Транспортно-складской контейнер для жидкостей и способ изготовления внутреннего резервуара транспортно-складского контейнера - RU2250866C2
Код документа: RU2250866C2
Чертежи







Описание
Изобретение относится к транспортно-складскому контейнеру для жидкостей, содержащему основание в виде поддона, предназначенное для манипулирования с помощью автопогрузчика, стеллажера и т.п. транспортного средства, внутренний резервуар из пластика в форме прямоугольного параллелепипеда или куба с закупориваемыми наполнительным и сливным отверстиями или закупориваемым отверстием для наполнения и отбора и прилегающий к внутреннему резервуару металлический решетчатый корпус из перекрещивающихся горизонтальных и вертикальных стержней из металла.
Объектом изобретения является далее способ изготовления внутреннего резервуара транспортно-складского контейнера вышеописанного типа.
Известные из патента ФРГ №19722194 С2 транспортно-складские контейнеры вышеописанного вида с формованным методом раздува внутренним резервуаром из пластика применяются для хранения и перевозки жидкостей всех видов, используемых в химической, фармацевтической, нефтяной и пищевой промышленности.
Строгие законодательные предписания по охране окружающей среды требуют перехода с одноразовых емкостей, таких как контейнеры на поддонах и бочки для перевозки и хранения жидкостей разного рода на многоразовые емкости, на емкости большего объема с целью уменьшения остаточных количеств и на разработку новых многоразовых емкостей, которые в отношении уменьшения загрязнения окружающей среды токсичными веществами могут быть рекондиционированы, а их загрязненные перевозимым и хранимым жидким продуктом пластиковые компоненты могут быть оптимально утилизированы путем низкотоксичного или даже нетоксичного уничтожения, например сжигания.
В основе изобретения лежит задача усовершенствования транспортно-складского контейнера вышеописанного типа в отношении возможности экономичного рекондиционирования за счет экономичного изготовления и оптимальной утилизации пластикового внутреннего резервуара.
Эта задача решается, согласно изобретению, посредством транспортно-складского контейнера для жидкостей с признаками п.1 формулы и способа изготовления по п.6.
Зависимые пункты включают в себя предпочтительные усовершенствования изобретения.
Транспортно-складской контейнер для жидкостей, согласно изобретению, и способ изготовления пластикового внутреннего резервуара транспортно-складского контейнера отличаются следующими преимуществами.
Выполнение внутреннего резервуара в виде эластичной емкости, состоящей из внутренней оболочки из полимерной пленки и наружной оболочки из тканого материала, обеспечивает по сравнению с контейнерами для жидкостей с формованным методом раздува из пластика внутренним резервуаром уменьшение веса тары и транспортных расходов из-за малой толщины пленочного и тканого материалов и значительное уменьшение синтетической массы, загрязненной красками, лаком и т.п. загрязняющими окружающую среду жидкостями, так что утилизация этой синтетической массы не представляет проблем. Транспортный контейнер может быть экономично рекондиционирован за счет простой замены дешевого внутреннего резервуара на предприятиях по изготовлению и розливу жидких продуктов, причем небольшая потребность в площади эластичного внутреннего резервуара благодаря его складываемости и низкие расходы на изготовление внутреннего резервуара обеспечивают дешевое хранение. Наконец, изготовление эластичного внутреннего резервуара из полимерной пленки и тканого материала, преимущественно из пластика, является более экономичным, чем изготовление формованных раздувом пластиковых внутренних резервуаров на дорогих раздувных машинах, требующих высоких капиталовложений.
Транспортно-складской контейнер, согласно изобретению, и способ изготовления эластичного внутреннего резервуара транспортного контейнера описываются ниже с помощью схематичных чертежей, на которых изображают:
- фиг.1 - транспортно-складской контейнер, в перспективе,
- фиг.2 - транспортно-складской контейнер по фиг.1, вид сверху,
- фиг.3-5 - выкроенные заготовки корпуса, крышки и дна наружной оболочки внутреннего резервуара транспортного контейнера, в перспективе,
- фиг.6 - сшитый из выкроенной заготовки корпус наружной оболочки, в перспективе,
фиг.7 - выкроенная заготовка внутренней оболочки внутреннего резервуара с расположением сварных швов в верхнем пленочном полотне выкройки при контурной сварке внутренней оболочки, вид сверху,
- фиг.8 - слегка сложенную заготовку внутренней оболочки для пояснения ведения сварных швов при контурной сварке внутренней оболочки, в перспективе,
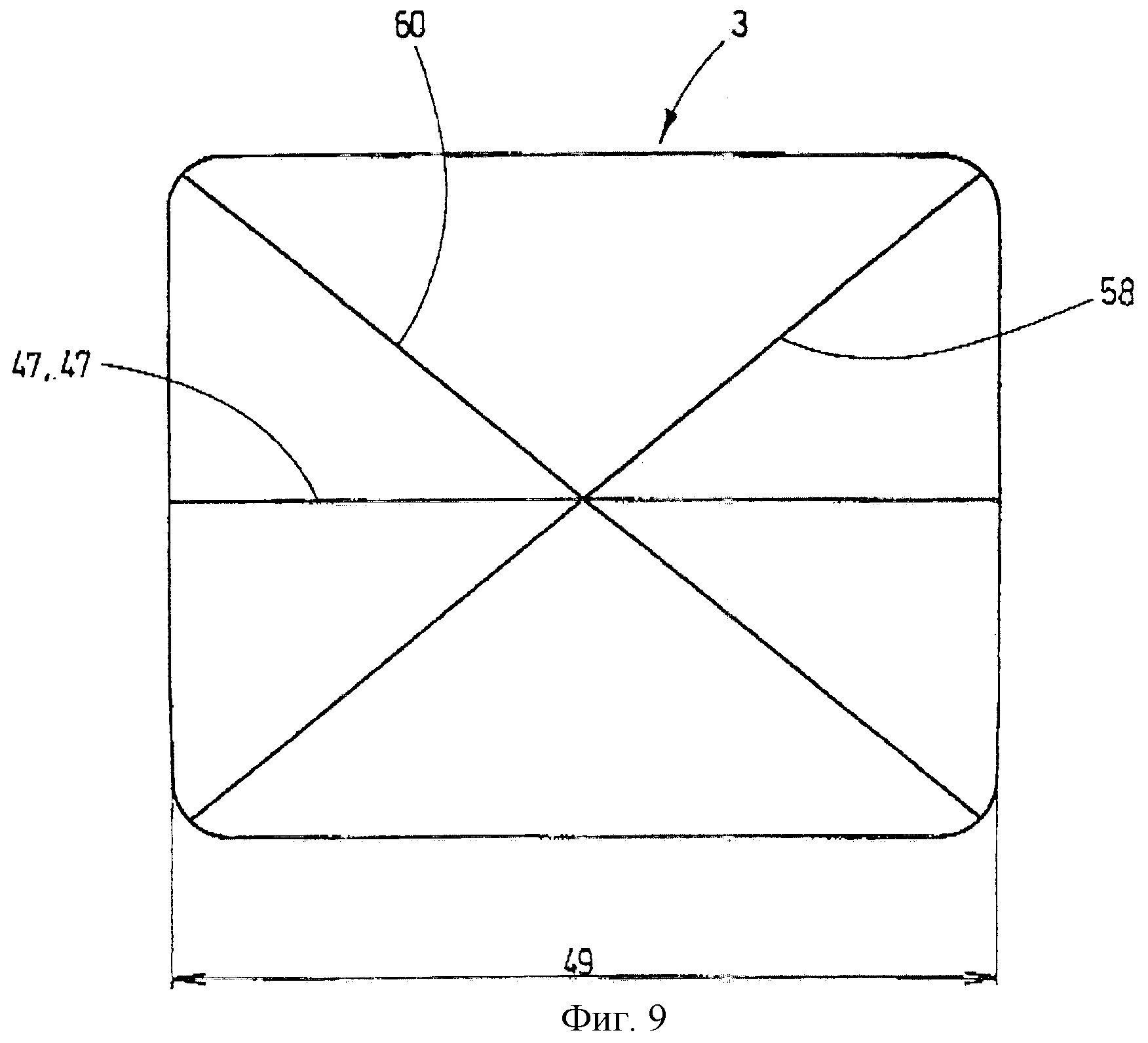
- фиг.9 - вид с торца сложенной внутренней оболочки, заполненной жидкостью для проверки герметичности.
Используемый в качестве одно- или многоразовой емкости транспортно-складской контейнер 1 для жидкостей по фиг.1 и 2 содержит в качестве главных конструктивных элементов сменный эластичный внутренний резервуар 2 в форме прямоугольного параллелепипеда со скругленными углами 8, состоящий из внутренней оболочки 3 из полимерного пленочного материала, например полиэтиленовой пленки, и усиливающей внутреннюю оболочку 3 наружной оболочки 4 из тканого материала, например полиамидного волокна, причем внутренний резервуар 2 снабжен закупориваемой посредством резьбовой крышки 6 наливной горловиной 5 и выпускным патрубком 7 для присоединения крана отбора; решетчатый корпус 9 из перекрещивающихся горизонтальных и вертикальных стержней 10, 11 из металла, а также основание 12 в виде поддона с отвечающими евростандарту габаритами по длине и ширине, которое предназначено для манипулирования с помощью автопогрузчика, стеллажера и т.п. и снабжено плоской ванной 13 днища для размещения с геометрическим замыканием заполненного жидкостью внутреннего резервуара 2.
Наружная оболочка 4 внутреннего резервуара 2 состоит из заготовки 14 корпуса, заготовки 15 дна и заготовки 16 крышки (фиг.3-5). Закрытая внутренняя оболочка 3, сваренная контурной сваркой из заготовки 17 рукава 18 с боковыми складками из полимерного пленочного материала, посредством выступающих от швов проваренных свободных продольных краевых полос 19, 20, 21, 22 сшита или склеена с выкроенными заготовками 14, 15, 16 корпуса, дна и крышки наружной оболочки 4 с образованием внутреннего резервуара 2 и таким образом позиционирована в наружной оболочке 4 (фиг.4-9).
К заготовке 17 внутренней оболочки 3 внутреннего резервуара 2 приварена заготовка 23 с выполненными в виде петель 24, 25 краями для подвешивания внутреннего резервуара 2 к закрепленным на верхней раме 26 решетчатого корпуса 9 стержням 27, 28 крышки транспортного контейнера 1 (фиг.1, 2, 7, 8).
Заготовка 23 с петлями 24, 25 для подвешивания имеет центральное отверстие 29, совпадающее с центральным отверстием 31 в верхнем пленочном полотне 30 заготовки 17 внутренней оболочки 3 внутреннего резервуара 2, причем оба отверстия 29, 31 служат в качестве отверстий для вывода наружу наливной горловины 5, сваренной с заготовкой 23 и внутренней оболочкой 3 внутреннего резервуара 2.
В заготовке 16 крышки наружной оболочки 4 внутреннего резервуара 2 выполнено дополнительное отверстие 32 для вывода наливной горловины 5. Далее к заготовке 16 крышки пришиты удерживающие ленты 33 для закрепления внутреннего резервуара 2 на верхней раме 26 решетчатого корпуса 9.
Согласно изобретению способ изготовления эластичного внутреннего резервуара для описанного выше транспортно-складского контейнера для жидкостей отличается тем, что включает в себя следующие этапы.
1. Раскрой заготовки 14 корпуса для наружной оболочки 4 внутреннего резервуара 2 из полотна ткани на раскройном столе и перенос осевых меток 34 и кромочных меток 35 для сшиваемого в форме прямоугольного параллелепипеда или куба корпуса 36 наружной оболочки 4 с раскройного стола на заготовку 14 корпуса для позиционирования корпуса 36, заготовки 15 дна и заготовки 16 крышки наружной оболочки 4 при последующем сшивании или склеивании с внутренней оболочкой 3 (фиг.3 и 6).
2. Левостороннее сшивание заготовки 14 корпуса на стыковых кромках 37, 38 с корпусом 36 наружной оболочки 4 (фиг.6).
3. Раскрой на раскройном столе заготовки 16 крышки из полотна ткани для наружной оболочки 4 внутреннего резервуара 2 со скругленными углами 39 и отверстием 32 для вывода наливной горловины 5 внутреннего резервуара 2 и перенос осевых меток 40 с раскройного стола на заготовку 16 крышки (фиг.4).
4. Пришивание удерживающих лент 33 в заданных местах заготовки 16 крышки.
5. Раскрой на раскройном столе заготовки 15 дна из полотна ткани для наружной оболочки 4 внутреннего резервуара 2 со скругленными углами 41 и перенос осевых меток 42 с раскройного стола на заготовку 15 дна (фиг.5).
6. Раскрой на раскройном столе заготовки 17 для внутренней оболочки 3 внутреннего резервуара 2 из сложенного до продольной средней оси 43-43 рукава 18 с боковыми складками из пленочного материала, причем продольные края 44, 45 заготовки 15 приблизительно вдвое больше длины 46 изготовляемого внутреннего резервуара 2, а поперечные края 47, 48 заготовки 17 на заданную величину больше ширины 49 внутреннего резервуара 2 (фиг.2, 7, 9).
7. Вырезание отверстий 31, 50 для вывода наливной горловины 5 и выпускного патрубка 7 из верхнего 30 и нижнего 51 пленочных полотнищ заготовки 17 внутренней оболочки (фиг.7 и 8).
8. Контурная сварка внутренней оболочки 3 внутреннего резервуара 2, причем у заготовки 17 из рукава 18 с боковыми складками из однослойной пленки за первый сварочный такт лежащие друг на друге поперечные края 47, 47, 48, 48 сваривают с лежащими между ними краями 52а, 52b, 53a, 53b складок 52, 53 сложенной заготовки 17, на продольных краях 44, 45 верхнего пленочного полотна 30 заготовки 17 от него и находящегося под ним верхнего отрезка 52с, 53с соответствующей складки 52, 53 посредством продольного сварного шва 54, 55 отделяют продольные краевые полосы 19, 20, проходящие симметрично середине 44а, 45а обоих продольных краев 44, 45 заготовки 17, и соответственно с обоих концов 54а, 54b, 55a, 55b продольных сварных швов 54, 55 выполняют косые сварные швы 58-61 через верхнее пленочное полотно и находящийся над ним верхний отрезок 52с, 53с соответствующей складки 52, 53 до середины 47а, 48а поперечных краев 47, 48 заготовки 17 для отделения соответствующих отрезков верхнего пленочного полотна 30 и складок 52, 53 заготовки 17, причем за второй сварочный такт осуществляют такую же контурную сварку нижнего пленочного полотна 51 заготовки 17 и примыкающих к ней нижних отрезков 52d, 53d складок 52, 53 для выполнения нижних продольных краевых полос 21, 22, за исключением уже произведенной за первый сварочный такт поперечных краев 47, 47, 48, 48 заготовки 17 (фиг.7 и 8).
9. Контурная сварка внутренней оболочки 3 внутреннего резервуара 2, заготовка 17 которой состоит из многослойной пленки, в частности двухслойной пленки из свариваемого пленочного материала, такого как полиэтилен, и несвариваемого пленочного материала, такого как полиамид, согласно этапу 8 за один сварочный такт.
10. Приваривание заготовки 23 из пленочного материала с двумя выполненными в виде крепежных петель 24, 25 краями и приваренной наливной горловиной 5 к верхнему пленочному полотну 30 сваренной контурной сваркой заготовки 17 внутренней оболочки 3 внутреннего резервуара 2, причем наливную горловину 5 сваривают с краевой зоной наполнительного отверстия 31 (фиг.7 и 8).
11. Сваривание выпускного патрубка 7 с краевой зоной выпускного отверстия 50 в нижнем пленочном полотне 51 сваренной контурной сваркой заготовки 17 внутренней оболочки 3 внутреннего резервуара 2.
12. Складывание сваренной контурной сваркой внутренней оболочки 3 внутреннего резервуара 2 до размеров контейнера в плане, причем выступающие от швов продольные краевые полосы 19, 20, 21, 22 располагают так, чтобы они совпадали.
13. Левостороннее сшивание или склеивание выступающих от швов верхних продольных краевых полос 19, 20 сложенной внутренней оболочки 3 с заготовкой 16 крышки наружной оболочки 4.
14. Левостороннее сшивание или склеивание выступающих от швов продольных краевых полос 21, 22 сложенной внутренней оболочки 3 с заготовкой 15 дна наружной оболочки 4.
15. Левостороннее сшивание или склеивание заготовки 14 корпуса наружной оболочки 4 по периметру с заготовкой 15 ее дна и верхними продольными краевыми полосами 19, 20 внутренней оболочки 3.
16. Выворачивание заготовки 14 корпуса вместе с внутренней оболочкой 3 и заготовкой 15 дна на лицевую сторону.
17. Сшивание или склеивание вывернутой на лицевую сторону заготовки 14 корпуса наружной оболочки 4 по периметру с заготовкой 16 крышки наружной оболочки 4 и верхними продольными краевыми полосами 19, 20 внутренней оболочки 3.
За счет выворачивания заготовки 14 корпуса наружной оболочки 4 сшитые между собой стыковые кромки 37, 38 заготовки 14 корпуса попадают на ее внутреннюю сторону, так что внешний вид внутреннего резервуара 2 никоим образом не ухудшается.
Выворачивание заготовки 14 корпуса наружной оболочки 4 в соответствии с этапом 15 может и не потребоваться. В этом случае вслед за этапом 14 внутреннюю оболочку 3 разворачивают, после чего заготовку 14 корпуса наружной оболочки 4 сшивают или склеивают по периметру с заготовкой 15 дна наружной оболочки 4 и нижними продольными краевыми полосами 21, 22 внутренней оболочки 3, а также с заготовкой 16 крышки наружной оболочки 4 и верхними продольными краевыми полосами 19, 20 внутренней оболочки 3.
Реферат
Изобретение относится к транспортно-складскому контейнеру для жидкостей. Транспортно-складской контейнер для жидкостей содержит в качестве главных составных частей эластичный внутренний резервуар (2), состоящий из внутренней оболочки (3) из полимерной пленки и наружной оболочки из тканого материала, решетчатый корпус (9) из перекрещивающихся горизонтальных и вертикальных стержней (10, 11) из металла, а также основание (12) в виде поддона, предназначенное для манипулирования с помощью автопогрузчика. Эластичный внутренний резервуар (2) закреплен на верхней раме (26) решетчатого корпуса (9) транспортного контейнера (1), а внутренняя оболочка (3) позиционирована в наружной оболочке (4) внутреннего резервуара. Изобретение дает возможность экономичного рекондиционирования за счет экономичного изготовления и оптимальной утилизации эластичного внутреннего резервуара. 3 н. и 3 з.п. ф-лы, 9 ил.

Комментарии