Регулятор потока продукции - RU2617253C2
Код документа: RU2617253C2
Чертежи



Описание
Изобретение касается способа отделения поступающего потока штучных изделий от расположенного следом устройства для дальнейшей обработки в соответствии с ограничительной частью пункта 1 формулы изобретения, а также регулятора потока продукции, соответствующего ограничительной части пункта 6 формулы изобретения, для реализации способа.
Такие способы и регуляторы потока продукции известны и их применяют, например, между производящим устройством (производственным оборудованием) и упаковочным устройством. Обычно, чтобы избежать затора продукции и связанных с этим перебоев в работе, упаковочное устройство проектируют так, чтобы оно обладало производительностью упаковки, которая выше, чем выход производственного оборудования. Если же в работе упаковочного устройства возникает перерыв, то хотя отключить производящее устройство и можно, но это возможно, однако, только с существенной задержкой, поскольку продукцию, находящуюся еще в процессе изготовления, необходимо вывести из производственного оборудования в любом случае. В результате возможен затор продукции, а при изготовлении продуктов питания - часто также и отбраковка. Поэтому при работе с такими потоками продукции принимают меры для того, чтобы, например, разобщать поток продукции, поступающий с производственного оборудования, и поток продукции, подаваемый на упаковочное устройство.
У регуляторов потока продукции такого рода обычно имеется промежуточный накопитель, в котором на протяжении определенного периода возможно временное хранение продукции, а также устройства ввода для подачи поступающей продукции в промежуточный накопитель и устройства вывода для отбора продукции из промежуточного накопителя и их передачи.
У известных промежуточных накопителей имеется множество уровней (поверхностей) для хранения, на которые можно выкладывать продукцию и с которых ее можно снова отбирать по прошествии предусмотренного периода времени. Промежуточные накопители можно сконструировать либо таким образом, чтобы перемещать поверхности для хранения и подавать их к устройствам ввода и вывода, например, подобно известным цепным накопителям, в которых у подвешенных на цепи гондол имеется несколько расположенных друг над другом поверхностей для хранения.
Также промежуточные накопители можно конструировать так, чтобы уровни для хранения были неподвижны, а продукция с помощью элеватора перемещалась с уровня, на который она поступает, на уровень, на котором осуществляется ее промежуточное хранение, либо же, соответственно, чтобы ее отбирали с уровней промежуточного хранения и перемещали на уровень передачи далее.
Для обеих форм промежуточных накопителей продукцию, поступающую равномерным потоком, необходимо группировать в порции, между которыми формируют расстояние, достаточное для перемещения накопителя или элеватора. Мероприятия, подходящие для этого, также известны на нынешнем уровне техники.
Несмотря на постоянное улучшение технических решений, а также управляющих устройств, известные регуляторы потока продукции более не будут удовлетворять постоянно возрастающим требованиям к скорости переработки. Поэтому в основе изобретения лежит задача повысить скорости ввода и вывода у регуляторов потока продукции таким образом, чтобы они удовлетворяли и будущим требованиям.
Согласно изобретению этого добиваются с помощью характерных признаков пунктов 1 и 6.
В числе прочего, благодаря буферному устройству согласно изобретению, расположенному перед элеватором со стороны подачи, элеватор со стороны подачи получает возможность использовать временной промежуток, за который заполняется буферное устройство, для вертикальной транспортировки, передачи продукции в промежуточный накопитель и возврата. Благодаря этому можно реализовать функцию предварительного буфера, которая позволяет повысить частоту работы элеватора со стороны подачи и, соответственно, увеличить производительность.
Кроме того, передача продукции с буферного устройства, расположенного перед элеватором со стороны подачи, на элеватор со стороны подачи на нескольких различных уровня по высоте дает элеватору со стороны подачи при погрузке возможность перемещаться на меньшую высоту, благодаря чему возможен выигрыш во времени, который можно использовать для повышения производительности.
Предпочтительно, чтобы следом за элеватором со стороны подачи также было подключено аналогичное буферное устройство, что позволяет добиться соответствующих эффектов и преимуществ.
Буферные устройства могут представлять собой, например, элеваторы. В качестве альтернативы они могут быть зафиксированы на месте, причем для этой цели они могут включать в себя несколько фиксированных по высоте уровней и распределительное устройство.
Ниже на основании прилагаемых чертежей приведено описание регулятора потока продукции в установке для изготовления неупакованных бисквитов и т.п. в качестве предпочтительного примера исполнения.
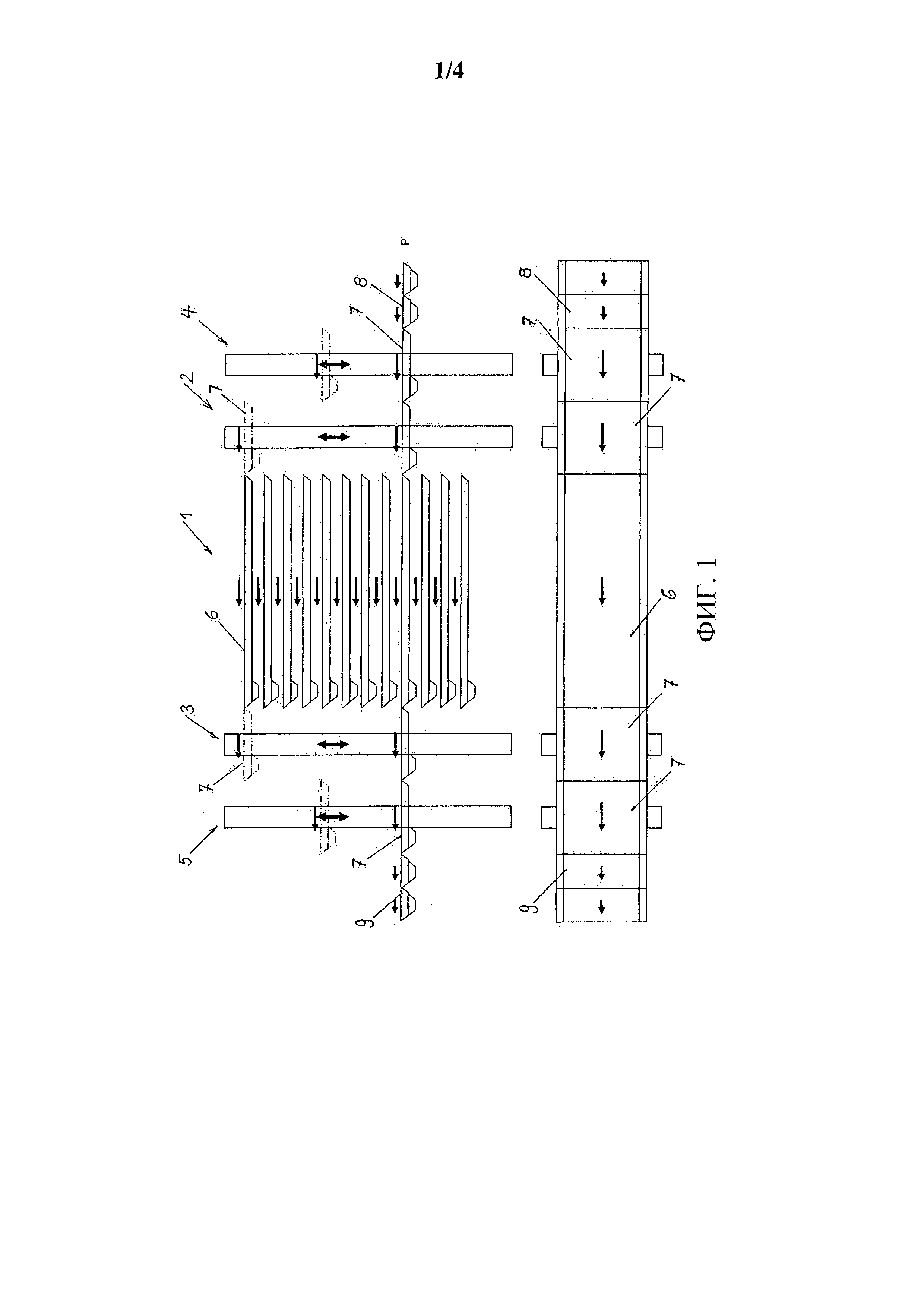
Фиг. 1 - схематическое изображение регулятора потока продукции при виде сбоку и сверху.
Фиг. 2 - соответствующий регулятор потока продукции с двумя уровнями элеваторов.
Фиг. 3 - соответствующий регулятор потока продукции с четырьмя уровнями элеваторов.
Фиг. 4 - форма исполнения с альтернативной подачей и отбором продукции.
Показанный на Фиг. 1 регулятор потока продукции для производственной установки, изготавливающей продукты Р (бисквиты), включает в себя промежуточный накопитель 1, элеватор со стороны подачи (стороны подачи) 2 и элеватор на стороне выхода (выходной стороны) 3. Дополнительно, если смотреть в направлении транспортировки перед элеватором со стороны подачи размещен дополнительный элеватор 4, который исполняет описанную ниже более подробно буферную функцию. Соответственно, за элеватором выходной стороны 3 расположен буферный элеватор 5.
В промежуточном накопителе имеется некоторое количество расположенных друг над другом уровней выкладки (складирования) для продуктов Р. Уровни складирования состоят из конвейерных лент 6, которые для передачи продукции с элеватора стороны подачи 2 попеременно, то есть в каждом случае на время передачи находящейся на элеваторе группы продуктов, движутся, а когда они заполнены, при необходимости находятся в покое на протяжении предусмотренного временного промежутка в целях промежуточного хранения. Вывод продукции осуществляют таким же образом в обратном порядке, то есть группы продукции попеременно выдают на элеватор выходной стороны 3, пока соответствующая конвейерная лента не опустеет.
Плоскости выкладки элеваторов представляют собой транспортные уровни, которые также состоят из конвейерных лент 7 и которые в каждом случае для приема продукции и для выдачи продукции движутся синхронно с расположенными перед ними или после них лентами, а во время транспортировки по вертикали находятся в покое. На чертежах уровни выкладки либо же, соответственно, конвейерные ленты 7 элеваторов в каждом случае показаны в двух положениях по вертикали, а именно в положении приемки и в положении выдачи.
Буферный элеватор 4 со стороны подачи принимает продукты с лент 8, которые поставляют продукты и известным образом группируют их в формации. Временным промежутком, на протяжении которого заполняется буферный элеватор 4, элеватор 2 располагает для транспортировки по вертикали, передачи продуктов на плоскости промежуточного хранения и для возвращения в положение готовности. Это представляет собой функцию предварительного буфера, которая позволяет повысить частоту работы элеватора 2 и, соответственно, увеличить производительность.
Когда буферный элеватор 4 заполнен, он во время промежутка между поступающими группами продуктов также может осуществлять транспортировку по вертикали и на половине высоты подъема встречается с элеватором 2. Благодаря этой последовательности можно сократить высоту подъема на величину до 50%, благодаря чему также получается выигрыш во времени, который можно использовать для повышения производительности.
Следующее существенное повышение производительности получают благодаря форме исполнения, показанной на Фиг. 2. Элеватор 2 и буферный элеватор 4 оснащены двумя расположенными друг над другом лентами, причем расстояние между лентами по вертикали равно таковому между лентами промежуточного накопителя. Таким образом элеватор 4 принимает первую порцию продукции, например, на верхнюю из своих лент, а непосредственно после этого - вторую порцию продукции на нижнюю ленту. Последовательность неважна и может также быть обратной. Время, которое требуется на краткий сдвиг по вертикали, практически пренебрежимо мало. По заполнении обоих уровней продукты одновременно передаются на оба уровня элеватора 2, так что буферный элеватор 4 сразу снова оказывается свободен для приемки продуктов, а у элеватора 2 имеется время для транспортировки на уровни промежуточного накопителя, где оба уровня осуществляют передачу либо одновременно на два уровня, либо друг за другом на один уровень промежуточного накопителя. Благодаря этому расширению функции предварительного буфера получается дополнительный выигрыш во времени, который можно использовать для повышения производительности.
Вывод продуктов из промежуточного накопителя осуществляют таким же образом в обратном порядке, то есть сначала с одного или двух уровней промежуточного накопителя на оба уровня элеватора выходной стороны 3, а с него одновременно на оба уровня буферного элеватора 5. Оттуда продукты можно на одном уровне последовательно передать на конвейерные ленты 9, транспортирующие их далее.
В качестве альтернативы можно передавать продукты одновременно на двух уровнях на две ленты 9, 10, транспортирующие их далее, которые одновременно или с некоторым промежутком во времени загружают два упаковочных устройства порциями продукта, для чего буферный элеватор выходной стороны 5 подъезжает к уровням разгрузки, соответствующим данным конкретным упаковочным линиям, и с помощью устройств подачи, находящихся на элеваторе 5, подает продукты на соответствующие упаковочные линии.
Для дальнейшего ускорения ввода в промежуточный накопитель и вывода из него можно увеличить число уровней элеваторов до трех, четырех или более, как это показано на Фиг. 3. Процедура заполнения отдельных уровней такая же, как и в случае двух уровней. Благодаря расширению до нескольких уровней получают многократное сокращение времени передачи продуктов в промежуточный накопитель (соответственно, то же и для вывода) и, следовательно, кратное увеличение производительности.
Итак, функцию предварительного буфера можно формировать (рассчитывать) с помощью произвольного количества расположенных друг над другом конвейеров произвольной длины. Сумма длин этих конвейеров, располагающихся на буферном элеваторе 3, при делении на производительность или же скорость подачи на входе дает время, минимально необходимое для того, чтобы можно было осуществлять описанный ранее рабочий цикл элеватора 2 для загрузки буферных уровней при непрерывно поступающей продукции. При этом длину ленты буферных элеваторов можно оставить малой, чтобы минимизировать время приемки и передачи. Путем увеличения количества служащих предварительными буферными конвейерами плоскостей в буферном элеваторе 3, расположенных друг над другом, можно суммировать их длину для определения предварительного буферного времени, чтобы таким образом при минимальной длине получить необходимую длительность цикла для нагрузочного цикла элеватора 2. Благодаря одновременной приемке и выдаче порций продукта на/с расположенных друг над другом конвейеров в буферном элеваторе 3 необходимое для этого время получают только на основании длины отдельного конвейера.
Благодаря размещению нескольких буферных уровней друг над другом также возможно одновременно принимать продукты с нескольких расположенных друг над другом входных уровней, например с нескольких производственных линий. С выходной стороны, как уже упомянуто, также можно одновременно загружать несколько выходных уровней, чтобы, например, в зависимости от доступности и мощности подавать продукт на несколько упаковочных линий.
Формирование порций и промежутков между ними известным способом принимают на себя надлежащие, подключенные ранее конвейеры и их электроуправление (сервотехника). Эти порции можно формировать, например, посредством рассчитываемого количества конвейеров с рассчитанной длиной. В этом случае при более высокой производительности применяют известную на нынешнем уровне техники двухленточный транспортер с храповым механизмом.
Как уже изложено применительно к двум уровням элеваторов, при выводе продукции можно одновременно или с некоторым сдвигом во времени загружать порциями продукта несколько упаковочных устройств. При этом некоторые упаковочные линии можно также остановить. В этом случае продуктом загружают только те плоскости выгрузки, которые активны и нуждаются в продукте. Обычно вся выходная производительность, то есть производительность загрузки всех подключенных следом упаковочных машин, например, на 10% - 20% выше, чем производительность изготовления. Эта дополнительная (избыточная) мощность связана с количеством находящихся на буферных плоскостях продукта (уровнем загрузки). То есть, чем выше степень заполнения буферных плоскостей, тем более высокую выходную производительность подключают, чтобы предотвратить переполнение буферных плоскостей. Таким образом регулятор потока продукции гибко реагирует на доступность подключенного следом упаковочного процесса.
Еще одно преимущество регулятора согласно изобретению состоит в том, что благодаря размещению нескольких плоскостей элеватора друг над другом всю систему можно установить очень компактно по длине.
Описанный пример исполнения представляет собой устройство для производственной установки для неупакованных продуктов, для которого предпочтительно можно применять ленточные конвейеры. Регулятор потока продукции согласно изобретению, однако, само собой разумеется, пригоден и для других, в частности, и упакованных продуктов (коробок, пакетов и т.д.). Для этого вместо ленточных конвейеров можно применять и другие конвейеры, например роликовые дорожки, цепные транспортеры и т.д.
В описанном предпочтительном примере исполнения буферную функцию берут на себя буферные элеваторы 4, 5. Вместо элеваторов для буферной функции можно, как показано на фиг. 4, применять и фиксированные по высоте буферные устройства 11, 12. Если у этих буферных устройств имеется несколько расположенных друг над другом плоскостей, то загрузку и/или выгрузку можно осуществлять с помощью регулируемых конвейеров 13, 14, положение которых по высоте можно изменять.
Описанный регулятор потока продукции можно размещать так, чтобы поток продуктов проходил сквозь него (размещение на линии). При таком размещении обработка продукта проходит по принципу "первым на вход - первым на выход" („first in first out", FIFO). В качестве альтернативы имеется так называемое размещение "в конце линии", то есть регулятор потока продукции стоит в конце линии, а обработка продукта проходит по принципе "первым на вход - последним на выход" („first in last out" FILO).
Реферат
Регулятор потока продукции служит для отделения поступающего потока штучных изделий от расположенного следом устройства для дальнейшей обработки. Регулятор потока продукции включает в себя фиксированный промежуточный накопитель с некоторым количеством уровней хранения, элеватор на стороне подачи с одним или несколькими уровнями транспортировки для приема поступающих по конвейеру продуктов в промежуточный накопитель и элеватор на выходной стороне для отбора находящихся на промежуточном хранении продуктов и их выдачи на конвейер, транспортирующий их далее. Со входной стороны перед элеваторами, а с выходной стороны после элеваторов располагается буферное устройство. Благодаря буферному устройству элеватор со стороны подачи получает возможность использовать временной промежуток, за который заполняется буферное устройство, для вертикальной транспортировки, передачи продукции в промежуточный накопитель и возврата. Благодаря этому можно реализовать функцию предварительного буфера, которая позволяет повысить частоту работы элеватора со стороны подачи и, соответственно, увеличить производительность. 2 н. и 10 з.п. ф-лы, 4 ил.
Комментарии