Устройство для комплектования изделий - RU2072314C1
Код документа: RU2072314C1
Чертежи
Описание
Изобретение относится к способу и устройству для составления наборов изделий.
В посылочной торговле, прежде всего крупной, приходится составлять набоpы изделий по заказам клиентов из иногда очень большого запаса различных изделий. На практике вручную от неподвижных стеллажей, размещающих изделия одинакового рода, их берут соответственно заказу для набора и перекладывают на обращающийся контейнер типа стеллажа, каждый из которых предназначен для одного заказа. После составления заказа и проверки его комплектации пакуют вручную и в заключение отправляют посылку. Неподвижные стеллажи для изделий должны проверяться на содержание и пополняться. Для этой цели изделия из поставленной и проверенной на входе упаковки или связки вынимают и по транспортеру ведут к стеллажам, где вручную перекладывают. Эта технология не только хлопотна и занимает много времени и места, но также сопряжена и с возможностью ошибок. Вручную можно вынуть не те изделия, положить их не в те ячейки стеллажа, куда нужно. В особенности неприятно, если забудут пополнить стеллажи, а подводимые транспортером изделия пойдут в корзину в конце транспортера, где они и останутся, пока опять-таки вручную не разберут кучу на выходе. Так как в стеллаже все это время изделий нет, то это приводит к повторению заказа на эти изделия, хотя имеется достаточное количество изделий но пока неизвестно где. Такая практика работы экономически невыгодна. По соображениям экономики желательно, чтобы запас изделий на сортировке был минимальным, а время пребывания изделий в обработке как можно меньшим, и в то же время, чтобы все заказы клиентов выполнялись с максимальной скоростью и в полном комплекте. Здесь желательна круглосуточная работа.
Как первый шаг к этому предлагались автоматические установки для составления наборов с управлением от компьютеров. Такая, например, предложена по европейской заявке ЕР-OS 183 074. Это известная установка для составления наборов имеет расположенные по строкам и столбцам шахтообразные наклонные от входов к выходам хранилища запаса. На выходном конце предусмотрено устройство выдачи со счетчиком. Различные контейнеры запаса вручную загружаются изделиями, подлежащими промежуточному хранению, в особенности тогда, когда тревожная индикация показывает уменьшение содержания ниже минимального уровня. Компьютер управляет устройствами выдачи каждого контейнера запаса в зависимости от наличия определенного зависящего от клиентов заказа на изделие так, что к заранее заданному моменту времени одно или несколько изделий могут быть выданы на выходное транспортное устройство типа контейнера. Выдача производится в момент времени, задаваемый компьютером, таким образом, что различные изделия одного заказа собираются в кучу на выходной стороне выходного конвейера и могут быть соответственно упакованы. При упаковке осуществляется контроль полноты заказа, так как нет уверенности, что все контейнеры запаса имели достаточный запас изделий. Далее могут возникнуть уже указанные недостатки при снабжении изделиями такого автомата комплектации заказов. Эти недостатки возникают и тогда, когда компьютер не только сигнализирует о недостаточности запаса в каком-либо контейнера запаса, но также выдает этот сигнал и на подающее это изделие устройство.
Поэтому появляется необходимость относительно максимальной автоматизации технологии.
При этом следует учитывать, что многие изделия поставляются производителями только в форме связок и даже больших связок. Далее нужно учитывать, что хотя ряд изделий заказывают очень часто, но есть изделия, которые заказываются чрезвычайно редко, причем это с течением времени изменяется, например по сезонным причинам.
Задачей изобретения является создание способа и устройства для составления наборов изделий, которые простым образом, на небольшой площади позволяют осуществлять быстрое и надежное комплектование наборов при коротком времени пребывания заказываемых изделий в установке.
Задача решается способом с приведенными в п. 1 формулы изобретения признаками.
Задача решается устройством, которое основано на автомате составления наборов известного типа за счет признаков, перечисленных в п.4 формулы изобретения.
Изобретение исходит из того, что при известности всех механических процессов и при знании всех попавших на вход товаров изделий путь движения каждого изделия от входа, куда оно попало, до упаковки или отсыпки можно точно определить заранее, поэтому следует совершенно отказаться от накопителей ошибочно двигающихся изделий. При этом в устройстве возможно использование обычных частей как для стеллажей, так и для транспортеров, разделителей на отдельные изделия и промежуточных складов. Изобретение особенно применимо при составлении наборов из очень большого числа различных изделий. Оно также может быть выполнено многокаскадным. Еще одним существенным преимуществом является то, что оно простым образом может согласовываться с повышенным спросом, т.е. увеличением количества в таком ассортименте подлежащих объединению в наборы изделий.
На фиг.1 показана схема устройства для составления наборов по изобретению; на фиг. 2 схема и перспективное изображение управляемого компьютером устройства составления наборов для применения по изобретению; на фиг.3 вид спереди другой формы исполнения установки для составления наборов; на фиг.4 разрез А-А на фиг.2.
Подробнее поясним суть изобретения (см. фиг.1) на примере исполнения установки для составления наборов для посылочной торговли.
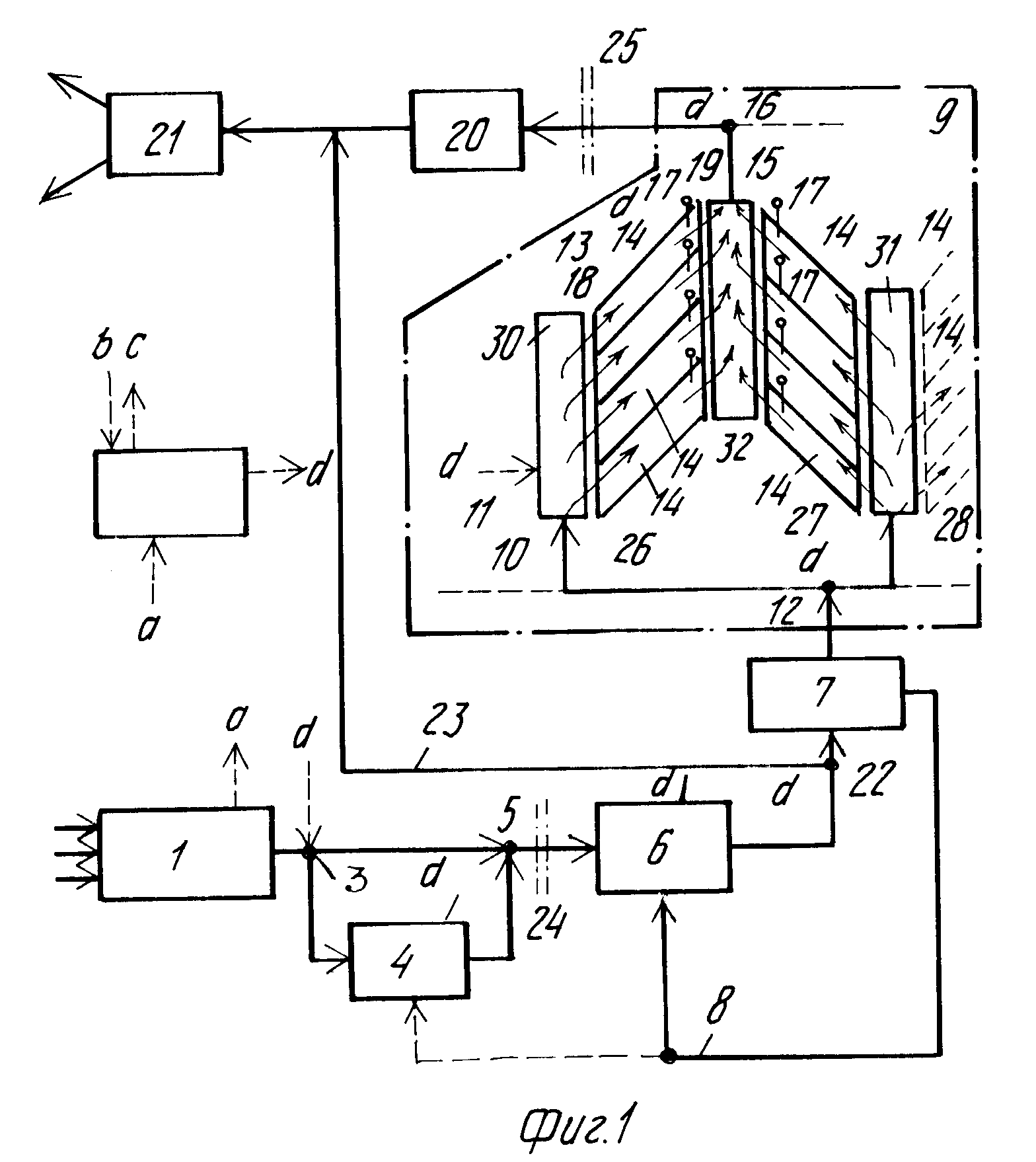
Обычным образом поступающие товары, которые могут идти от внешних изготовителей и/или продавцов либо могут быть собственного изготовления, подводятся к товарному входу 1. Здесь поступающие товары обычным способом контролируются на правильность и количество. Данные поступающих товаров вводятся в компьютер 2.
Получение данных в кодированной форме может, например, производиться посредством обычных наклеек со штриховым кодом на товарах или подобным образом. Целесообразно в данном случае товары снабжать собственными наклейками либо сопровождающими накладными, которые несут соответствующий код.
Для последующего примем сначала, что поступающие товары идут в связках, состоящих их нескольких одинаковых изделий, например несколько установленных на поддоне картонных коробок с одинаковым наполнением. На товарный вход 1 такие товары могут поступать в большом количестве с очень сильно колеблющимся ритмом поступления. Поступившие товары должны быть разобраны на заказы, т.е. различные изделия должны в различном количестве в зависимости от комплектации набора по заказу поставляться для упаковки и отсылки. Эти заказы клиентов подводятся к компьютеру 2 также в форме данных заказа Ь. На основе данных поступившего товара A и данных заказов Ь компьютер 2 может определить, какой набор следует составить или же какие заказы на товары С должны быть автоматически сделаны. Компьютер 2 может при этом вести сами по себе обычные расчеты потребности, на основе которых устанавливается вероятная потребность в будущем на определенные изделия и выдаются соответствующие заказы С, чтобы наборы по данным d максимально быстро можно было составить. При этом компьютер 2 далее будет учитывать, что каждая связка содержит заданное количество определенных изделий, т. е. будут такие связки, отдельные изделия которых потребуются лишь очень редко, тогда как, с другой стороны, имеются изделия, спрос на которые столь велик, что через очень короткое время потребуется несколько связок. В первом случае после прохождения связки изделий на товарный вход 1 они потребуются не сразу, тогда изделия через стрелку 3, управляемую данными d от компьютера 2, могут быть отведены к складу с высокими стеллажами 4. Из него лишь при потребности с помощью данных d от компьютера 2 они будут затребованы и через соединение 5 пойдут в промежуточный склад 6. В последнем случае связка по прохождении склада 1 соответствующими данными компьютера d от стрелки 3 направляется прямо через соединение 5 в промежуточный склад 6.
Промежуточный склад 6 является "буфером", особенно для выравнивания временных сдвигов, которые возникают за счет различного количества и различного ритма подвода товаров на товарный вход 1. Таким образом, этот склад является складом всегда готовых к использованию малых деталей (склад "как раз во-время" или склад нормированных упаковок).
Промежуточный склад 6 может быть выполнен по известному принципу изделий, ожидающих своей очереди, или склада с внутренней циркуляцией, имеющего несколько обращающихся мест хранения, каждое из которых может принять каждую из поступающих связок.
В зависимости от данных d, идущих от компьютера 2, при необходимости из промежуточного склада 6 извлекается одна из связок и подводится к разрознивателю 7. Там из поступившей связки извлекается по меньшей мере одно из имеющихся в связке изделий, часто извлекают несколько или даже все изделия из связки и подают их друг за другом для дальнейшей обработки. Такие разрозниватели сами по себе известны (см. патент ФРГ N 2601067).
Если из связки извлекают не все изделия, то остаточная связка через обратную связь 8 возвращается в промежуточный склад 6 или, при редко запрашиваемых изделиях, как показано пунктиром (см. фиг.1), возвращается в склад с высокими стеллажами 4.
Не изображено, что после забора всех изделий из связки оставшийся упаковочный и опорный материал такой, как большие картонные коробки, поддоны и т. п. обычным образом удаляются.
Также не показано, что при необходимости изделия из разрознивателя снабжаются кодом, например посредством наклейки или этикетки, навешиваемой соединительным устройством.
Разрешенные изделия затем подводятся к автоматически работающему и управляемому данными d от компьютера 2 устройству комплектации наборов 9, которое подробнее будет описано ниже.
Установка комплектации наборов 9 состоит в основном из сортировочного устройства 10 со, в частности, входным транспортером 11 и при необходимости распределительной стрелкой 12, затем из проходного накопителя 13 с несколькими стеллажными участками 14 и выходным транспортером 15, при необходимости со сводящей вместе стрелкой 16. Далее каждому стеллажному участку 14 придано управляемое компьютером 2 устройство выдачи 17 со счетчиком. Каждый стеллажный участок 14 имеет входной конец 18 и выходной конец 19, причем последнему придано устройство выдачи 17 со счетчиком. Эта установка комплектации 9 получает изделия уже в предварительно подсортированной компьютером 2 очередности. Посредством сортировочного устройства 10 отдельные изделия распределяются на вполне определенные приданные им стеллажные участки 14, причем каждый участок 14 должен быть выполнен для приема лишь малого количества изделий. В частности, часто запрашиваемые изделия могут распределяться по нескольким стеллажным участкам 14, тогда как редко запрашиваемые изделия подводятся к стеллажному участку 14 лишь по запросу, и этот стеллажный участок 14 в другое время может использоваться для приема других (также редко запрашиваемых) изделий. Для конструирования проходного накопителя 13, т.е. выбора величины и количества необходимых стеллажных участков 14, привлекают статистические данные, которые учитывают среднюю минимальную потребность в изделии, с одной стороны (касательно габаритов), и среднюю максимальную потребность, с другой (касательно количества стеллажных участков 14). Из этого следует, что стеллажные участки 14 проходного накопителя 13 никоим образом не должны иметь одинаковые размеры. Для составления отдельных для каждого клиента наборов, исходя от данных d компьютера 2, отдельные изделия с помощью устройства выдачи 17 в заданном количестве и в указанный момент времени подводятся на выходной транспортер 15 и с помощью сводящей стрелки 16 так соединяются, что на выходе установки комплектации 9 сходятся все предназначенные для определенного набора различные изделия. Отдельные наборы друг за другом затем подводят к упаковочной установке 20, которая выдает набор в одной или нескольких упаковках. Так как данные отдельных изделий набора, и, в особенности, их размеров, известны, то с помощью соответствующих данных от компьютера можно достичь, что при нескольких упаковках в наборе изделия подводятся к упаковочной установке уже подсортированными, а далее можно достичь, что потребный упаковочный материал также на основе соответствующих данных d компьютера 2 автоматически заказывается и доставляется.
Далее можно (не изображено) выполнять набор не в виде кучи упаковок, но также наполнением одного контейнера. Так как данные заказанного набора известны, этот контейнер может быть реализован в виде картонной коробки нужного размера, который под управлением от компьютера подводится ко входному концу выходного транспортера 15 или сводящей стрелке 16 из запаса, хранящегося на складе.
Упакованный набор затем известным образом подводят к экспедиции 21, чтобы укомплектованный и упакованный набор для определенного клиента как можно быстрее отослать по почте. Например, упакованные и готовые к отправке изделия экспедиция 21 сортирует по почтовым округам и/или почтовым индексам и снабжает соответствующей документацией.
В случае, если заказанный клиентом набор таков, что он охватывает целую связку определенных изделий, то ее можно пропустить мимо комплектующей установки 9 прямо в экспедицию 21. Для этого нужна лишь стрелка 22 после промежуточного склада 6, которая по данным d от компьютера 2 такие связки по обводному пути 23 подает прямо в экспедицию 21.
Существенным для технологии по заявке является то, что компьютер 2, на основе всех доступных ему данных, всегда знает, сколько определенных изделий имеется в распоряжении для комплектования заказанных наборов, и где находятся изделия, уже предназначенные для комплектации наборов. В особенноcти вид комплектующей установки 9 и факт, что к ней изделия подводятся в уже подсортированной последовательности, позволяют далее обойтись без устройств сбора избыточных изделий. Они понадобились бы, если посредством сортировочного устройства 10 не все подведенные изделия без остатка поглощались бы в стеллажных участках 14 проходного накопителя 13. Попавшие в устройство переполнения избыточные изделия пришлось бы снова подводить к установке комплектации 9. Набор, которому не хватило попавшего в устройство переполнения изделия, уже не может быть скомплектован, но в то же время занимает место на стеллаже, так как и другие изделия этого набора не могут быть забраны из проходного накопителя 13. Это может привести к полной остановке всего устройства. Такая опасность устраняется технологией по изобретению.
Может случиться, что определенные товары поступают не в виде связок, а в виде уже отдельных изделий. Из таких изделий после их поступления на товарный вход 1 и передачи соответствующих данных d в компьютер 2, после прохода ими промежуточного склада, соответствующего складу 6, предназначенному для связок изделий, они поступают в установку комплектования 9 в ее сортировочное устройство 10, а промежуточный склад обеспечивает задержку по времени и подсортировку в смысле данной заявки.
С другой стороны, может случиться, что определенные изделия поступают на товарный вход 1 не в виде обычных связок, а в виде сложных связок, состоящих из простых, которые в свою очередь содержат несколько изделий. При таких больших связках можно действовать так же, как и при обычных, т.е. большая связка подается на промежуточный склад, соответствующий промежуточному складу 6 для обычных связок, в разрознивателе, соответствующем разрознивателю 7, связка разрознивается на отдельные связи, в соответствующей установке комплектации 9 другой установке составляются "квази-наборы". Эти наборы из связок далее уже объясненным образом пропускают через промежуточный склад 6, разрозниватель 7 и комплектующую установку 9 для комплектации наборов уже из изделий, а затем в упаковочную установку 20. Управляемое от компьютера составление "квази-наборов" предпочтительно производится так, что подсортировка уже достигнута, и от собственного промежуточного склада 6 можно отказаться, т.е. промежуточный склад 6 заменен установкой комплектации "квази-наборов".
Это значит, что часть установки между двойными
штрихпунктирными линиями
границами 24 и 25 по смыслу (т.е. при возможности без собственного промежуточного
склада) (см. фиг.1) с другими размерами могут быть включены друг за другом. Такое
последовательное включение может быть многократным. Например, товарный вход 1 может принимать целый контейнер,
загруженный несколькими поддонами. Каждый поддон содержит несколько больших картонных
упаковок. Каждая большая картонная упаковка содержит несколько меньших картонных упаковок, каждая малая картонная
упаковка содержит затем несколько изделий. Частота появления поставок в виде больших
связок является решающим критерием для такого многократного устройства. Если подобное встречается очень редко, то
такую большую упаковку следует уже на товарном входе 1 разрознить на малые связки (не
показано).
Далее показано (см. фиг.1) еще несколько особенностей установки комплектования наборов 9, которые оказались особенно выгодными.
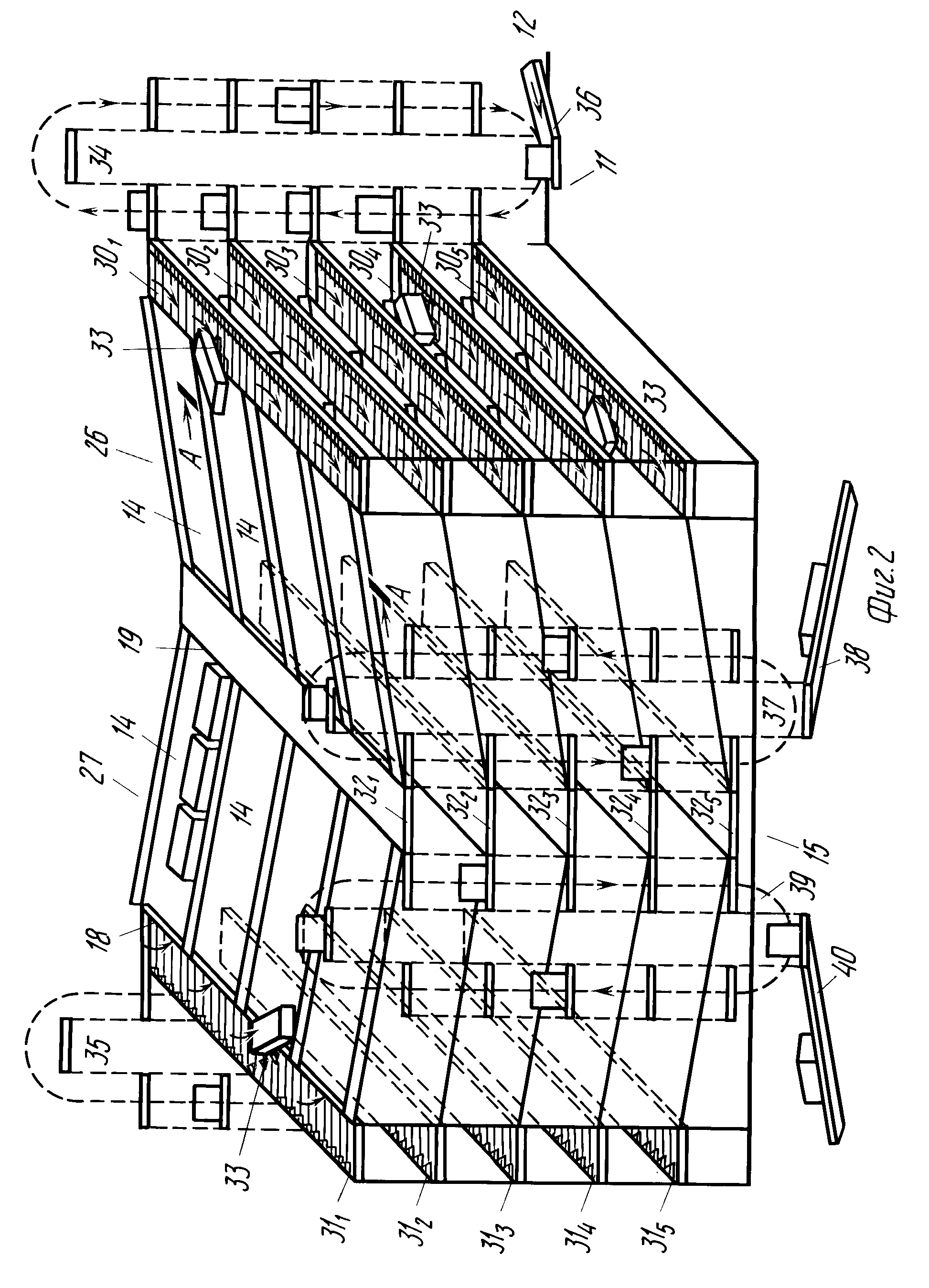
Стеллажные участки 14 проходного накопителя 13 могут быть устроены в нескольких группах 26,27,28. Соответственно входной транспортер 11 имеет несколько входных транспортеров 30,31, на которые подаются изделия посредством распределительной стрелки 12 при управлении от компьютера. Входные транспортеры 30,31 могут служить для питания одной группы (например, группы 26 для входного транспортера 30) или также для питания нескольких групп, в частности двух групп таких, как группы 27 и 28, приданные входному транспортеру 31. Подобным же образом входной транспортер 15 может иметь несколько выходных транспортеров 32, из которых на фиг.1 показан лишь один. Также и здесь выходной транспортер может как транспортер 32 питаться более чем от одной группы, в частности от двух групп таких, как группы 26е и 27 стеллажных участков 14, причем подводимые к нескольким выходным транспортерам 32 изделия могут собираться в соединительной стрелке 16.
Дальнейшие подробности установки комплектации 9 будут подробнее пояснены по фиг. 2. При этом для тех же частей использованы одинаковые позиционные номера.
Рассмотрим устройство (см. фиг.2), в котором в каждой группе 26, 27 стеллажных участков 14 они устроены в форме строк и столбцов. Каждый из стеллажных участков 14 при этом целесообразно выполнен в виде продолговатого шахтообразного контейнера запаса, в котором от входного конца 18 до выходного конца 19 установлены друг за другом изделия. Пример исполнения показывает пять строк, каждая с четырьмя стеллажными участками 14, однако число стеллажных участков 14 в строке может быть различным. Каждой строке стеллажных участков 14 приданы по одному входному транспортеру 30 или 31 и один выходной транспортер 32, причем различные строки обозначены индексами 1, 2,5. Как изображено, стеллажные участки 14 имеют наклон от входного конца 18 к выходному концу 19 так, что в стеллажных участках 14 не требуется специальных транспортеров, а уложенные там изделия могут скользить в сторону выходного конца 19 под действием силы тяжести. Если не изображенное здесь устройство выдачи 17 со счетчиком при управлении от данных d компьютера 2 (см. фиг. 1) выдает одно или несколько изделий из содержащихся в стеллажном участке 14, то они падают на выходной транспортер 32 также под действием силы тяжести и захватываются им для подачи дальше. Выходной транспортер 32 поэтому может быть простым ленточным. Но возможно применение и любого другого типа транспортера с продольным перемещением.
Также для выполненных в виде продольных транспортеров выходных транспортеров 30 и 31 для каждого стеллажного участка 14 должен быть предусмотрен поперечный транспортер, который в простейшем случае может являться отклоняющим транспортером 33, с помощью которого изделие с продольного транспортера 30 или 31 может сталкиваться вниз в нужный стеллажный участок 14.
Как уже разъяснялось (см.фиг.1), к различным входным транспортерам 30,31 подлежащие распределению изделия подводятся распределительной стрелкой 12. Это, однако, при нескольких входных транспортерах, в особенности в устройстве типа, показанного на фиг.2, довольно сложно. Выгодно (см.фиг.2) одной группе входных транспортеров, для каждой строки по одному 301 305 или же 311 315 придать по вертикальному транспортеру 34 или 35, который целесообразно выполнен в виде обращающегося транспортера, поэтому может служить для поочередной подачи изделий как накопитель на части его траектории движения. По примеру исполнения внизу от стрелки 12 через подводящий транспортер 36 поступают друг за другом изделия и затем распределяются по входным транспортерам 301 305. Выполнение транспортера с ожиданием очереди имеет то преимущество, что если по неизвестной причине поступило изделие, которое не сразу надо подавать дальше, то изделие может совершить оборот или два на этом обращающемся транспортере, а затем уже будет подведено к нужному входному транспортеру.
Подобным же образом каждый выходной транспортер через отводящий транспортер прямо связан с соединительной стрелкой 16. Также и здесь целесообразно каждой группе или столбцу расположенных друг над другом выходных транспортеров 321 325 сначала придан вертикальный транспортер 37, который выдает изделия на отводящий транспортер 38, далее попавшие на него изделия вновь подводит к соединительной стрелке 16. В развитие этой мысли столбцу выходных транспортеров 321 325 может быть придан еще один второй вертикальный транспортер 39, который складывает изделия на еще один отводящий транспортер 40. Посредством такого мероприятия можно запитывать вторую соединительную стрелку (не показана), которая ведет вторым путем к другому рабочему месту упаковочной установки 20 или даже к другой упаковочной установке. При таком развитии каждому выходному транспортеру 321 - 325 на выходном конце должно быть придано распределительное устройство (не показано), которое на основе данных d от компьютера 2 каждое подводимое изделие подает либо на первый вертикальный транспортер 37, либо на второй вертикальный транспортер 39.
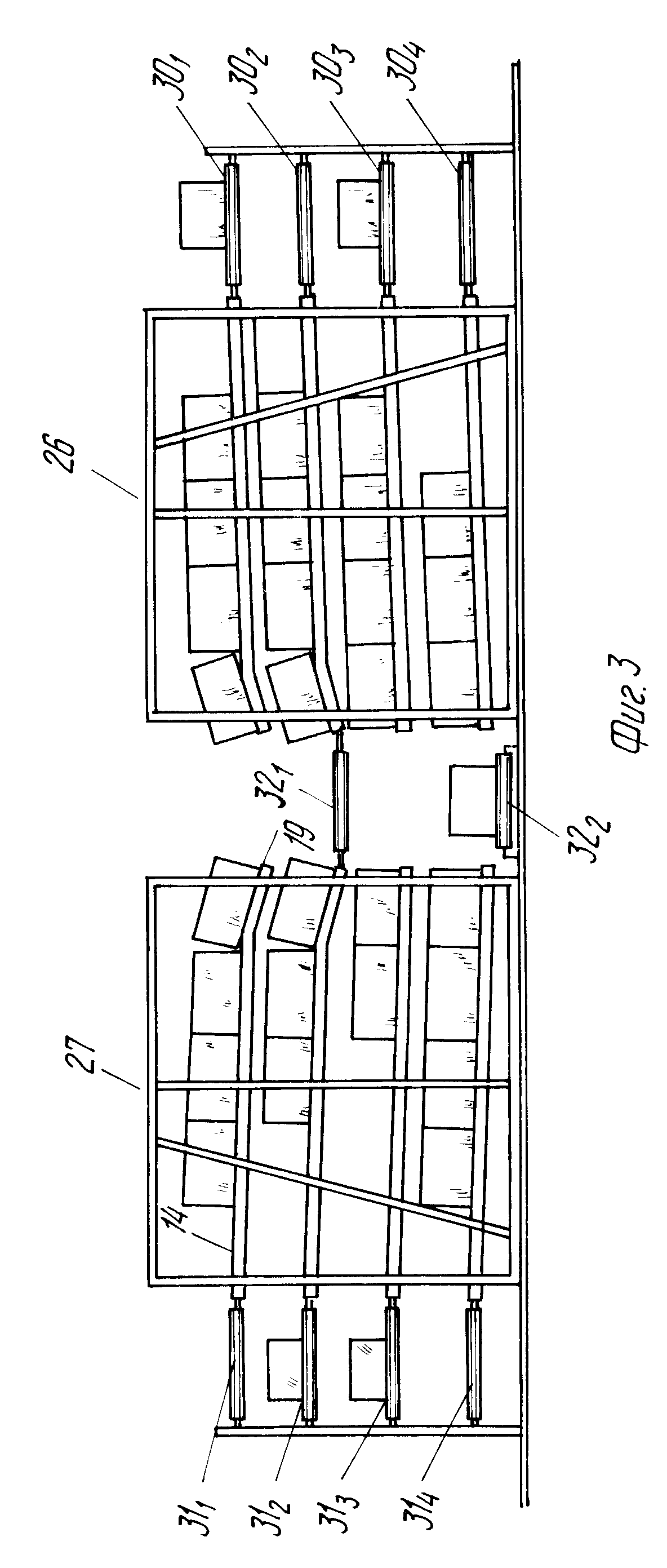
Еще один вариант представлен на фиг.3. Там показано, что из стеллажных участков 14 двух расположенных друг над другом строчек стеллажных участков 14 детали подаются на общий выходной транспортер 321 или 322. При этом стеллажный участок 14 вблизи выхода может иметь больший наклон.
Различные изделия в общем случае могут быть очень разными по весу, формату и габаритам. На эскизах показаны только кубические или прямоугольные упаковки, хотя и различного размера, однако они не имеют позиционных номеров. Уже простое изображение этих кубических или прямоугольных изделий свидетельствует, что здесь могут быть очень разные формы. Наибольшей гибкости всей установки, понятно, можно достичь тогда, когда каждый стеллажный участок 14 пригоден для размещения любого изделия. Однако из соображений экономии места следует целесообразным предусмотреть стеллажные участки 14 различного размера. Например, можно представить, что стеллажные участки 14 для изделий очень большого размера предусмотрены в каждой группе или даже каждой строке группы. То же самое можно представить для изделий очень плоской формы малой высоты. Таким же образом длину стеллажных участков 14 можно сделать по меньшей мере в одной группе, зависящей от наибольшей длины обрабатываемых там изделий, а в остальном попытаться определенное минимальное число изделий средней величины разместить в одном стеллажном участке. Слева вверху (см. фиг. 2) показан один стеллажный участок 14 с расположенными друг за другом изделиями типа коробок, причем, очевидно, четвертое такое изделие уже не поместится. Если, однако, оно должно быть заложено в проходном накопителе 13, то придется его заложить в другой стеллажный участок 14, причем он может быть вообще в другой группе стеллажных участков 14. Фиг.3 показывает форму исполнения, в котором в каждом стеллажном участке 4 могут быть размещены коробчатые изделия друг за другом.
При развитии подобной установки для выбора размеров нужно руководствоваться нормированными габаритами упаковок.
Для многих изделий неважно, в каком положении они проходят через установку. Важным является лишь то, что на выходном конце 19 каждого стеллажного участка 14 находится лишь одно наперед заданное количество отложенных там изделий, которые можно выдать на выходной транспортер 32. Однако следует избегать такого вращения изделий в стеллажных участках 14, которое могло бы вызвать заклинивание внутри участков 14 и застопорение этого пути. По этой причине целесообразнее, если изделие в одном предпочтительном положении ведется по меньшей мере в стеллажных участках 14, причем независимо от того, какое изделие проходит по данному стеллажному участку 14. Предпочтительное положение изделий может задаваться уже в разрознивателе 7, однако может получаться и в другом месте. Если это заданное положение, называемое здесь положением в направлении подачи, однажды было достигнуто, то оно должно уже сохраняться и дальше.
Подобное достигается за счет того, что поперечный транспортер 33 выполнен в виде отклоняющего транспортера, т.е. не такого транспортера, который просто сталкивает изделие в поперечном направлении, а такого, который поворачивает его передний край в сторону сталкивания и заводит его по времени раньше в стеллажный участок 14, чем задний конец изделия. Затем целесообразно, если каждый стеллажный участок 14 по ходу подачи наклонен к транспортеру под определенным углом, большим чем 90o, но меньшим чем 180o, предпочтительно около 135o, как это изображено на фиг.1, так что изделие поперечным транспортером 33 легче направить в нужный стеллажный участок 14.
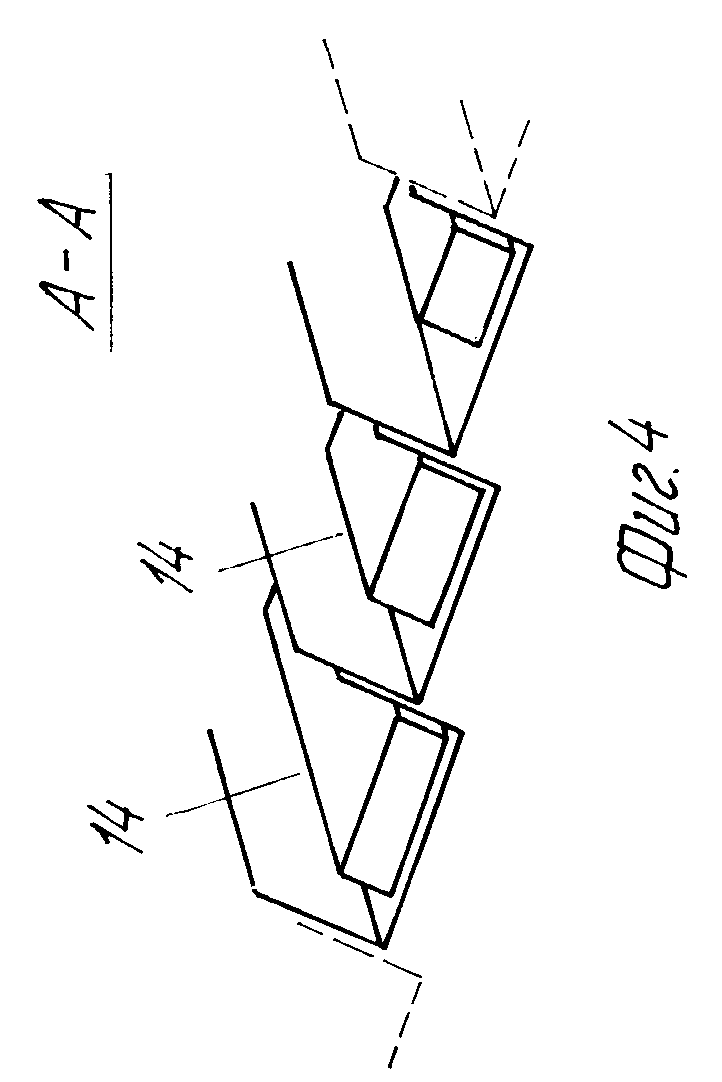
Далее выгодно, если по меньшей мере одна боковая поверхность изделия находится в стеллажном участке 14 в заданном положении. Это достигается за счет того, что, как показано на фиг.4, каждый стеллажный участок 14 слегка наклонен, причем в направлении подачи входного и выходного транспортеров 11,15.
Предпочтительное положение при этом из соображений устойчивости такое, что в прямоугольной упаковке малая грань направлена по или против направления подачи, а большая грань прилегает к стенке.
Перечисленные примеры исполнения могут быть расширены, например, комплектующая установка 9 на фиг.1, причем во всех трех направлениях. Это расширение может производиться посредством добавления строчек стеллажных участков 14 и соответствующих входных и выходных транспортеров 30,32, а также расширением приданных им вертикальных транспортеров 34. Расширение может осуществляться добавлением стеллажных участков 14 в строках имеющейся группы в соответствующего удлинения входных и выходных транспортеров либо соответственным перемещением вертикального транспортера 34 или 37. Далее может быть добавлена целая новая группа стеллажных участков 14 с соответствующими входными и выходными транспортерами, а также соответствующими вертикальными транспортерами, подводящими и отводящими транспортерами. При соответствующем построении входных транспортеров, в особенности поперечных транспортеров 33, можно использовать для обслуживания стеллажных участков 14 двух соседних групп стеллажных участков общий входной транспортер, как подобное для входного транспортера 31 (см.фиг.1) было объяснено. Как отмечалось, стеллажные участки 14 могут быть выполнены в виде продолговатых шахтообразных контейнеров запаса. Это позволяет такое построение из отдельных частей, а также замену и обслуживание отдельных стеллажных участков 14 без останова всей установки. Однако в зависимости от использования конкретных изделий могут применяться и другие конструкции, как, например проходные стеллажи: каналы и пр.
Далее из разъяснений следует, что могут применяться различные транспортеры известных типов.
Как упоминалось вначале, для предлагаемой заявки 9 является существенным, что компьютер 2 содержит все данные входа товаров A, все данные заказов клиентов b и исходя из них, а также известных рабочих данных установки (габаритные размеры, скорость транспортеров и т.п.), сам определяет соответствующие данные d и в зависимости от них заказывает пополнение запасов. На основе концепции всей установки поэтому компьютер 2 знает, какое изделие и где конкретно находится, где оно будет находиться через определенное время, если будут выданы соответствующие данные управления. Из этого и из требования, что подлежащие комплектованию в наборе изделия одновременно должны поступить в упаковочную установку 20, компьютер 2 может определить, когда определенное изделие из разрознивателя 7 должно быть подведено к распределительной стрелке 12, когда содержащая это изделие связка должны быть взята из промежуточного склада 6 или высотного стеллажа 4.
На основе имеющихся в установке по изобретению возможностей на определенный спрос всегда вырабатывается конкретный ответ, можно ли скомплектовать набор сразу по получении заказа, а если нет, то какое время нужно зарезервировать для его выполнения.
Это, в свою очередь, позволяет значительно сокращать время пребывания изделий между товарным входом 1 и экспедицией 21, что очень желательно, так как все изделия между товарным входом 1 и экспедицией 21 представляют собой очень большой мертвый капитал.
Чем короче время пребывания любого изделия, тем меньше потребная площадь всей установки.
С другой стороны, нежелательно хранить неполностью скомплектованные наборы в ожидании нехватающего изделия на товарном входе 1. Также нежелательно осуществлять неполные поставки, т.е. делить наборы на части и отправлять лишь часть заказанного набора. Концепция по заявке позволяет также откладывать комплектование набора, пока на товарном входе 1 (и в других частях установки) по данным A не окажется всех требуемых для набора изделий.
Поясним потребное для установки место с помощью примера при использовании установки комплектования 9 по типу фиг.1 и 2. Пусть нормальные размеры картонной упаковки изделия будут 50x50x40 и требование, чтобы в стеллажном участке 14 помещались три таких упаковки. При ширине входного транспортера и выходного транспортера приблизительно 50 60 см ширина установки получается примерно 5 м. Расстояние между находящимися друг над другом стеллажными участками с учетом необходимых размеров для транспортеров порядка 60 см. Ширина каждого стеллажного участка соответствует примерно ширине картонной упаковки. В объеме 20x25x25 м поэтому имеется место для 32000 различных, а всего 96000 нормальных картонных упаковок. Упаковки занимают объем не в статике, а непрерывно перемещаясь в нем.
Заявка на изобретение применима не только в посылочной торговле, в особенности крупной, но также и там, где из многочисленных отдельных изделий всегда или по меньшей мере в основном приходится комплектовать одинаковые наборы.
Реферат
Назначение: изобретение относится к автоматическому распределению и комплектованию изделий по местам назначения и может быть использовано в посылочной торговле. Сущность изобретения: устройство комплектования отдельные изделия через сортировочное устройство со входным транспортером подводит к набору стеллажных участков, причем изделия проходят эти стеллажные участки и через выходной транспортер комплектуются в наборы. Отдельные изделия при этом извлекаются из связок, а связки с помощью промежуточного склада подвергаются буферному хранению. Управление производится посредством компьютера, который исходя уже из данных поступающих товаров и данных заказов на наборы клиентов выдает соответствующие данные на промежуточный склад и различные места установки комплектования. При этом уже начиная с промежуточного склада определено, какое изделие к какому моменту времени проходит определенный стеллажный участок и к какому другому определенному моменту времени находится на выходе в наборе для дальнейшего использования. 20 з.п. ф-лы, 4 ил.
Комментарии