Транспортная система для перемещения листового материала - RU2496702C2
Код документа: RU2496702C2
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к транспортной системе для перемещения листового материала, включающей в себя конвейерную ленту, к которой прикладывается вакуум.
Уровень техники
Из уровня техники известны транспортные системы для перемещения листового материала, включающие в себя конвейерную ленту, к которой прикладывается вакуум. Эти транспортные системы строятся на основе вакуумной камеры и конвейерной ленты, движущейся вдоль вакуумной камеры. Вакуумная камера соединяется с вакуумным насосом, который откачивает воздух из камеры, создавая в ней вакуум или разрежение. Конвейерная лента закрывает собой одно или несколько отверстий в вакуумной камере, через которые вакуум воздействует на ленту. Через отверстия или другие выемки в ленте вакуум или разрежение внутри камеры создает подсасывающие силы, которые удерживают листовой материал на конвейерной ленте при транспортировке.
Известные транспортные системы для перемещения листового материала, включающие в себя конвейерную ленту, к которой прикладывается вакуум, имеют тот недостаток, что ввиду использования вакуумных насосов они являются сложными и дорогими. Известные транспортные системы, кроме того, лишены гибкости, что касается изменения направления транспортировки или ориентации транспортируемого листового материала.
Раскрытие изобретения
По этой причине одной задачей изобретения является разработка транспортной системы для перемещения листового материала указанного выше типа, которая позволяла бы изменять направление транспортировки или ориентацию транспортируемого листового материала либо одновременно изменять направление транспортировки и ориентацию. Изобретение предпочтительно использовать для высокоскоростной транспортировки листового материала.
Другой задачей изобретения является разработка транспортной системы указанного выше типа, которая была бы недорогой и несложной в практическом осуществлении, позволяющем изменять направление транспортировки или ориентацию транспортируемого листового материала либо изменять и направление транспортировки, и ориентацию.
Объектом изобретения является транспортная система для листового материала, включающая в себя конвейерную ленту, к которой прикладывается вакуум, и вакуумную камеру, обеспечивающую вакуум, прикладываемый к конвейерной ленте во время ее движения вдоль вакуумной камеры в направлении транспортировки, причем конвейерная лента является проницаемой для воздуха посредством выемок в ней, расположенных на заданных расстояниях друг от друга, а внутри вакуумной камеры в месте отклонения транспортируемого листового материала расположены воздушные сопла, находящиеся на заданных расстояниях друг от друга, соотносящихся с расстояниями между выемками в конвейерной ленте с возможностью прохождения сжатого воздуха, подаваемого в воздушные сопла, через выемки в конвейерной ленте.
Предлагаемая в изобретении транспортная система позволяет изменять в месте отклонения потока листового материала направление транспортировки или ориентацию транспортируемого листового материала либо одновременно изменять и направление, и ориентацию при высоких скоростях транспортировки.
Поскольку изменение направления транспортировки и/или ориентации листового материала достигается без применения механических средств, эта транспортная система не вызывает изнашивания листового материала. Вторым преимуществом отсутствия механических средств для изменения направления транспортировки и/или ориентации транспортируемого листового материала является значительное уменьшение возникновения заторов при транспортировке листового материала. Таким образом, предлагаемая в изобретении транспортная система позволяет осуществлять транспортировку бережнее и быстрее, обеспечивая легкое изменение направления транспортировки и/или ориентации листового материала. Это достигается благодаря отклонению листового материала сжатым воздухом, создающим силу, приложенную ко всей поверхности листового материала или к значительной ее части, в то время как механические системы для отклонения листового материала прикладывают отклоняющую силу лишь к переднему, по направлению транспортировки, краю листового материала.
Другим объектом изобретения является транспортная система для перемещения листового материала, включающая в себя конвейерную ленту, к которой прикладывается вакуум, и вакуумную камеру, обеспечивающую вакуум, прикладываемый к конвейерной ленте во время ее движения вдоль вакуумной камеры в направлении транспортировки, причем к корпусу, образующему вакуумную камеру, прикреплен по меньшей мере один вентилятор для создания вакуума.
Изобретение дает возможность недорогой и несложной реализации транспортной системы для перемещения листового материала благодаря использованию недорогих вентиляторов вместо вакуумных насосов для создания внутри вакуумной камеры вакуума или разрежения, прикладываемого к конвейерной ленте.
Краткое описание чертежей
Другие преимущества изобретения выявляются в зависимых пунктах формулы и из приведенного ниже описания, сопровождаемого чертежами, на которых показано:
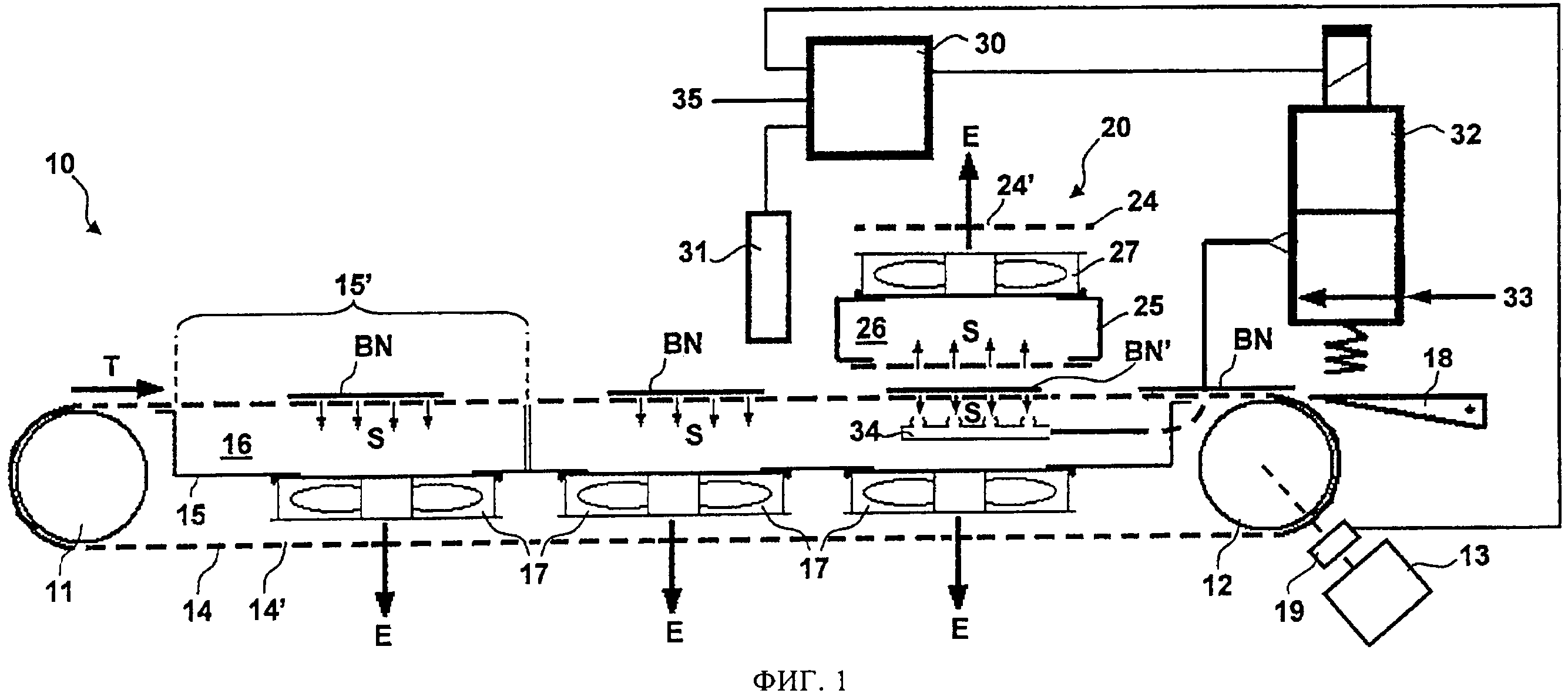
на фиг.1 - транспортная система для перемещения листового материала, включающая в себя конвейерную ленту, к которой прикладывается вакуум, в первом рабочем состоянии,
на фиг. 2 - транспортная система для перемещения листового материала, изображенная на фиг.1, во втором рабочем состоянии,
на фиг.3 - транспортная система для перемещения листового материала, изображенная на фиг.1, в трехмерном представлении,
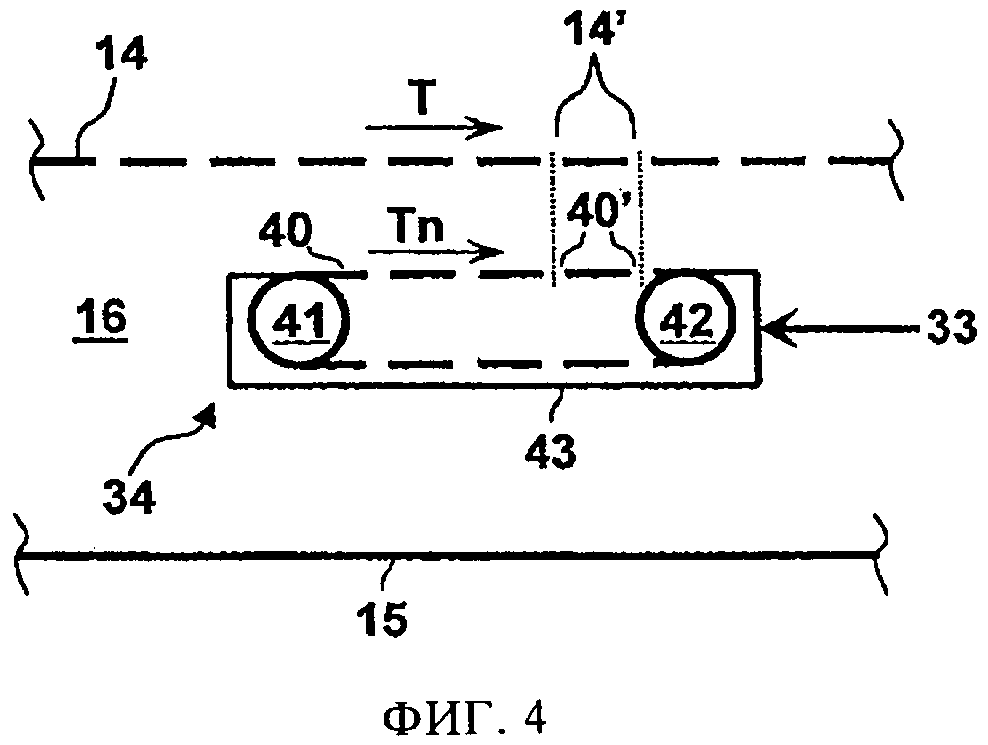
на фиг.4 - вариант осуществления воздушных сопел, используемых в транспортной системе для перемещения листового материала.
Осуществление изобретения
На фиг.1 изображена транспортная система для перемещения листового материала, включающая в себя конвейерную ленту, к которой прикладывается вакуум.
Транспортная система включает в себя первый конвейер 10 с конвейерной лентой 14, проницаемой для воздуха, например, посредством отверстий или выемок 14', и роликами 11 и 12, по меньшей мере один из которых приводится в движение приводом 13. Между двумя роликами 11 и 12 расположена вакуумная камера 16. Камера 16 может быть образована корпусом, выполненным из листового металла 15. Для создания вакуума или разрежения внутри камеры 16 могут использоваться один или несколько вентиляторов 17, отсасывающих воздух E из камеры 16. Конвейерная лента 14 движется по одной из поверхностей камеры 16 и герметично закрывает одно или несколько отверстий в поверхности камеры 16. К конвейерной ленте 14 через отверстия прикладывается вакуум, создаваемый внутри камеры 16. Посредством отверстий 14' вакуум или разрежение в камере 16 создает подсасывающие силы S, которые притягивают листовой материал в виде отдельных листов или единиц BN, BN' к конвейерной ленте 14 для его транспортировки. Каждая единица листового материала BN, BN' транспортируется параллельно ее длинным сторонам в направлении T транспортировки и доставляется в другие части 18 транспортной системы.
Как видно на фиг.3, с первым конвейером 10 скрещивается второй конвейер 20. Первый и второй конвейеры 10 и 20 расположены таким образом, чтобы находиться на малом, например меньшем 2 см, расстоянии друг от друга. Второй конвейер 20 выполнен так же, как и первый, и содержит ролики 21, 22, по меньшей мере один из которых приводится в движение приводом (на чертежах не показанным), конвейерную ленту 24, являющуюся проницаемой для воздуха, например, посредством отверстий или выемок 24', камеру 26, корпус которой может быть выполнен из листового металла 25, и по меньшей мере один вентилятор 27, отсасывающий воздух Е из камеры 26 для создания внутри нее вакуума или разрежения.
Во время работы системы, как показано на фиг.1, листовой материал BN притягивается к конвейерной ленте 14 первого конвейера 10 силами S всасывания, создаваемыми вентиляторами 17. Когда листовой материал BN' проходит место скрещивания со вторым конвейером 20, листовой материал BN' остается на первом конвейере 10, поскольку у первого 10 и второго 20 конвейеров вакуум, создаваемый вентиляторами 16 и 26, имеет приблизительно одинаковую глубину, а оба конвейера 10 и 20 разделены небольшим расстоянием, упомянутым выше. Если требуется изменить направление движения или ориентацию транспортируемого листового материала либо и то и другое, листовой материал подлежит передаче на другой конвейер.
На фиг.2 изображена передача единицы листового материала BN' на второй конвейер 20, в результате которой происходит изменение направления движения и ориентации листового материала BN'.
Первый конвейер 10 включает в себя воздушные сопла 34, расположенные внутри камеры 16. Воздушные сопла 34 расположены на расстояниях друг от друга, соответствующих расстояниям между отверстиями 14' конвейерной ленты 14. Как видно на фиг.2, для каждого отверстия 14' может быть предусмотрено одно воздушное сопло, но также возможно и меньшее количество воздушных сопел. Воздушные сопла 34 располагаются в месте скрещивания первого конвейера 10 и второго конвейера 20. Воздушные сопла 34 могут занимать всю поверхность, определяемую проекцией наложения скрещивающихся конвейеров 10, 20, или их конвейерных лент 14, 24. Площадь, занимаемая воздушными соплами 34, должна быть по меньшей мере равна площади поверхности наибольшей единицы транспортируемого листового материала или ее существенной части. Сжатый воздух 33 может подаваться в воздушные сопла 34 с помощью клапана 32, например электромагнитного или соленоидного клапана. Для подачи сжатого воздуха 33 в воздушные сопла 34 в определенные моменты времени используется средство 30 управления, предназначенное для управления клапаном 32, например микрокомпьютер.
Со средством 30 управления соединены детектор 31 и кодовый датчик 19 положения. Детектор 31 может представлять собой камеру, например камеру на приборах с зарядовой связью (ПЗС), или просто фотоприемник, определяющий присутствие единицы транспортируемого листового материала BN в положении детектора 31, создавая вместе со средством 30 управления средство определения местоположения. Кодовый датчик 19 положения может быть отдельной частью, как это изображено на чертежах, либо может быть частью привода 13 или одного из роликов 11, 12 первого конвейера 10. Благодаря сигналу, поступающему от кодового датчика 19 положения, средство 30 управления может вычислять положение отверстий 14' в конвейерной ленте 14 во время ее движения, образуя таким образом средство совмещения воздушных сопел 34 с движущимися отверстиями 14' конвейерной ленты 14.
Кроме того, к средству 30 управления может быть присоединена линия 35 управления. Линия 35 управления может использоваться для передачи в средство 30 управления сигнала на отклонение отдельных единиц BN' листового материала для изменения направления их движения и/или их ориентации.
Сигнал может подаваться машиной для обработки листового материала, что позволяет использовать предлагаемую в изобретении транспортную систему, например, в машине для обработки банкнот, такой как сортировщик банкнот.
После подачи в средство 30 управления сигнала на отклонение отдельной единицы BN' листового материала по линии 35 управления средство 30 управления путем анализа сигнала, поступившего от детектора 31, вычисляет момент времени, в который отдельная единица BN' листового материала достигнет места отклонения в зоне скрещивания первого конвейера 10 и второго конвейера 20. Кроме того, средство 30 управления, благодаря сигналу кодового датчика 19 положения, вычисляет момент времени, в который воздушные сопла 34 совместятся с отверстиями 14' конвейерной ленты 14. В расчетный момент времени, когда отдельная единица BN' листового материала достигает места отклонения в зоне скрещивания конвейеров 10, 20 и отверстия 14' совмещаются с воздушными соплами 34, клапан 32 приводится в действие средством 30 управления и подает в воздушные сопла 34 сжатый воздух 33. Воздушные сопла 34 включаются на очень короткое время, около 5 мс или меньше, поскольку движение конвейерной ленты 14 вызывает уход воздушных сопел 34 и отверстий 14' друг от друга. Когда сопла 34 и отверстия 14' вновь совместятся, в воздушные сопла 34 вновь может быть подан сжатый воздух.
Также допускается подача сжатого воздуха 33 в воздушные сопла 34 в течение всего времени, что отклоняемый листовой материал BN' находится в зоне скрещивания первого и второго конвейеров 10, 20.
В другом варианте осуществления изобретения сопла 34 могут перемещаться синхронно с отверстиями 14' в конвейерной ленте 14 при подаче в них сжатого воздуха 33.
На фиг.4 изображен вариант осуществления изобретения с подвижными воздушными соплами. Как видно на фиг.4, воздушные сопла 34 образованы лентой 40, имеющей выемки или отверстия 40', расположенные относительно друг друга так же, как и отверстия 14' в конвейерной ленте 14. Лента встроена в корпус 43, выполненный, например, из листового металла и подключенный к источнику сжатого воздуха 33. Корпус 43 воздушных сопел 34 расположен внутри вакуумной камеры 16 первого конвейера 10, как описано выше. Лента 40 приводится в движение роликами 41, 42, по меньшей мере один из которых приводится в движение приводом (на чертежах не изображен). Лента 40 движется в том же направлении, что и конвейерная лента 14, и со скоростью Tn, равной скорости T движения конвейерной ленты 14. Это может быть достигнуто при использовании привода, включающего в себя кодовый датчик положения и движущего ленту 40 аналогично приводу 13 и кодовому датчику 19 положения, как описано выше в отношении первой конвейерной ленты 14. Также допустимо использование синхронизирующего устройства для увязки движения ленты 40 и привода 13 первого конвейера 10 с целью достижения синхронности движения ленты 40 и первой конвейерной ленты 14, а значит и синхронности движения отверстий 14' и 40'.
С помощью воздушных сопел 34 и совмещенных с ними отверстий 14' конвейерной ленты 14 сжатый воздух 34 создает силу Р, действующую на листовой материал BN'. Вследствие прохождения сжатого воздуха 34 через воздушные сопла 34 вакуум или разрежение внутри камеры 16 уже не может прижимать листовой материал BN' к конвейерной ленте 14 первого конвейера 10. Сила P давления сжатого воздуха 34 перемещает листовой материал BN' по направлению ко второму конвейеру 20, и листовой материал BN' прижимается к конвейерной ленте 24 второго конвейера 20 силой S всасывания, создаваемой вакуумом или разрежением в камере 26 второго конвейера 20. Затем листовой материал BN' транспортируется вторым конвейером 20 в направлении T' транспортировки, отличном от направления T транспортировки первого конвейера 10. Кроме того, ориентация листового материала BN' изменяется, поскольку второй конвейер 20 транспортирует листовой материал BN' параллельно его коротким сторонам.
В дополнение к детектору 31 или вместо использования детектора 31 момент времени, в который должны включиться воздушные сопла 32, может также вычисляться средством 30 управления посредством определения положения листового материала BN' на первом конвейере 10, исходя из скорости транспортировки. В качестве дополнения или альтернативы сигналы кодового датчика 19 положения могут быть использованы для вычисления положения листового материала BN' при транспортировке первым конвейером 10.
Конвейеры 10, 20, описанные выше в качестве примера, могут также иметь модульное строение вакуумных камер 16, 26, т.е. вакуумная камера может быть разделена на несколько подкамер (модулей). Каждый модуль имеет отдельный корпус 15' (см. фиг. 1), выполненный, например, из листового металла, и по меньшей мере один вентилятор. Модульное строение позволяет гибко собирать конвейеры разной длины путем расположения в ряд подходящего количества модулей.
Все вентиляторы 17, 27 вакуумных камер 16, 26 способны работать непрерывно для создания вакуума или разрежения. Кроме того, возможна работа каждого вентилятора по отдельности в том случае, когда вакуум необходим в конкретном месте, т.е. если единица листового материала BN, BN' находится непосредственно над конкретным вентилятором или поблизости от него. Автономная работа отдельных вентиляторов имеет особенные преимущества при использовании модульной конструкции вакуумной камеры, описанной выше.
Конвейеры 10, 20, описанные выше, могут также использоваться как переключатели для изменения направления движения листового материала без изменения его ориентации.
Описанный выше конвейер и его использование для изменения направления движения и/или ориентации листового материала может использоваться для транспортировки банкнот, обрабатываемых в машинах для обработки банкнот, например в сортировщиках банкнот, прежде всего в машинах для обработки банкнот, работающих при высоких скоростях порядка 20, 40, 50 или даже больше банкнот в секунду.
Реферат
Система содержит конвейерную ленту, к которой прикладывается вакуум, и вакуумную камеру. Конвейерная лента является проницаемой для воздуха посредством выемок в ней, расположенных на заданных расстояниях друг от друга. Внутри вакуумной камеры в месте отклонения транспортируемого листового материала расположены воздушные сопла, находящиеся на заданных расстояниях друг от друга, соотносящихся с расстояниями между выемками в конвейерной ленте с возможностью прохождения сжатого воздуха, подаваемого в воздушные сопла, через выемки в конвейерной ленте. Обеспечивается простое изменение направления транспортировки или ориентации листового материала. 2 н. и 8 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для подачи листов, преимущественно в виде каскадного потока, в листообрабатывающую машину
Комментарии