Выпускной патрубок для эластичного резервуара - RU2502658C2
Код документа: RU2502658C2
Чертежи
Описание
Область техники
Изобретение относится к эластичным (гибким) резервуарам типа пластиковых пакетов, используемым, как правило, для хранения жидкостей или гранул. Такие резервуары снабжаются жестким выпускным патрубком, герметично прикрепленным к стенкам резервуара. Более конкретно изобретение относится к выпускному патрубку для гибкого резервуара. Данный патрубок имеет жесткое тело, образующее выпускной канал, и трубку, которая должна быть введена между двумя стенками гибкого резервуара и герметично прикреплена к этим стенкам. Данная трубка имеет гладкую наружную поверхность, а из ее осевой плоскости выступают наружу два противолежащих плоских щитка. Наружная поверхность трубки образует, совместно с поверхностью плоских щитков, герметизирующую поверхность.
Уровень техники
Особенность известных выпускных патрубков описанного типа состоит в том, что наружная поверхность трубки, которая герметично присоединена к стенкам резервуара, является гладкой, т.е. не имеющей ребер, так что герметичное соединение со стенками гибкого резервуара происходит по всей указанной поверхности. В патентных документах ЕР 1434721 А1, WO 2005/066037 и NL 103085 С описаны выпускные патрубки подобного типа, в которых наружная поверхность трубки образована двумя противолежащими выпуклыми сторонами, сопрягающимися своими боковыми кромками, из которых выступают плоские щитки.
В WO 2007/067029 описан выпускной патрубок, наружная поверхность трубки которого имеет строго цилиндрический профиль.
Процесс, посредством которого гибкий резервуар снабжается выпускным патрубком описанного типа, состоит в установке трубки выпускного патрубка между двумя стенками гибкого резервуара, герметизации резервуара путем присоединения стенок одна к другой по всему его периметру, а также в герметичном прикреплении стенок к контактной (герметизирующей) поверхности выпускного патрубка.
Основное назначение плоских щитков состоит в обеспечении постепенного перехода от зоны герметизации, образованной между стенками резервуара, к центральной части герметизирующей поверхности и от противоположной стороны этой центральной части к другой зоне герметизации, образованной между стенками резервуара. При таком постепенном переходе устраняются контактные дефекты, приводящие к потере непроницаемости резервуара.
Чтобы герметично прикрепить стенки гибкого резервуара к контактной поверхности трубки, используют зажимные устройства (далее именуемые тисками), посредством которых стенки резервуара плотно прижимают к контактной поверхности, и осуществляют нагрев, приводящий к расплавлению поверхностей пластиковых материалов трубки и резервуара, так что расплавленный материал действует в качестве герметизирующего материала.
Связанная с этим процессом трудность состоит в том, что при наличии давления, прикладываемого тисками, трудно предотвратить растекание расплавленного пластикового материала за границы герметизирующей поверхности, что затрудняет получение приемлемого внешнего вида. Кроме того, если расплавленный материал затекает за верхнюю кромку резервуара, возникает риск повреждения элементов выпускного патрубка, расположенных рядом с трубкой, например элементов, которые образуют систему герметичного закрывания резервуара и которыми обычно снабжаются подобные выпускные патрубки.
В испанской патентной заявке ES 2300230 А1, поданной заявителем настоящего изобретения, описан выпускной патрубок рассмотренного типа, характеризующийся тем, что наружная поверхность трубки имеет радиус, увеличивающийся в направлении ее нижнего конца. Такая форма трубки позволяет осуществить процесс герметизации стенок гибкого резервуара с предотвращением вытекания расплавленного пластикового материала за границы герметизирующей поверхности. Хотя решение, раскрытое в ES 2300230 А1, удовлетворительно устраняет отмеченные недостатки, оно не является оптимальным в отношении разработки автоматизированного процесса герметизации и достигаемого качества герметизации.
Раскрытие изобретения
Задача, решаемая изобретением, состоит в создании выпускного патрубка описанного типа, позволяющего обеспечить улучшенную герметизацию зоны его контакта со стенками гибкого резервуара с одновременным предотвращением вытекания расплавленного пластикового материала за границы герметизирующей поверхности. При этом качество герметизации должно быть повышено по сравнению с качеством, достигаемым по технологии, описанной в ES 2300230 А1.
Другая задача состоит в облегчении автоматизации процесса герметизации.
Для решения данных задач создан выпускной патрубок описанного типа, характеризующийся тем, что наружная поверхность трубки имеет выпуклый контур в направлении, параллельном оси трубки, при этом у выпуклой наружной поверхности имеется срединная область, в которой расстояние до оси трубки максимально и которая разделяет концевые области, а расстояние до оси трубки в концевых областях убывает в направлении их краев, противоположных срединной области
Такая особая форма трубки согласно изобретению обладает тем преимуществом, что при прижатии посредством тисков стенок резервуара к контактной поверхности трубки губки тисков сначала приходят в контакт со срединной областью трубки, так что материал сначала расплавляется именно в срединной области, причем зона расплавления постепенно расширяется в направлении концов трубки. Таким образом, прижатие тисков к наружной поверхности трубки не является однородным: сначала контакт создается в срединной области, а обе концевые области наружной поверхности трубки остаются отделенными от поверхности тисков зазором, соответствующим разности расстояний указанных зон от оси трубки. При этом данный зазор возрастает в направлениях обоих концов трубки. Как следствие, пластиковый материал трубки начинает расплавляться в срединной области, сжимаемой тисками, а расплавленный материал растекается к концевым областям, постепенно заполняя зазор между внутренней поверхностью тисков и наружной поверхностью трубки. По мере постепенного расплавления материала в срединной области губки тисков сдвигаются вперед, их радиус охвата уменьшается, в то время как расплавленный материал продолжает растекаться к обоим концам трубки, постепенно заполняя указанный зазор.
Такой процесс постепенного расширения зоны герметизации от срединной области к концам трубки значительно облегчает удерживание трубки в положении, центрированном относительно тисков. Кроме того, поскольку зона герметизации расширяется в направлениях концов трубки постепенно и однородно, повышается качество герметизации.
В дополнение к названным преимуществам, выпускной патрубок согласно изобретению сохраняет достоинства известного выпускного патрубка, описанного в ES 2300230 А1: обеспечивается предотвращение затекания расплавленного пластикового материала за наружный край герметизирующей поверхности (имеющего место применительно к выпускным патрубкам с трубкой, поверхность которой параллельна оси трубки). Улучшается также окончательная форма гибкого резервуара, снабженного выпускным патрубком согласно изобретению.
Кроме того, особая геометрия наружной поверхности трубки согласно изобретению позволяет существенно уменьшить толщину стенки трубки и благодаря этому сократить расход пластикового материала при изготовлении выпускного патрубка. Более конкретно, предпочтительные варианты изобретения характеризуются тем, что толщина стенки, образующей трубку, без учета размеров щитков не превышает по всей длине данной трубки 1 мм. В своем поперечном сечении (в сечении плоскостью трубки, перпендикулярной оси трубки) форма наружной поверхности трубки может быть различной, например эллиптичной или стрельчатой. Однако в целях упрощения процесса герметизации наружной поверхности трубки предпочтительно придать в указанном поперечном сечении круглую форму.
В нескольких оптимальных вариантах, дающих наилучший результат в отношении упрощения процесса герметизации и ее качества, срединная область расположена симметрично относительно концевых областей. Размер срединной области в направлении, параллельном оси трубки, предпочтительно не превышает 1 мм. При таком выборе размерных параметров зона поверхности, в которой сначала происходит расплавление материала, является узкой, что обеспечивает более стабильное растекание расплавленного материала к концевым областям, расположенным по обеим сторонам срединной области. В особенно эффективном варианте срединная область образована на пересечении двух концевых областей, т.е. она имеет, по существу, нулевую длину. Заявитель обнаружил, что такая конфигурация, когда срединная область сводится, по существу, к линии, не оказывает существенного влияния на легкость центрирования патрубка в тисках, поскольку начальное расплавление происходит быстро, так что исходная зона сжатия быстро приобретает достаточную длину, обеспечивая надежное центрирование в приемлемо короткое время. Одновременно усиливается вышеупомянутое преимущество, состоящее в плавном движении расплавленного материала к концевым областям.
Краткое описание чертежей
Другие преимущества и свойства изобретения станут ясны из нижеследующего описания его предпочтительного варианта (которое не носит ограничительного характера) со ссылками на прилагаемые чертежи.
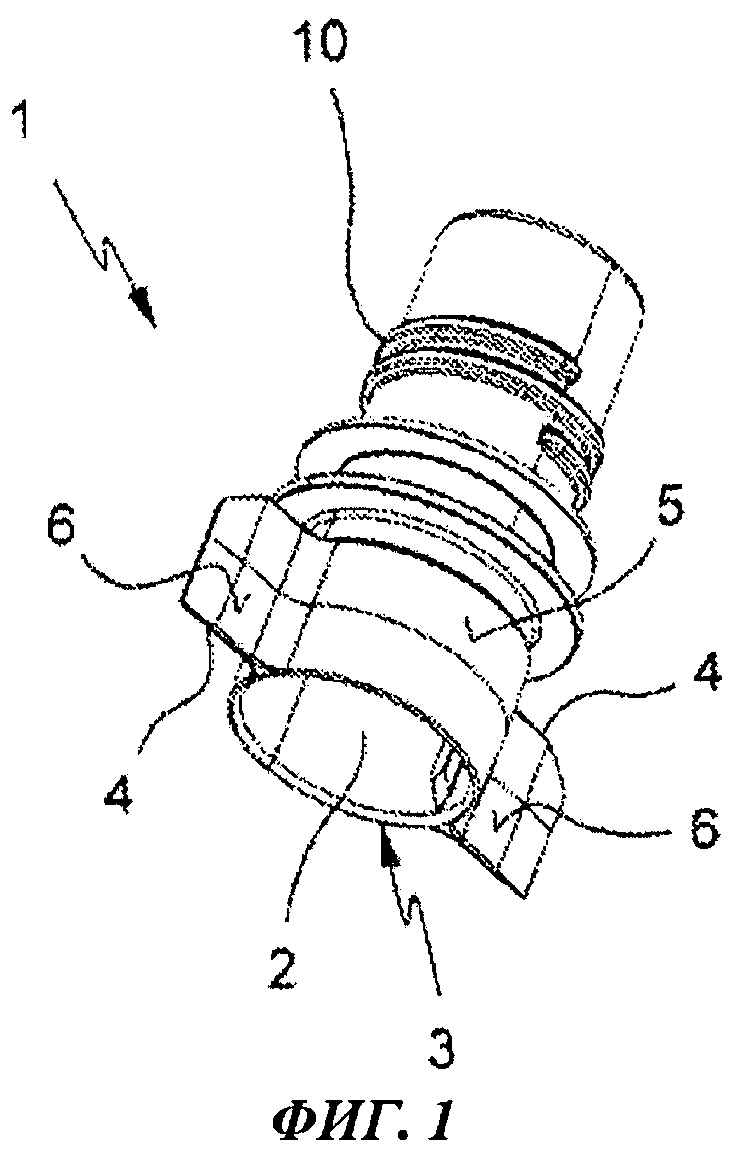
На фиг.1 выпускной патрубок по изобретению представлен в перспективном изображении, на виде снизу.
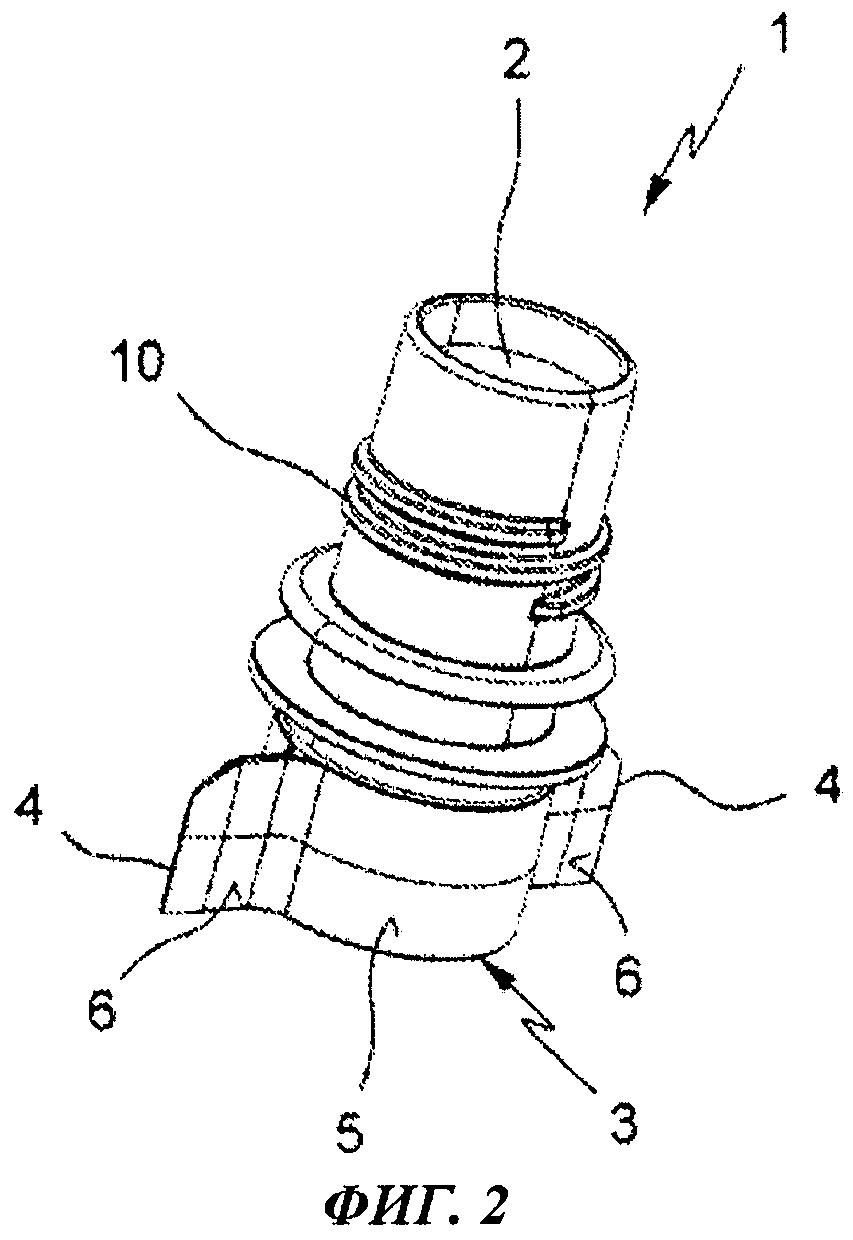
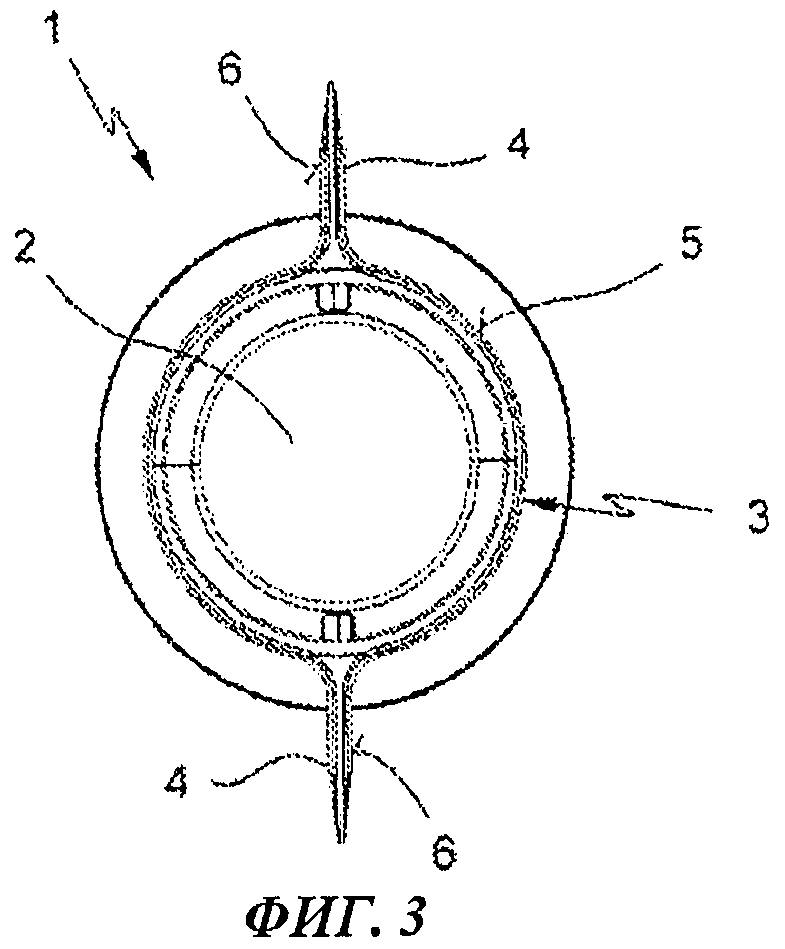
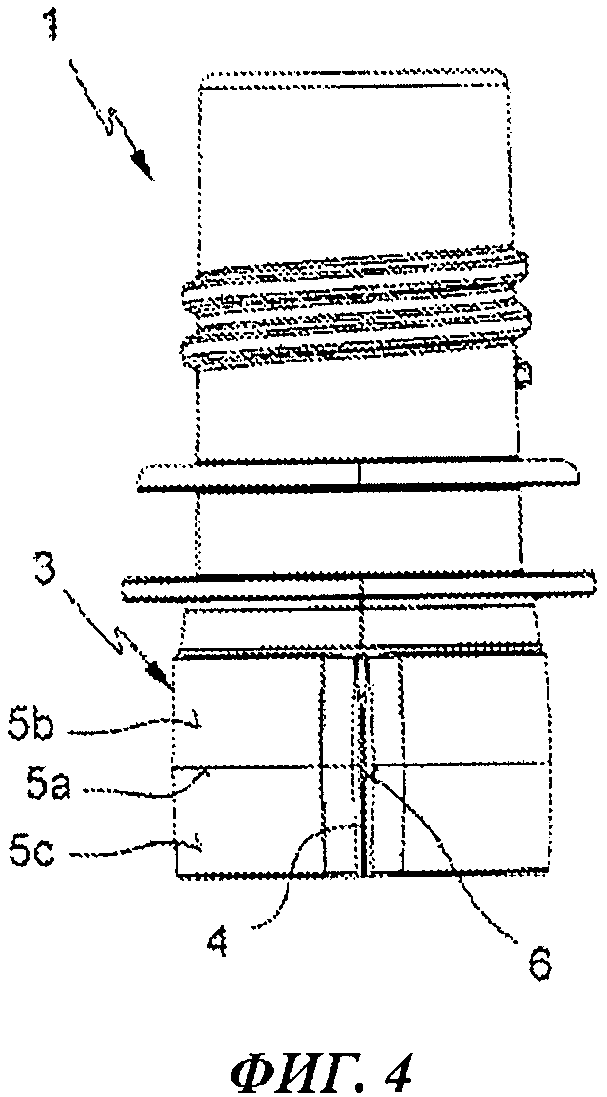
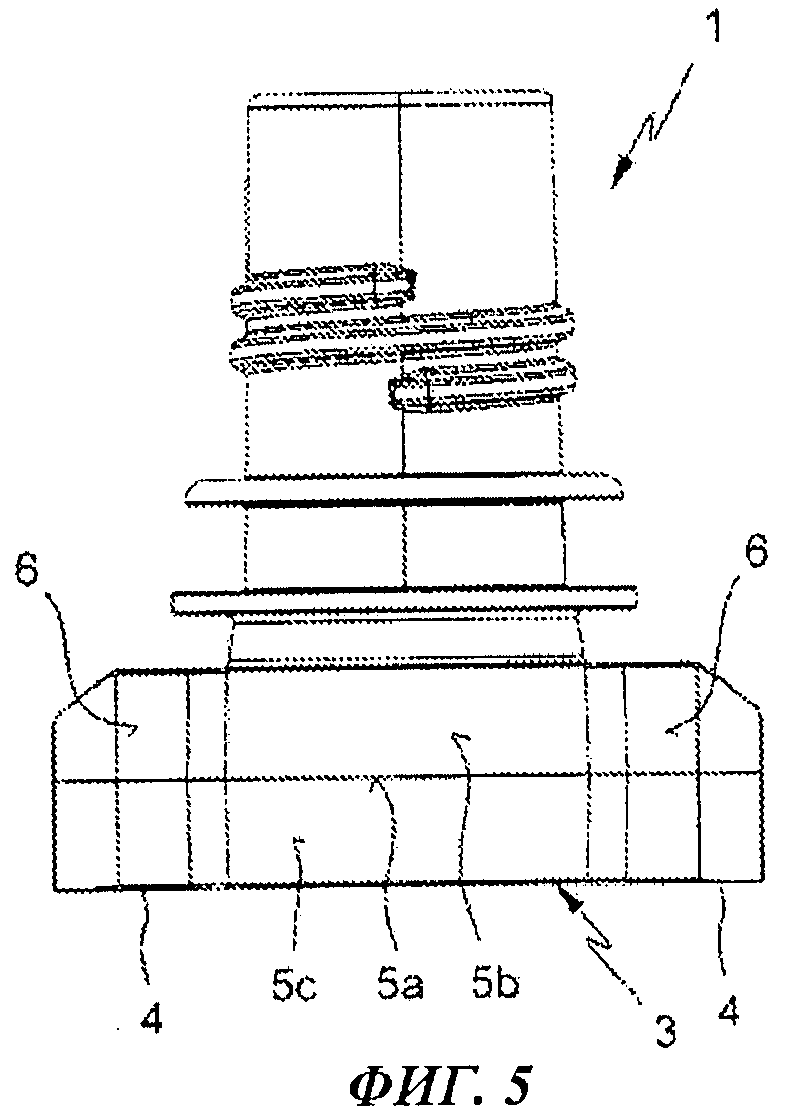
На фиг.2, 3, 4 и 5 выпускной патрубок показан соответственно на виде спереди, в перспективном изображении, и на видах снизу, сбоку и спереди.
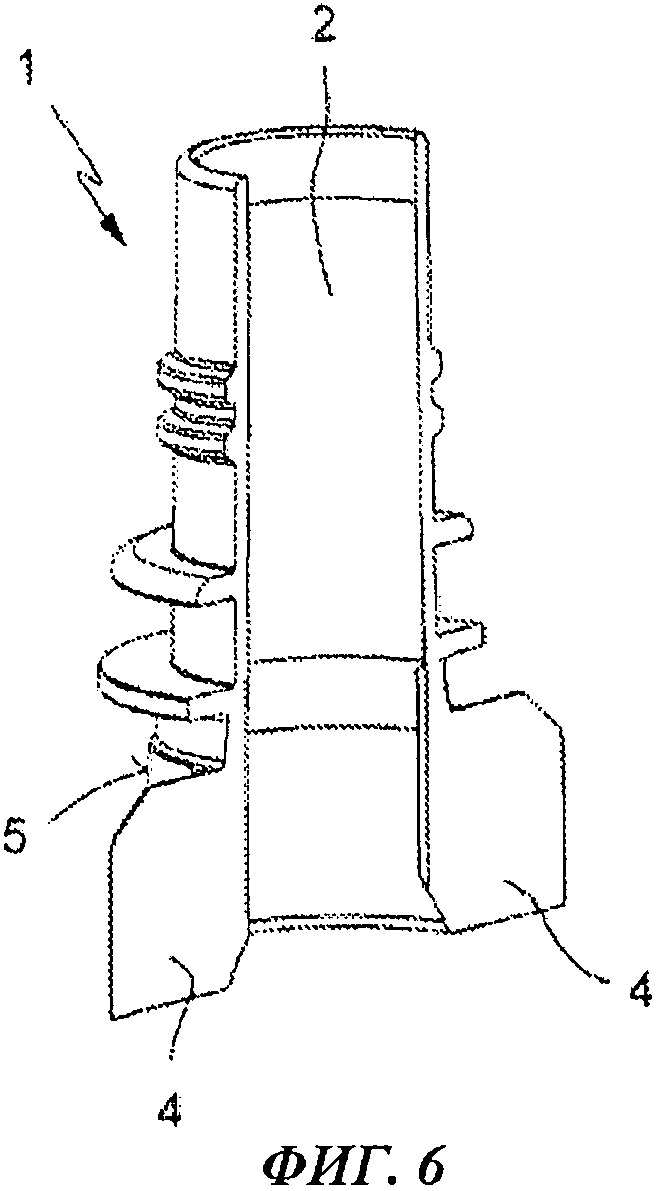
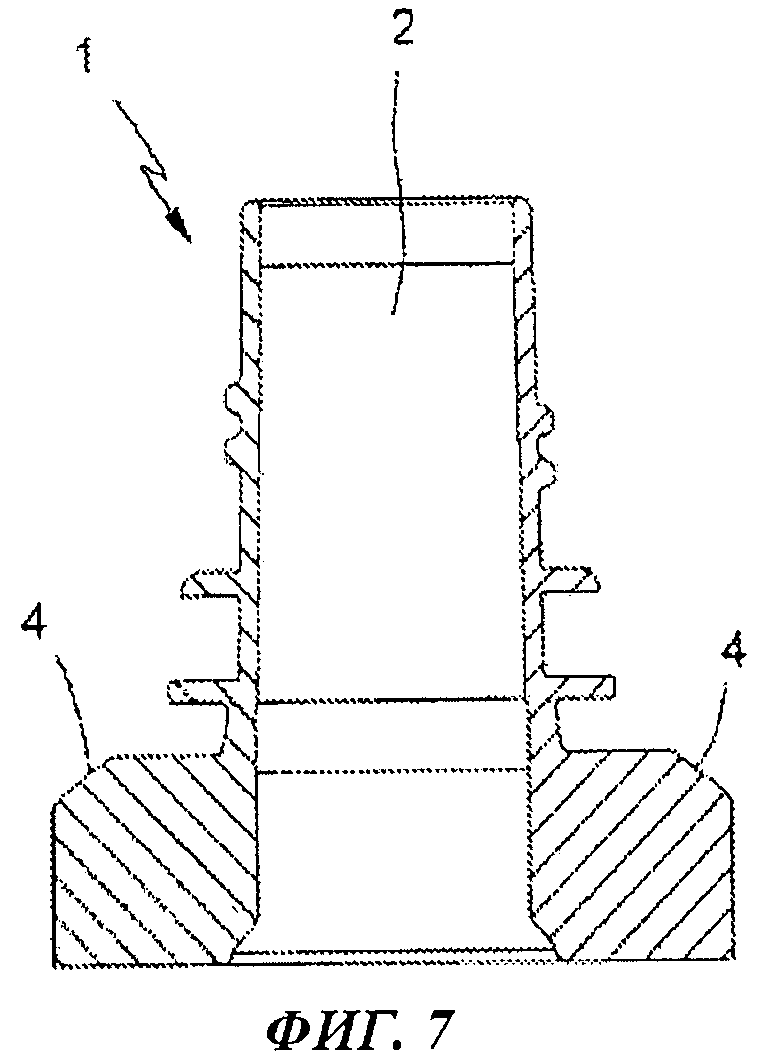
На фиг.6 и 7 выпускной патрубок показан соответственно в перспективном изображении и на виде спереди, в разрезе диаметральной плоскостью (которая является вертикальной на фиг.3).
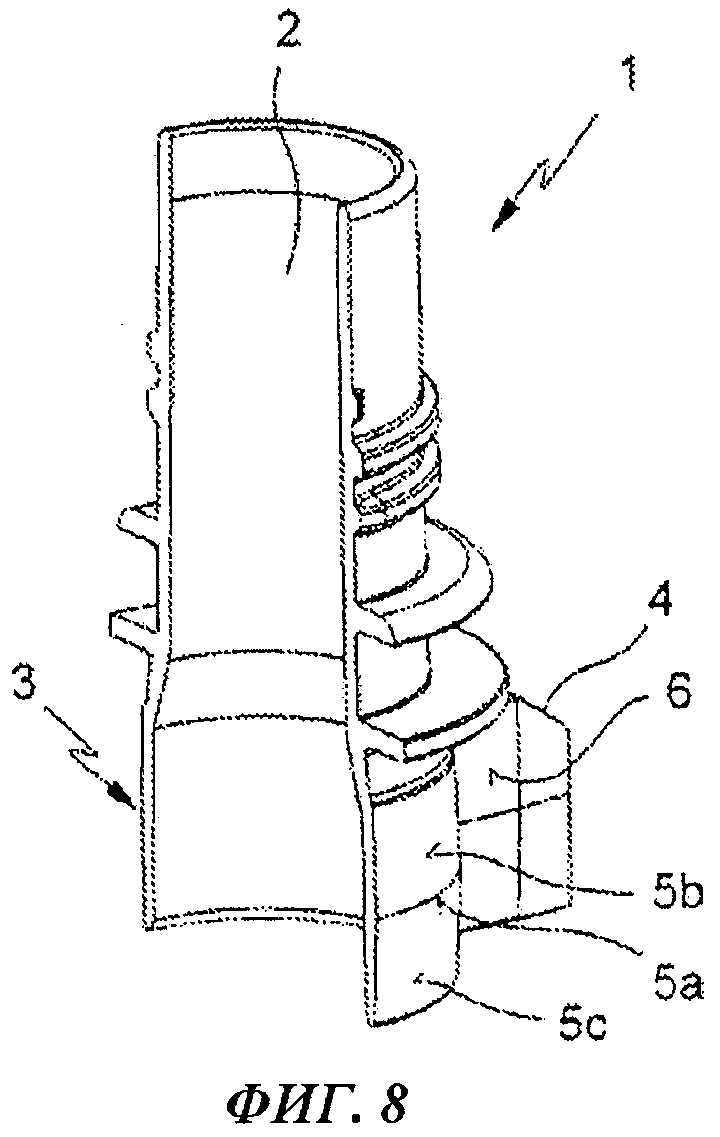
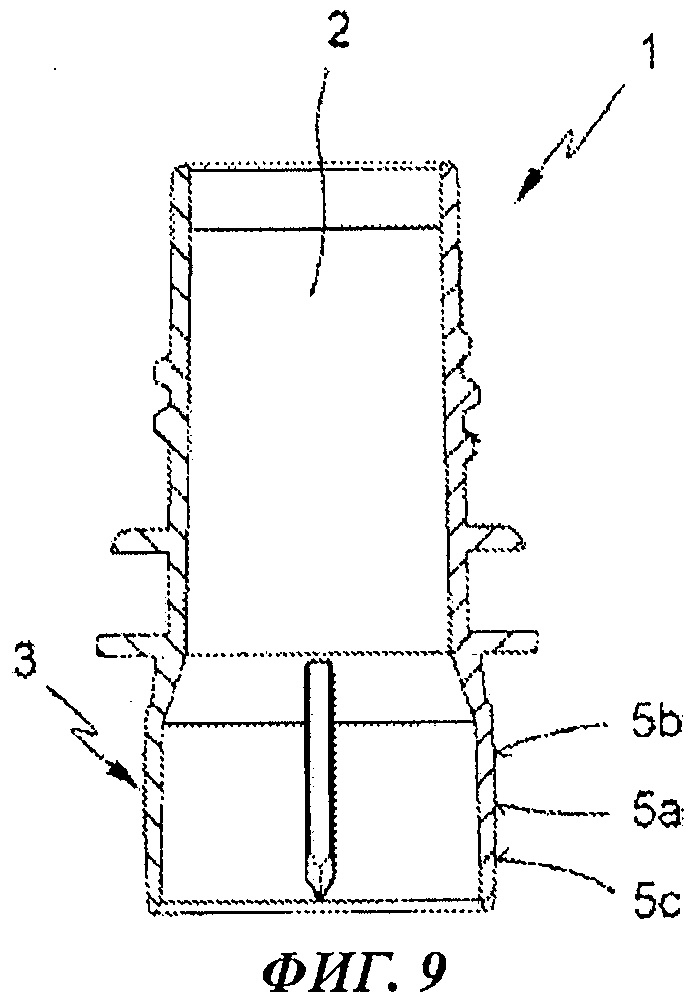
На фиг.8 и 9 выпускной патрубок показан соответственно в перспективном изображении и на виде спереди, в разрезе другой диаметральной плоскостью (которая является горизонтальной на фиг.3).
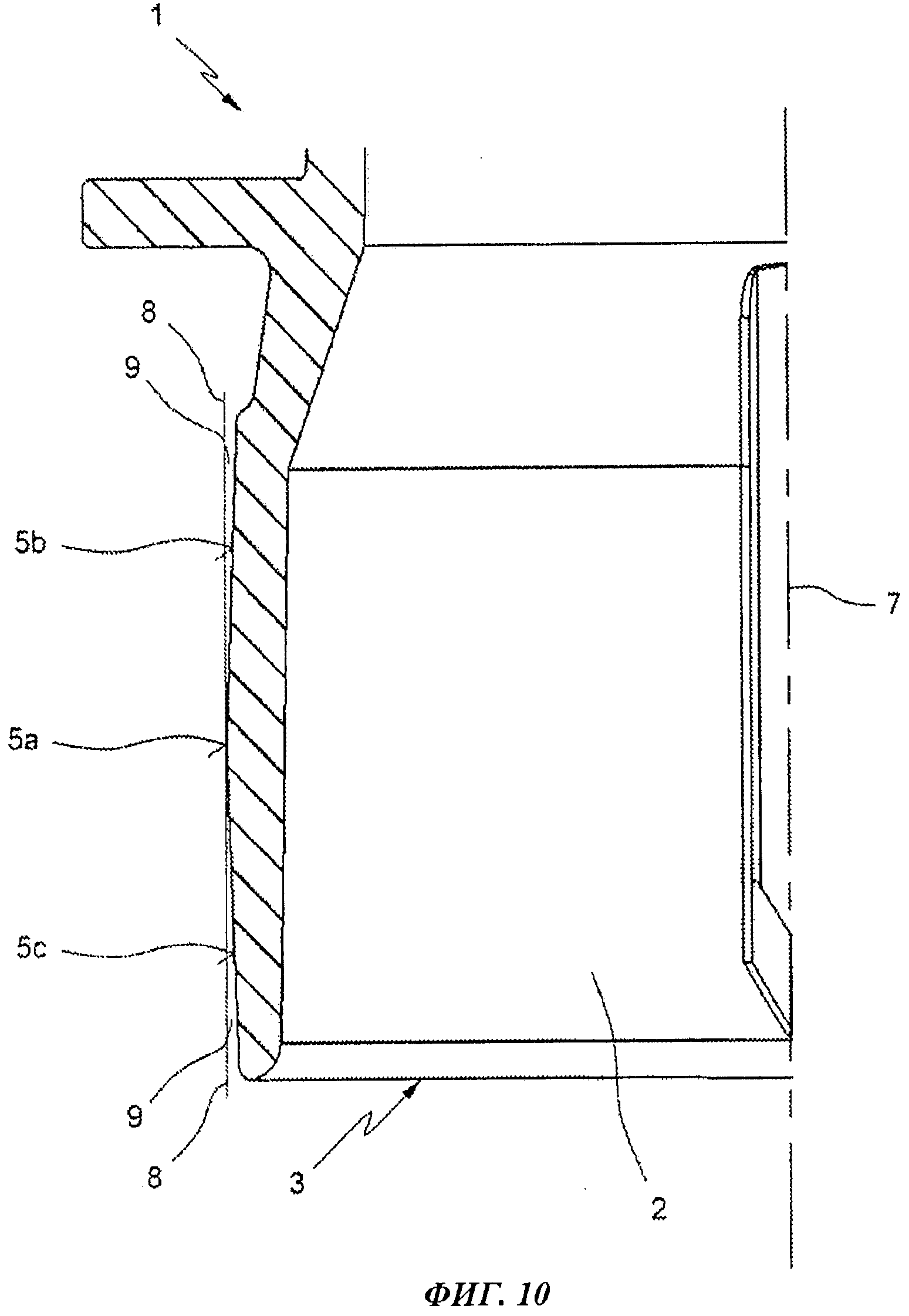
На фиг.10 в увеличенном масштабе представлена часть фиг.9.
Осуществление изобретения
На фиг.1-10 представлен предпочтительный (неограничивающий) вариант выпускного патрубка согласно изобретению. Взаимодействующая с выпускным патрубком крышка-колпачок на чертежах не показана, поскольку изобретение никак не влияет на ее конфигурацию, причем конструирование такой крышки не представляет никаких проблем для специалистов. Как показано на чертежах, выпускной патрубок 1 снабжен резьбой 10 для навинчивания на него подобной крышки. Однако в рамках изобретения может быть использован любой вариант для присоединения крышки, например соединение байонетного типа.
Выпускной патрубок 1 согласно изобретению специально предназначен для использования в гибком резервуаре (не изображен) типа пластикового пакета, обычно используемом для жидких или гранулированных продуктов. Как это известно специалистам, резервуары подобного типа выполняются из пластика и обычно имеют две противолежащие стенки, герметично соединенные одна с другой по своему периметру с образованием замкнутого объема. При этом жесткий выпускной патрубок оказывается зажатым между этими стенками и герметично присоединенным к ним.
Выпускной патрубок 1 образован жестким телом из пластика, причем его внутренняя поверхность образует канал 2, открытый своим нижним концом в объем гибкого резервуара. Наружный конец патрубка образует сливное отверстие резервуара, которое может быть перекрыто посредством неизображенной крышки. Нижняя часть жесткого тела патрубка представляет собой трубку 3, образующую контактную (герметизирующую) поверхность, посредством которой выпускной патрубок 1 герметично прикрепляется к резервуару. Трубка 3 имеет гладкую наружную поверхность 5, соответствующую поверхности вращения вокруг оси 7 трубки. Из осевой плоскости трубки 3 (плоскости, в которой лежит ось трубки) выступают наружу два противолежащих плоских щитка 4, как это можно видеть из фиг.3. Контактная поверхность образуется сочетанием наружной поверхности 5 трубки и поверхности плоских щитков 4.
Чтобы герметично прикрепить выпускной патрубок 1 к гибкому резервуару, трубку помещают между двумя стенками резервуара таким образом, чтобы плоские щитки 4 были параллельны указанным стенкам. С помощью тисков (не изображены) стенки резервуара прижимают к контактной поверхности, образованной поверхностями 5 и 6, и осуществляют нагрев, приводящий к расплавлению пластиковых материалов выпускного патрубка 1 и резервуара в зоне указанной поверхности. Существенная особенность выпускного патрубка 1 согласно изобретению состоит в том, что наружная поверхность 5 трубки 3 является выпуклой в продольном сечении (в сечении плоскостью, в которой лежит ось 7 трубки). Более конкретно, у наружной поверхности 5 трубки имеется срединная область 5а, разделяющая две концевые области 5b, 5с, и эта срединная область 5а расположена на большем удалении от оси 7 трубки. Другими словами, эта область соответствует максимальному диаметру наружной поверхности 5, тогда как в концевых областях 5b, 5с расстояние до оси 7 уменьшается от срединной области 5а к противоположным краям этих зон. Такой контур наружной поверхности 5 трубки хорошо виден на фиг.4, 5, 8, 9 и 10. Особенно наглядно выпуклый (бочкообразный) контур наружной поверхности трубки показан на фиг.10, где часть фиг.9 представлена в увеличенном масштабе. Для большей наглядности на фиг.10 проведена воображаемая линия 8, параллельная оси 7 трубки. Линия 8 соответствует начальному положению внутренней поверхности губки тисков, которую прижимают к наружной поверхности 5 трубки, чтобы произвести герметизацию. Как было объяснено выше, для осуществления герметизации используют тиски того же типа, что и при изготовлении известных выпускных патрубков, у которых образующая наружной поверхности трубки параллельна оси 7. Внутренние поверхности губок также устанавливают параллельно оси 7. В начальном положении, обозначенном линией 8 на фиг.10, внутренняя поверхность губки контактирует со срединной областью 5а наружной поверхности трубки, но отделена от концевых областей 5b, 5с зазором 9.
В предпочтительном варианте, представленном на фиг.1-10, трубка 3 в сечении плоскостью, перпендикулярной ее оси 7, имеет круглую форму. Срединная область 5а, расположенная симметрично относительно концевых областей 5b, 5с, по существу, соответствует пересечению этих двух концевых областей 5b, 5с, т.е. имеет практически нулевую длину (нулевой размер в направлении оси трубки 3). При этом толщина стенки, образующей трубку 3 по всей длине данной трубки, не превышает 1 мм (без учета размеров щитков 4). В представленном варианте максимальная толщина стенки трубки 3 соответствует срединной области 5а и составляет 0,8 мм.
Как это было описано в разделе "Раскрытие изобретения", технические преимущества конфигурации согласно изобретению заключаются в следующем. Благодаря выпуклому контуру наружной поверхности 5 трубки материал сначала расплавляется в срединной области 5а, причем зона расплавления постепенно расширяется в противоположные стороны от срединной области на концевые области 5b, 5c. В этом случае легче удерживать трубку 3 в центрированном положении относительно губок тисков, что способствует повышению качества герметизации и, одновременно, предотвращает затекание расплавленного пластикового материала за наружный край герметизируемой поверхности. В результате улучшается окончательная форма гибкого резервуара, которую он принимает по завершении герметизации. Кроме того, уменьшение толщины стенки трубки 3, которое стало возможным благодаря выпуклому контуру наружной поверхности, обеспечивает уменьшение количества материала, необходимого для изготовления выпускного патрубка. Круглая форма поперечного сечения трубки 3 облегчает процесс герметизации, а симметричное положение и малая толщина срединной области 5а дополнительно облегчают распространение зоны размягчения материала в направлении концов трубки в процессе герметизации.
Реферат
Изобретение относится к выпускному патрубку для гибкого резервуара, имеющему жесткое тело, образующее выпускной канал, и трубку, предназначенную для введения между двумя стенками гибкого резервуара и для герметичного прикрепления к ним. Трубка имеет гладкую наружную поверхность, а из ее осевой плоскости выступают наружу два противолежащих плоских щитка. Наружная поверхность трубки образует, совместно с поверхностью плоских щитков, герметизирующую поверхность. Данная наружная поверхность имеет выпуклый контур в направлении, параллельном оси трубки. У выпуклой наружной поверхности трубки имеется срединная область, в которой расстояние до оси трубки максимально и которая разделяет концевые области. Расстояние до оси трубки в концевых областях убывает в направлении их краев, противоположных срединной области. Предложенное изобретение обеспечивает создание патрубка с улучшенной зоной герметизации и предотвращение вытекания расплавленного пластика за границы герметизирующей поверхности. 5 з.п. ф-лы, 10 ил.
Комментарии