Винтовой конвейер и лента с жестким приводом - RU2571483C2
Код документа: RU2571483C2
Чертежи















Описание
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится, в общем, к конвейерам с механическим приводом и, в частности, к винтовым конвейерам, в которых конвейерная лента приводится с помощью жесткого привода по винтовой траектории вокруг вращающейся приводной колонны.
Конвейерные ленты часто используют для перемещения товаров, таких как продукты питания и другие материалы, через охлажденную или подогретую среду. Винтовые конвейеры, в которых конвейерная лента следует по винтовой траектории, изгибаясь вокруг центральной колонны, барабана или корпуса, используют в морозильных камерах и печах, чтобы обеспечить длинный путь перемещения с небольшой занимаемой площадью.
Некоторые винтовые конвейеры сконструированы с винтовой канавкой, поддерживаемой центральной невращающейся колонной. Конвейерная лента приводится вокруг винтовой канавки ведущими звездочками в одном положении по внешней стороне винтовой траектории. Максимальное натяжение в лете, которое возникает сразу перед ее зацеплением с ведущими звездочками, может быть довольно высоким для такой длинной ленты. Для того чтобы снизить максимальное натяжение ленты, применяют системы с опережающим приводом для винтового конвейера. В этих системах с опережающим приводом конвейерная лента приводится с помощью фрикционного контакта между внутренней кромкой ленты и более быстро вращающейся наружной поверхностью вращающегося барабана, вокруг которого спирально обернута лента. Поскольку лента приводится вдоль всей винтовой траектории, максимальное натяжение ленты снижено. Но некоторое натяжения все еще необходимо для эффективного фрикционного зацепления между барабаном и кромкой ленты. Более того, фрикционное зацепление вызывает износ кромки ленты и наружной поверхностью барабана. Поскольку большая часть энергии вращения, требуемая для приведения барабана в движение, потеряна на трение, требования к двигателю и мощности могут быть довольно высокими. И, поскольку системы с опережающим приводом чувствительны к трению между внешней стороной барабана и внутренней кромкой ленты, соответствующие параметры натяжения и опережения отличаются среди установок.
Винтовые системы с жестким приводом, в которых приводная конструкция на внешней стороне вращающегося корпуса входит в зацепление с конструкцией на внутренней стороне конвейерной ленты, используют, чтобы преодолеть некоторые из недостатков систем с опережающим приводом. Поскольку существует жесткое зацепление между приводной конструкцией, расположенной с равными интервалами, на корпусе и конструкцией края, расположенной с равными интервалами, на внутренней кромке ленты, не существует проскальзывания, как в системах с опережающим приводом. Не требуется никакого дополнительного натяжения, и потери на трение меньше. Но одна проблема с винтовыми системами с жестким приводом заключается в точном зацеплении ленты с корпусом и ее расцеплении с приводной конструкцией на корпусе.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Один вариант конвейерной ленты, в котором осуществлены характерные признаки настоящего изобретения, содержит группы рядов модулей ленты, соединенных вместе между последовательными рядами вдоль шарнирных соединений, определяющих шарнирные оси, проходящие перпендикулярно к направлению перемещения от первой боковой кромки рядов к противоположной второй боковой кромке рядов. Шарнирные соединения характеризуются люфтом в направлении перемещения, чтобы позволить рядам сжиматься вместе у первой боковой кромки, когда первая боковая кромка находится на внутренней стороне поворота по траектории перемещения. Первая боковая кромка содержит приводной торец. Зубцы выступают наружу из первых боковых кромок рядов к дальним концам. Направляющая поверхность на каждом из зубцов ориентирована, чтобы направлять конец внешнего приводного элемента между зубцами, так что приводной элемент находится в приводном контакте с приводным торцом ряда последующего ряда, чтобы приводить конвейерную ленту в движение в направлении движения конвейера.
В другом аспекте данного изобретения один вариант винтового конвейера содержит цилиндрическую вращающуюся приводную колонну, которая содержит внешнюю периферию, проходящую от нижней части до верхней части. Входной уровень ленты находится ближе к нижней части в случае восходящей спирали или ближе к верхней части в случае нисходящей спирали. Параллельные приводные элементы проходят в длину на периферии приводной колонны. Каждый из них содержит ребро, выступающее радиально наружу от нижней части до верхней части. Нижние концы ребер расположены с первым отступом вверх от входного уровня ленты для восходящей спирали, или верхние концы ребер расположены с первым отступом вниз от входного уровня ленты для нисходящей спирали. Конвейерная лента продвигается вверх или вниз в направлении движения конвейера вдоль винтовой траектории перемещения вокруг внешней периферии вращающейся цилиндрической приводной колонны. Конвейерная лента содержит большое количество рядов модулей ленты, содержащих верхнюю сторону и нижнюю сторону, а также шарнирно соединенных вместе между последовательными рядами вдоль шарнирных соединений, определяющих шарнирные оси, проходящие перпендикулярно к направлению перемещения от первой боковой кромки рядов к противоположной второй боковой кромке рядов. Шарнирные соединения характеризуются люфтом в направлении перемещения, чтобы позволить рядам сжиматься вместе у первой боковой кромки, когда первая боковая кромка находится на внутренней стороне спиральной траектории перемещения. Первая боковая кромка каждого из рядов содержит приводной торец и группу выступающих наружу зубцов с направляющими поверхностями, ориентированными, чтобы направлять нижние концы ребер по восходящей спирали или верхние концы ребер по нисходящей спирали между зубцами, так что ребра установлены в приводном контакте с приводными торцами, чтобы приводить конвейерную ленту в движение в направлении перемещения вдоль спиральной траектории перемещения.
Другой вариант винтового конвейера содержит приводную колонну, которая проходит от нижней части до верхней части и вращается вокруг вертикальной оси. Параллельные приводные элементы проходят в длину от нижней части до верхней части приводной колонны. Каждый из приводных элементов содержит выступающее наружу ребро, расстояние которого от вертикальной оси отличается от нижней части до верхней части приводной колонны. Конвейерная лента приводится в движение с помощью жесткого привода по винтовой траектории вокруг приводной колонны посредством ребер приводных элементов, зацепляющих внутреннюю кромку ленты.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Эти характерные признаки настоящего изобретения, а также его преимущества будут лучше понятны благодаря ссылкам на следующее описание, прилагаемую формулу изобретения и прилагаемые графические материалы, на которых:
на фиг.1 изображен схематический вид сбоку системы винтового конвейера, в которой осуществлены характерные признаки данного изобретения;
на фиг.2A и 2B изображены вид сбоку и вид спереди нижнего сегмента приводных элементов приводной колонны по фиг.1; и на фиг.2C изображен вид сверху ленты винтового конвейера, входящей в нижний сегмент приводных элементов приводной колонны по фиг.1;
на фиг.3A и 3B изображены вид сбоку и вид спереди промежуточного сегмента приводных элементов приводной колонны по фиг.1; и
на фиг.4A и 4B изображены вид сбоку и вид спереди верхнего сегмента приводных элементов приводной колонны по фиг.1;
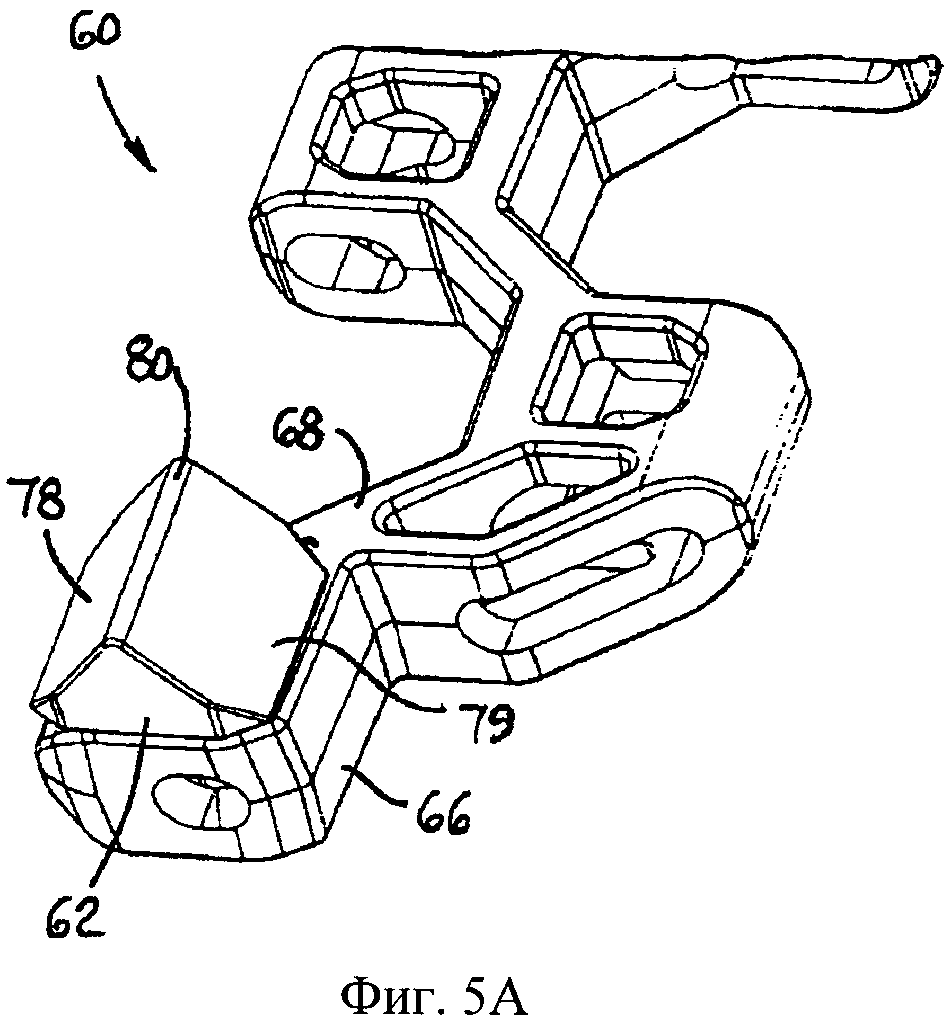
на фиг.5A и 5B изображены аксонометрические проекции с верхней и нижней стороны у внутренней кромки модуля конвейерной ленты с боковым изгибом, в которой осуществлены характерные признаки данного изобретения;
на фиг.6 изображена аксонометрическая проекция внутренней кромки другого варианта модуля конвейерной ленты с боковым изгибом, в которой осуществлены характерные признаки данного изобретения;
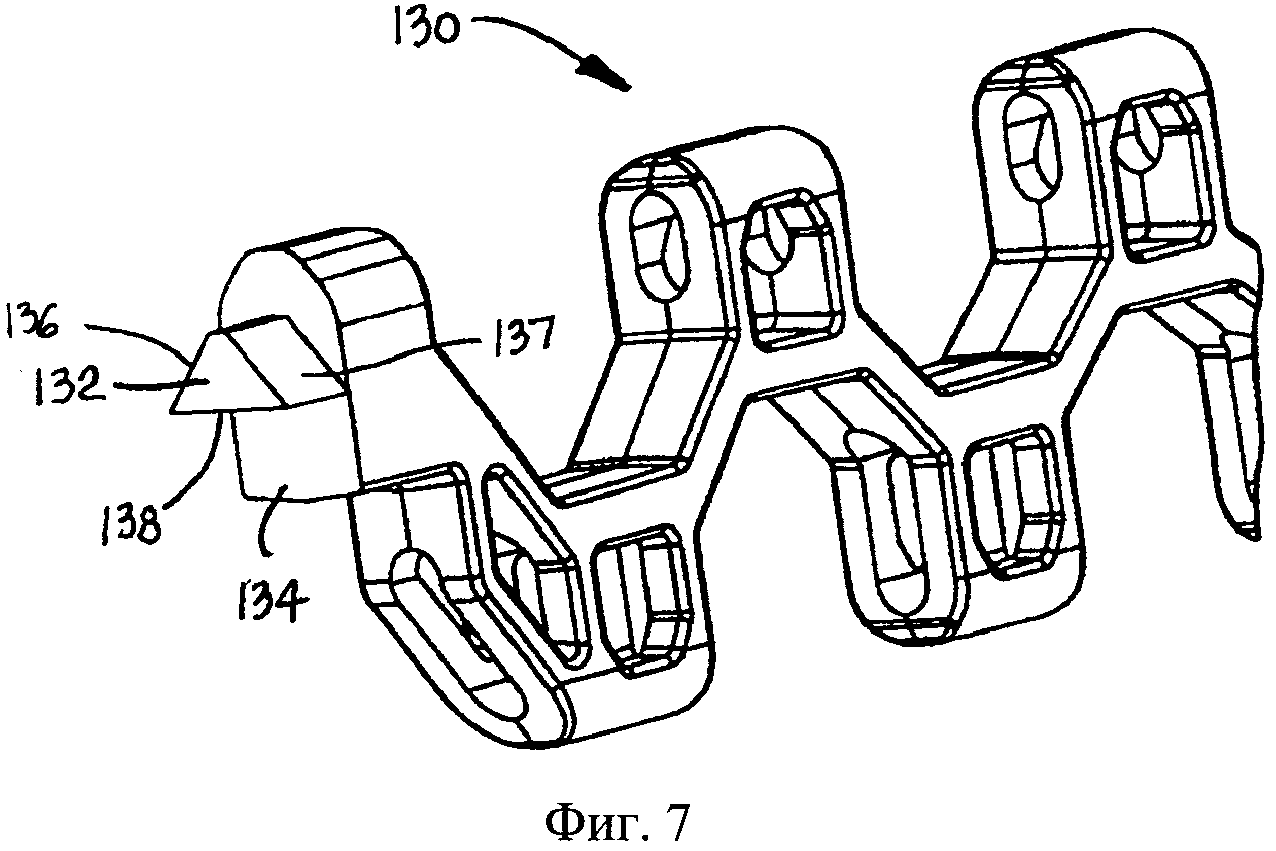
на фиг.7 изображена аксонометрическая проекция внутренней кромки еще одного варианта модуля конвейерной ленты с боковым изгибом, в которой осуществлены характерные признаки данного изобретения;
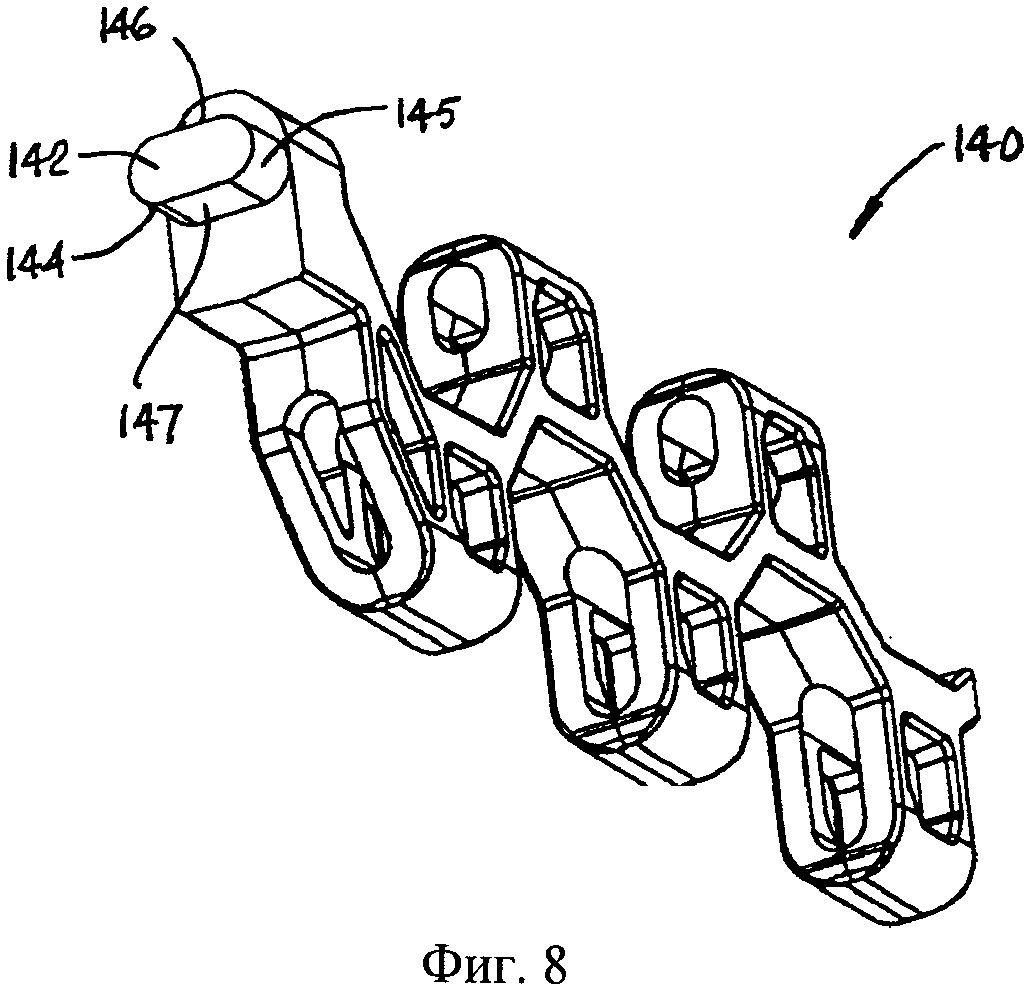
на фиг.8 изображена аксонометрическая проекция внутренней кромки очередного варианта модуля конвейерной ленты с боковым изгибом, в которой осуществлены характерные признаки данного изобретения;
на фиг.9 изображен вид сверху внутренней кромки другого варианта конвейерной ленты с боковым изгибом и периферию приводной колонны, в которой осуществлены характерные признаки настоящего изобретения;
на фиг.10 изображена аксонометрическая проекция части внутренней кромки конвейерной ленты, собранной из модулей по фиг.5A и 5B;
на фиг.11 изображен вертикальный вид сбоку другого винтового конвейера, использующего модульную конвейерную ленту по фиг.5-8;
на фиг.12 изображен косой вид части приводного элемента винтового конвейера по фиг.11;
на фиг.13 изображено поперечное сечение приводного элемента по фиг.12 по линии 13-13;
на фиг.14 изображен вертикальный вид сбоку части винтового конвейера по фиг.11, показывающий приводную колонну на входном уровне ленты;
на фиг.15 изображен увеличенный вид входного уровня ленты винтового конвейера по фиг.11, показывающий начальное зацепление конвейерной ленты с приводными элементами;
на фиг.16 изображен вертикальный вид сбоку со схемой действующих сил другого варианта колонны винтового привода с винтовыми приводными штангами на периферии колонны, используемой с конвейерными лентами, изготовленными из модулей по фиг.5-8; и
на фиг.17 и 18 изображены косые виды двух других вариантов колонн привода с выступающими наружу нижними частями юбки, используемых с конвейерными лентами, изготовленными из модулей по фиг.5-8.
ПОДРОБНОЕ ОПИСАНИЕ
Винтовой конвейер схематически изображен на фиг.1. Винтовой конвейер содержит приводную колонну 10 в виде цилиндрического барабана или корпуса, который приводится, чтобы вращаться вокруг вертикальной оси 12. Вращающаяся колонна содержит множество параллельных, в общем вертикальных приводных элементов 14, расположенных с равными интервалами вокруг ее периферии 16. Каждый из приводных элементов проходит в длину между нижней частью 18 и верхней частью 19 колонны. Конвейерная лента 20 следует по многоярусной винтовой траектории вокруг колонны. Траектория определена спиральной направляющей или направляющей внизу и укладочные пластины, установленные на ленте. Внутренняя кромка ленты жестко зацепляет приводные элементы, которые приводят ленту вверх по колонне, когда она вращается. Лента проходит вокруг различных задерживающих, натяжных и подающих звездочек 22, когда движется от выхода в верхней части колонны обратно ко входу в нижней части. Колонна 10 установлена нижней частью на опорную поверхность 24 и вращается при помощи двигателя и зубчатых передач (не показаны).
Каждый из приводных элементов 14 содержит, в общем, вертикальную рейку 26, которая прикреплена в нижней части 18 к нижнему кольцу 27 приводной колонны 10, и ребро 28, которое выступает наружу из рейки, как изображено на фиг.2A и 2B. Изображенное ребро выполнено на накладке 32, которая закрывает наружный торец 34 рейки вдоль почти всей ее длины. Как изображено на фиг.2C, лапки 36 прижимают накладку к рейке. Вместо того чтобы быть выполненным на накладке, ребро может быть приварено непосредственно к рейке или выполнено монолитно с ней.
В нижнем сегменте 38 каждого из приводного элемента ребро 28 содержит участок 40 с постоянной высотой и конусный участок 42. Участок с постоянной высотой начинается у нижней части рейки и проходит вверх к конусный участку. Высота ребра 28 увеличивается от высоты h2 в участке с постоянной высотой до максимальной высоты h1 в верхнем конце конусный участка. Другими словами, расстояние ребра 28 от вертикальной оси 12 (фиг.1) приводной колонны увеличивается от постоянного расстояния к большему расстоянию в верхнем конце конусный участка. Участок с постоянной высотой нижнего сегмента 38 находится под углом α к вертикали.
Такая отклоненная от вертикали ориентация и малая высота h2 ребра в нижней части нижнего сегмента приводной колонны обеспечивает вход конвейерной ленты 20 во вращающуюся колонну, как изображено на фиг.2B и 2C. Конвейерная лента 20 изображена как модульная конвейерная лента из пластика, собранная из групп рядов модулей 44 ленты, обычно взаимно соединенных ряд к ряду при помощи штифтов (не показаны). Когда лента проходит по касательной по вращающейся колонне 10, одна из ее внутренних кромок 46 может соприкасаться с одним из ребер 28. Когда лента направлена более близко к приводной колонне, ребро в итоге соскальзывает с внутренней кромки и заходит в зазор 48 между смежными рядами ленты. Ориентация ребра под углом в нижнем сегменте помогает ввести ленту в нужное зацепление, когда она проходит вдоль своей наклонной винтовой траектории 50. К тому времени, когда лента достигает конусного участка 42 нижнего сегмента 38 приводных элементов, ребро принимает положение как раз выше хода внутренней кромки ряда ленты. В этом положении приводящий элемент входит в зацепление с внутренней кромкой ленты для ее жесткого привода вдоль винтовой траектории 50 без соскальзывания. В конусном участке 42 ребро постепенно увеличивается в высоту до своей максимальной высоты h1. Постепенное увеличение дополнительно способствует переходу ленты в полное жесткое зацепление с вращающейся колонной, как показано приводным элементом 14' с максимальной высотой.
Ребро 28 выступает наружу на максимальную высоту h1 в промежуточном сегменте 52 каждого из приводных элементов 14. В промежуточном сегменте расстояние до ребра от вертикальной оси 12 (фиг.1) является постоянным. Промежуточный сегмент расположен на периферии приводной колонны непосредственно над нижним сегментом 38, как изображено на фиг.3A и 3B. Промежуточный сегмент составляет преобладающую высоту колонны и, следовательно, обеспечивает большую часть приводного зацепления с конвейерной лентой. Промежуточный сегмент может быть вертикальным, как изображено, или отклоненным от вертикали. Непосредственно перед выходом ленты из верхней части 19 колонны 10 высота ребра суживается от максимальной высоты h1 до нуля в верхней части, как изображено на фиг.4A и 4B. Сужение происходит в верхнем сегменте 54 каждого из приводных элементов 14. Верхняя часть каждой из реек прикреплена к верхнему ободу 56. Уменьшающаяся высота ребра 28, или расстояние до него от вертикальной оси приводной колонны, в верхнем сегменте позволяет ленте постепенно и четко выходить из зацепления с приводными элементами вращающейся колонны.
Таким образом, винтовой конвейер по фиг.1-4 приводит с помощью жесткого привода конвейерную ленту в движение без опережающего привода вдоль винтовой траектории при помощи приводных элементов, которые зацепляют внутреннюю кромку ленты при помощи ребра, которое отличается по высоте от нижней части до верхней части вращающейся приводной колонны со спиральной навивкой.
Модуль 60 края ленты, изображенный на фиг.5A и 5B, может быть использован для сборки конвейерной ленты с боковым изгибом с конструкцией края, отличающейся от конструкции у ленты 20 по фиг.2C. Модуль 60 края содержит зубец 62 в виде палатки, прикрепленный к полости 64 на боковой кромке 66 ленты. Зубец запрессован в полость 64 с верхней стороны 68 модуля. Головка болта 70, ввинченного в угол выступа 72, выступающего из основы 74 зубца, захватывает нижнюю сторону 69 модуля во внутреннем углу полости, чтобы прикрепить зубец к модулю. Зубец может быть откреплен от модуля путем удаления болта. Выступ 72 также частично закрывает отверстие 76 для поворотного штифта модуля, чтобы улучшить фиксацию штифта в ленте. В этом варианте модуля края, зубец альтернативно может быть вставлен из нижней стороны 69 и закреплен тем же образом. Так что эти зубцы могут выступать вверх из верхней стороны 68 или вниз из нижней стороны 69. Зубец в виде палатки содержит пару направляющих поверхностей 78, 79, которые сходятся на расстояние от дальнего конца 80 зубца.
Другой вариант зубца, выступающего из внутренней кромки модуля ленты, изображен на фиг.6. В этом модуле, ромбовидный зубец 82 выступает радиально наружу из внутренней кромки 84 модуля 86. Ромбовидный зубец цельно отлит с модулем и содержит четыре направляющих поверхности 88A-D и два вертикальных приводных торца 89A, 89B. Должно быть ясно, что зубец 62 в виде палатки по фиг.5A и 5B может быть цельно выполнен с модулем края, и ромбовидный зубец по фиг.6 может быть изготовлен как отдельное изделие, которое может быть прикреплено к модулю. Другой модуль ленты с цельно отлитым зубцом изображен на фиг.7. Модуль 130 ленты содержит зубец 132 в виде усеченной треугольной призмы, выступающей радиально наружу из внутренней кромки 134 модуля. Направляющие поверхности 136, 137 сходятся от верхней и нижней поверхностей модуля. Основание треугольной призмы работает как приводной торец 138. Модуль 140 ленты по фиг.8 содержит зубец 142 в виде овального цилиндра. Зубец содержит скругленные направляющие поверхности 145, 146 с противоположными приводными торцами 146, 147, пролегающими посередине.
Часть конвейерной ленты 90, изготовленная из модулей, содержащих внутреннюю кромку по фиг.5A и 5B, изображена на фиг.10. Часть ленты показывает модули, соединенные вместе в ряды 92 при помощи штифтов 93 в шарнирных соединениях 94, выступающих перпендикулярно к направлению 96 перемещения. Шагом ленты является расстояние между последовательными петлями. Отверстия 98 для штифтов вытянуты в направлении перемещения, чтобы предоставить достаточный люфт в направлении перемещения для боковой кромки 100 ленты для сжатия на внутренней стороне поворота, в то время как противоположная внешняя боковая кромка расширяется, чтобы пройти свой более длинный путь по внешнему радиусу. Поскольку натяжение ленты 90 может слабым при вхождении в приводную колонну со спиральной навивкой, ряды могут сжаться вместе, как изображено на фиг.10. Задние направляющие поверхности 79 зубцов 62 отклоняются от их дальних концов 80 к приводным торцам 102, обращаясь к последовательным направляющим модулям. Передние направляющие поверхности 78 зубцов 62 отклоняются от их дальних концов 80 в противоположном направлении к обращенным назад приводным торцам 102 на последовательных направляющих модулях. Противоположные торцы 103 на краях ленты могут быть использованы как приводные торцы, если лента движется в обратном направлении.
Приводная колонна 104 со спиральной навивкой изображена на фиг.11 с конвейерной лентой 90, проходящей по винтовой траектории 106 вокруг периферии колонны. Вертикальные приводные элементы 112 проходят в длину от верхней части 114 к нижней части 115 колонны. Приводные элементы предпочтительно расположены в интервалах, равных целочисленному кратному шагу ленты для оптимальных эксплуатационных характеристик. Но они также могут быть расположены с интервалами при нецелочисленном кратном шаге ленты или неравномерно при отличающихся целочисленных кратных шагах ленты. Ребра 116 выступают радиально наружу из расположенных на определенном расстоянии друг от друга приводных элементов 112 от верхних концов 118 ребер до нижних концов 119. В этом примере конвейер вращается по восходящей спирали в направлении 108 со спирально поднимающимся направлением 110 перемещения. Лента сначала входит в зацепление с колонной у входного уровня 120 ленты, который расположен ниже, чем нижние концы 119 ребер. Лента проходит вокруг колонны по пути, слегка отклоняющемся от 90° или около того, либо по какой-либо круговой длине дуги, требуемой для сжатия внутренней кромки ленты, перед тем, как подняться на уровень нижних кондов 119 ребер 116.
Как изображено на фиг.12 и 13, нижний конец 119 ребра 116 сужается. Приводной элемент 112 представляет собой плоскую планку с ребром, выступающим наружу вдоль большей части ее длины. Пазы 121 в противоположных краях планки принимают края периферийной конструкции 122, образующей периферию колонны.
Зацепление конвейерной ленты с восходящей спиралью изображено на фиг.14 и 15. На фиг.14 изображен нижний ярус конвейерной ленты, входящей в зацепление с колонной ниже нижних концов 119 ребер 116. Нижние концы ребер определяют вертикальный отступ 124 над входным уровнем 120 ленты. В этой части колонны с отступом внутренняя кромка ленты проходит вдоль колонны во фрикционном контакте с периферией колонны, чтобы дать внутренней кромке ленты возможность сжаться. В итоге лента 90 поднимается до нижних концов 119 ребер 116. Дальний конец 119 ребра 116 первым контактирует с зубцом 62, выступающим вверх из верхней стороны 68 одного из рядов ленты в одном из трех мест: (а) передняя направляющая поверхность 78; (b) задняя направляющая поверхность 79; или (с) дальний конец 80. Если первоначальный контакт происходит на передней направляющей поверхности 78, нижний конец 119 ребра направляется, чтобы пройти вниз по передней направляющей поверхности и толкнуть ряд назад от переднего ряда, так что ребро плотно входит между рядами в положении для жесткого привода переднего ряда. Если нижний конец 119 ребра 116 сначала контактирует с задней направляющей поверхностью 79, нижний конец соскальзывает вниз по направляющей поверхности в зазор между рядом и последующим задним рядом в такое положение, чтобы ведущая сторона 126 ребра передала тяговое усилие на приводной торец 102 (фиг.10) ряда. Если нижний конец ребра сначала контактирует с верхней частью дальнего конца 80 зубца 62, ребро может соскользнуть с любой направляющей поверхности в зависимости от трения и любого натяжения ленты.
В нисходящей спирали действие аналогично. Входной уровень ленты находится над верхними концами ребер в верхней части колонны. Ребра расположены ниже входного уровня с вертикальным отступом, достаточным, чтобы позволить внутренней кромке ленты прижаться к периферии колонны. Зубцы ленты в нисходящей спирали выступают вниз из нижней стороны ленты для зацепления верхних концов ребер. Конвейерная лента, собранная из модулей по фиг.6 с направляющими поверхностями 88A-D, направленными как вверх, так и вниз, и приводными торцами 89А, 89В, или по фиг.8 со скругленными верхними и нижними направляющими поверхностями 144, 145, и приводными торцами 146, 147 могут быть использованы как в нисходящих, так и в восходящих спиралях и быть приведены в движение в любом направлении. Зубцы по фиг.6 и 8 являются симметричными относительно их вертикальных и горизонтальных осевых линий. Две направляющие поверхности 136, 137 треугольного зубца 132 в модуле по фиг.7 позволяют конвейерной ленте, собранной из таких модулей, быть приведенной в движение относительно своего приводного торца 147 как в восходящей, так и в нисходящей спирали.
На фиг.9 изображена конвейерная лента с боковым изгибом с модулями 150 края, которые содержат многочисленные зубцы, выступающие радиально наружу из каждого ряда. Каждый из зубцов 152, 153 содержит переднюю наклонную направляющую поверхность 154 и задний приводной торец 156, образующие форму зуба пилы. Каждый из приводных элементов 158 на периферии приводной колонны содержит множество ребер 160 в форме зуба пилы с передними ведущими сторонами 162. Направляющие поверхности 154 направляют передние ведущие стороны 162 ребер в приводной контакт с передним приводным торцом 156. Ребра на колонне несколько тоньше, чем зубцы на ленте, так что они легче сопрягаются. И более высокая плотность зубцов обеспечивает приводной колонне больше свободных точек зацепления.
Даже если приводные элементы на периферии приводной колонны, изображенной на фиг.1-4, и у приводной колонны, изображенной на фиг.11-15, в общем вертикальны, приводные элементы могут быть отклонены от вертикали, как изображено на фиг.16. Приводная колонна 166 содержит ребра 168 на ее приводных элементах, отклоненных от вертикали на периферии 170 колонны, чтобы образовать спиральное зацепление. Конвейерная лента 172 изображена работающей как нисходящая спираль вдоль винтовой траектории 174. Лента собрана из модулей края, которые содержат зубцы по фиг.7, т.е. зубцы с торцом, наклоненным по направлению перемещения, предпочтительно под тем же углом, что и наклон приводных ребер от вертикали. Нижняя направляющая поверхность 136 вводит верхний конец 176 приводных элементов в первоначальный контакт с кромкой ленты. Передние края 178 ребер зацепляют верхние направляющие поверхности 137 краев модулей, которые выполняют функцию сопряженных поверхностей, передающих крутящий момент. Схема действующих сил, наложенная на колонну по фиг.16, показывает, что результирующая сила FT, прикладываемая передней стороной 178 наклоненного ребра 168 к аналогично наклоненному торцу 137 зубца (показан увеличенным) и действующая в направлении, перпендикулярном к торцу, характеризуется нисходящей вертикальной составляющей FV, которая улучшает прижимание внутренней кромки конвейерной ленты. Это устраняет необходимость в дополнительной прижимающей конструкции, которая была бы необходима для конвейерной ленты, входящей в приводную колонну со спиральной навивкой с вертикальными приводными элементами, как в предыдущих вариантах. И с наклоненными вперед ребрами по фиг.16 конвейерная лента будет двигаться быстрее, чем будет происходить вращение приводной колонны. Если ребра были бы наклонены в обратном направлении, лента двигалась бы медленнее.
Два других варианта приводных колонн изображены на фиг.17 и 18. Приводная колонна 180 по фиг.17 содержит цилиндрическую верхнюю часть 182 и часть 184 юбки, которая расходится по конусу наружу от вертикальной оси 186 колонны к нижней части 188 колонны. Приводная колонна 190 по фиг.18 содержит верхнюю часть 192 с первым диаметром d1. Часть 194 юбки содержит нижнюю часть 196, которая имеет второй диаметр d2, который больше, чем первый диаметр d1 верхней части 192. Конусная часть 197 присоединяет нижнюю часть 196 к верхней части 192. (На графических материалах степень конусности преувеличена.) Конвейерная лента, входящая в любую из приводных колонн с юбкой из нижней части, характеризуется некоторым начальным натяжением в наружной кромке ленты. Поскольку внутренняя кромка конвейерной ленты начинает сжиматься, когда она проходит спирально вверх части юбки колонны, диаметр колонны несколько уменьшается в части юбки, чтобы улучшить ослабление натяжения в наружной кромке конвейерной ленты.
Таким образом, винтовые конвейеры по фиг.11-18 жестко приводят в движение конвейерную ленту без опережающего привода вдоль винтовой траектории при помощи элементов привода, которые зацепляют внутреннюю кромку ленты с ребром, которое сначала вводится в приводящее положение вплотную к торцу привода на ленте. И система винтового конвейера также позволяет использование лент, внутренний радиус поворота которых не совпадает с радиусом приводной колонны.
Реферат
Винтовой конвейер для конвейерной ленты (20), которая приводится в движение с помощью жесткого привода вдоль винтовой траектории. Винтовой конвейер содержит вращающуюся цилиндрическую колонну (10) с параллельными приводными элементами (14), проходящими от нижней части к верхней части колонны на ее периферии. Каждый из приводных элементов содержит выступающее наружу ребро (28), которое отличается по высоте от нижней части до верхней части колонны. В другом варианте конвейерная лента содержит зубцы (62) с направляющими поверхностями (78, 79) на внутренней кромке ленты. Зубцы направляют приводные элементы между рядами ленты в зацепление привода с торцами привода на внутренней кромке ленты. Обеспечиваются легкий вход ленты в колонну и выход из колонны, а также прочное зацепление жесткого привода с внутренней кромкой ленты вдоль большей части ее траектории вдоль колонны. 3 н. и 32 з.п. ф-лы, 22 ил.
Формула
группы рядов модулей ленты, которые при этом содержат верхнюю сторону и нижнюю сторону и шарнирно соединены вместе между последовательными рядами вдоль шарнирных соединений, определяющих шарнирные оси, проходящие перпендикулярно к направлению перемещения от первой боковой кромки рядов к противоположной второй боковой кромке рядов, где шарнирные соединения характеризуются люфтом в направлении перемещения, чтобы позволить рядам сжиматься вместе у первой боковой кромки, когда первая боковая кромка находится на внутренней стороне поворота по траектории перемещения, при этом первая боковая кромка содержит приводной торец;
множество зубцов, при этом каждый зубец выступает наружу из первой боковой кромки одного из рядов к дальнему концу и содержит направляющую поверхность, ориентированную, чтобы направлять конец внешнего приводного элемента между зубцами и в приводной контакт с приводным торцом ряда или последующего ряда, чтобы привести в движение конвейерную ленту в направлении перемещения,
вращающуюся цилиндрическую приводную колонну, которая при этом содержит внешнюю периферию, проходящую из нижней части к верхней части, при этом входной уровень ленты расположен близко к нижней части для восходящей спирали или расположен близко к верхней части для нисходящей спирали;
множество параллельных приводных элементов, проходящих в длину на периферии приводной колонны, при этом каждый содержит ребро, выступающее радиально наружу от нижнего конца к верхнему концу, где нижние концы ребер определяют первый отступ вверх от входного уровня ленты для восходящей спирали, или верхние концы ребер определяют первый отступ вниз от входного уровня ленты для нисходящей спирали;
конвейерную ленту, проходящую вверх или вниз в направлении движения конвейера по спиральной траектории перемещения вокруг внешней периферии вращающейся цилиндрической приводной колонны, при этом конвейерная лента содержит множество рядов модулей ленты, которые содержат верхнюю сторону и нижнюю сторону и шарнирно соединены вместе между последовательными рядами вдоль шарнирных соединений, определяющих шарнирные оси, проходящие перпендикулярно к направлению перемещения от первой боковой кромки рядов к противоположной второй боковой кромке рядов, где шарнирные соединения характеризуются люфтом в направлении перемещения, чтобы позволить рядам сжиматься вместе у первой боковой кромки, когда первая боковая кромка находится на внутренней стороне винтовой траектории перемещения, при этом первая боковая кромка содержит приводной торец на каждом ряду, где первая боковая кромка конвейерной ленты содержит группы выступающих наружу зубцов с направляющими поверхностями, ориентированными, чтобы направлять нижние концы ребер в восходящей спирали или верхние концы ребер в нисходящей спирали между зубцами и положением ребер в приводной контакт с приводными торцами, чтобы привести конвейерную ленту в движение в направлении перемещения вдоль винтовой траектории перемещения.
приводную колонну, проходящую из нижней части до верхней части и вращающуюся вокруг вертикальной оси;
множество параллельных приводных элементов, проходящих в длину от нижней части до верхней части колонны привода; где каждый из приводных элементов привода содержит выступающее наружу ребро, расстояние которого от вертикальной оси изменяется от нижней части до верхней части приводной колонны,
причем приводная колонна содержит верхнюю часть с первым диаметром и часть юбки, которая расходится по конусу наружу от вертикальной оси к нижней части приводной колонны и содержит нижнюю часть со вторым диаметром, большим, чем первый диаметр, и конусную часть, присоединяющую нижнюю часть к верхней части.
Комментарии