Пневматический транспортер - RU186384U1
Код документа: RU186384U1
Чертежи

Описание
Область техники
Полезная модель относится к пневматическому транспортеру, включающему нагнетательную камеру, выполненную для приема сжатого газа из системы подачи газа, и транспортерную панель, образующую верхнюю сторону нагнетательной камеры, как это определено в преамбуле независимого пункта 1.
При суспензионной плавке, например, при плавке во взвешенном состоянии, тонкоизмельченное вещество, например, сульфидный концентрат, обычно подают в горелку концентрата или в горелку штейна печи для плавки во взвешенном состоянии, используя системы подачи, включающие пневматический транспортер. В уровне техники известно применение пористых металлических пластин в транспортерной панели, формирующей верхнюю сторону нагнетательной камеры пневматического транспортера.
При использовании пневматического транспортера в загрузочном устройстве для подачи материала в форме тонкоизмельченного вещества в горелку концентрата или горелку штейна печи для плавки во взвешенном состоянии важно создать однородный слой псевдоожиженного материала в пневматическом транспортере, поскольку на загрузочном конце пневматического транспортера слой псевдоожиженного материала разделяется по секторам канала подачи тонкоизмельченного материала для горелки концентрата или горелки штейна.
Проблема с такими пористыми металлическими пластинами, образующими верхнюю сторону нагнетательной камеры пневматического транспортера, заключается в том, что тонкоизмельченное вещество может блокировать поры и приводить к сильному износу пористых металлических пластин, что уменьшает их срок службы и оказывает отрицательное воздействие на однородность слоя.
Другая проблема с использованием тонких пористых металлических пластин для формирования верхней стороны нагнетательной камеры пневматического транспортера в загрузочных устройствах для подачи материала в виде тонкоизмельченного вещества в горелку печи для плавки во взвешенном состоянии заключается в том, что пористые металлические пластины могут деформироваться из-за наличия давления внутри нагнетательной камеры; или в том, что пористые металлические пластины могут деформироваться на принимающем конце пневматического транспортера, на котором тонкоизмельченное вещество поступает на пневматический транспортер. Если пористые металлические пластины деформированы, слой псевдоожиженного материала не будет однородным, поскольку изменяется геометрия нагнетательной камеры.
Принципы функционирования пневматического транспортера описаны, например, в публикации US 3773391.
Публикация ЕР 0319596 А1 раскрывает псевдоожиженный гравитационный транспортер для горячего материала в виде частиц, который включает жаропрочную пластину, снабженную отверстиями для приема барботажных колпачков или сопел для распределения потока воздуха из расположенной ниже нагнетательной камеры в верхнюю камеру с материалом. Верхняя камера с материалом соответствующим образом футерована жаропрочным материалом. Обеспечена возможность дифференцированного теплового расширения.
Цель полезной модели
Целью данной полезной модели является обеспечить пневматический транспортер, который решает вышеуказанные проблемы.
Краткое описание полезной модели
Полезная модель пневматического транспортера отличается тем, что определено в независимом пункте 1 формулы полезной модели.
Предпочтительные воплощения пневматического транспортера определены в зависимых пунктах 2-16.
Полезная модель относится также к применению пневматического транспортера по любому из пп. 1-16 в загрузочном устройстве, выполненном для подачи тонкоизмельченного материала в горелку печи для плавки во взвешенном состоянии.
Из-за большей толщины пористых керамических блоков, приводящей к более высокой жесткости, и микроструктуры пористых керамических блоков по сравнению с пористыми металлическими пластинами, для более равномерного распределения газа через пористый керамический блок были обеспечены пористые керамические блоки. Это дает то преимущество, что тонкоизмельченный материал, который следует транспортировать посредством пневматического транспортера, будет равномерно псевдоожижаться газом, протекающим через транспортерную панель. Другим преимуществом является то, что скорость слоя псевдоожиженного материала будет более постоянной, что дает преимущество, особенно если пневматический транспортер применяют в загрузочном устройстве для подачи материала в виде тонкоизмельченного вещества в несколько секторов канала подачи тонкоизмельченного вещества горелки концентрата или горелки штейна печи для плавки во взвешенном состоянии, поскольку тонкоизмельченное вещество будет равномерно разделено по секторам канала подачи тонкоизмельченного вещества горелки концентрата или горелки штейна. Равномерное распределение тонкоизмельченного вещества в слое псевдоожиженного материала вызывает также меньшие пульсации в слое псевдоожиженного материала, что в свою очередь улучшает использование технологических газов, например, кислорода, в печи для плавки во взвешенном состоянии.
Пористость пористых керамических блоков является однородной и изотропной, а размер пор меньше по сравнению с пористыми металлическими пластинами, в которых пористость является анизотропной и неоднородной, поскольку структура состоит из больших по размеру перемежающихся площадей пор и сплошного металла. Это обеспечивает на микроскопическом уровне более однородное распределение газа, что приводит к более однородному псевдоожиженному слою. Кроме того, форма пор является такой, что они не содержат резких кромок; это предотвращает слипание материала в порах; и потребуется больше времени, прежде чем пористые керамические блоки будут заблокированы.
Поскольку пористые керамические блоки можно изготовить более толстыми, чем пористые металлические пластины, пористые керамические блоки не так склонны к износу.
Из-за жесткости пористых керамических блоков транспортерная панель, образующая верхнюю сторону нагнетательной камеры, не будет деформироваться из-за давления, существующего в нагнетательной камере, или из-за соударений с материалом, который подают на транспортерную панель на приемном конце пневматического транспортера, и геометрия нагнетательной камеры будет оставаться неизменной.
Перечень чертежей
Ниже полезная модель описана более подробно, со ссылкой на чертежи, в которых:
- Фиг. 1 представляет схематичное изображение печи для плавки во взвешенном состоянии, которая снабжена загрузочным устройством для подачи тонкоизмельченного вещества в горелку печи для плавки во взвешенном состоянии, и где загрузочное устройство включает пневматический транспортер;
- Фиг. 2 представляет другое схематичное изображение печи для плавки во взвешенном состоянии, которая снабжена загрузочным устройством для подачи тонкоизмельченного вещества в горелку печи для плавки во взвешенном состоянии, и где загрузочное устройство включает пневматический транспортер;
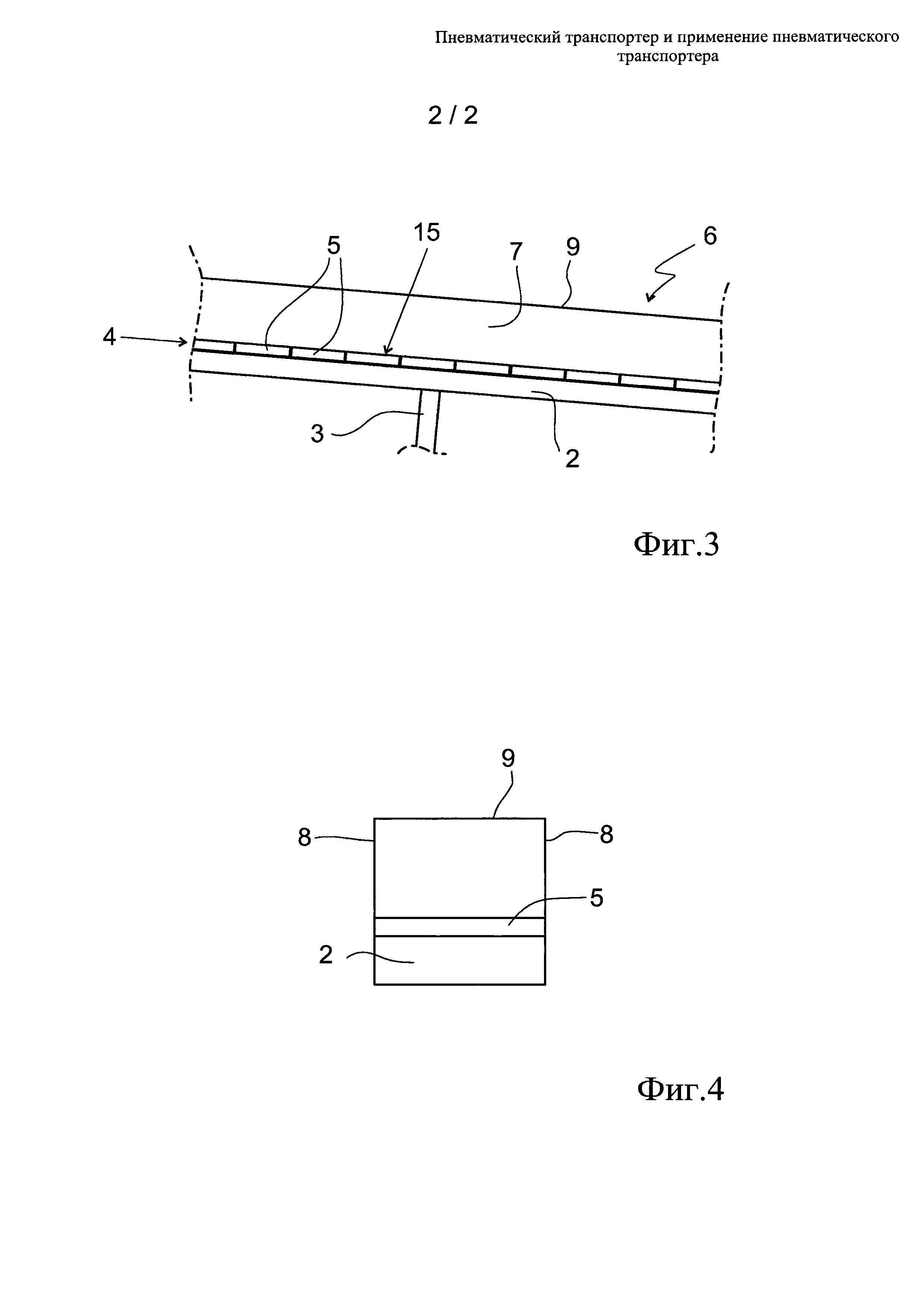
- Фиг. 3 изображает часть пневматического транспортера в сечении, и
- Фиг. 4 изображает вид в сечении пневматического транспортера, изображенного на Фиг. 3.
Подробное описание полезной модели
Предложена полезная модель пневматического транспортера 1, включающего нагнетательную камеру 2, выполненную для приема сжатого газа из системы 3 подачи газа, а также транспортерную панель 4, образующую верхнюю сторону нагнетательной камеры 2. Транспортерная панель 4 является пористой для обеспечения выхода газа из нагнетательной камеры 2 через транспортерную панель 4.
Пневматический транспортер 1 имеет принимающий конец 13, на котором материал, который следует транспортировать посредством пневматического транспортера 1, принимают на транспортерную панель 4 пневматического транспортера 1.
Пневматический транспортер 1 имеет разгрузочный конец 14, на котором материал, который следует транспортировать посредством пневматического транспортера 1, выгружают с транспортерной панели 4 пневматического транспортера 1.
Транспортерная панель 4 сформирована, по меньшей мере, частично, а предпочтительно по существу полностью, из пористых керамических деталей 5, например, из пористых керамических блоков.
Пневматический транспортер 1 включает, предпочтительно, но не обязательно, кожух 6, покрывающий транспортерную панель 4 таким образом, что между транспортерной панелью 4 и кожухом 6 сформировано пространство 7 транспортирования для материала, который следует транспортировать посредством пневматического транспортера 1.
Пневматический транспортер 1 включает, предпочтительно, но не обязательно, боковые стенки 8 на противоположных сторонах транспортерной панели 4.
Пневматический транспортер 1 включает, предпочтительно, но не обязательно, верхнюю стенку 9.
Толщина пористых керамических деталей 5 может составлять от 5 мм до 200 мм, предпочтительно от 10 мм до 100 мм, более предпочтительно от 30 мм до 50 мм, например, около 40 мм.
Пористость пористых керамических деталей 5 может составлять от 10 до 50%, предпочтительно от 15 до 40%, более предпочтительно от 20 до 30%, и наиболее предпочтительно от 25 до 27%.
Пористые керамические детали 5 предпочтительно, но не обязательно, не содержат отверстий и/или прорезей, проходящих через пористые керамические детали 5, за исключением пор (не показанных на чертежах), формирующих пористость пористых керамических деталей 5.
Пористые керамические детали 5 предпочтительно, но не обязательно, не содержат отверстий для газа и/или прорезей для газа, проходящих через пористые керамические детали 5, за исключением пор (не показанных на чертежах), формирующих пористость пористых керамических деталей 5.
Предпочтительно, но не обязательно, пневматический транспортер 1 является частью загрузочного устройства 10, выполненного для подачи тонкоизмельченного материала в горелку 11 печи 12 для плавки во взвешенном состоянии.
Транспортерная панель предпочтительно, но не обязательно, наклонена по отношению к горизонтальному уровню под углом, который составляет от 1 до 10°, предпочтительно от 5 до 9°, более предпочтительно от 6 до 8°, например, около 7°.
Транспортерная панель предпочтительно, но не обязательно, наклонена по отношению к горизонтальному уровню, между принимающим концом 13 и разгрузочным концом 14, к разгрузочному концу 14, под углом от 1 до 10°, предпочтительно от 5 до 9°, более предпочтительно от 6 до 8°, например, около 7°.
Транспортерная панель 4 предпочтительно, но не обязательно, сформирована из пористых керамических деталей 5, имеющих по существу ровную поверхность 15 транспортирования, не содержащую канавок, щелей, отверстий и/или т.п.
Расположенные рядом керамические детали 5 предпочтительно, но не обязательно, расположены не перекрываясь друг с другом.
Расположенные рядом керамические детали 5 предпочтительно, но не обязательно, расположены встык друг с другом.
Расположенные рядом керамические детали 5 предпочтительно, но не обязательно, соединены друг с другом адгезионным материалом.
По меньшей мере одна из пористых керамических деталей 5 может содержать Al2O3 и SiO2, а возможно по меньшей мере одно из следующих веществ: Cr2O3, ZrO2, TiO2 и Р2О5.
По меньшей мере одна из пористых керамических деталей 5 может содержать MgO и Cr2O3, а возможно по меньшей мере одно из следующих веществ: Al2O3, Fe2O3, CaO и SiO2.
Полезная модель также относится также к применению пневматического транспортера 1, в соответствии по меньшей мере с одним описанным ранее воплощением, для подачи тонкоизмельченного материала в горелку 11 печи 12 для плавки во взвешенном состоянии.
Для специалиста очевидно, что по мере развития технологии основную идею полезной модели можно воплощать различными путями. Таким образом, полезная модель и ее воплощения не ограничены вышеприведенными примерами, и могут изменяться в пределах сущности и объема формулы полезной модели.
Реферат
Полезная модель относится к пневматическому транспортеру (1), включающему нагнетательную камеру (2), выполненную для приема сжатого газа из системы (3) подачи газа, и транспортирующую панель (4), образующую верхнюю часть нагнетательной камеры (2). Транспортирующая панель (4) является пористой для обеспечения выхода газа из нагнетательной камеры (2) через транспортирующую панель (4). Транспортирующая панель (4) сформирована, по меньшей мере, частично из пористых керамических деталей (5). 4 фиг.
Комментарии