Упаковка для паст - RU2791234C1
Код документа: RU2791234C1
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение касается упаковки для паст, в частности свежих паст. Изобретение касается также упакованных в нее паст, в частности свежих паст, а также способа упаковки паст, в частности свежих паст.
ОБОСНОВАНИЕ ИЗОБРЕТЕНИЯ
Свежие пасты, называемые по-итальянски также «pasta fresca», пользуются все большей популярностью, потому что по сравнению с высушенными и поэтому имеющими более долгий срок хранения макаронами, они отличаются улучшенным вкусом, ароматом и внешним видом. Также иногда сильно сокращено время приготовления, что делает свежие пасты как бы готовым продуктом. Свежие пасты представляют собой макаронные изделия, которые при их изготовлении не проходят или по меньшей мере не проходят этап значительной сушки и в связи с их относительно высоким содержанием воды должны всегда храниться охлажденными до приготовления. То есть под свежими пастами следует понимать, например: свежие лапшевые изделия, макароны без начинки, такие как спагетти, тальятелле, фетучини, гноччи, шупфнудель, короткорезанная фасонная лапша, а также макароны с начинкой, такие как тортильони и равиоли. Помимо возможных разных начинок на основе сыра и мяса, также вероятное содержание яиц в тесте еще раз повышает потребность в охлаждении и упаковке, продлевающей срок хранения. Как указано выше, под свежими пастами поднимаются также частично свежие, в частности полу-свежие пасты или, соответственно, макароны. Такие полу- или частично-свежие пасты проходят этап только частичной сушки.
Для достижения как можно более долгого срока хранения свежих паст к упаковке поставлены особые требования, которые до сих пор находились в противоречии с идеями о длительности хранения. Из уровня техники известны упаковки для свежих паст, которые первично изготовлены из полиэтилена и/или (ориентированного) полиамида. Известная для паст, примерная многослойная пленка состоит, например, слоя бумаги (для производящего естественное впечатление внешнего вида), полиэтилена, ориентированного полиамида и полиэтилена. В некоторых упаковках из многослойной пленки применяется также этилен-винилацетат в качестве барьера.
То есть значительным недостатком известных упаковок для паст является, что они не могут подвергаться рециклингу или, соответственно, не могут подвергаться повторной переработке. В частности, известные упаковки для свежих паст, что обусловлено их материалом, к тому же не являются достаточно стабильными, что, например, у пакетов со стоячим дном может приводить к трудностям и приводит к необходимости усиливающих структуру сварных соединений при изготовлении упаковки, чтобы несколько смягчить проблему стабильности.
ЗАДАЧА ИЗОБРЕТЕНИЯ
Поэтому задачей изобретения является предоставить улучшенную упаковку для паст, в частности свежих, которая учитывает вышеназванные проблемы. В частности, задачей настоящего изобретения является предоставить упаковку для паст, в частности свежих паст, материал которой может использоваться повторно, обеспечивает улучшенный срок хранения и/или дает улучшенную стабильность для расположения упаковки в стоячем положении.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение касается упаковки для свежих паст, изготовленной из свариваемой пленки и имеющей образующий рукав продольный сварной шов, первый поперечный сварной шов и второй поперечный сварной шов, причем эти два поперечных сварных шва образуют противоположные боковые края упаковки, при этом пленка содержит полипропилен и защитный слой из оксида алюминия или оксида кремния.
Один из вариантов осуществления упаковки имеет стоячее дно, при этом продольный сварной шов проходит вдоль первой кромки этого стоячего дна, и при этом поперечные сварные швы проходят перпендикулярно продольному сварному шву.
В одном из вариантов осуществления упаковки защитный слой имеет толщину от 5 до 30 нм, и при этом пленка имеет первый слой полипропилена толщиной от 5 до 30 мкм.
В одном из вариантов осуществления упаковки защитный слой нанесен на первый слой полипропилена.
В одном из вариантов осуществления упаковки первый слой полипропилена ориентирован биаксиально.
В одном из вариантов осуществления упаковки пленка имеет второй слой полипропилена толщиной от 30 до 200 мкм, в частности 100 или 80 мкм.
В одном из вариантов осуществления упаковки второй слой полипропилен посредством слоя клея соединен с первым слоем полипропилена.
В одном из вариантов осуществления упаковки пленка имеет слой печатной краски (a) между первым слоем полипропилена и вторым слоем полипропилена или (b) опосредованно или непосредственно на обращенной от второго слоя полипропилена стороне первого слоя полипропилена.
В одном из вариантов осуществления упаковки пленка имеет слой матового лака, который нанесен на первый слой полипропилена.
В одном из вариантов осуществления упаковки упаковка имеет проницаемость для кислорода ниже 2 см³/(м² x 24ч x бар) при 23°C и относительной влажности 75%, в частности ниже 1,5 см³/(м² x 24ч x бар).
В одном из вариантов осуществления упаковки упаковка имеет проницаемость для водяного пара ниже 1 г/(м² x 24ч) при 23°C и относительной влажности 90%, в частности ниже 0,5 г/(м² x 24ч).
В одном из вариантов осуществления упаковки упаковка имеет W-образную складку на стоячем дне, причем эта W-образная складка на каждом из двух противоположных боковых краев сварена.
В одном из вариантов осуществления упаковки поперечные сварные швы изготовлены с помощью первой пары поперечных сварочных колодок и второй пары поперечных сварочных колодок, при этом каждая поперечная сварочная колодка этих двух пар поперечных сварочных колодок имеет по два или три продольных ребра, и причем при изготовлении поперечных сварных швов эти продольные ребра, зажимая пласты пленки, соответственно фронтально стыкуются друг с другом, так что поперечные сварные швы имеют две или, соответственно, три канавки. Однако поперечные сварочные колодки указанных пар поперечных сварочных колодок могут иметь также только по одному продольному ребру, причем при изготовлении поперечных сварных швов эти продольные ребра, зажимая пласты пленки, соответственно фронтально стыкуются друг с другом, вследствие чего поперечные сварные швы имеют тогда только одну канавку. При применении только одного продольного ребра, которое создает только одну канавку в каждом поперечном сварном шве, процесс сварки осуществляется с меньшей энергией и с большей продолжительностью.
Изобретение касается также паст, которые упакованы в упаковку в соответствии с приведенным здесь описанием.
Кроме того, изобретение касается способа упаковки паст в упаковку в соответствии с приведенным здесь описанием, имеющего этапы:
непрерывная подача пленки, и во время подачи:
заворачивание пленки, так чтобы первый продольный край пленки сводился со вторым продольным краем пленки;
изготовление образующего рукав продольного сварного шва на первом и втором продольном крае пленки, причем этот продольный сварной шов образует первую кромку стоячего дна;
сгибание второй кромки стоячего дна;
складывание W-образной складки на стоячем дне путем вдавливания инструмента между первой и второй кромкой;
изготовление первого поперечного сварного шва с помощью первой пары поперечных сварочных колодок, причем эти две поперечные сварочные колодки первой пары поперечных сварочных колодок имеют по два или три продольных ребра, и при этом при изготовлении первого поперечного сварного шва продольные ребра первой пары поперечных сварочных колодок, зажимая пласты пленки, фронтально стыкуются друг с другом;
наполнение упаковки пастами;
изготовление второго поперечного сварного шва с помощью второй пары поперечных сварочных колодок, причем эти две поперечные сварочные колодки второй пары поперечных сварочных колодок имеют по два или три продольных ребра, и при этом при изготовлении второго поперечного сварного шва продольные ребра второй пары поперечных сварочных колодок, зажимая пласты пленки, фронтально стыкуются друг с другом, и
отделение упаковки рядом со вторым поперечным сварным швом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие преимущества настоящего изобретения явствуют из детального описания и чертежей.
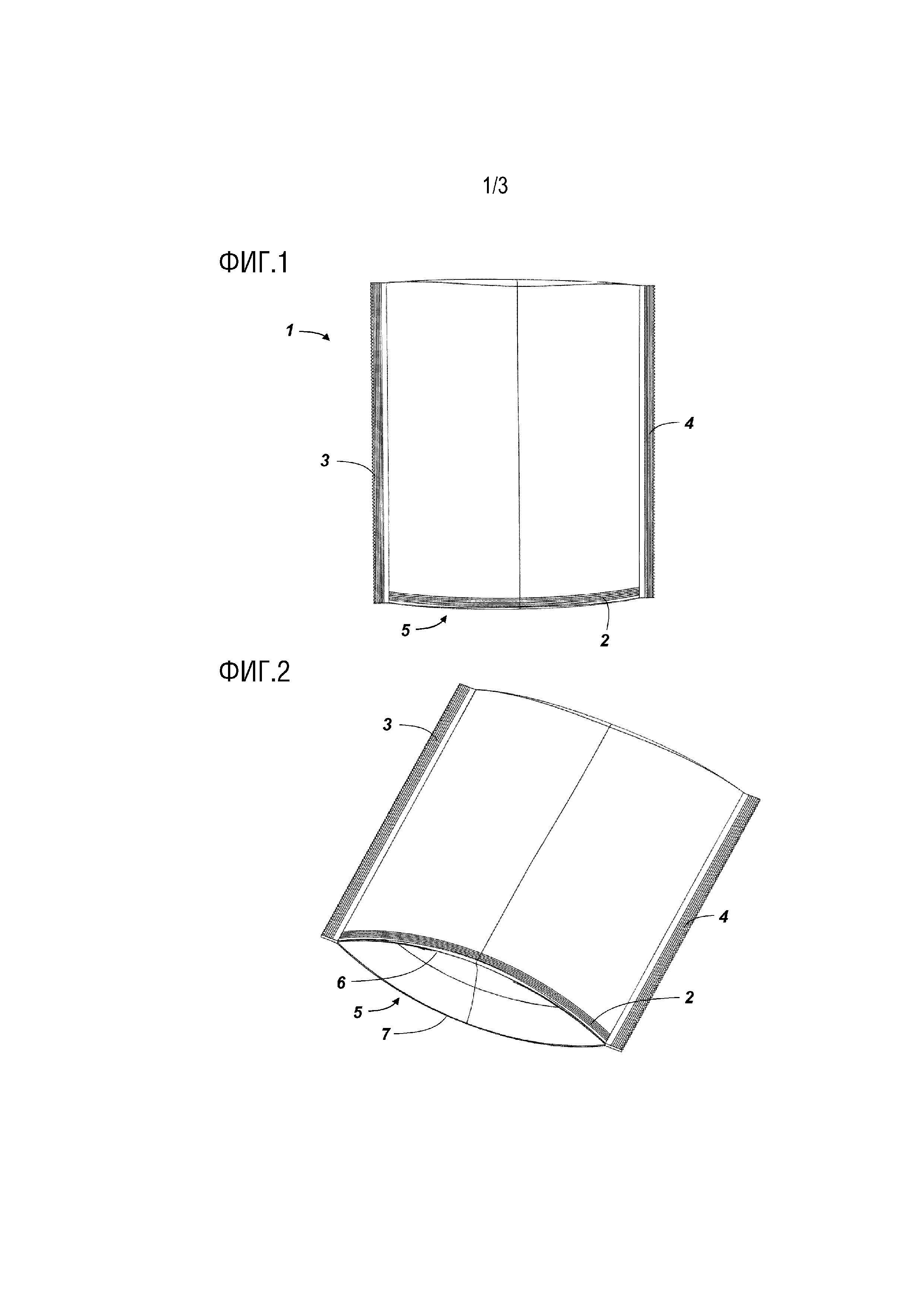
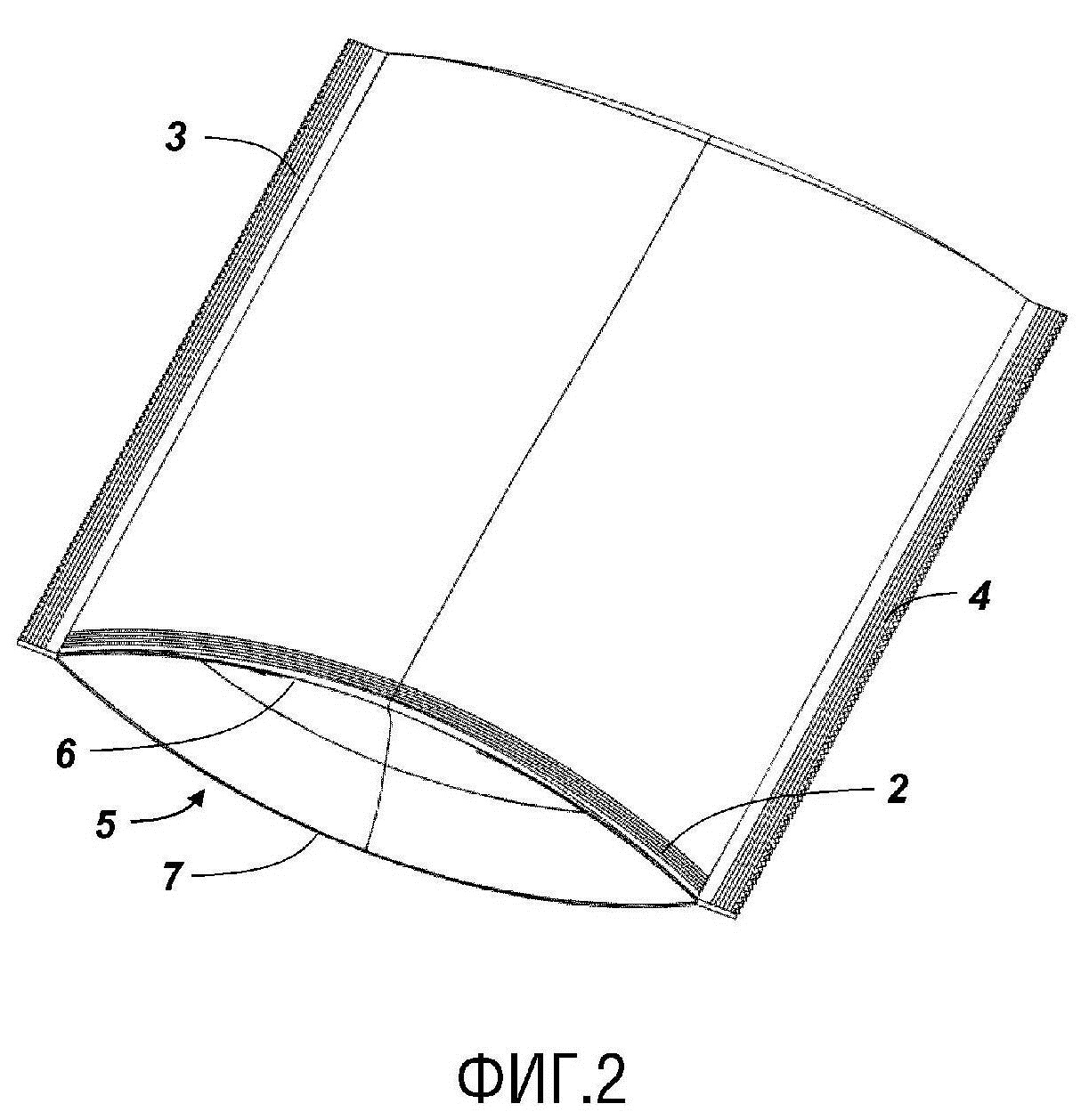
На фиг.1 и 2 показан в каждом случае вид в перспективе упаковки по одному из вариантов осуществления настоящего изобретения;
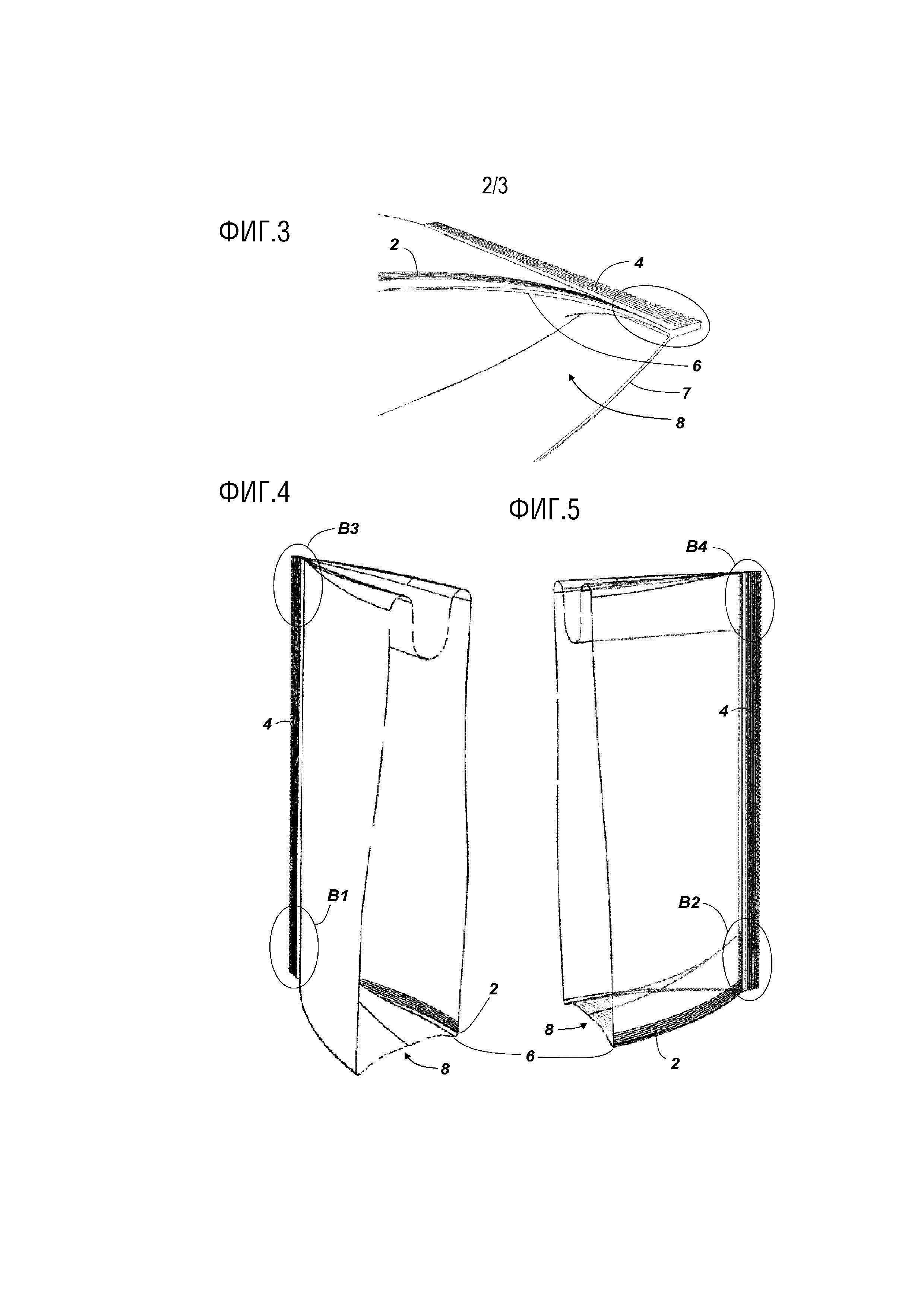
на фиг.3 показан вид в перспективе части упаковки с фиг.1 и 2;
на фиг.4 и 5 показаны виды в перспективе упаковки с фиг.1-3, в каждом случае в сечении, при этом упаковка на фиг.4 показана непрозрачной, а на фиг.5 прозрачной;
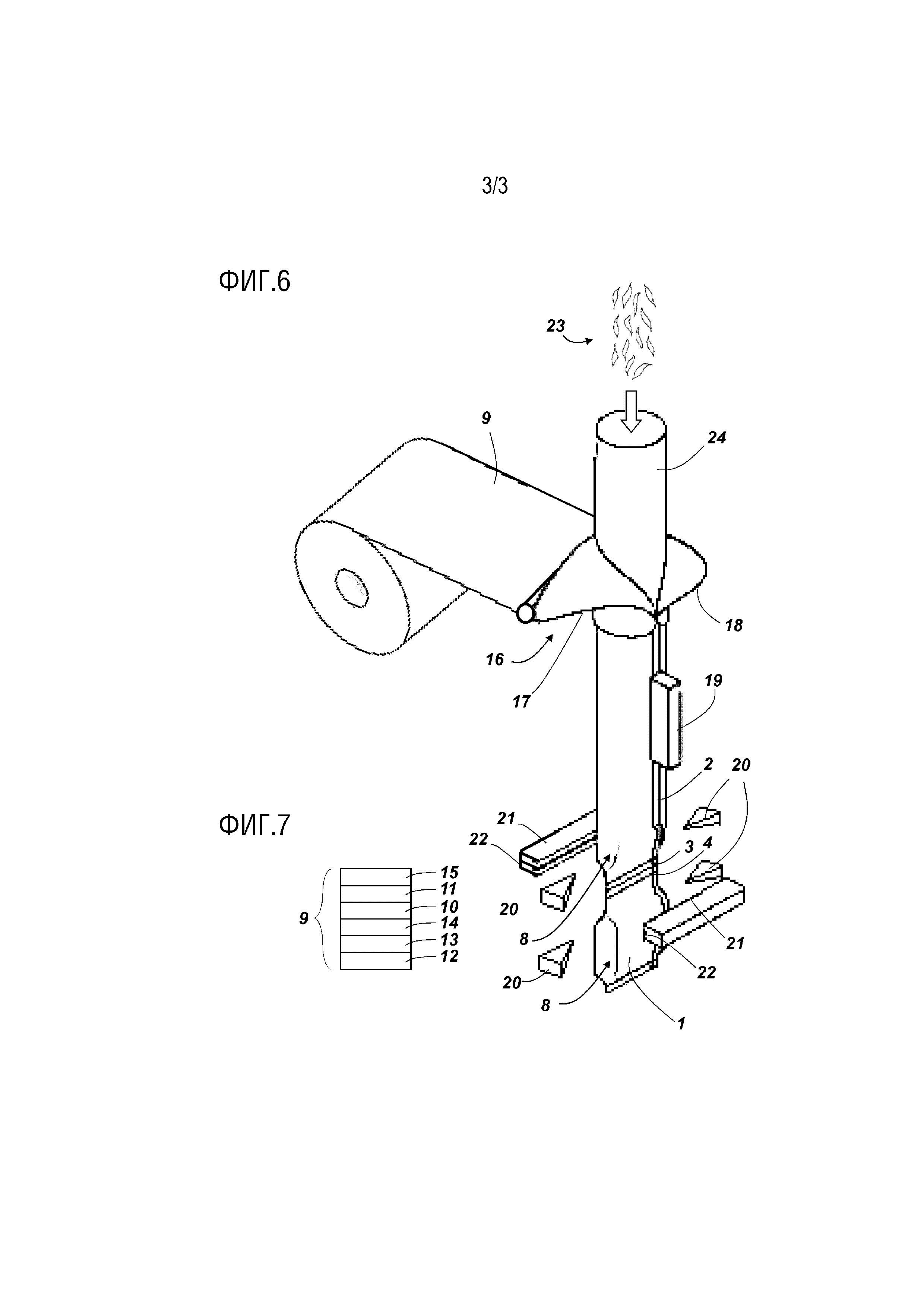
на фиг.6 показаны компоненты производственной машины для предлагаемой изобретением упаковки; и
на фиг.7 схематично показана структура пленки упаковки по одному из вариантов осуществления изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На фиг.1 показан один из примеров осуществления предлагаемой изобретением упаковки 1 для паст, в частности свежих паст. Здесь виден образующий рукав продольный сварной шов 2 на стоячем дне 5, а также первый поперечный сварной шов 3 и второй поперечный сварной шов 4, причем эти два поперечных сварных шва 3 и 4 образуют противоположные боковые края упаковки 1. Термины «продольный» и «поперечный» относятся к направлению непрерывной подачи пленки при производственном процессе, т.е. продольный сварной шов проходит вдоль формируемого из пленки рукава, а поперечные сварные швы поперек него.
Свариваемая пленка содержит предлагаемый изобретением полипропилен и защитный слой из оксида алюминия или оксида кремния. Благодаря этому упаковка может подвергаться рециклингу или, соответственно, может подвергаться повторной переработке и, тем не менее, пригодна для свежих паст при соблюдении требований к сроку службы и гигиене. Поэтому предлагаемая изобретением упаковка особенно экологична. Защитный слой пренебрежимо тонок с точки зрения повторной переработки.
Как показано на фиг.2, упаковка 1 имеет стоячее дно 5, при этом продольный сварной шов 2 проходит вдоль первой кромки 6 стоячего дна 5, и при этом поперечные сварные швы 3 и 4 проходят перпендикулярно продольному сварному шву 2. Противоположная первой кромке 6 вторая кромка 7 тоже является составной частью стоячего дна 5.
На фиг.3, 4 и 5 видно W-образную складку 8 на стоячем дне 5 упаковки 1, причем эта W-образная складка на каждом из двух противоположных боковых краев сварена (см. обведенные в кружок области B1 и B2).
Такая W-образная складка, как показано на фигурах, может делаться также на верхнем, т.е. противоположном стоячему дну, конце. В обведенных в кружок областях B3 и B4 W-образная складка сварена и здесь. Следует заметить, что W-образная складка на этом верхнем конце в показанном примере не согнута. Сгибание на стоячем дне, как и здесь, на верхнем конце, является опциональным, и причем независимо одно от другого.
В этих областях сварных соединений (B1-B4) специально для сварного соединения подготовлены, в частности, «уши», т.е. выступающие части W-образной складки в этой краевой области. Так, например, в этих областях матовый лак может быть не нанесен, что приводит к чистому и более надежному сварному соединению ПП-слоев.
Такая упаковка, которая имеет по меньшей мере одно стоячее дно, как показанное стоячее дно 5, может ставиться в магазинах стоймя и таким образом экономит место. Не нужны также никакие специальные основания для упаковок, потому что благодаря стоячему дну 5 упаковка может стоять самостоятельно.
Как изготавливается такая упаковка, которая имеет по меньшей мере одно стоячее дно, необходимо описать далее с помощью фиг.6.
Способ изготовления предлагаемой изобретением упаковки является одновременно способом упаковки свежих паст в упомянутую упаковку. Сначала непрерывно с рулона подается пленка 9. При этом речь идет о пленке, которая в соответствии с изобретением содержит полипропилен и защитный слой из оксида алюминия или оксида кремния, см. схематичный обзор слоев на фиг.7. В частности, защитный слой 10 имеет тонину от 5 до 30 нм, при этом пленка 9 имеет первый слой 11 полипропилена толщиной от 5 до 30 мкм. При этом защитный слой 10 предпочтительно нанесен на первый слой 11 полипропилена. Показан защитный слой 10 на направленной «внутрь» стороне первого слоя 11 полипропилена. Предпочтительное расположение слоев, как показано, 15-11-10-14-13-12. Однако в других примерах осуществления защитный слой 10 может также находиться на направленной «наружу», то есть кнаружи упаковки стороне. Другой опцией была бы последовательность 15-11-14-13-10-12, т.е. защитный слой 10 находится (будучи направлен наружу) на втором слое 12 ПП. То есть защитный слой предпочтительно, но не обязательно, окружен двумя слоями ПП.
В частности, первый слой 11 полипропилена ориентирован биаксиально. Пленка 9 имеет, в частности, второй слой 12 полипропилена толщиной от 30 до 200 мкм. Второй слой 12 полипропилена, в частности, посредством слоя 13 клея непосредственно или опосредованно соединен с первым слоем 11 полипропилена. Также второй слой 12 полипропилена может быть ориентирован биаксиально. Между ними может, в частности, находиться еще один слой 14 печатной краски (последовательность не обязательно должна быть такой, как изображено на фиг.7), с помощью которого создается желаемый внешний вид упаковки. Слой 15 матового лака может быть нанесен на первый слой 11 полипропилена. Если слой 14 печатной краски находится между первым и вторым слоем 11 и 12 полипропилена, то речь идет о контрпечати, но если он находится на наружной стороне (при применении в качестве упаковки) первого слоя 11 полипропилена, то речь идет о лицевой печати. Тогда лежащий над лицевой печатью матовый лак 15 представляет собой так называемый гаптический лак, который, таким образом, имеет не только функцию внешнего вида, но и осязательную. Вместо матового лака 15 на наружной стороне может находиться, конечно, также глянцевый (защитный) лак.
Биаксиально ориентированные слои полипропилена могут изготавливаться, например, путем экструзии с выдуванием пленки и стентерным способом. Один или несколько экструдеров снабжают выдувную головку расплавом полимерного материала. С помощью воздуха для выдувания на выдувной головке возникает пленочный рукав, который путем сведения рукава направляется к валкам, которые раздавливают рукав с получением неориентированной пленки. Но затем слой ориентируется биаксиально путем растягивания в продольном и в поперечном направлении. После растягивания слой охлаждается до температуры помещения и затем может подвергаться дальнейшей обработке, т.е. соединяться с другими слоями. Биаксиально ориентированные слои полипропилена имеют высокие механические прочности, хорошую стабильность размеров при нагреве, привлекательный внешний вид, а также отличную плоскостность. Для улучшенного рециклинга пленка может быть, в частности, прозрачной, но предпочтительны также полупрозрачные или белые варианты осуществления.
Во время подачи пленка 9 заворачивается за формовочную полку 16, так чтобы первый продольный край 17 пленки 9 сводился со вторым продольным краем 18 пленки. С помощью продольных сварочных колодок 19 первый продольный край 17 и второй продольный край 18 свариваются с получением образующего рукав продольного сварного шва 2. После того, как была согнута вторая кромка 7 стоячего дна 5 (не изображено), на стоячем дне 5 между первой кромкой 6 и второй кромкой 7 и аналогично этому на верхнем конце путем вдавливания инструмента складываются W-образные складки 8.
Одновременно с помощью первой пары поперечных сварочных колодок 21 сваривается первый поперечный сварной шов 3, причем эти две поперечные сварочные колодки первой пары 21 поперечных сварочных колодок имеют по два или три продольных ребра, и при этом при изготовлении первого поперечного сварного шва 3 продольные ребра первой поперечной сварочной колодки первой пары 21 поперечных сварочных колодок, зажимая пласты пленки (в середине это два пласта, на краях по четыре пласта из-за W-образных складок), фронтально стыкуются с продольными ребрами второй поперечной сварочной колодки первой пары 21 поперечных сварочных колодок. Благодаря применению этого метода сварки, именно по сравнению с применением плоских или рифленых сварочных колодок, имеет место оптимальное нанесение печати, и предлагаемый изобретением пленочный материал может свариваться надежнее и быстрее, что особенно при 4-слойности является вызовом с точки зрения плотности упаковки и с точки зрения сплошного сварного соединения. Продольные ребра имеют, в частности, круглый профиль, благодаря чему нанесение печати еще раз улучшается. Поперечные сварные швы приобретают при этом две или, соответственно, три, в частности круглые, канавки вдоль поперечных сварных швов.
Как видно на фиг.6, одновременно с первым поперечным сварным швом 3 создается второй поперечный сварной шов 4 предыдущей, уже наполненной упаковки. Так же, как изображено, теперь свежие пасты 23 могут впускаться в рукав через наполнительную трубу 24. То есть упаковка наполняется. После того, как рукав затем продолжил двигаться на некоторую заданную дистанцию или, соответственно, продолжила подаваться пленка, теперь сваривается поперечный сварной шов 4 только что наполненной упаковки.
При каждом процессе сварки поперечных сварочных колодок одновременно отделяется уже наполненная и закрытая упаковка, между первым поперечным сварным швом 3 следующей упаковки и вторым поперечным сварным швом 4 уже наполненной и закрытой упаковки (для лучшей наглядности упаковка на фиг.6 изображена не отделенной).
В частности, упаковка в соответствии с настоящим изобретением, пленка, имеет проницаемость для кислорода ниже 2 см³/(м² x 24ч x бар) при 23°C и относительной влажности 75%, в частности ниже 1,5 см³/(м² x 24ч x бар). Также эта упаковка имеет, в частности, проницаемость для водяного пара ниже 1 г/(м² x 24ч) при 23°C и относительной влажности 90%, в частности ниже 0,5 г/(м² x 24ч). Этими свойствами она обязана, с одной стороны, предлагаемой изобретением пленке, и, в частности, с другой стороны, также предпочтительному методу сварки.
Хотя изобретение было пояснено на его предпочтительном варианте осуществления (вариантах осуществления), однако могут производиться многие другие изменения и варианты без выхода из объема настоящего изобретения. Поэтому предусмотрено, что прилагаемые пункты формулы изобретения покрывают изменения и варианты, которые содержатся в фактическом объеме изобретения.
Реферат
Изобретение упаковки для паст, в частности свежих паст, а также способа упаковки паст, в частности свежих паст. Упаковка для паст изготовлена из свариваемой пленки и имеет продольный сварной шов, образующий рукав, первый поперечный сварной шов и второй поперечный сварной шов, причем эти два поперечных сварных шва образуют противоположные боковые края упаковки, при этом пленка, в частности как многослойный мономатериал, содержит полипропилен и защитный слой из оксида алюминия или оксида кремния. Изобретение касается также упакованных в эту упаковку паст и способа упаковки паст. Технический результат заключается в обеспечении возможности предоставить упаковку для паст, в частности свежих паст, материал которой может использоваться повторно, обеспечивает улучшенный срок хранения и/или дает улучшенную стабильность для расположения упаковки в стоячем положении. 3 н. и 11 з.п. ф-лы, 7 ил.
Комментарии