещается в положение I над кантователем 10, который делает свою работу во время остановки конвейера 7. Следующей разворачиваемой трубой
25 является труба, которая находится в трех шагах от положения I (фиг.17). .После продвижения конвейера 7 на два шага и одновременного перемещения на один шаг кантователя 10 из положения I в положение II переворачиваемая труба 1 оказывается над кантователем 10 (фиг.18).
Таким образом, кроме труб закон разворота одной трубы из двух соблюдается . Не только подвижность кантователя 10 в возвратно-поступательI
ном перемещении между положениями
и II позволяет брать разворачиваемые трубы, каким бы ни быпо их положение I или II , учитывая продвижение конвейера 7 одновременно на два шага, но также и его перемещение в движении на место во время продвижения , цепей конвейера 7, что обеспечивает
выигрьш во времени.
Перемещение кантователя 10 между положениями 1 и Ц может также иметь место во время остановки цепей конвейера , но это менее выгодно.
При четных или нечетных рядах смещение труб в рядах пакетах (фиг.2) получается просто путем простого разворота трубы благодаря наличию эксцентриситета е ее середины С по отношению к оси разворота УУ, которая находится в плоскости симметрии -Р (середина) ряда или пакета. Это экономит на устройстве продольного смещения или передвижки одной трубы из двух на выходе из кантователя 10. 11844 38 Применение предлагаемого устройства позволит с большой производительностью и высокой надежностью собирать пакет труб с муфтами на конце.
Реферат
1. ТРАНСПОРТИРУЩЕЕ УСТРОЙСТВО ДЛЯ ЧУГУННЫХ МУФТОВЫХ ТРУБ, включающее установленные на основа .НИИ горизонтальные подающий и принимающий конвейеры, на бесконечно замкнутых тяговьк органах которых : смонтированы с определенным шагом V-образные опоры, и кантователь на 180 с подъемно-опускным механизмом, имеюишм шарнирно-рычажное приспособление в виде параллельных рычагов, шарнирно связанных с платформой, привод подъема и размещенное на платформе поворотное от привода приспособление с лотком на поворотном валу, отличающееся тем, что, с целью повышения производительности и надежности в работе, кантователь на 180 снабжен механизмом продольного перемещения, вьшолненным в виде ,установленной с возможностью перемещения по основанию каретки с-шаговым приводом, а поворотное приспособление снабжено дифференцирующим средством, причем каждый бесконечно замкнутьм тяговый орган выполнен в виде двух цепных контуров, между которыми г;монтированы V-образные опоры, а кантователь на 180 размещен последовательно между горизонтальным подакицим и при1нимающим конвейерами, при этом подъемно-опускной механизм смонтирован на каретке. 2. Устройство поп.1,отличаю щ е е с я тем, что дифференцирующее средство вьтолнено в виде трехзвенной рычажной системы шестерен 8 О) разного диаметра и промежуточного и ведущего валов, причем трехзвенная шарнирная система выполнена из рычагов разной длины и связанного с ни- ми посредством осей шатуна, при зтом рычаг меньшей длины смонтирован на ведущем валу, а рычаг большей длины - на промежуточном валу, на котором смонтирована шестерня большего 2 диаметра с возможностью взаимодействия с шестерней меньшего диаметра, 4 причем соотношение длин рычагов и amp;amp;0 00 диаметров шестерен равно 2:1. 3. Устройство по ПП.1 и 2, о т личаю .щееся тем, что привод подъема выполнен в виде вертикально установленного домкрата, а шаговый привод каретки - в виде горизонтально установленного домкрата .
Комментарии