Модуль для модульной конвейерной ленты с роликовой конвейерной поверхностью и модульная конвейерная лента, сформированная из множества таких модулей - RU2720921C2
Код документа: RU2720921C2
Чертежи


Описание
Предложенное изобретение относится к модулю для модульной конвейерной ленты с роликовой конвейерной поверхностью и к модульной конвейерной ленте, сформированной из множества таких модулей.
В области техники, относящейся к конвейерным лентам, известны конвейерные ленты, сформированные из множества шарнирно прикрепленных друг к другу модулей, конвейерная поверхность которых задана множеством роликов, установленных на самих модулях.
В частности, известны модули, состоящие из базового элемента, который снабжен на переднем конце и заднем конце, относительно направления подачи ленты, одной или более проушинами для приема пальцев для сочленения со смежными модулями.
В базовом элементе выполнены одна или более полостей для взаимодействия с зубцами зубчатого колеса для приведения в движение ленты. Как известно, указанные полости являются доступными со стороны нижней поверхности базового элемента, а именно, с поверхности, расположенной напротив поверхности, снабженной роликами.
От верхней поверхности базового элемента отходят опоры для поддержания одного или более валов, на каждом из которых установлено с возможностью вращения множество смежных друг с другом роликов с образованием ряда, проходящего по существу по всей ширине модуля, за исключением толщины опор. Конвейерная поверхность ленты задана плоскостью, проходящей по касательной к наружной боковой поверхности роликов. Верхняя поверхность модулей по существу является плоской, при этом между ней и нижней направляющей линией роликов выполнен зазор, обеспечивающий возможность избежать при эксплуатации заклинивания роликов вследствие изгибания соответствующего вала, обусловленного действующей на него нагрузкой.
Описание модулей вышеупомянутого типа приведено, например, в патентных документах WO 2014/066607-А1, AU-B-64692/86-B2 или NL1010530-C2.
Преимущество модулей этого типа заключается в обеспечении практически непрерывной конвейерной поверхности, сформированной последовательностью рядов из роликов. Однако такие модули имеют недостаток, заключающийся в наличии больших размеров, в частности, высоты и ширины, что ухудшает эксплуатационные условия лент, сформированных из модулей.
В частности, модули этого типа имеют большую общую высоту, определяемую суммой толщины базового элемента, диаметра роликов и зазора, выполненного между роликами и верхней поверхностью модулей. Как известно квалифицированному специалисту, эта общая высота непосредственно соотносится с так называемым «хордовым эффектом» образования щелей и разделения модулей при повороте ленты вокруг приводного зубчатого колеса. Такой «хордовый эффект» является нежелательным, поскольку он создает проблемы, связанные с непрерывностью конвейерной поверхности у сопряжений с так называемыми «проходными промежуточными плитами», расположенными у концов ленты, а также проблемы, связанные с безопасностью эксплуатации, так как при этом существует возможность, например, случайного получения травмы самими операторами.
Помимо этого, общий вес этих модулей ухудшает эксплуатационные условия ленты, с одной стороны, ограничивая допустимую нагрузку, а с другой стороны, увеличивая усилие натяжения, необходимое для приложения к ленте, чтобы привести ее в движение.
Таким образом, в течение длительного времени ощущалась необходимость в создании модулей для модульных конвейерных лент с роликовой конвейерной поверхностью, которые имеют уменьшенную общую высоту и уменьшенный вес по сравнению с известными модулями, но по существу с такими же, или незначительно меньшими, характеристиками механической прочности.
Необходимо отметить, что, как известно квалифицированному специалисту, для уменьшения общей высоты известных модулей невозможно произвольно уменьшать диаметр роликов. С одной стороны, в действительности, вал, на котором установлены ролики, должен иметь диаметр такой, чтобы ограничивать его возможное изгибание под действием нагрузки и, соответственно, он должен быть больше заданного нижнего предела. Кроме того, с другой стороны, для поддержания соединения с возможностью вращения между роликами и соответствующим поддерживающим валом, также находящимся под действием нагрузки, соотношение между диаметром вала и диаметром роликов не должно быть меньше заданного нижнего предела.
Для уменьшения образования разделяющих щелей между последовательными модулями (то есть для уменьшения «хордового эффекта») и, таким образом, для ограничения риска нанесения травмы операторам, работающим вручную на конвейере, в патентном документе US 2013/0319824-A1 предложено с обоих противоположных концов каждого модуля выполнить заградительные элементы, выступающие наружу от верхней поверхности самого модуля. В соответствии с тем, что изложено в патентном документе US 2013/0319824-A1 заградительные элементы имеют крюкообразную форму с выпуклой верхней поверхностью и проходят над цилиндрическими проушинами для сочленения с последовательными модулями, однако, без выхода за пределы конвейерной поверхности, границы которой определены роликами. Заградительные элементы последовательных модулей соединены друг с другом с обеспечением уменьшения щелей, разделяющих ролики этих модулей, в частности, у участков поворота модуля вокруг приводного зубчатого колеса.
Для уменьшения общей высоты и веса роликовых модулей известного типа и как изложено выше, предложены модули, в толщину которых включены ролики. В этих известных модулях ролики установлены коаксиально с пальцем, сочленяющим последовательные модули. На практике ролики размещены в установочных элементах, выполненных в определенных проушинах, обеспечивающих сочленение. Таким образом, ролики каждого модуля разнесены посредством участков модуля, в которых выполнены пространства для соединения с зубцами приводного зубчатого колеса.
Однако даже эти известные модули имеют некоторые недостатки. Первый недостаток заключается в том, что ролики постоянно разнесены друг от друга, так что получение почти непрерывной конвейерной поверхности является невозможным. С одной стороны, расположение роликов на расстоянии друг от друга обусловлено невозможностью расположения роликов в участках модуля, в которых выполнены пространства для соединения с зубцами приводного зубчатого колеса, и, с другой стороны, необходимостью не уменьшать чрезмерно механическую прочность самих модулей.
Другой недостаток фактически заключается в том, что эти модули имеют более низкие механические характеристики по сравнению с соответствующими модулями без роликов или с роликами, поддерживаемыми выше соответствующих базовых элементов, при этом из-за наличия установочных элементов самих роликов уменьшается прочный участок модулей.
В патентном документе WO 2013/030404-A1 описана цепная или роликовая лента, в которой ролики вставлены в элемент самого модуля так, что нижняя часть роликов пересекает плоскость, касательную к верхней поверхности шарнирных пальцев, соответственно, ролики частично перекрывают шарнирные пальцы вдоль направления, перпендикулярного конвейерной поверхности.
Для этого в патентном документе WO 2013/030404-А1 предложено выполнить модуль с количеством обеспечивающих сочленения проушин, меньшим и распределенным иным образом по сравнению с известными модулями. В частности, все еще в соответствии с патентным документом WO 2013/030404-A1, между обеспечивающими сочленение проушинами, проходящими последовательно от одного и того же конца каждого модуля, остается свободный зазор, ограничивающий область для размещения по меньшей мере одного соответствующего ролика, у которой шарнирный палец, сочленяющий модуль со следующим модулем, остается незакрытым. Таким образом, вследствие сочленения двух последовательных модулей друг с другом соответствующие ролики обращены непосредственно к участку смежных с ними шарнирных пальцев, а именно, наружная боковая поверхность роликов обращена непосредственно к наружной боковой поверхности участка шарнирных пальцев, который проходит у соответствующей размещающей ролик области. В соответствии с патентным документом WO 2013/030404-А1 такое решение дает возможность уменьшить расстояние между наружными боковыми поверхностями роликов и шарнирных пальцев до минимальных значений и, таким образом, уменьшить общую высоту модулей, а также имеющий к этому отношение «хордовый эффект».
Однако такое конструктивное выполнение модулей связано с уменьшением механической прочности модульной цепи или ленты под действием напряжения сдвига.
Таким образом, целью предложенного изобретения является выполнение модуля для модульной конвейерной ленты с роликовой конвейерной поверхностью и модульной конвейерной ленты, выполненной из множества указанных модулей, устраняющих недостатки предшествующего уровня техники.
В рамках этой общей цели отдельной целью предложенного изобретения является обеспечение модуля для модульной конвейерной ленты с роликовой конвейерной поверхностью, имеющего меньшие общую высоту и вес, а также высокие характеристики механической прочности.
Еще одной целью предложенного изобретения является выполнение модуля для модульной конвейерной ленты с роликовой конвейерной поверхностью, который обеспечивает возможность получения конвейерной ленты, имеющей по существу непрерывную конвейерную поверхность.
Еще одной целью предложенного изобретения является выполнение модуля для модульной конвейерной ленты с роликовой конвейерной поверхностью, а также модульной конвейерной ленты, которые являются очень простыми, функциональными и экономически эффективными.
Эти цели в соответствии с предложенным изобретением достигаются путем выполнения модуля для модульной конвейерной ленты с роликовой конвейерной поверхностью, а также модульной конвейерной ленты, как изложено в п.п. 1 и 17 формулы изобретения.
Дополнительные признаки раскрыты в зависимых пунктах формулы изобретения.
Признаки и преимущества модуля для модульной конвейерной ленты с роликовой конвейерной поверхностью, а также модульной конвейерной ленты, выполненной из множества модулей в соответствии с предложенным изобретением, будут очевидными из нижеследующего описания, приведенного в качестве неограничивающего примера со ссылкой на прилагаемые схематические чертежи, на которых:
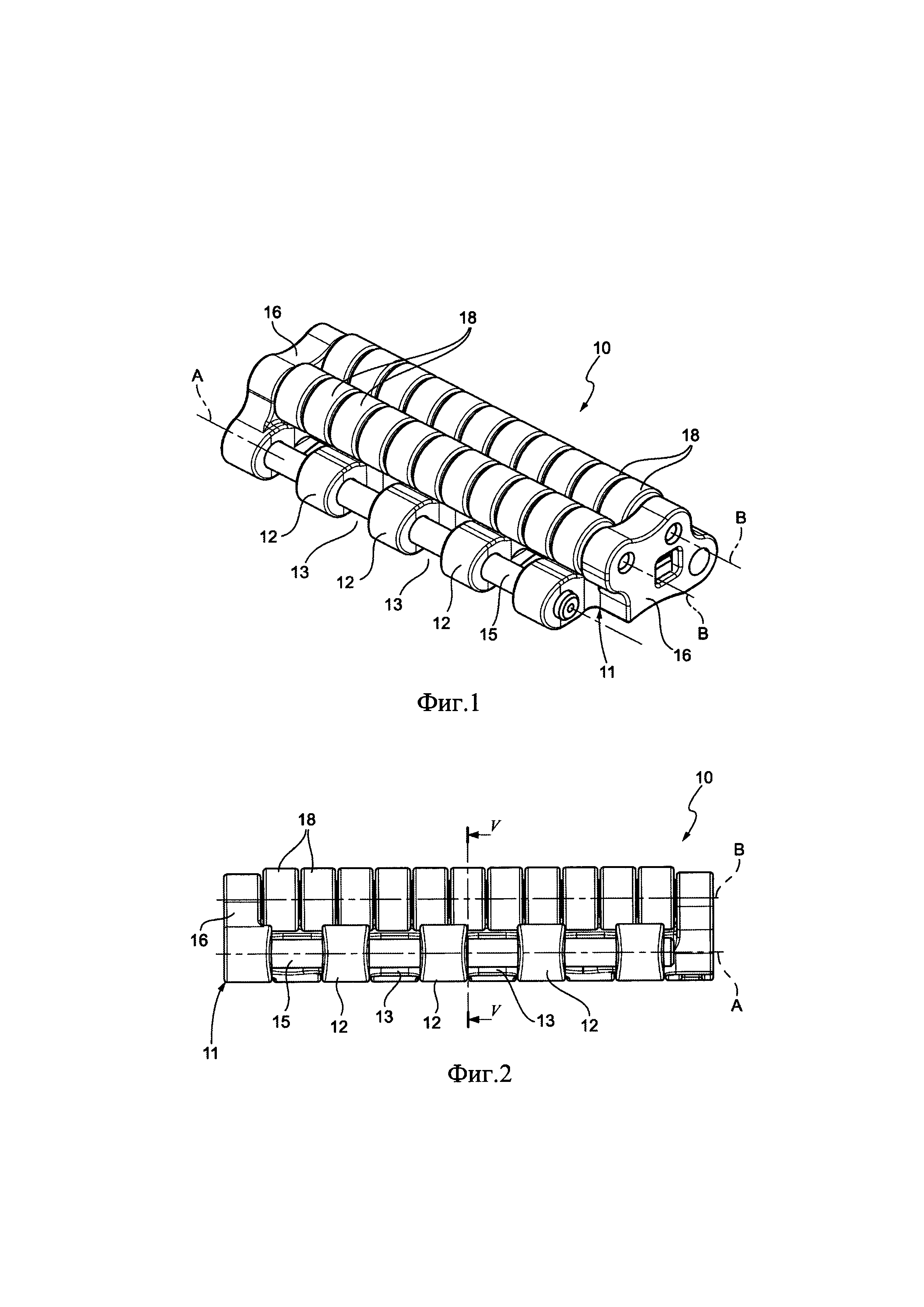
на фиг. 1 представлен вид в аксонометрии модуля в соответствии с предложенным изобретением,
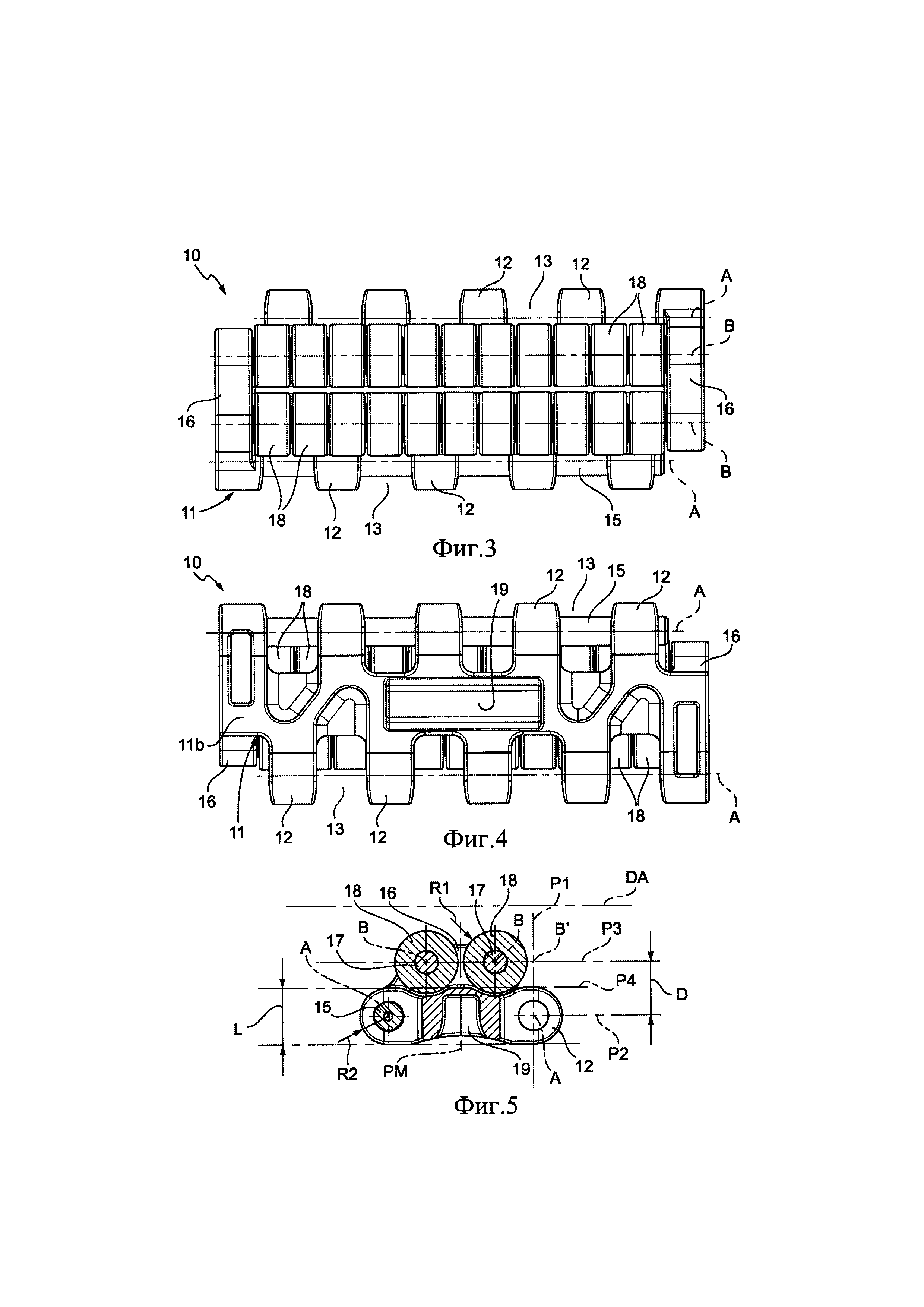
на фиг. 2, 3 и 4 показан модуль, изображенный на фиг. 1, соответственно, в виде спереди, в виде сверху и в виде снизу,
на фиг. 5 представлен вид в разрезе, взятом в плоскости V-V, показанной на фиг.2,
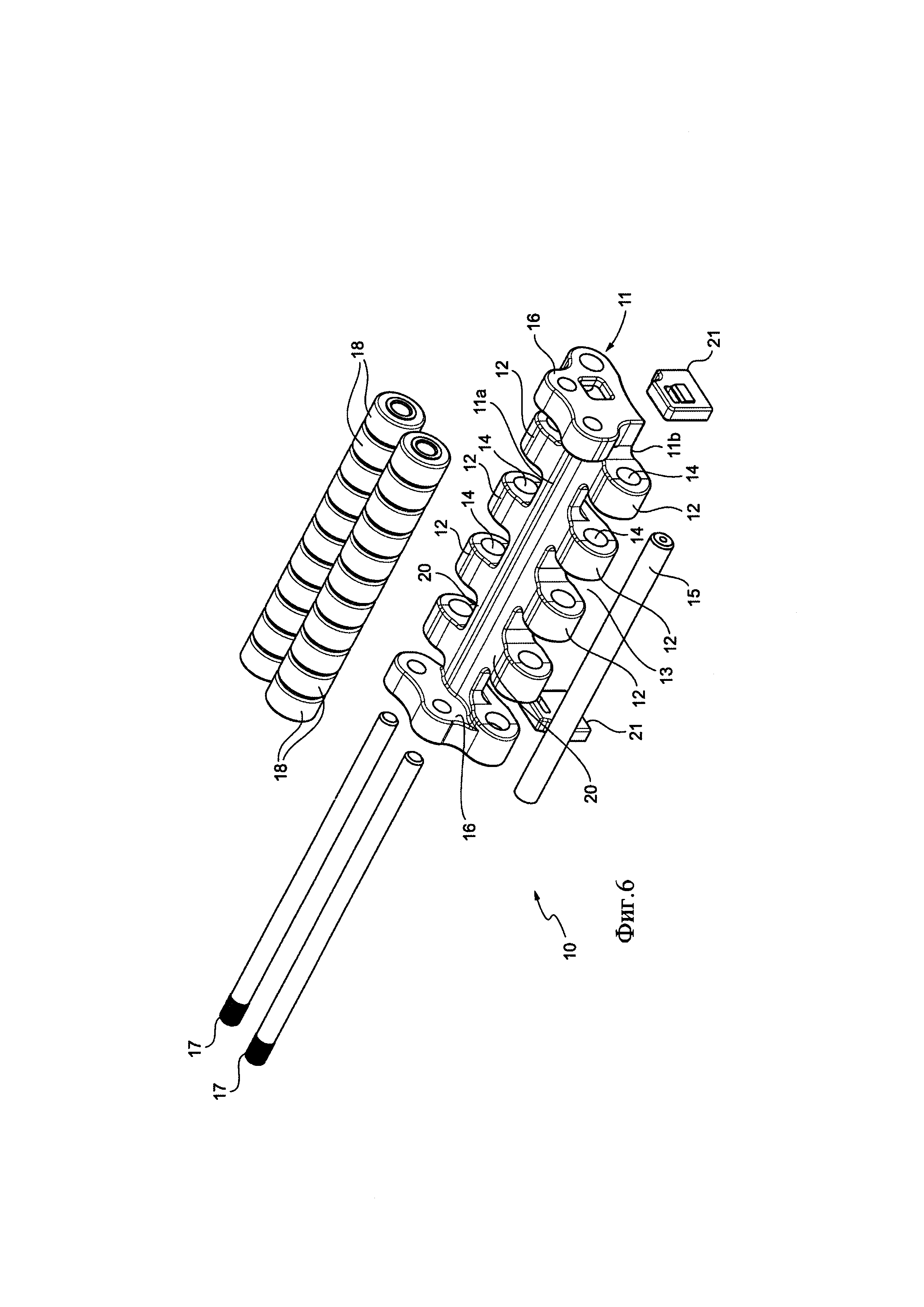
на фиг. 6 представлен покомпонентный вид в аксонометрии модуля, показанного на фиг.1,
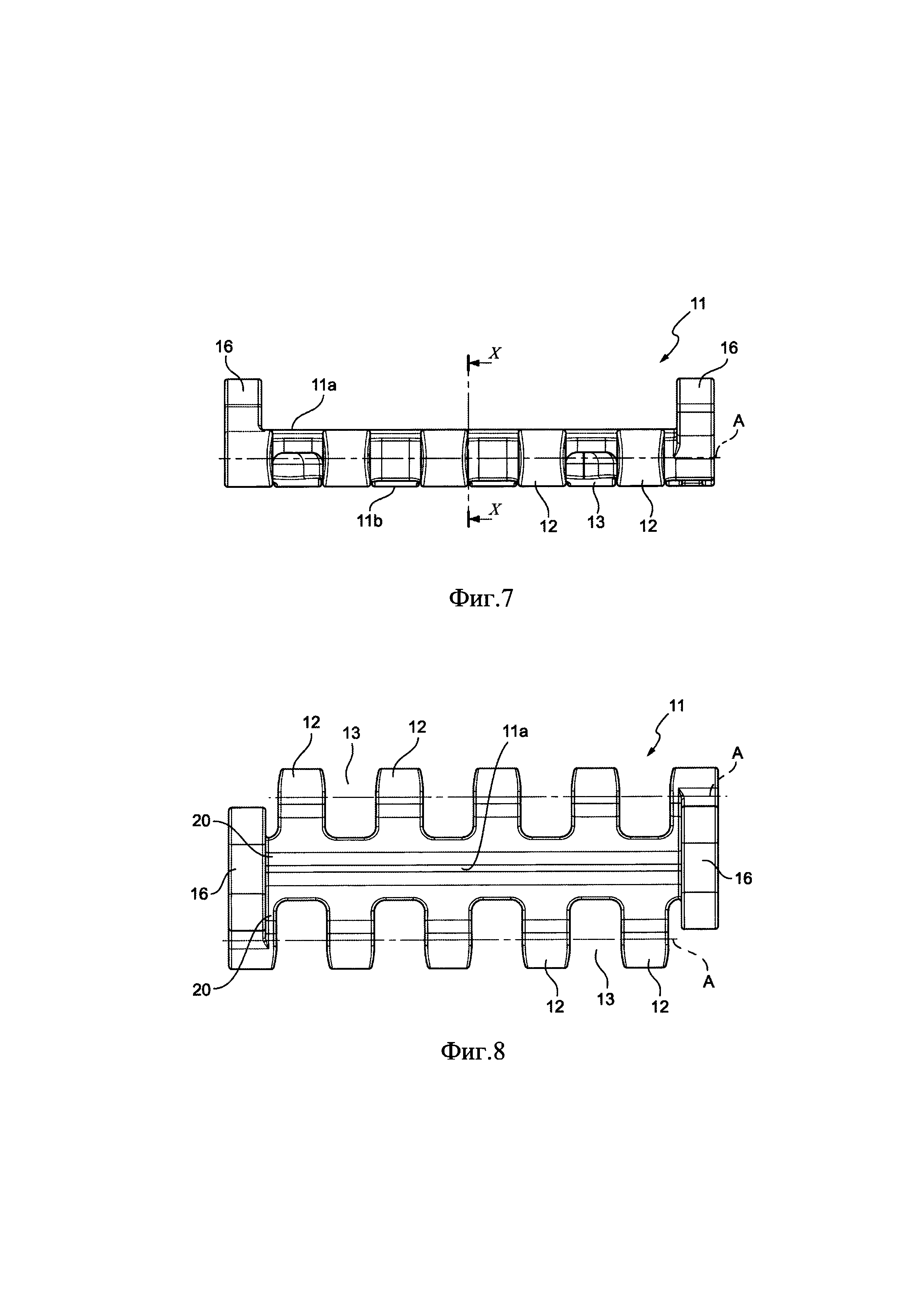
на фиг. 7, 8 и 9 показан базовый элемент модуля, изображенного на фиг. 1, соответственно, в виде спереди, в виде сверху и в виде снизу,
на фиг. 10 представлен вид в разрезе, взятом в плоскости Х-Х, показанной на фиг. 7,
на фиг. 11 показана в аксонометрии часть модульной конвейерной ленты в соответствии с предложенным изобретением.
В соответствии с прилагаемыми чертежами ссылочной позицией 10 в целом обозначен модуль модульной конвейерной ленты с роликовой конвейерной поверхностью.
Необходимо отметить, что числительные, такие как «первый» и «второй», в настоящем описании использованы исключительно для ясности изложения, а не с ограничительной целью.
Кроме того, в настоящем описании прилагательные, такие как «передний», «задний», «верхний» и «нижний» относятся к обычным условиям использования модуля 10 для формирования конвейерной ленты 100 бесконечного типа, приводимой в движение парой зубчатых колес, и образующей верхнюю ветвь для транспортирования продукции, а также нижнюю обратную ветвь.
Модуль 10 используют для изготовления лент 100, которые применяют, например, для транспортировки бутылок, консервных банок или коробок либо поодиночке, либо в группах.
Модуль 10 содержит базовый элемент 11, имеющий первый конец и второй конец противоположные друг другу вдоль направления подачи ленты 100, на каждом из которых выполнена по меньшей мере одна обеспечивающая сочленение проушина 12 для цилиндрического шарнирного сочленения, соответственно, со вторым концом и с первым концом смежных модулей 10.
«Направление подачи», обозначенное на прилагаемых чертежах линией DA, означает направление, вдоль которого приводится в движение лента 100, и которое является параллельным плоскости, заданной верхней ветвью ленты 100, и ее длине.
Первый конец и второй конец базового элемента 11 расположены друг напротив друга относительно направления DA подачи и, также с учетом направления подачи ленты 100, один из них является передним, а другой задним.
В предпочтительном варианте выполнения соответствующее множество проушин 12, расположенных на расстоянии друг от друга, выполнено на первом конце и на втором конце с обеспечением наличия между последовательными проушинами 12 свободных пространств 13 для приема проушин 12 смежных модулей 10. Проушины 12 и свободные пространства 13 расположены попеременно на первом конце и на втором конце по всей ширине каждого модуля 10, при этом в каждом пространстве 13 размещается соответствующая проушина 12 смежного модуля. Под термином «ширина» понимается протяженность модуля 10 в направлении, параллельном конвейерной поверхности и перпендикулярном направлению DA подачи.
Через каждую проушину 12 проходит отверстие 14 или паз, в которое вставляют палец 15 для сочленения со смежным модулем. Продольная ось пальца 15 определяет ось А сочленения двух последовательных модулей 10.
Оси А сочленения цилиндрических шарниров, выполненных на первом конце и втором конце базового элемента 11, проходят параллельно друг другу, лежат в одной плоскости и являются перпендикулярными направлению DA подачи.
Расстояние между осями А цилиндрических шарниров, выполненных на первом конце и втором конце базового элемента 11, определяет шаг ленты 100.
Проушины 12, выполненные на первом конце и втором конце базового элемента 11 являются по существу одинаковыми, в частности, каждая из них имеет общую высоту L, измеряемую в плоскости Р1, которая перпендикулярна направлению DA подачи и содержит соответствующую ось А сочленения.
Далее, базовый элемент 11 имеет первую поверхность 11а и вторую поверхность 11b, противоположные друг другу.
Первая поверхность 11а обращена в сторону конвейерной поверхности ленты 100. Необходимо отметить, что первая поверхность 11а проходит по всему базовому элементу 11, включая проушины 12.
На практике первая поверхность 11а является верхней поверхностью модуля 10.
От первой поверхности 11а отходят опоры 16, предназначенные для поддержки по меньшей мере одного вала 17, на котором с возможностью вращения установлен по меньшей мере один ролик 18.
Как следует из прилагаемых чертежей, по меньшей мере один вал 17 и по меньшей мере один соответствующий ролик 18 поддерживаются выше первой поверхности 11а.
Опоры 16 отходят от первой поверхности 11а со стороны, противоположной второй поверхности 11b.
В предпочтительном варианте выполнения опоры 16 поддерживают противоположные в осевом направлении концы вала 17. Например, опоры 16 представляют собой боковые стенки, расположенные на противоположных сторонах базового элемента 11, при этом расстояние между наружными боковыми поверхностями указанных двух боковых стенок определяет ширину модуля 10.
Вал 17 имеет продольную ось В, параллельную осям А сочленения.
Предпочтительно, на валу 17 установлено множество роликов 17, смежных друг с другом, для образования непрерывного ряда, проходящего между опорами 16. В предпочтительном варианте выполнения ряд роликов 18 проходит по существу по всей ширине модуля 10, за исключением толщины опор 16.
Каждый ролик 18 имеет радиус R1.
В предпочтительном варианте выполнения опоры 16 выполнены с возможностью поддержания пары валов 17, на каждом из которых установлен по меньшей мере один соответствующий ролик 18, при этом валы 17 являются параллельными друг другу и расположены в одной плоскости, а ролики 18 являются одинаковыми или имеют по меньшей мере одинаковый радиус R1.
Как известно квалифицированному специалисту конвейерная поверхность ленты 100 задана плоскостью, проходящей по касательной к наружной боковой поверхности роликов 18 и параллельно направлению DA подачи.
Вторая поверхность 11b определяет нижнюю поверхность ленты 100, при этом в ней выполнен доступ по меньшей мере в одну полость 19 для взаимодействия, причем указанная полость 19 для взаимодействия выполнена в базовом элементе 11 для взаимодействия по меньшей мере с одним зубцом приводного зубчатого колеса 101 ленты 100. На фиг. 11 лишь схематически показано одно из двух приводных колес 101.
В соответствии с признаком предложенного изобретения расстояние D между каждой из осей А сочленения и ортогональной проекцией В' продольной оси В вала 17 на отсчетную плоскость Р1 не равно нулю (то есть больше нуля) и меньше суммы радиуса R1 роликов 18 и половины высоты L соответствующей проушины 12
0 Другими словами, если принять во внимание, что плоскость Р2 содержит оси А сочленений цилиндрических шарниров, выполненных на первом и втором концах базового элемента 11, а плоскость Р3 параллельна плоскости Р2 и содержит продольную ось В вала 17, то расстояние D между указанными двумя плоскостями Р2 и РЗ не равно нулю и меньше суммы радиуса R1 роликов 18 и половины высоты L проушин 12. Кроме того, в целом, каждая проушина 12 сформирована с помощью полуцилиндрической части с радиусом R2 закругления, при этом высота L проушины, равной удвоенному указанному радиусу R2 (L=2×R2), так что расстояние D не равно нулю и меньше суммы радиуса R1 роликов 18 и радиуса R2 закругления (0 По существу в соответствии с предложенным изобретением ролики 18 частично, но не полностью, «взаимопроникают» или «погружены» в базовый элемент 11. Для этой цели первая поверхность 11а базового элемента 11 имеет выемку 20, в которой с определенным зазором размещается часть роликов 18. Выемка 20 может быть выполнена по меньшей мере частично посредством формовки, понижения или тому подобного первой поверхности 11а. В частности, каждой выемке 20 придана форма для размещения цилиндрического сегмента роликов 18. Термин «цилиндрический сегмент» обозначает часть каждого ролика 18, которая обращена к первой поверхности 11а и отсекается плоскостью Р4, параллельной плоскости Р2 и проходящей по касательной к наружной боковой поверхности проушин 12 у плоскости Р1. Ролики 18 входят в выемку 20 с определенным зазором с обеспечением возможности их свободного вращения даже под действием нагрузки, а также вследствие возможного изгибания соответствующего вала 17, чтобы исключить, таким образом, возможное заклинивание. Такой зазор, предпочтительно, равен 1 мм. Между наружной боковой поверхностью роликов 18 и выемкой 20 имеется свободный зазор, обеспечивающий возможность свободного вращения роликов относительно выемки. Выемка 20, видимая в поперечном разрезе, взятом в плоскости, перпендикулярной осям А сочленения и продольной оси В, имеет, по меньшей для одной части, дугообразный профиль, преимущественно в виде дуги круга, и предпочтительнее в виде дуги круга с центром на продольной оси В соответствующего вала 17. Выемка 20 проходит вдоль части первой поверхности 11а, которая проходит параллельно соответствующему валу 17, на длину, превышающую высоту соответствующего по меньшей мере одного ролика 18. В случае, когда вал 17 поддерживает ряд роликов 18 выемка 20 проходит вдоль части первой поверхности 11а, которая проходит параллельно соответствующему валу 17, на длину, превышающую длину ряда. Преимущественно выемка 20 проходит вдоль части первой поверхности 11а, которая проходит параллельно соответствующему валу 17, на длину, равную расстоянию между соответствующими опорами 16, а именно, расстоянию между обращенными друг к другу поверхностями опор 16. В предпочтительном варианте выполнения, показанном на прилагаемых чертежах, каждый модуль 10 содержит пару валов 17 с соответствующими продольными осями В, параллельными друг другу и находящимися в одной плоскости. Каждый вал 17 поддерживает множество одинаковых роликов 18, расположенных смежно друг с другом для образования непрерывного ряда, проходящего по существу по всей ширине модуля 10. Два вала 17 могут быть расположены симметрично относительно центральной плоскости РМ самого модуля 10 и, в частности, полости 19. Преимущественно, полость 19 выполнена в центральном местоположении относительно осей А сочленения, расположенных у первого и второго концов базового элемента 11. Более предпочтительно полость 19 выполнена в центральном местоположении равноудаленно относительно противоположных сторон базового элемента 11. В этом случае расстояние D выбрано с обеспечением уменьшения толщины стенки базового элемента 11, ограничивающей нижнюю часть полости 19, без негативного влияния на конструктивную целостность самого элемента 11. В этом случае, преимущественно, базовый элемент 11 содержит соответствующую выемку 20 для каждого вала 17, на котором установлены ролики 18, как изложено выше. Со ссылкой на вариант выполнения, показанный на прилагаемых чертежах, также необходимо отметить, что в свободных пространствах 13 выемка 20 «прерывается», при этом она состоит по существу из одной секции фасонной части первой поверхности 11а и одной секции части свободного пространства 13, которое остается свободным после соединения с соответствующей проушиной 12 смежного модуля 10. В противоположность этому у каждой проушины 12 выемка 20 состоит из фасонной части первой поверхности 11а, которая также частично проходит по самой проушине 12. Расположение валов 17, степень «взаимного проникновения» роликов 18 в базовый элемент 11, высота L проушин 12, то есть толщина базового элемента 11, определяющая прочный участок модуля, выполнены с обеспечением ограничения общей высоты модуля 10, однако, без оказания неблагоприятного влияния на механическую прочность. В предпочтительном варианте выполнения высота L равна 10 мм, радиус R1 роликов 18 равен 5,5 мм, а расстояние D равно 9,5 мм. Более предпочтительно каждый вал 17 имеет диаметр, равный 4 мм. Для полноты описания необходимо отметить, что на чертежах ссылочной позицией 21 обозначены элементы, предназначенные для запирания концов валов 17 в соответствующих опорах 16. На фиг. 11 схематически показана часть ленты 100, сформированной из множества модулей 10, сочлененных друг с другом с образованием замкнутой петли, наматываемой на пару приводных зубчатых колес 101, причем схематически показано лишь одно из них. Ссылочной позицией 102 обозначена плита, расположенная у конца ленты 100 для прохождения с нее или на нее продукции, подлежащей транспортировке. На основании вышеприведенного описания и прилагаемых чертежей квалифицированному специалисту будут понятны сборка и работа модуля и модульной конвейерной ленты в соответствии с предложенным изобретением. Благодаря расположению роликов, которые лишь частично «взаимопроникают» или «погружены» в базовый элемент, может быть сформирована по существу непрерывная роликовая конвейерная поверхность при одновременном ограничении общей высоты модуля и при отсутствии неблагоприятного влияния на механическую прочность самого модуля. Уменьшение общей высоты модуля дает возможность ограничить так называемый «хордовый эффект» разделения модулей при повороте ленты вокруг приводного зубчатого колеса. Конкретная форма базового элемента и, в частности, его фасонная часть и его толщина (высота), которая по существу меньше, чем у известных модулей, обеспечивает возможность снижения общего веса модуля приблизительно на 20%-30%. Снижение общего веса обеспечивает возможность транспортировки более тяжелых грузов при тех же самых условиях движения ленты, или при тех же самых условиях нагрузки обеспечивает возможность уменьшения усилия, которое должно быть приложено к ленте для ее приведения в движение. С одной стороны, это обеспечивает возможность уменьшения энергии, необходимой для приведения в движение ленты, а с другой стороны обеспечивает возможность увеличения расстояния между двумя осями приводных зубчатых колес. Таким образом, предполагается, что модуль для модульной конвейерной ленты с роликовой конвейерной поверхностью и модульная конвейерная лента могут подвергаться многочисленным модификациями и изменениям, все из которых подпадают под объем правовой охраны предложенного изобретения. Кроме того, все детали могут быть замещены технически эквивалентными элементами. В действительности, используемые материалы, также как и размеры, могут быть любыми в соответствии с техническими требованиями.
Реферат
Модуль имеет первую поверхность (11а), от которой отходят опоры (16) для поддержания по меньшей мере одного вала (17), на котором установлен по меньшей мере один ролик (18), при этом указанная поверхность (11а) проходит по всему базовому элементу (11), включая проушины (12), и имеет по меньшей мере одну выемку (20) для размещения с зазором части по меньшей мере одного ролика (18), установленного на валу (17), при этом выемка (20) выполнена по меньшей мере частично путем формования, понижения или наподобие этого первой поверхности 11а, которая также частично проходит по проушинам (12). Уменьшаются высота и вес модуля для модульной конвейерной ленты с роликовой конвейерной поверхностью, а также обеспечиваются высокие характеристики механической прочности. 2 н. и 14 з.п. ф-лы, 11 ил.
Комментарии