Двойная упаковка для одноразовых мягких контактных линз с использованием подложки - RU2448885C2
Код документа: RU2448885C2
Чертежи










Описание
Настоящая заявка имеет приоритет заявки США Сер.№ 11/780,994 от 20 июля 2007, имеющей приоритет заявки США Сер.№ 60/832,324 от 21 июля 2006. Заявка США Сер.№ 11/780,994 является частичным продолжением заявки США Сер.№ 11/404,200 от 13 апреля 2006, которая была выделена из заявки США Сер.№ 10/789,961 от 27 февраля 2004, которая является частичным продолжением заявки США Сер.№ 10/781,321 от 17 февраля 2004 г., которая является частичным продолжением международной заявки PCT/AU02/01105 от 7 августа 2002, имеющей приоритет заявки Австралии AU 2001 PR0007086 от 17 августа 2001. Все вышеуказанные заявки включены полностью в настоящее описание путем ссылки.
Мягкие одноразовые контактные линзы обычно продают в одноразовых упаковках. Поскольку упаковка увеличивает общую стоимость линзы, ее следует изготавливать как можно экономнее, но без компромисса с требуемыми критериями упаковки. Традиционная блистерная упаковка (показанная на Фиг.1-3) для одноразовых линз (выбрасываемых два раза в неделю или каждый день) состоит из полипропиленового резервуара для линзы (далее называемого "лотком"), покрытого многослойной пленкой, включающей полиэтилен, алюминий, связующее и полипропилен. Лоток обычно выполнен из пластика методом литья, имеет высокую прочность, но способен к небольшой упругой деформации, и включает предварительно отформованное углубление. Лоток заполняют подходящим раствором для хранения, предпочтительно солевым, и в него на месте помещают одну линзу. Блистерную упаковку затем стерилизуют в автоклаве с использованием пара и давления для полной стерильности. Эти блистерные упаковки передают пациенту в виде отдельных упаковок в коробке (Фиг.4-5) или в виде ленты с множеством блистеров.
Важной задачей для успешных продаж является предоставление контактной линзы пациенту в эстетически привлекательной упаковке, которая удовлетворяет предписанные требования по стерильности и прочности и позволяет пациенту безопасно и легко извлечь линзу. Упаковка используется только однажды и выбрасывается после извлечения линзы. Это оказывает влияние на стоимость комбинации "линза/упаковка". Чтобы снизить общую стоимость линзы для пациента, стоимость упаковки следует снизить до абсолютного минимума. Кроме того, выбрасываемые упаковки для линз должны соответствовать экологическим стандартам.
Линза должна поддерживаться в упаковке влажной. Следовательно, упаковка должна быть хорошо герметизирована и должна минимизировать прохождение водяного пара через лоток и ламинированный слой, чтобы увеличить срок хранения и предотвратить высыхание содержащейся в ней линзы. При использовании, пользователь отделяет ламинированный слой от фланца, образованного на лотке, путем отслаивания крышки для открытия линзы, погруженной в увлажняющий раствор.
В производстве одноразовых контактных линз давно существует потребность в обеспечении экономичной, пространственно эффективной и удобной упаковки для одноразовых контактных линз, без ухудшения ее прочности, стерильности, а также свойств линз.
На сопровождающих чертежах показаны различные варианты концепций изобретения, описанных в данной заявке и являющихся частью описания изобретения. Показанные варианты являются лишь иллюстративными и не ограничивают объем настоящего изобретения.
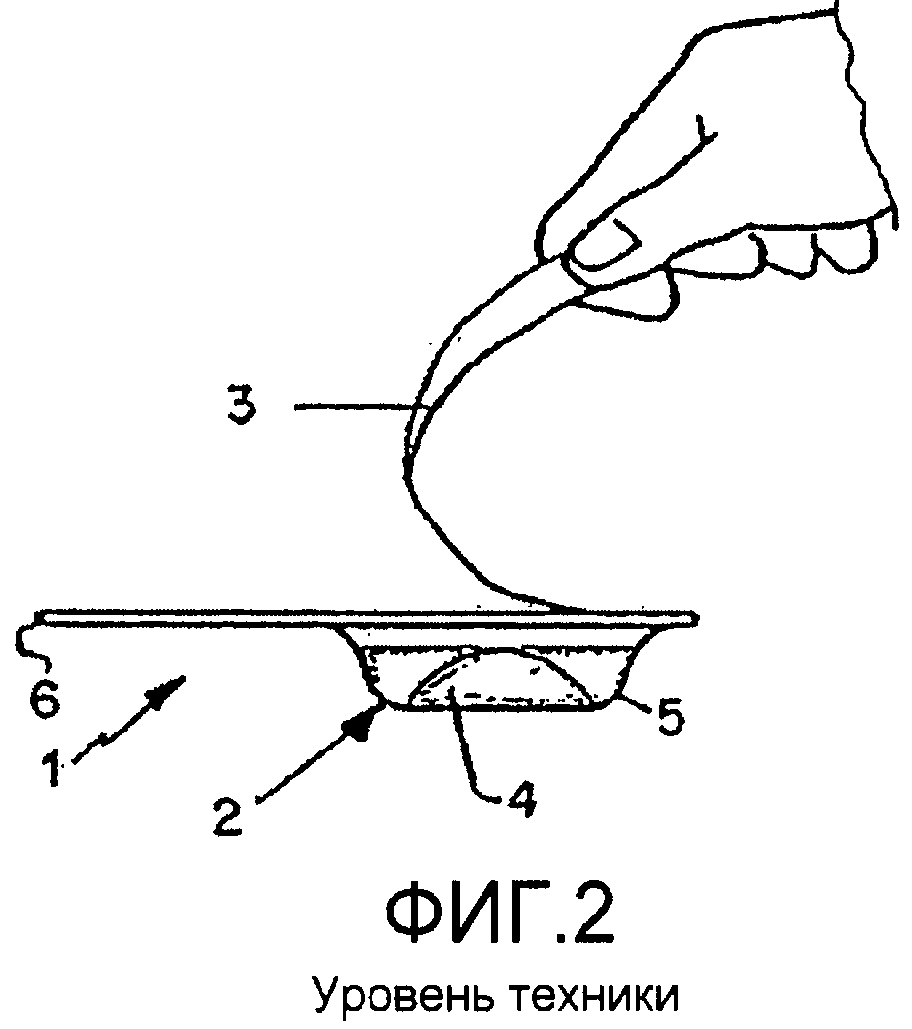
Фиг.1 - вид сверху обычной одноразовой блистерной упаковки контактной линзы уровня техники.
Фиг.2 - вид сбоку упаковки по Фиг.1 с крышкой, отслоенной, чтобы освободить контактную линзу в ней.
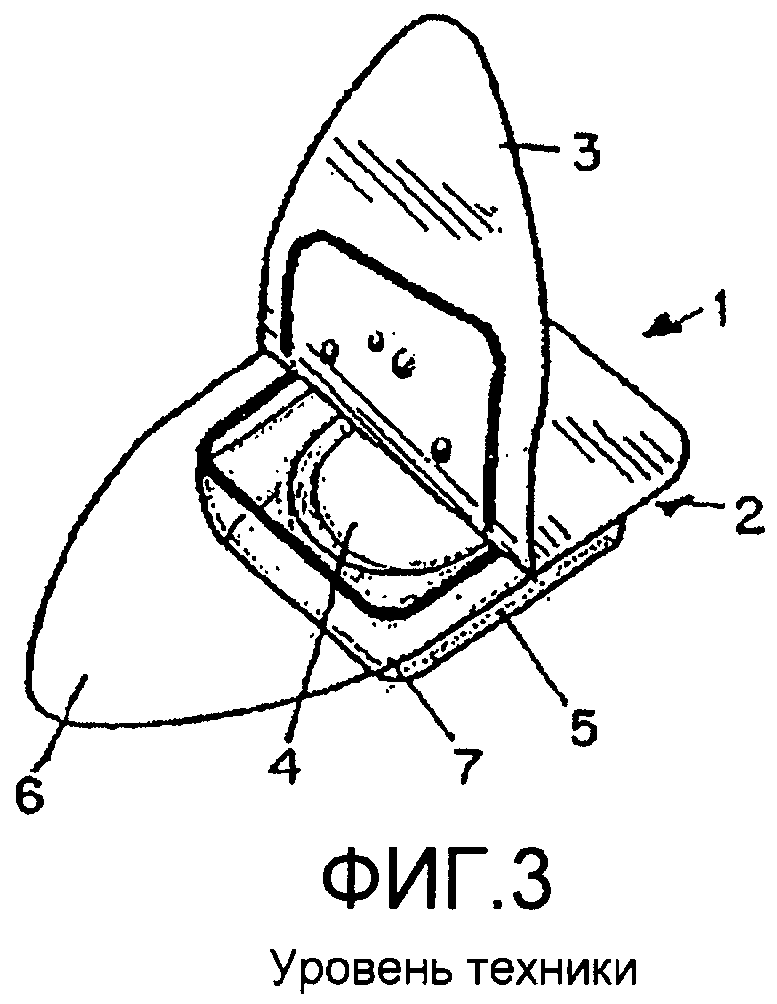
Фиг.3 - вид в перспективе частично открытой упаковки по Фиг.2.
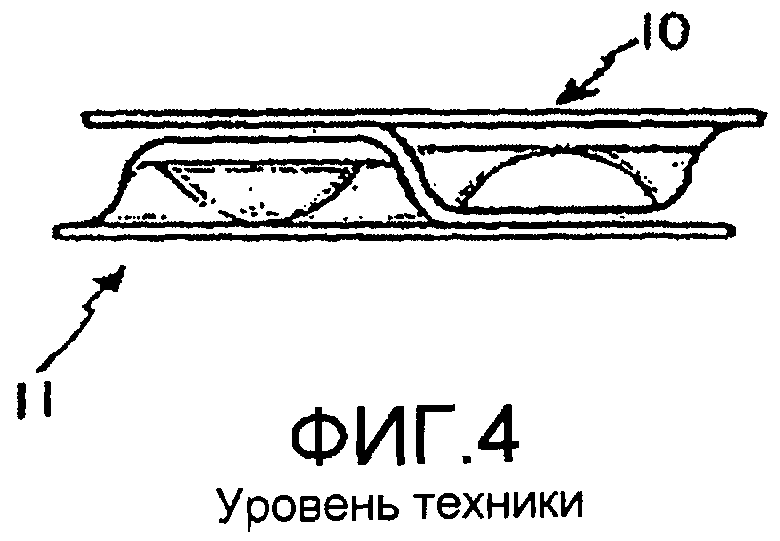
Фиг.4 - вид сбоку, показывающий стопку из двух одинаковых упаковок контактных линз уровня техники согласно одному варианту.
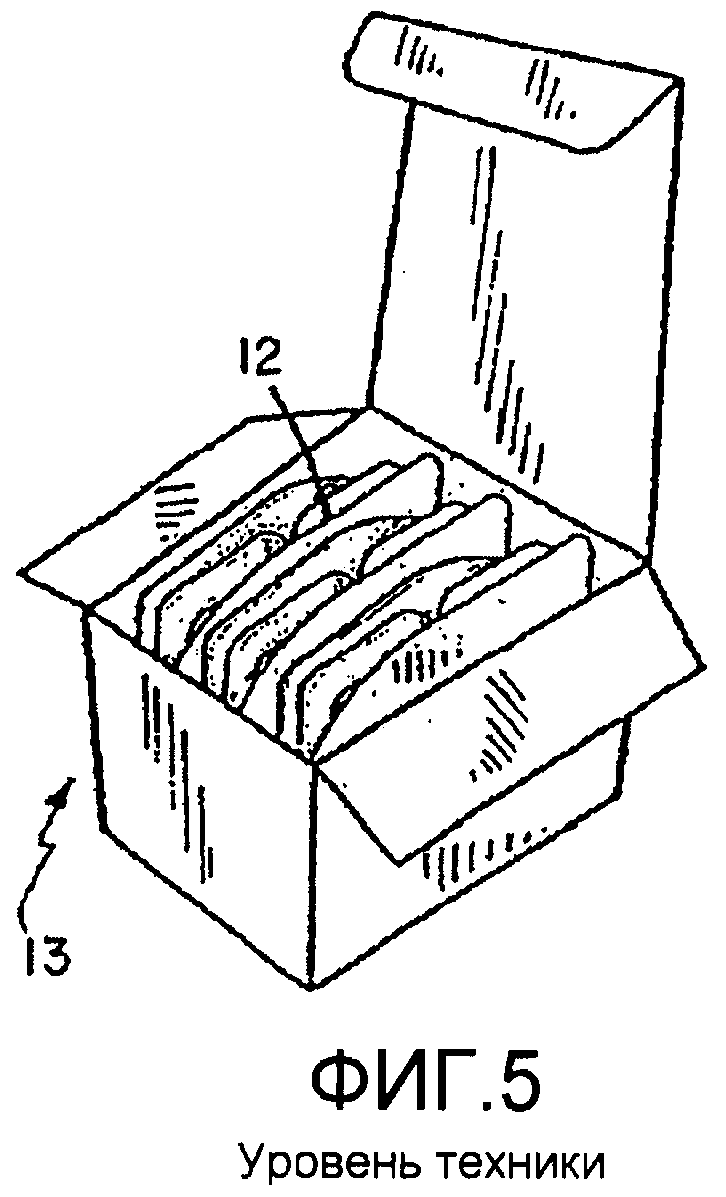
Фиг.5 - вид в перспективе, показывающий множество блистерных упаковок, уложенных в стопку как на Фиг.4 и помещенных в картонную коробку.
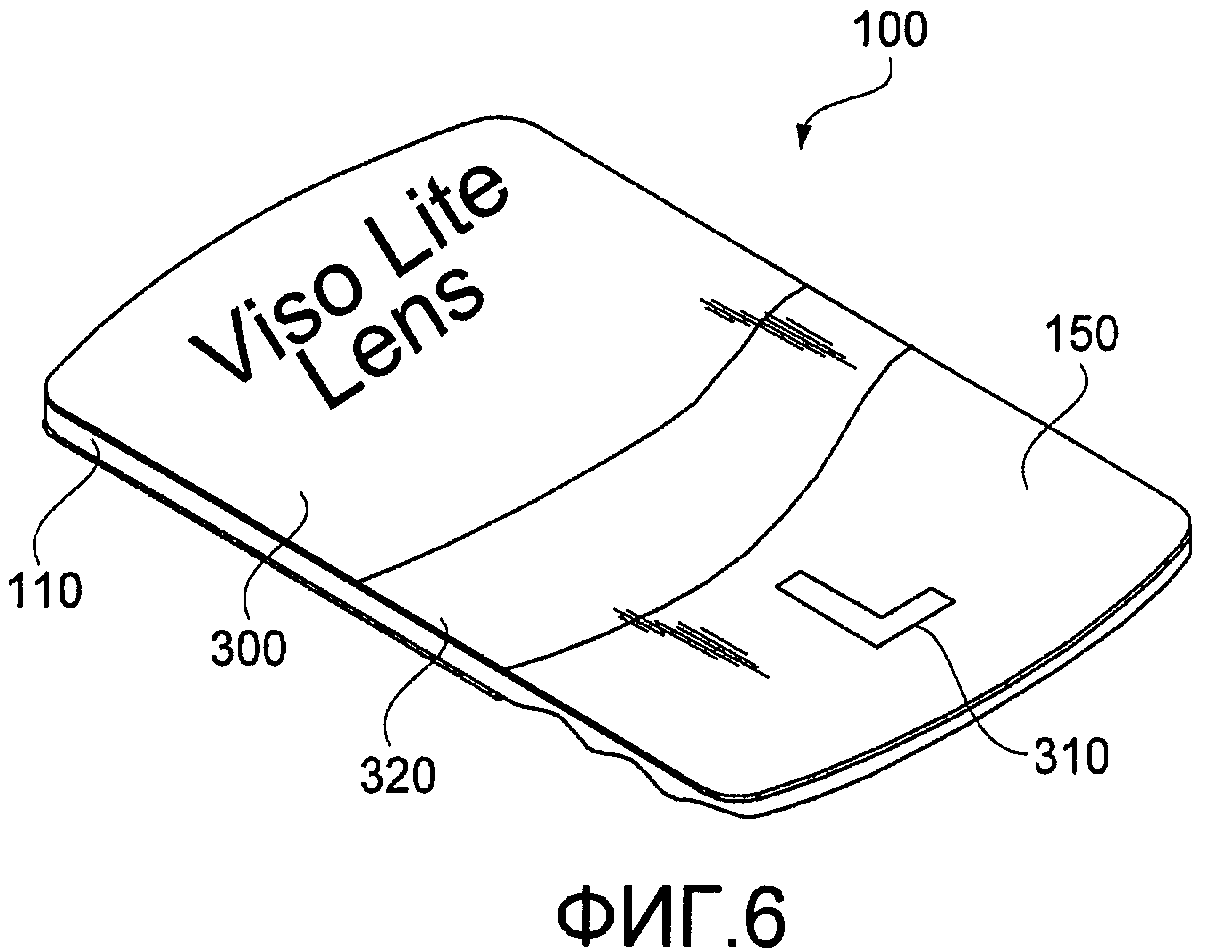
Фиг.6 - вид в перспективе сверху упаковки контактной линзы согласно одному примерному варианту.
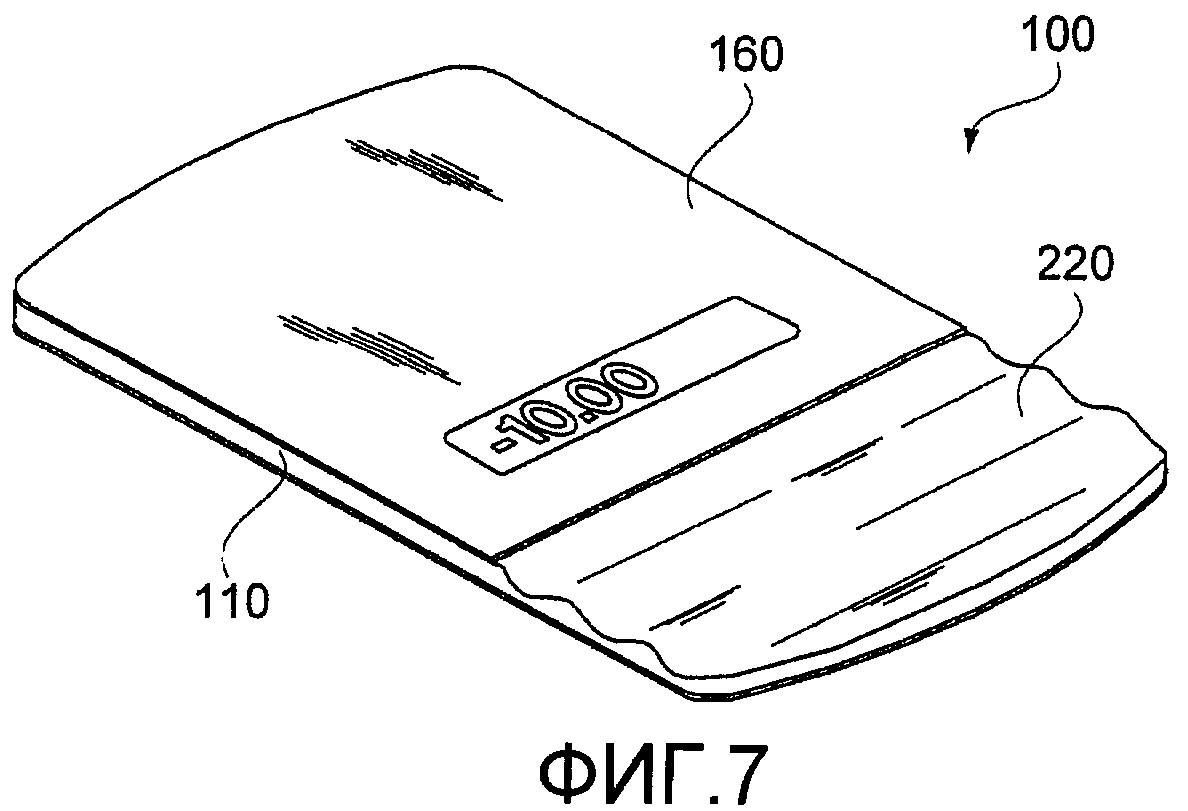
Фиг.7 - вид в перспективе снизу упаковки контактной линзы согласно одному примерному варианту.
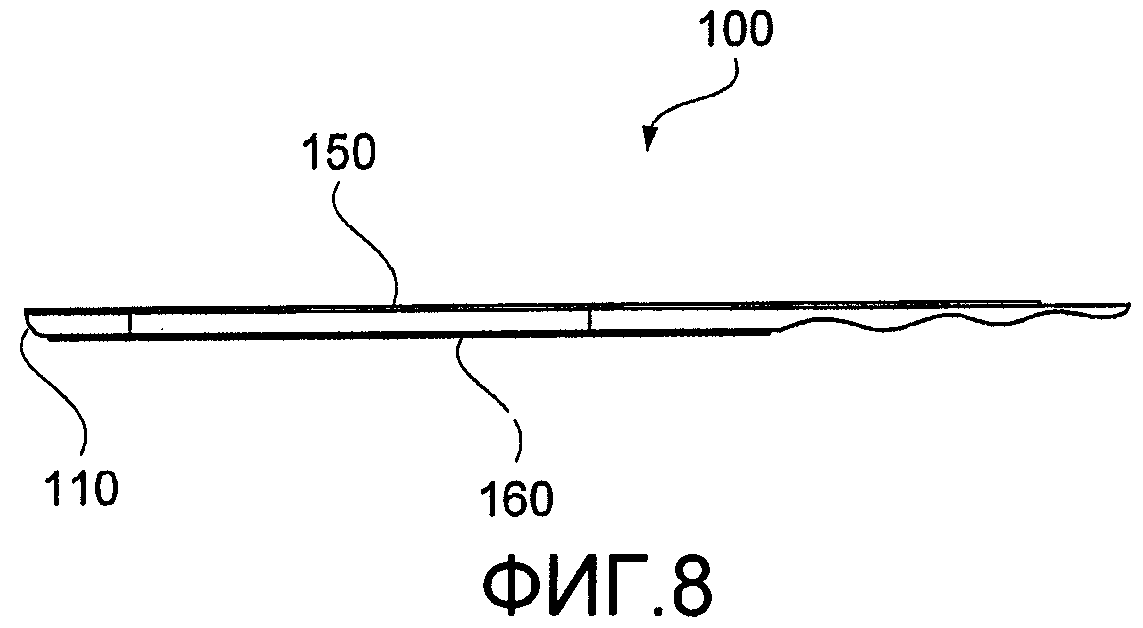
Фиг.8 - вид сбоку упаковки контактной линзы, включающей центральную подложку и слой фольги на верхней и нижней поверхностях подложки, согласно одному примерному варианту.
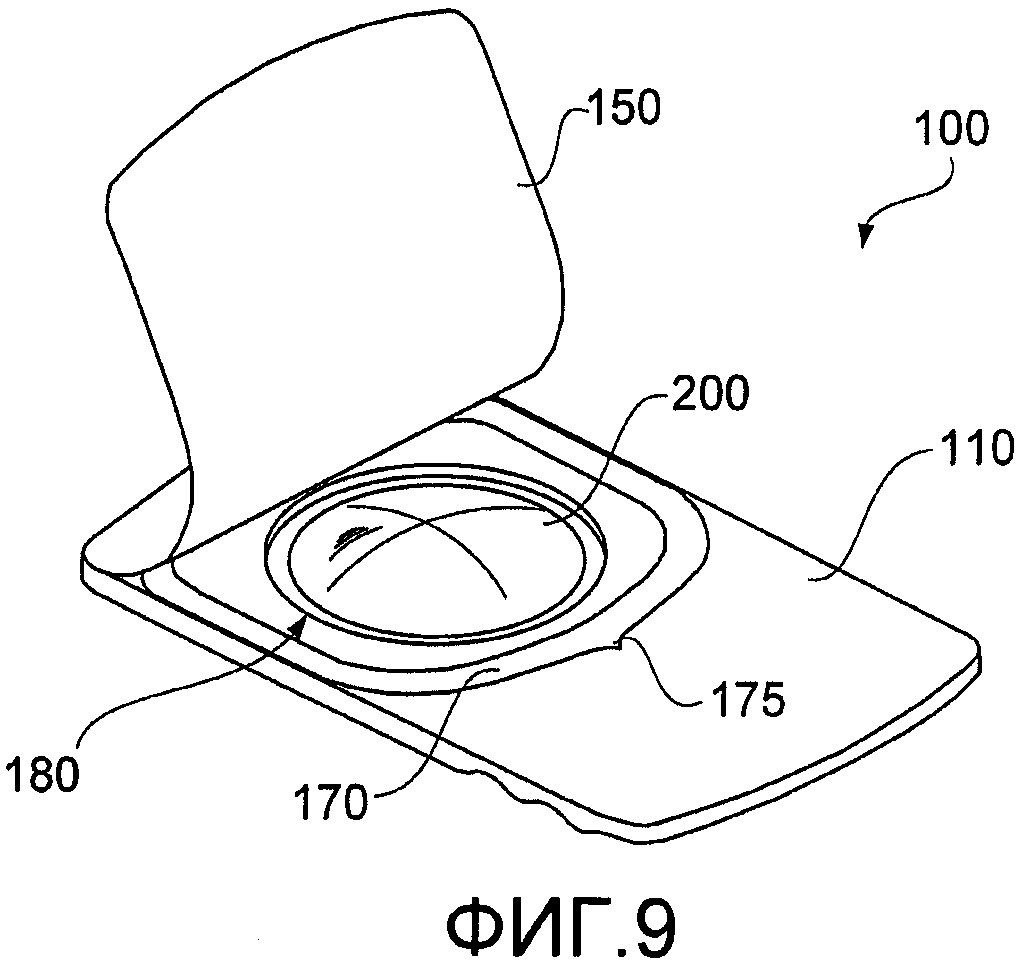
Фиг.9 - вид в перспективе сверху частично открытой упаковки контактной линзы согласно одному примерному варианту.
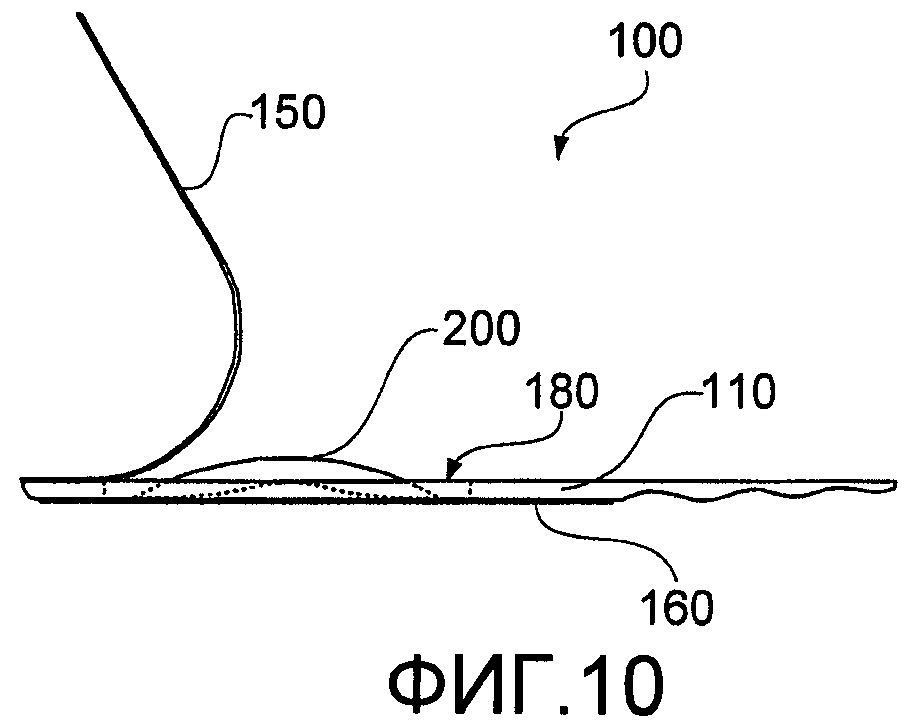
Фиг.10 - вид сбоку частично открытой упаковки контактной линзы согласно одному примерному варианту.
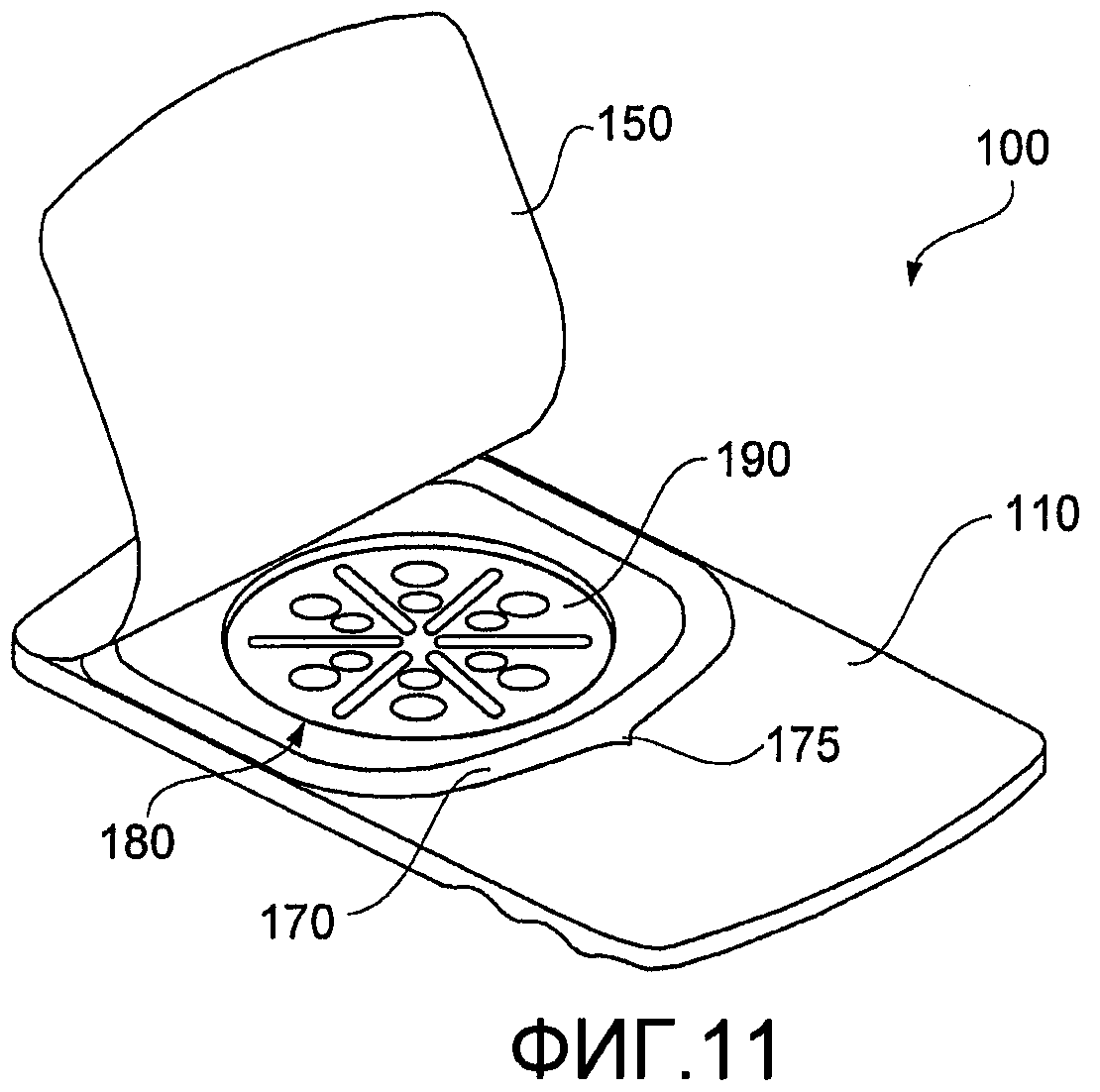
Фиг.11 - вид в перспективе сверху частично открытой упаковки контактной линзы согласно одному примерному варианту.
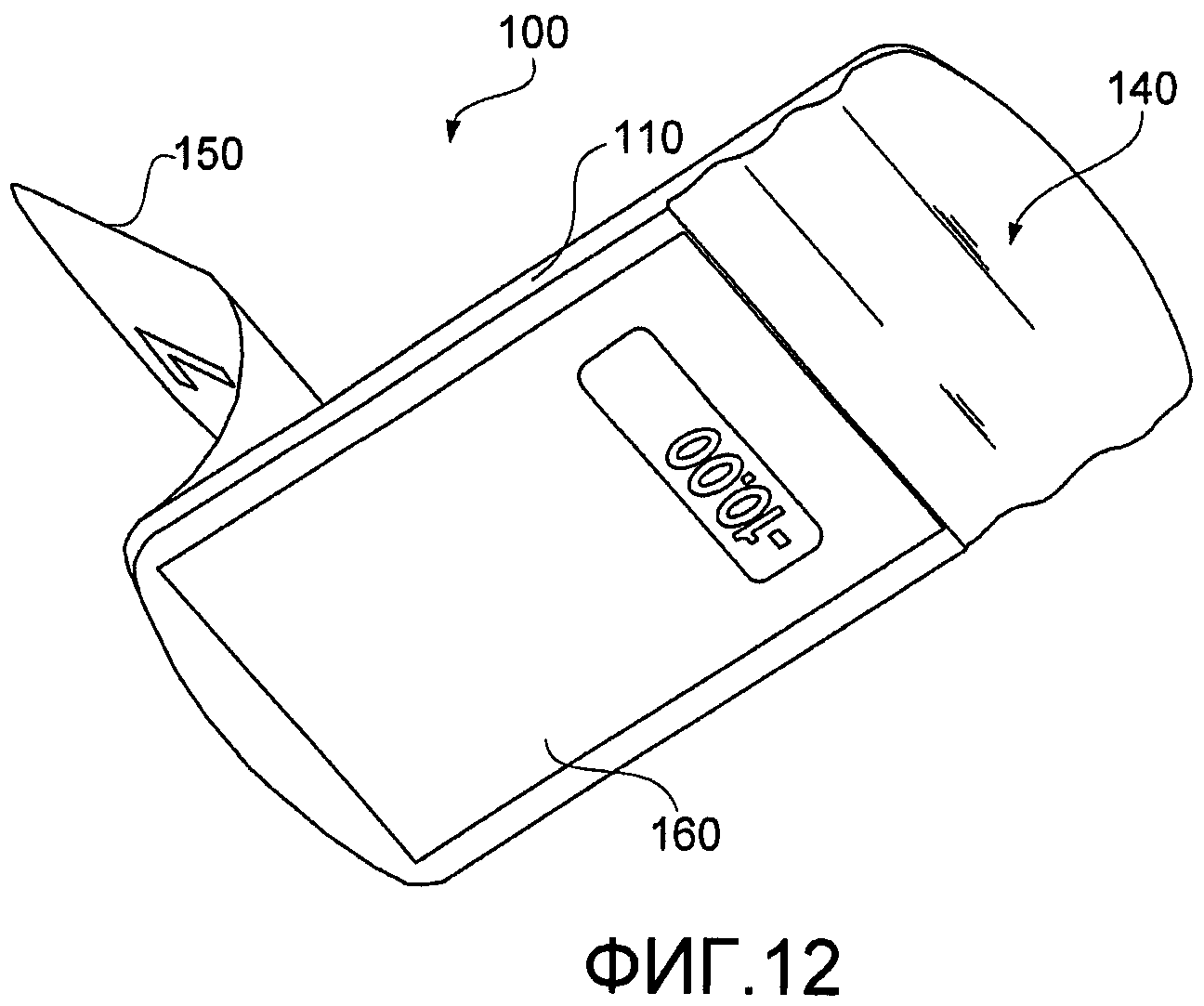
Фиг.12 - вид в перспективе снизу частично открытой упаковки контактной линзы согласно одному примерному варианту.
Фиг.13 - вид в перспективе с вырезом частично открытой упаковки контактной линзы согласно одному примерному варианту.
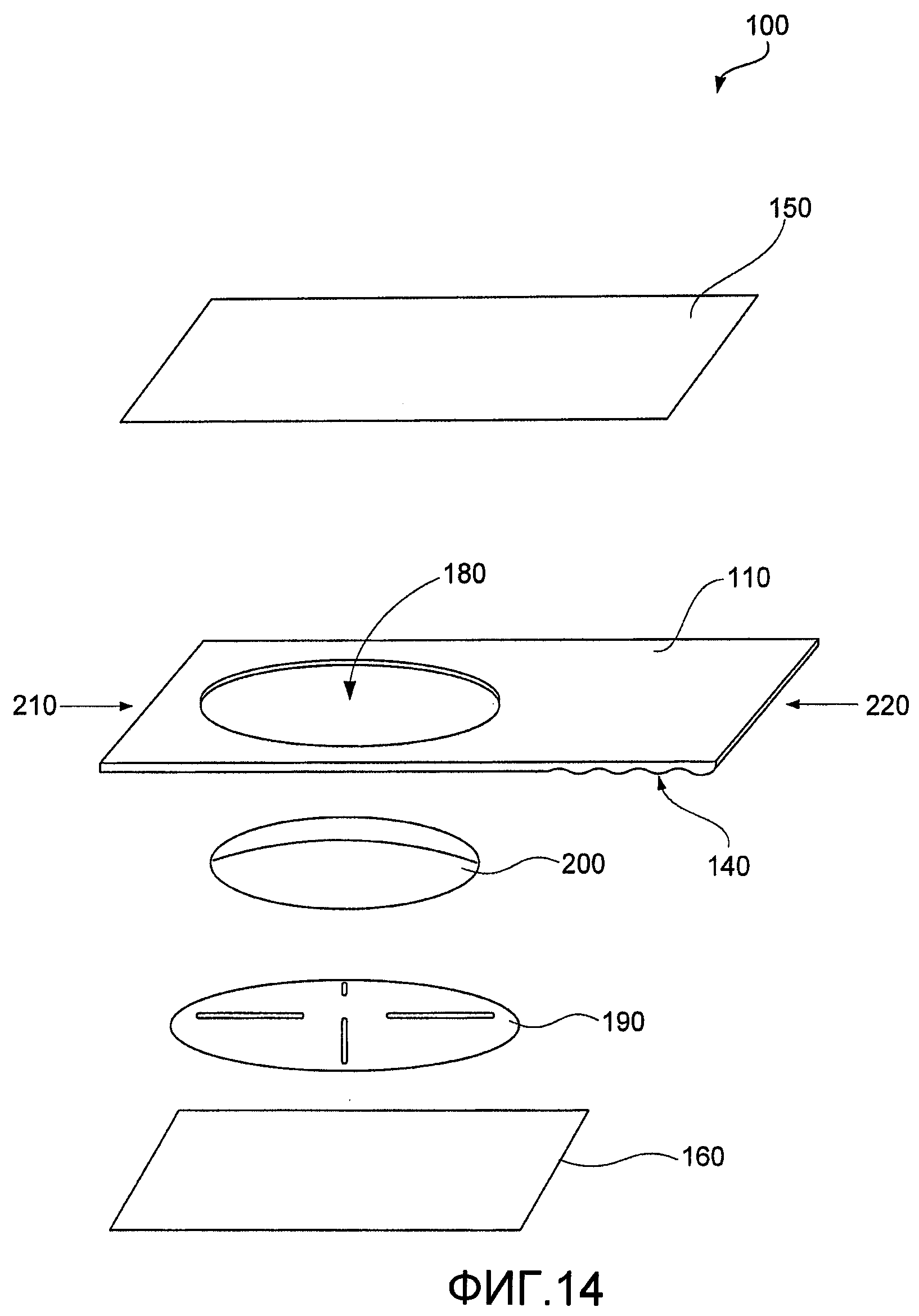
Фиг.14 - покомпонентный вид упаковки контактной линзы согласно одному примерному варианту.
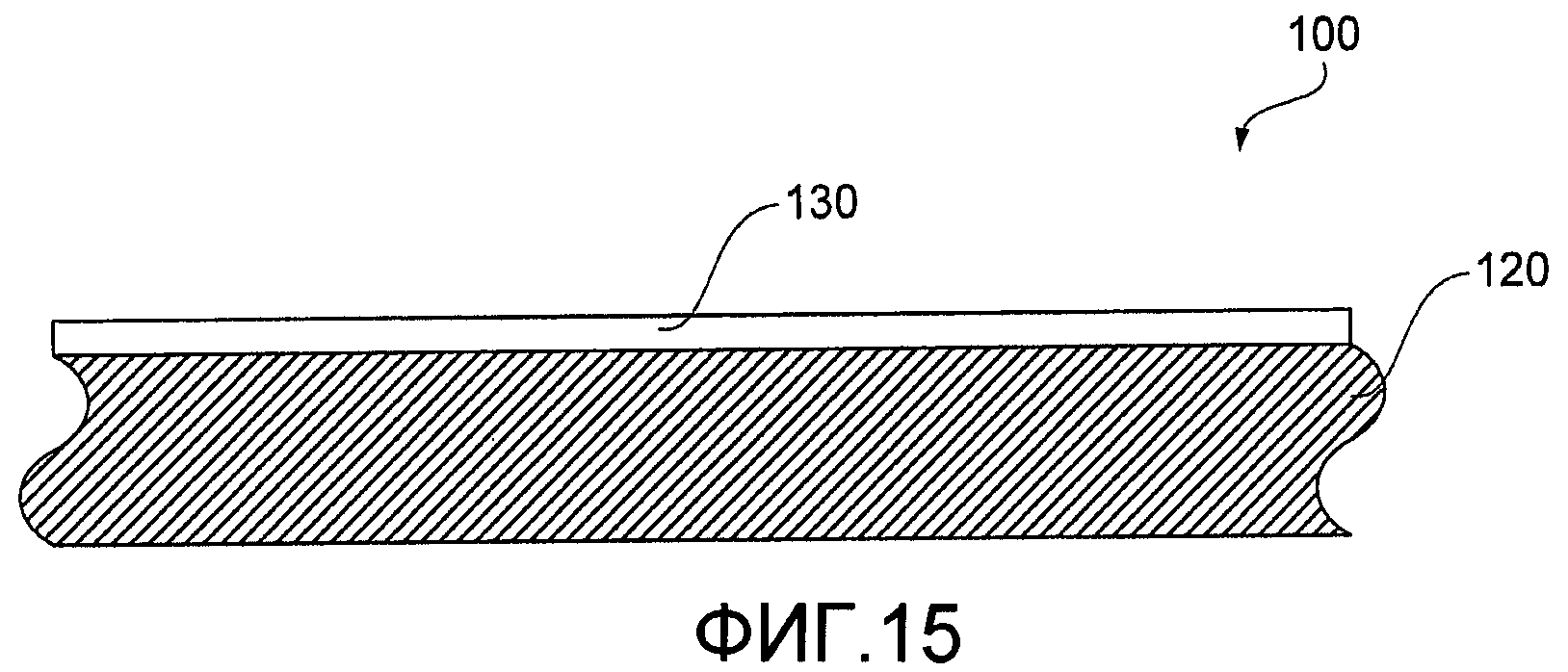
Фиг.15 - вид сбоку в сечении подложки упаковки контактной линзы, отформованной двухэтапным литьем, согласно одному примерному варианту.
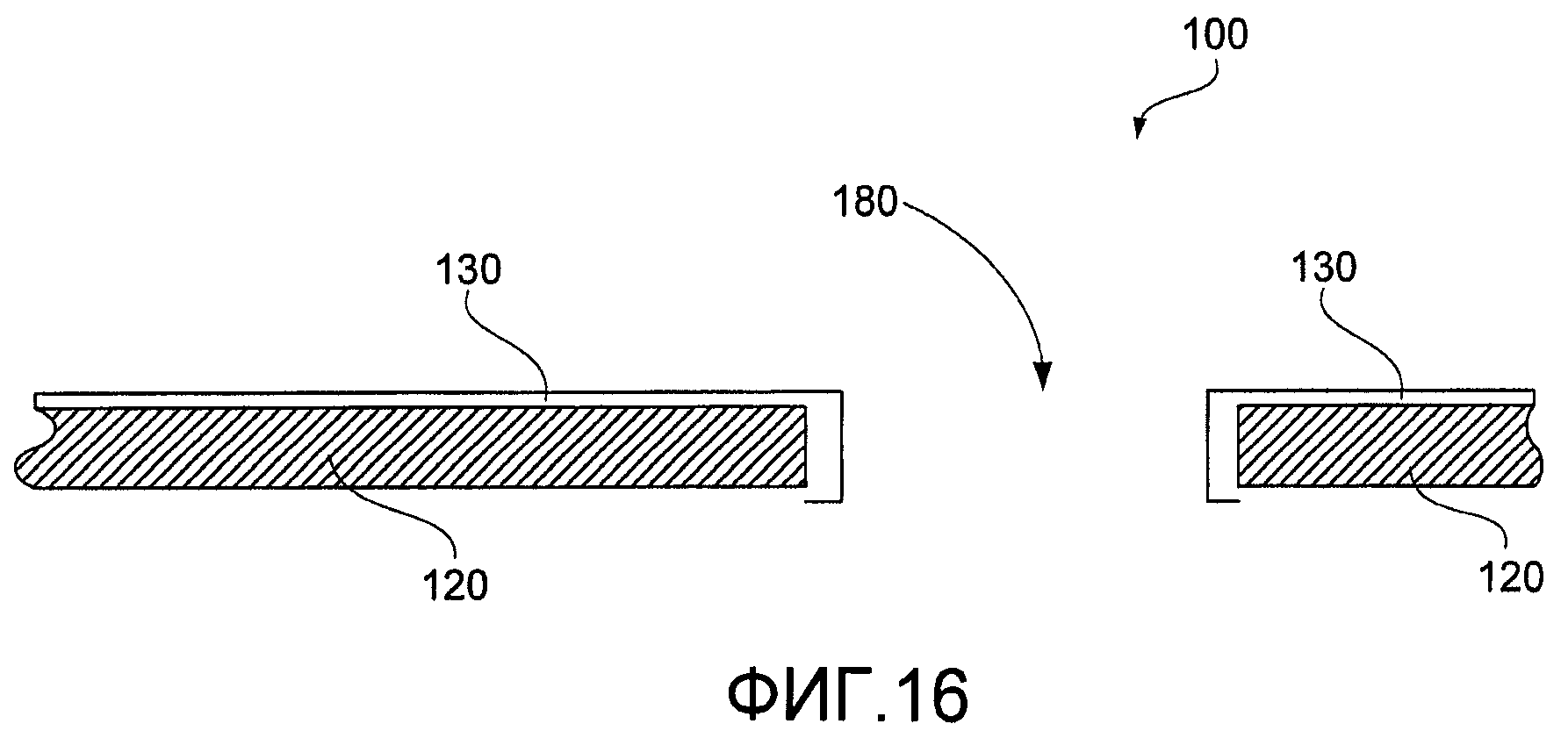
Фиг.16 - боковой поперечный разрез подложки контактной линзы с центральным отверстием, отформованной двухэтапным литьем, согласно одному примерному варианту.
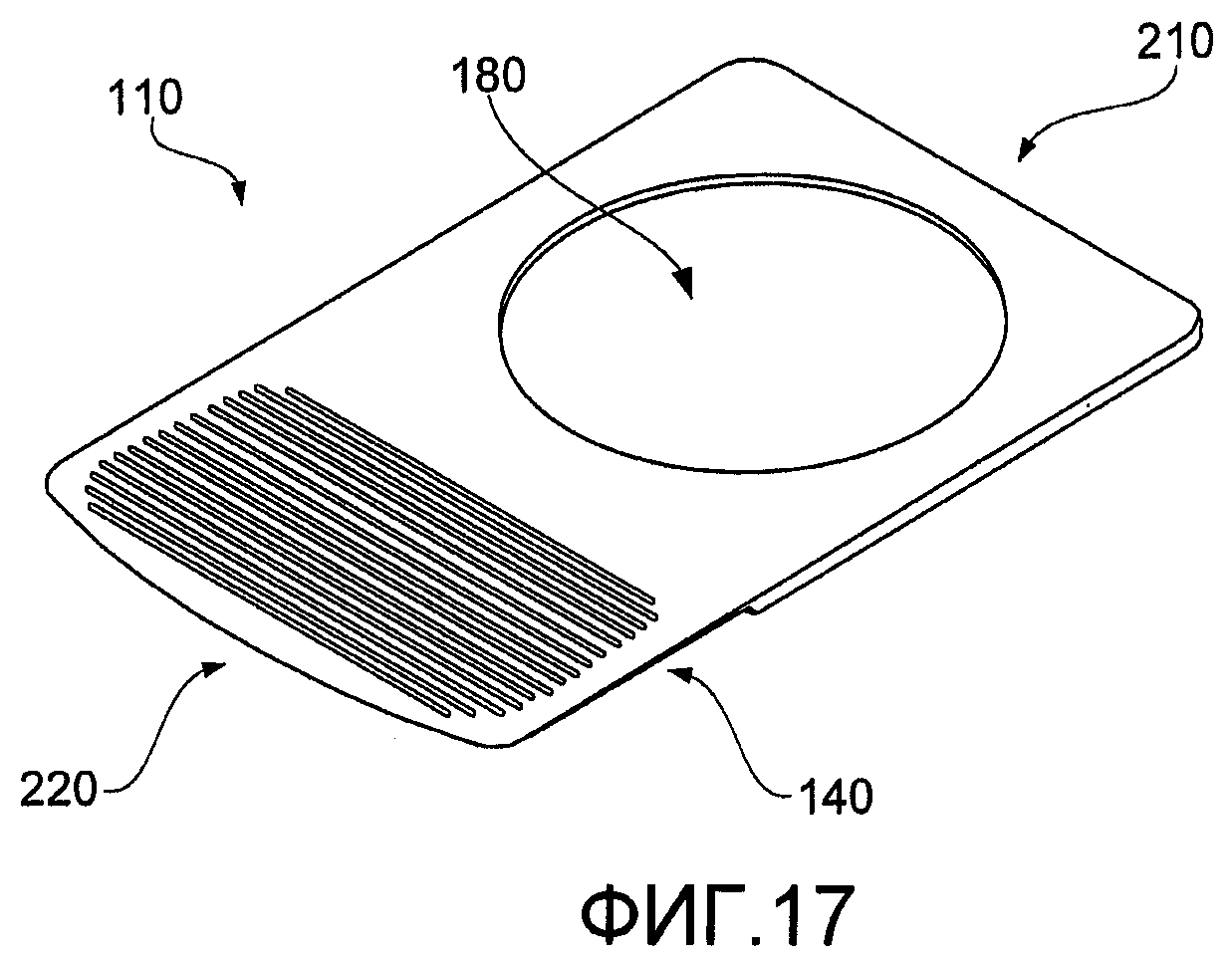
Фиг.17 - вид в перспективе сверху центральной подложки упаковки контактной линзы согласно одному примерному варианту.
Фиг.18 - вид в перспективе снизу центральной подложки упаковки контактной линзы согласно одному примерному варианту.
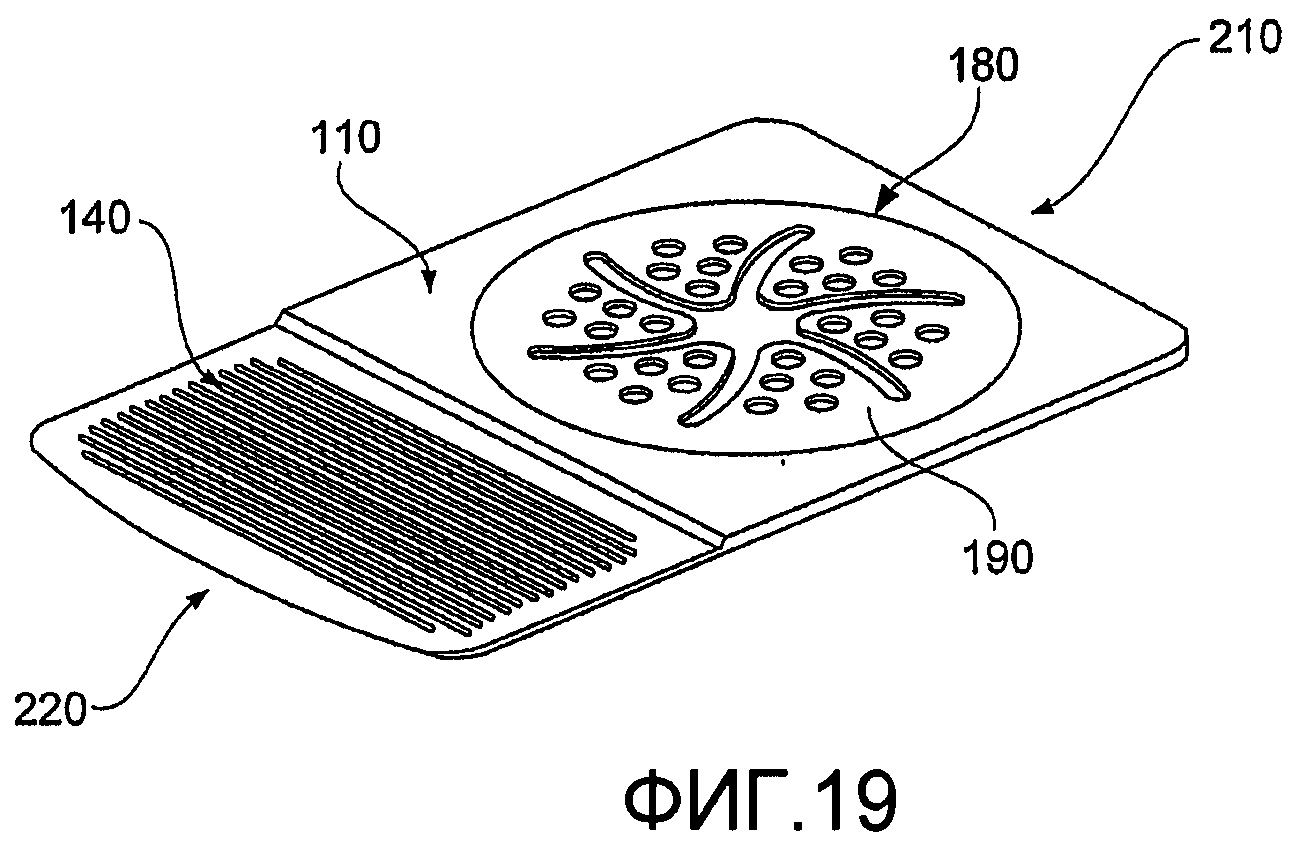
Фиг.19 - вид снизу центральной подложки упаковки контактной линзы согласно одному примерному варианту.
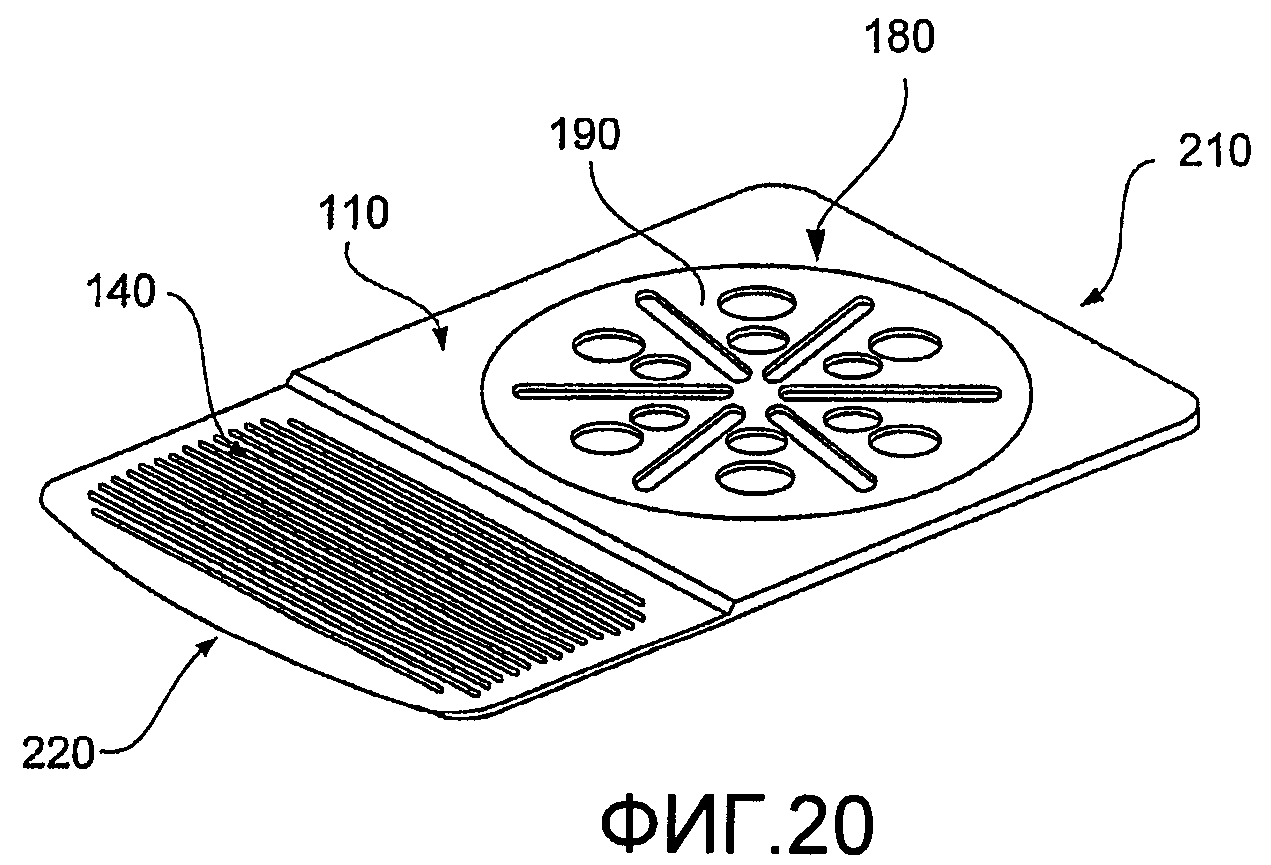
Фиг.20 - вид снизу центральной подложки упаковки контактной линзы согласно одному примерному варианту.
Фиг.21 - вид в поперечном разрезе центральной подложки упаковки контактной линзы согласно одному примерному варианту.
Фиг.22 - вид в перспективе снизу подложки, показывающий ребра или гребни на удерживаемом рукой конце согласно одному примерному варианту.
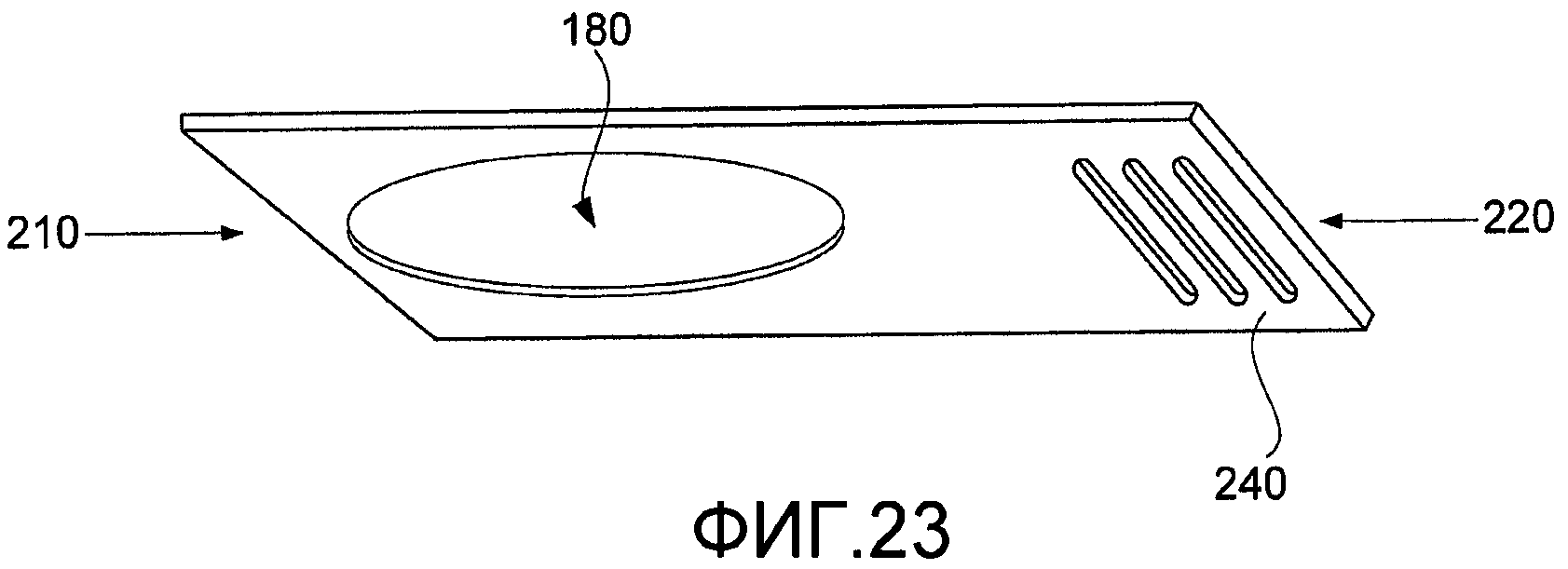
Фиг.23 - вид в перспективе снизу подложки, показывающий прорези на удерживаемом рукой конце, согласно одному примерному варианту.
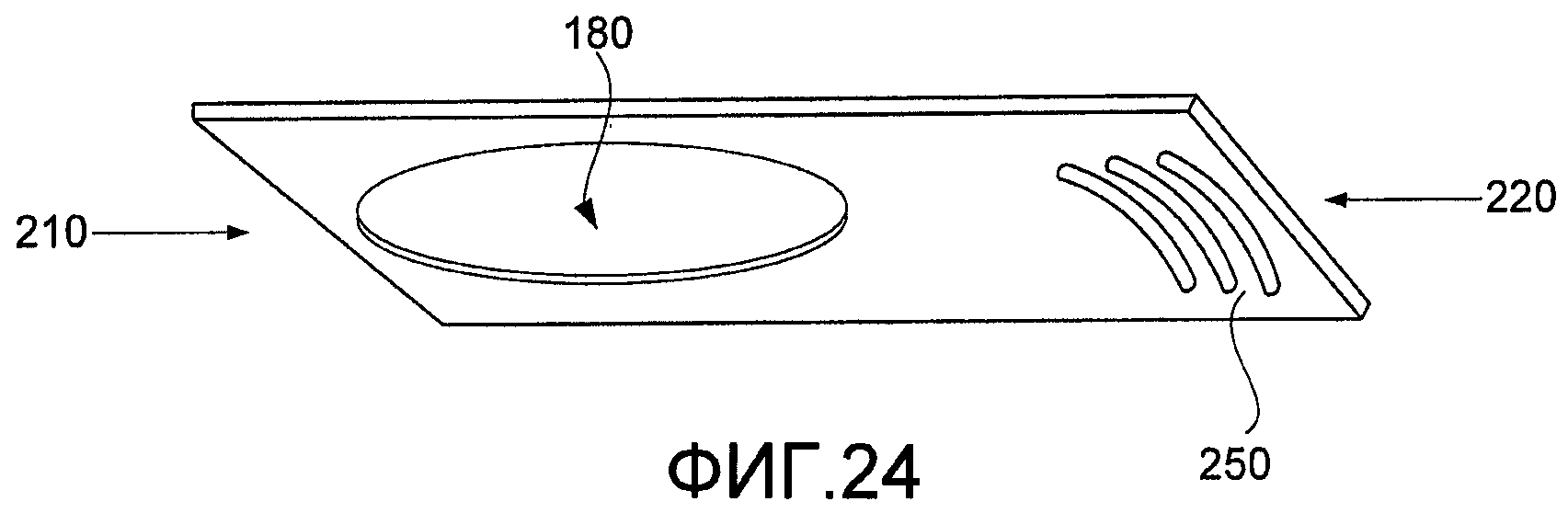
Фиг.24 - вид в перспективе снизу подложки, показывающий выступы для захвата на удерживаемом рукой конце, согласно одному примерному варианту.
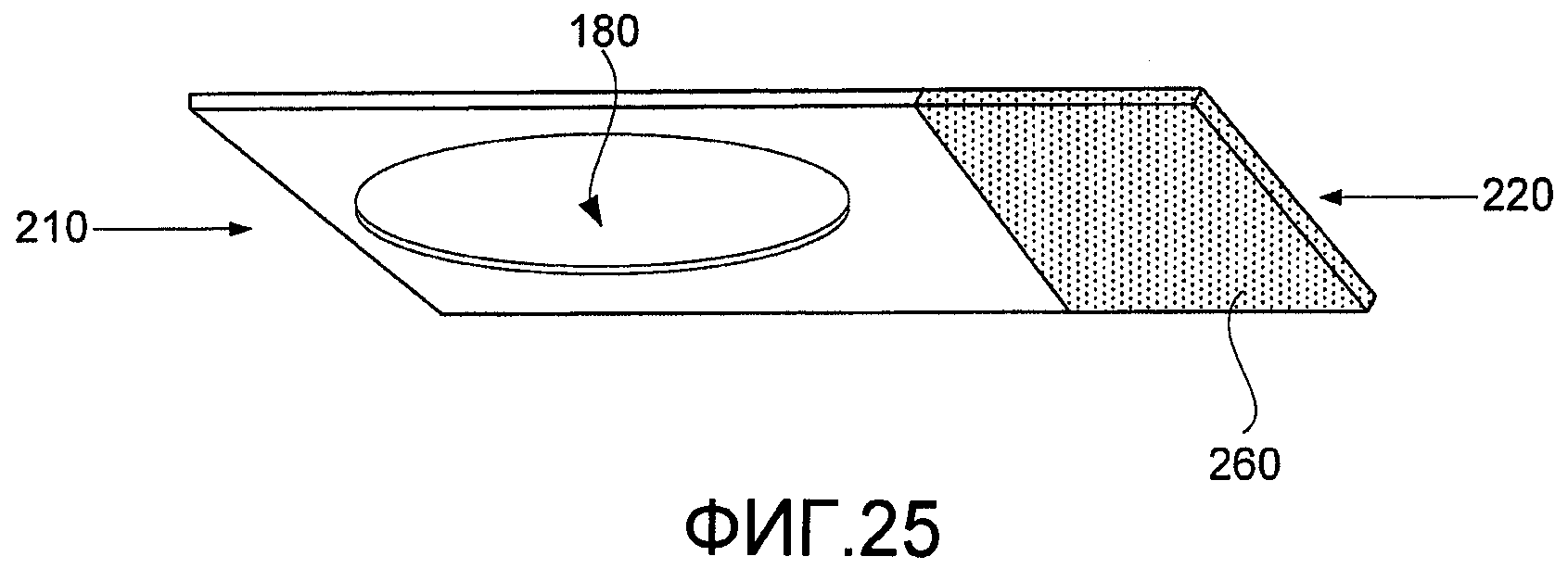
Фиг.25 - вид в перспективе снизу подложки, показывающий поверхность трения на удерживаемом рукой конце, согласно одному примерному варианту.
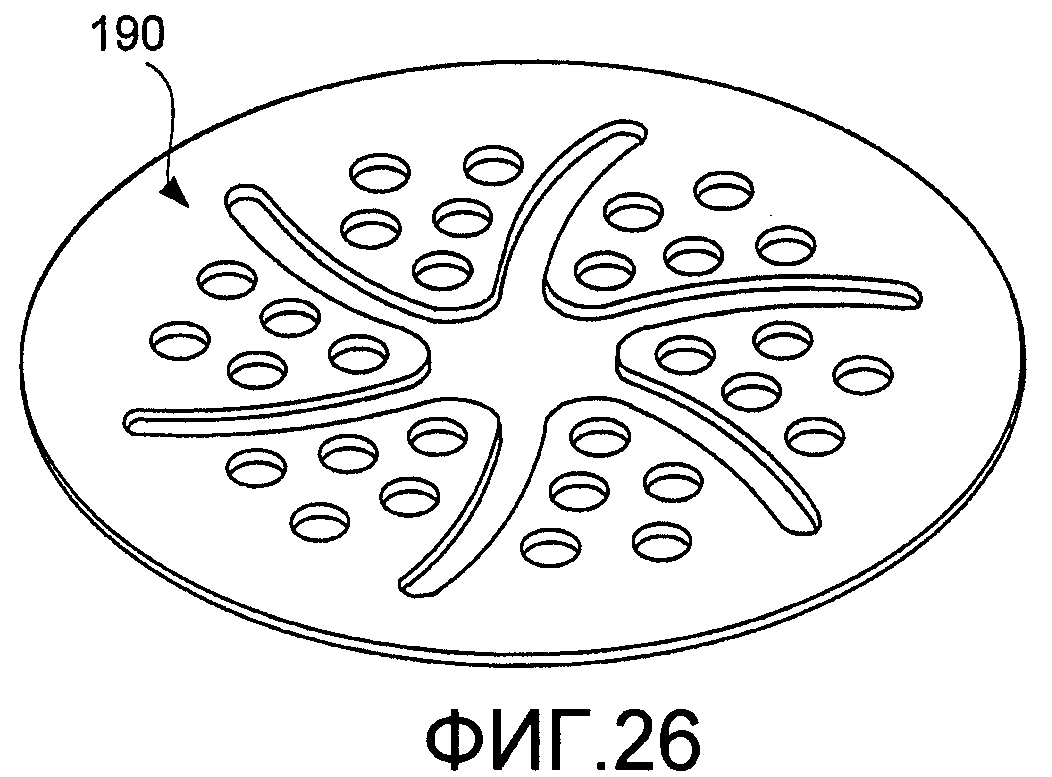
Фиг.26 - вид в перспективе сверху элемента восстановления формы согласно одному примерному варианту.
Фиг.27 - вид в перспективе сверху элемента восстановления формы согласно одному примерному варианту.
Фиг.28 - вид в перспективе верхней части пуговичного элемента восстановления формы согласно одному примерному варианту.
Фиг.29 - вид в сечении пустого пуговичного элемента восстановления формы согласно одному примерному варианту.
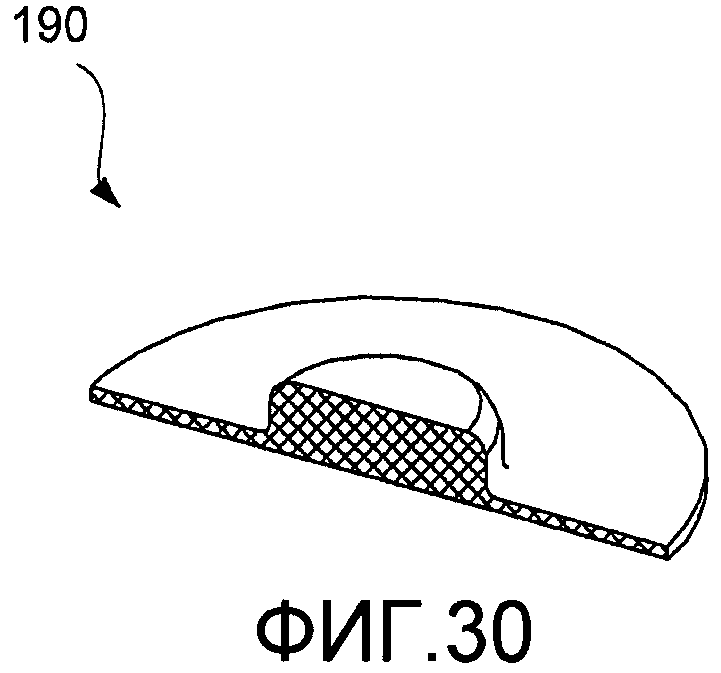
Фиг.30 - вид в сечении сплошного пуговичного элемента восстановления формы согласно одному примерному варианту.
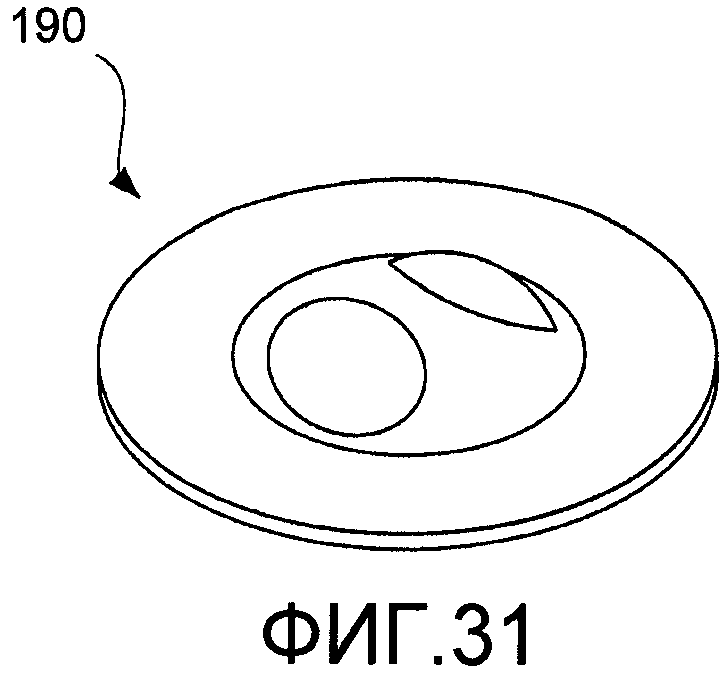
Фиг.31 - вид в перспективе верхней части элемента восстановления формы с двумя выступами согласно одному примерному варианту.
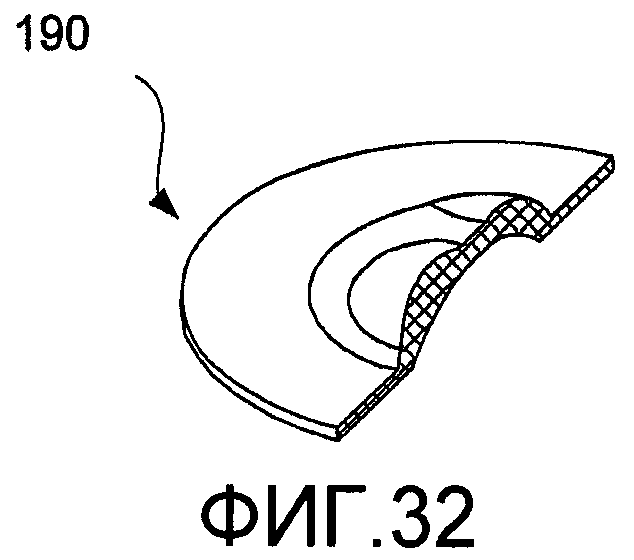
Фиг.32 - вид в сечении элемента восстановления формы с двумя выступами согласно одному примерному варианту.
Фиг.33 - вид в перспективе верхней части выпуклого элемента восстановления формы с выступом согласно одному примерному варианту.
Фиг.34 - вид в сечении пустого элемента восстановления формы с выступом согласно одному примерному варианту.
Фиг.35 - вид в сечении выпуклого элемента восстановления формы с выступом согласно одному примерному варианту.
Фиг.36 - вид в перспективе верхней части элемента восстановления формы типа пуговицы с центральной полостью согласно одному примерному варианту.
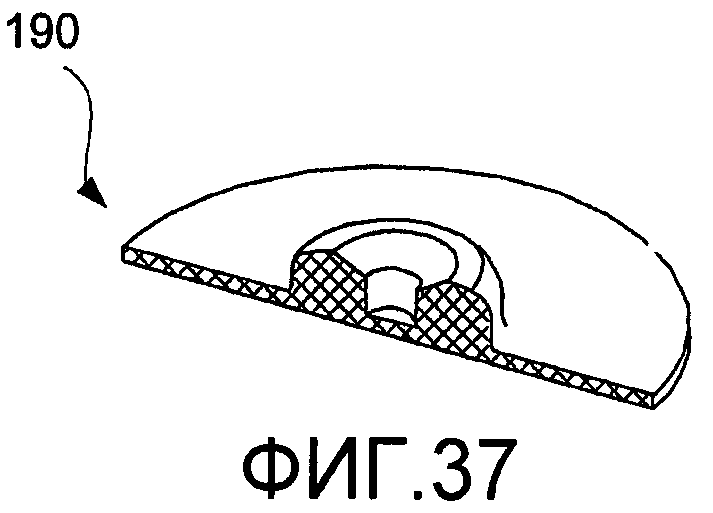
Фиг.37 - вид в сечении элемента восстановления формы типа пуговицы с центральной полостью согласно одному примерному варианту.
Фиг.38 - блок-схема алгоритма, иллюстрирующая способ формирования подложки упаковки контактной линзы с использованием двухэтапного литья, согласно одному примерному варианту.
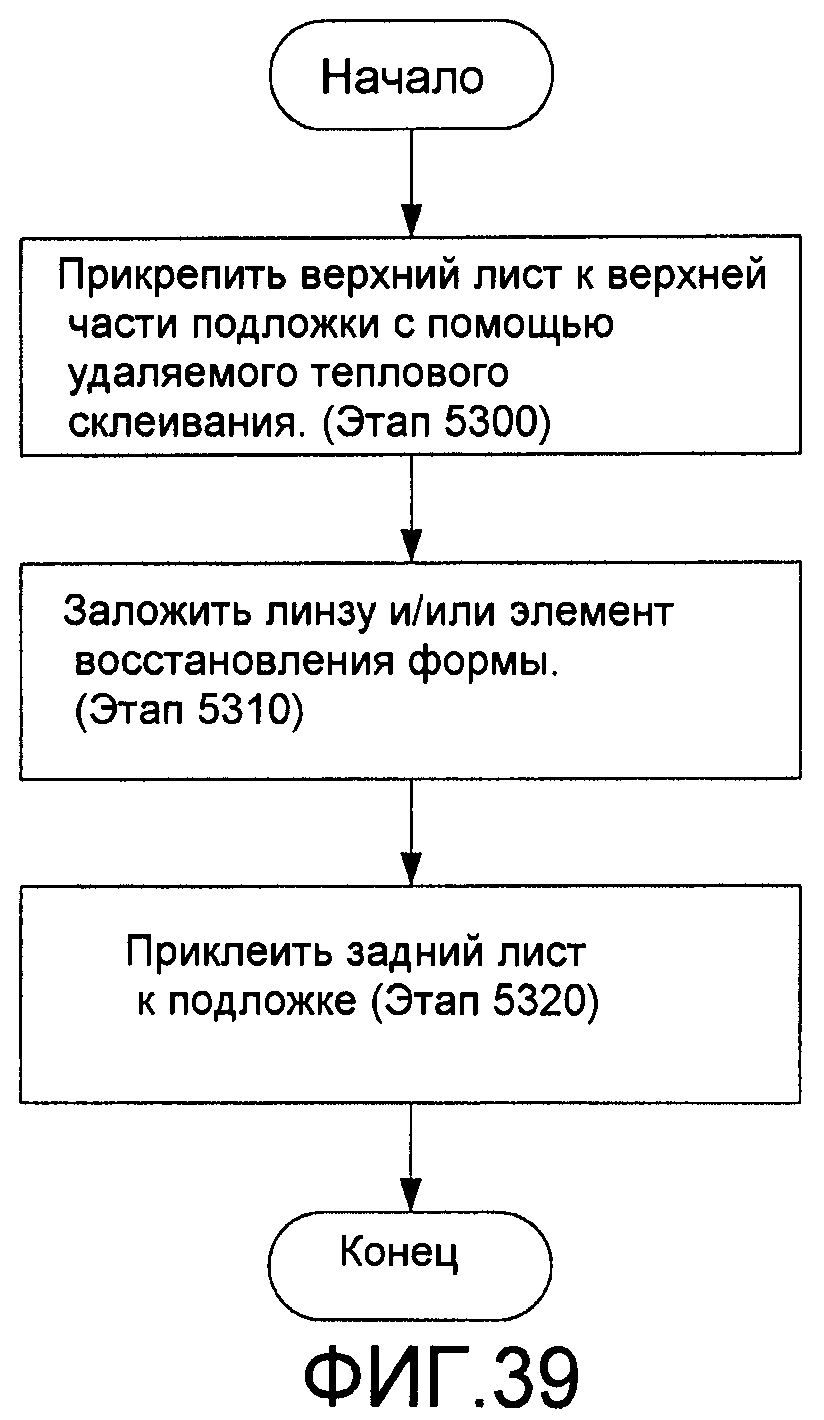
Фиг.39 - блок-схема алгоритма, иллюстрирующая способ для сборки упаковки контактной линзы, имеющей центральную подложку и уплотнительную фольгу на верхней и нижней поверхностях, согласно одному примерному варианту.
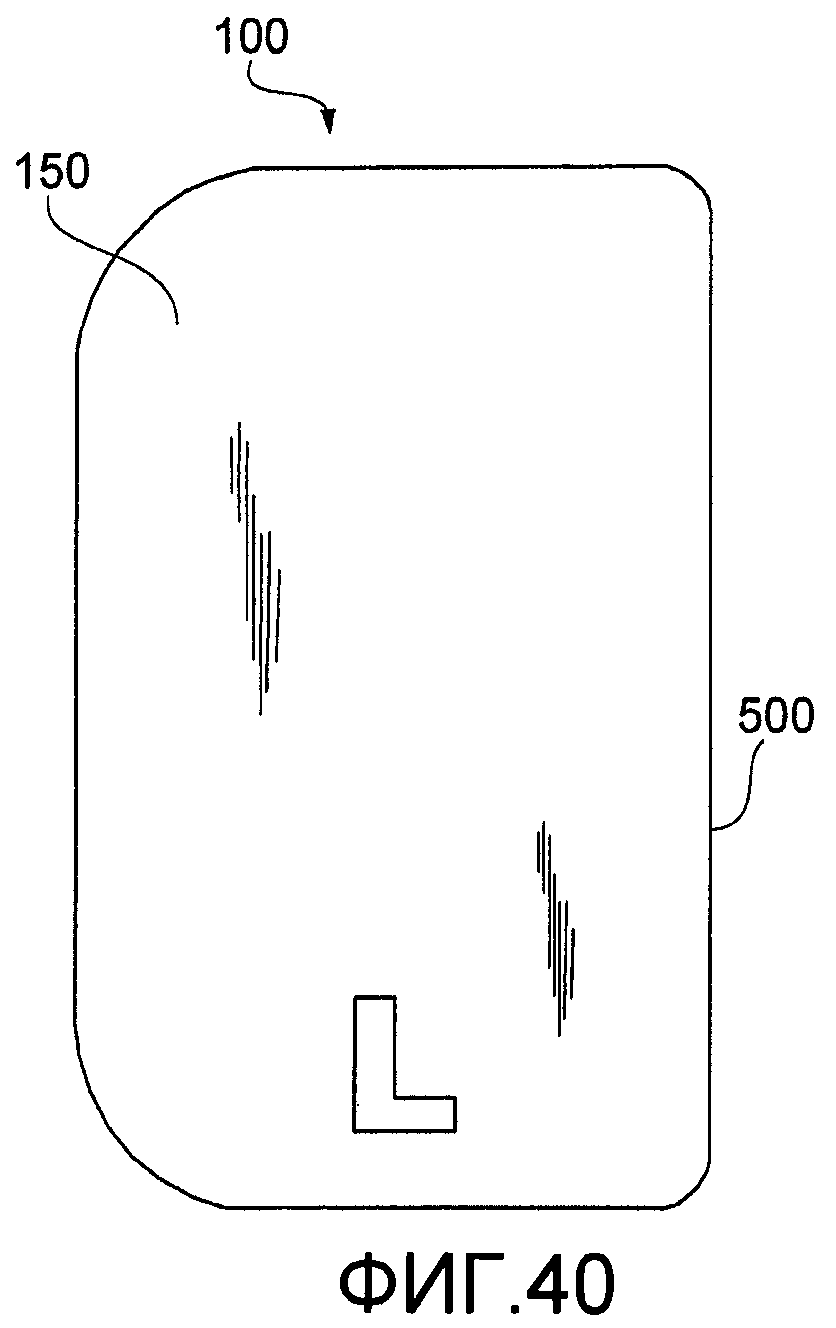
Фиг.40 - вид сверху формы упаковки контактной линзы, включающей по существу плоскую сторону, сконфигурированную для облегчения упаковки, согласно одному примерному варианту.
Фиг.41 - вид сбоку формы упаковки контактной линзы, включающей по существу плоскую сторону, сконфигурированную для облегчения упаковки, согласно одному примерному варианту.
Фиг.42 - вид снизу формы упаковки контактной линзы, включающей по существу плоскую сторону, сконфигурированную для облегчения упаковки, согласно одному примерному варианту.
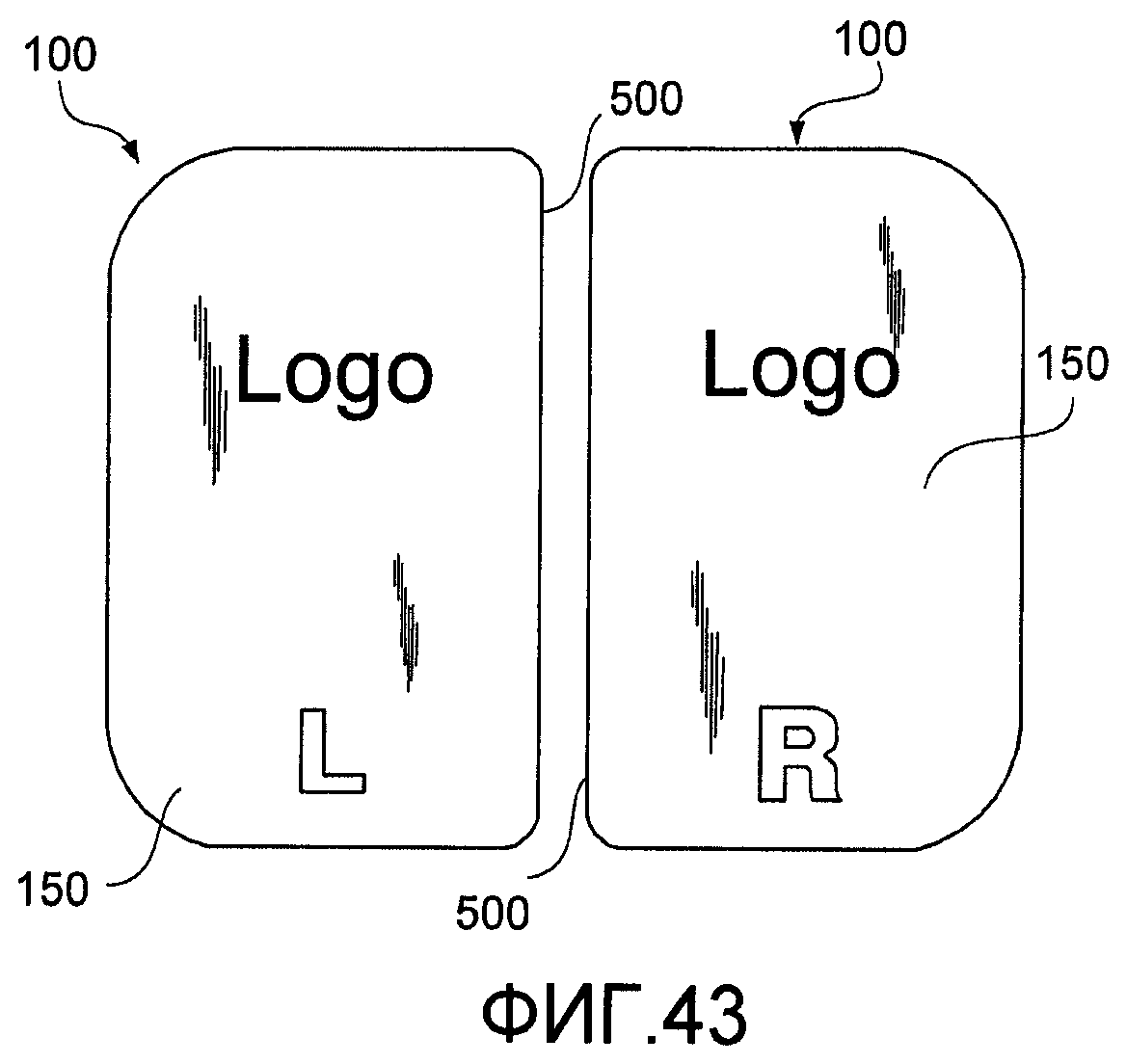
Фиг.43 - вид сверху множества упаковок контактных линз, включающих по существу плоскую сторону, сконфигурированную для облегчения упаковки, согласно одному примерному варианту.
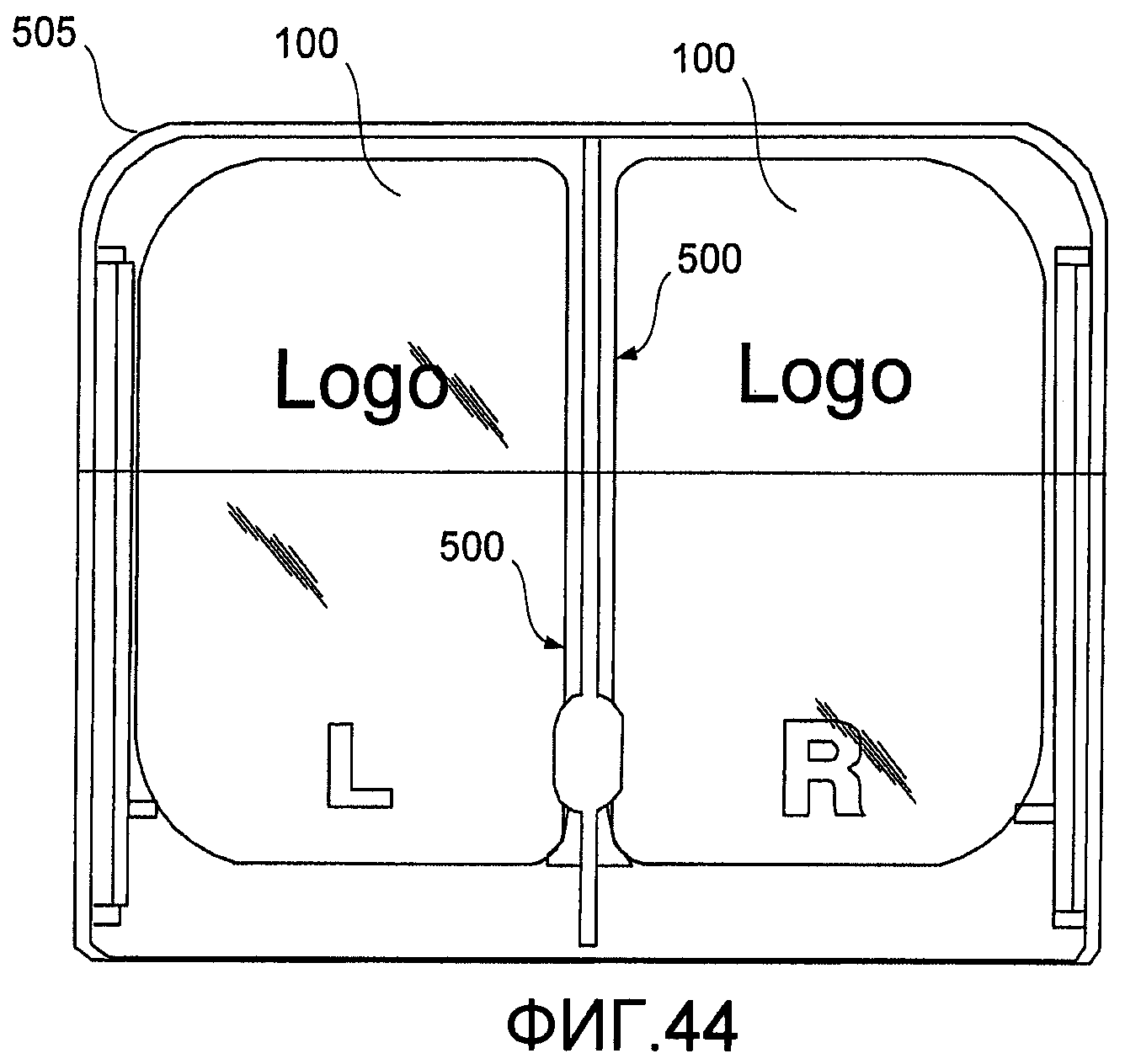
Фиг.44 - вид спереди множества упаковок контактных линз в возвратной пачке согласно одному примерному варианту.
На всех чертежах одинаковые позиции обозначают подобные, хотя и не обязательно идентичные элементы.
Настоящее изобретение обеспечивает экономную упаковку без компромисса с нормативными и медицинскими требованиями, предъявляемыми к упаковкам контактных линз и других объектов, которые должны содержаться в стерильной среде. В частности, одноразовая упаковка в описанных ниже вариантах выполнения предоставляет некоторые преимущества относительно блистерной упаковки уровня техники. Во-первых, данная примерная одноразовая упаковка меньше и тоньше традиционных блистерных упаковок, она пригодна для одноразового использования и идеальна для путешествия. Кроме того, количество упаковок в возвратной таре может быть увеличено, и еще может быть сокращено пространство хранения для этой возвратной упаковки. Только для облегчения объяснения данная конфигурация упаковки будет описываться применительно к упаковке одноразового использования для упаковки контактных линз. Однако данные системы и способы могут использоваться для формирования упаковки для любого требуемого объекта, который мог бы храниться в стерильной среде, включая, но не ограничиваясь, внутриглазные имплантаты, накладки, шовные материалы, медицинские имплантаты, медицинские инструменты, зубные имплантаты, стоматологическое оборудование и т.п.
Кроме того, данная примерная экономная упаковка может быть спроектирована для заключения в себе любого количества материалов, цветов и/или обработок поверхности наряду с соответствием нормативным медицинским требованиям к устройству.
Данная примерная одноразовая упаковка может включать листы фольги, прикрепленные к любой стороне подложки, что минимизирует действие света и предотвращает перенос кислорода. Кроме того, в одном примерном варианте, согласно которому в упаковке нет воздуха, высокотемпературное автоклавирование не требуется. Отсутствие воздуха в примерный упаковке способствует стабильности линзы в упаковке. Таким образом может быть увеличен срок хранения контактной линзы в упаковке одноразового использования. В целом, данная примерная одноразовая упаковка является более удобной и рентабельной упаковкой по сравнению с традиционными блистерными упаковками.
Как упомянуто выше, традиционные упаковки контактных линз обычно жесткие и заранее сформированы с профильным углублением для размещения в нем линзы. Профильное углубление в традиционных упаковках предназначено для того, чтобы форма линзы поддерживалась и не деформировалась упаковкой. Согласно одному примерному варианту выполнения упаковка для контактной линзы поддерживает линзу не в уравновешенном, а в сплюснутом или сжатом состоянии.
Согласно другому примерному варианту внутренняя глубина упаковки контактной линзы может быть меньше, чем общая естественная сагиттальная глубина контактной линзы, заключенной в нее. Кроме того, согласно одному примерному варианту примерная одноразовая упаковка может быть гибкой и не формироваться заранее, и может на самом деле способствовать подгонке формы линзы в упаковке.
Кроме того, раскрываемая в этом документе примерная упаковка контактной линзы может меняться в жесткости. Конкретнее, жесткость упаковки контактной линзы ранее считалась неотъемлемой для защиты линзы. Однако, если жесткость стеки отбрасывается в качестве неотъемлемого критерия упаковки, то можно рассмотреть альтернативные упаковки контактных линз со значительной экономией пространства.
В одном примерном варианте упаковка контактной линзы включает упаковку с контактной линзой в ней, где упаковка имеет внутреннюю глубину, которая меньше сагиттальной глубины контактной линзы, когда контактная линза находится в своей уравновешенной форме.
В дополнительном примерном варианте способ формирования элемента подложки в первичной упаковке контактной линзы одноразового использования включает формирование первой части элемента подложки с помощью первого этапа из двухэтапного формования и формирование второй части элемента подложки с помощью второго этапа из двухэтапного формования, где второй этап только вводит гомополимерный полипропилен на те части элемента подложки, которые будут открыты для контактной линзы и/или заготовленной там увлажняющей среды.
В еще одном примерном варианте упаковку контактной линзы формируют посредством получения подложки, имеющей корпус с передней поверхностью и задней поверхностью, причем корпус образует центральное отверстие («окно»), проходящее от передней поверхности к задней поверхности. Согласно этому примерному варианту упаковка формируется сначала с помощью отделяемого приклеивания верхней фольги к передней поверхности подложки. Затем контактную линзу и поддерживающее средство вставляют в центральное окно. Когда контактная линза и поддерживающее средство вставлены в центральное окно, может добавляться среда увлажнения, а затем заднюю фольгу соединяют с обратной поверхностью подложки.
Альтернативный вариант настоящей примерной конфигурации обеспечивает одноразовую упаковку для содержания контактной линзы, с по меньшей мере одним барьерным материалом, образующим внутреннее пространство для контактной линзы со средой в этом пространстве для увлажнения линзы; и средством для освобождения линзы из этого пространства; причем указанный по меньшей мере один барьерный слой образован из гомогенного, гибкого материала.
В дополнительном варианте обеспечена одноразовая упаковка для содержания контактной линзы. Упаковка имеет два листа материала и опорный элемент между двумя листами материала. Два листа материала прикрепляют на противоположных сторонах опорного элемента для образования окна для размещения контактной линзы. Контактная линза может быть сжата или иным образом ограничена в упаковке таким образом, что линза всегда удерживалась в постоянной ориентации внутри окна для контактной линзы. Согласно одному примерному варианту линза удерживается так, что ее внешняя поверхность обращена к верхней части уплотнительного материала. Такое положение гарантирует, что линза будет представлена носителю в правильной конфигурации для легкого извлечения и введения в глаз.
Другой примерный вариант включает одноразовую упаковку с контактной линзой в ней. Упаковка включает два листа материала, прикрепленных на каждой стороне подложки с образованием отверстия, элемент восстановления формы в виде пружинного диска или губчатого диска, а также некоторое количество увлажняющей среды располагается между листами в отверстии. В этом примерном варианте линза поддерживается в сплюснутом состоянии, пока упаковка запечатана.
Ниже подробно описаны упаковка для контактных линз и способ производства такой упаковки. Конкретнее, здесь раскрыта упаковка с подложкой, имеющей лист на верхней и нижней поверхностях. Согласно одному примерному варианту эта упаковка меньше по размеру, чем традиционные упаковки. Кроме того, раскрыт способ производства вышеуказанной упаковки, а также способ обеспечения шва, который одновременно является и легко открываемым, и более устойчивым к внешним воздействиям по сравнению с традиционными швами.
При использовании в данном описании изобретения и прилагаемой формуле изобретения, термин "стерилизуемый" относится обычно к любому материалу или сочетанию материалов, которые могут вступать в контакт с линзой или другим объектом, заключенным в заключительно сформированную упаковку, непосредственно или через жидкость. Хотя в упаковках в качестве стерилизуемого материала широко применяется полипропилен, также может использоваться любой другой материал, пригодный для обеспечения стерильной среды для контактных линз, медицинских устройств или стоматологических устройств. Согласно одному примерному варианту стерилизуемый материал может включать любой материал, разрешенный для упаковки стерильных медицинских средств.
В нижеследующем описании для целей пояснения излагаются многочисленные конкретные детали, чтобы обеспечить понимание настоящих систем и способов. Однако специалисту в данной области техники будет понятно, что настоящее устройство, системы и способы могут быть применены на практике без этих деталей. "Вариант", "пример" или подобное выражение означает, что конкретный признак, структура или характеристика, описанные в связи с этим вариантом или примером, включена по меньшей мере в один этот вариант, но не обязательно в другие варианты. Фразы "в одном варианте" или подобные им не обязательно ссылаются на один и тот же вариант.
Со ссылкой на Фиг.1 и 2, типичная одноразовая блистерная упаковка (1) для контактной линзы уровня техники образована двумя частями. Эта упаковка (1) включает блистерный упаковочный элемент (2), запечатанный мембраной (3), образующей крышку на упаковке (1), которая может быть отслоена, чтобы освободить контактную линзу (4). На Фиг.3 упаковка по Фиг.2 показана с мембраной (3), отслоенной для освобождения контактной линзы (4). Обычно элемент (2) представляет собой заранее отформованную блистерную упаковку и включает профильное углубление (5), которое обеспечивает углубление, в котором может размещаться линза. Элемент (2) обычно формуют литьем, и упаковку завершают нанесением закрывающей мембраны (3), которая сопрягается с краем (6) для получения герметичного шва. Контактная линза (4) погружена в раствор (7), который поддерживает линзу во влажном состоянии, пока она не извлечена из упаковки. Полученный литьевым формованием элемент (2) делает такую упаковку дорогой для производства, в результате чего контактная линза будет дороже для потребителя.
Фиг.4 показывает стопку из двух одинаковых упаковок (10 и 11) контактных линз уровня техники. Фиг.4 иллюстрирует, что хотя две упаковки легко укладываются в стопку, эта стопка имеет толщину, больше толщины (или глубины) одной упаковки. В идеале упаковки должны занимать как можно меньше пространства, принимая во внимание относительно малый размер контактной линзы. Экономия пространства хранения является важной проблемой в месте производства контактных линз в промышленном масштабе. Существующие блистерные упаковки занимают непропорциональное количество пространства относительно размера линзы, приводя к увеличению затрат на транспортировку и хранение. Фиг.5 показывает множество одинаковых блистерных упаковок (12), уложенных как на Фиг.4 и помещенных в картонную коробку (13). Эта громоздкая, неудобная и материалоемкая форма упаковки существует вследствие общепринятого мнения, что линзы можно укладывать только в жесткие контейнеры, изолирующие линзу от внешней нагрузки.
Примерные изделия
Фиг.6 - вид в перспективе сверху упаковки для контактной линзы согласно одному примерному варианту. Как показано на Фиг.6, данная примерная упаковка (100) включает центральную подложку (110), включающую верхний листовой элемент (150), соединенный с верхней стороной подложки. Согласно одному примерному варианту верхний листовой элемент (150) соединяется с верхней стороной подложки (110) с помощью надежного, но отделяемого соединения, так что верхний листовой элемент (150) может быть отделен от подложки (110) с помощью постоянного и относительно низкого тягового усилия. Кроме того, как подробнее будет описываться ниже, верхний листовой элемент (150) соединяется с верхней стороной подложки (110) достаточно, чтобы позволить стерилизацию в автоклаве примерной упаковки (100) контактной линзы. Дополнительно Фиг.6 показывает, что верхний листовой элемент (150) может содержать различные слова и/или изображения, включая, но не ограничиваясь, фирменное название (300), дизайн (320) и/или информацию (310) о контактной линзе, например, что она предназначена для левого или правого глаза, и инструкции по использованию.
Аналогично, Фиг.7 - вид в перспективе снизу данной примерный упаковки (100) для контактной линзы согласно одному примерному варианту. Как показано, нижний листовой элемент (160) соединяется с нижней поверхностью подложки (110) противоположно верхнему листовому элементу (150). Согласно проиллюстрированному примерному варианту нижний листовой элемент (160) может быть постоянно или достаточно надежно соединен с нижней поверхностью подложки (110). Согласно проиллюстрированному на Фиг.7 примерному варианту нижний листовой элемент (160) может быть закреплен без заботы об удалении, поскольку никакой удаляемый элемент не будет доступен в результате удаления элемента нижнего листа с подложки. Фиг.7 также иллюстрирует примерный конец (220) для удержания рукой или захватный участок, который может быть образован на нижней поверхности подложки (110).
Согласно одному примерному варианту примерный верхний листовой элемент (150) и примерный нижний листовой элемент (160) могут включать ламинированную фольгу. Примерная ламинированная фольга может включать, но без ограничения, нижний или самый внутренний слой, содержащий гомогенный материал, такой как полипропилен, который покрывает по меньшей мере ту область фольги, которая может находиться в непосредственном или жидкостном контакте с линзой. Этот самый внутренний слой должен быть свободен от потенциально токсичных выщелачиваемых материалов. Над этим самым внутренним слоем может быть, согласно одному примерному варианту, слой металлической фольги, например алюминий, который обеспечивает прочность и гибкость многослойному материалу. Над слоем алюминия может быть сформирован верхний слой, включающий полимер, например, без ограничения, полиэтилен, PET или полиамид. Согласно одному примерному варианту верхний и нижний листовые элементы выдерживают заключительную стерилизацию содержимого упаковки, например, с помощью влажного пара, сухого пара или гамма-излучения, а также поддерживают стерильную среду внутри упаковки при длительном хранении контактной линзы.
Аналогичным образом примерный нижний листовой элемент (160) также может включать многослойную фольгу согласно одному примерному варианту. Как упомянуто выше, верхний или самый внутренний слой нижнего листового элемента (160), который находится в физическом или жидкостном контакте с линзой, включает стерилизуемый материал. Нижний листовой элемент (160) также может быть выполнен для поддержания целостности упаковки во время обращения и может содержать те же слои, что верхний листовой элемент (150), который упоминался выше. Как упоминалось, нижний листовой элемент (160) обычно не будет открываться и соответственно может быть постоянно прикреплен к подложке (110), например посредством термосварочного шва или другого по существу неотделяемого соединения. В примерном варианте многослойная фольга, образующая нижний листовой элемент (160), короче по длине, чем подложка (110), так что нижний листовой элемент накрывает и прикрепляется к концу подложки, но не к удерживаемому рукой участку. Слова и изображения также могут быть напечатаны на нижней фольге до или после ее наложения на подложку (110).
На Фиг.8 представлен вид сбоку данной примерной упаковки (100) для контактной линзы согласно одному примерному варианту. Как показано, большая часть высоты данной упаковки (100) состоит из подложки (110). Фиг.8 также показывает верхний листовой элемент (150) и нижний листовой элемент (160), соединенные на противоположных сторонах подложки (110). В некоторых примерных вариантах сагиттальная глубина (глубина изгиба) линзы (200) в ненапряженном состоянии больше внутренней глубины подложки с центральным отверстием («окном») (180). Согласно этому примерному варианту линза (200) сжимается, чтобы поместиться внутри упаковки (100), или сжимается самой упаковкой. Эта примерная конфигурация обеспечивает более легкую и более компактную упаковку (100). Однако данная примерная упаковка (100) контактной линзы не ограничивается упаковкой, в которой контактная линза (200) сжата. Напротив, данные примерные идеи и способы скорее пригодны для упаковки (100), имеющей образованную центральным окном (180) внутреннюю полость, которая больше сагиттальной глубины контактной линзы (200).
На Фиг.9 представлен вид в перспективе сверху частично открытой упаковки для контактной линзы согласно одному примерному варианту. Как показано на Фиг.9, примерная подложка (110) включает образованное в ней окно (180). Согласно одному примерному варианту контактная линза (200) располагается в окне (180) либо одна, либо вместе с элементом восстановления формы (не показан), например пружинным диском или губкой. Фиг.9 также иллюстрирует отметку (170) шва, показывающую, где верхняя фольга (150) была приклеена к верхней стороне примерной подложки (110). Как показано на Фиг.9, отметка (170) шва может включать пик (175) или точку, используемые для начала отделения верхнего листового элемента (150) от подложки (110). Согласно одному примерному варианту включение пика (175) позволяет прикладывать начальную силу, сообщаемую фольге, к относительно малой области склеенного материала, посредством этого облегчая начало отделения верхнего листового элемента (150) от подложки (110). Согласно одному примерному варианту относительно большая часть верхнего листового элемента (150) может быть приклеена к подложке (110), усиливая барьер между атмосферой и контактной линзой (200). Следовательно, по сравнению с традиционной упаковкой, данная примерная система упаковки снижает риск того, что произойдет потеря стерильности контактной линзы.
Фиг.10 дополнительно иллюстрирует результат удаления верхнего листового элемента (150) с подложки (110) согласно одному примерному варианту. Как упоминалось, контактная линза (200) может быть сжата при помещении в область окна (180) подложки (110), и верхний листовой элемент (150) и нижний листовой элемент (160) приклеиваются к подложке. Как только верхний листовой элемент (150) удаляется, контактная линза (200) может вернуться к ее естественной сагиттальной глубине. Как показано на Фиг.10, линза (200) может вернуться к ее естественной искривленной форме без внешнего побуждения. В качестве альтернативы элемент в виде пружинного диска или губки может быть включен в отверстие (180), чтобы помочь линзе вернуться в ее естественную форму.
Фиг.11 иллюстрирует примерную систему (100) упаковки контактной линзы, включающую пружинный диск (190), расположенный в окне (180). Для ясности удалена контактная линза (200, Фиг.10), которая опирается на пружинный диск (190). Согласно одному примерному варианту пружинный диск (190) может располагаться в окне (180) как интегральная часть подложки (110). Альтернативно пружинный диск (190) может быть отдельным элементом, расположенным в окне (180) без соединяющей конструкции, позволяя пружинному диску (190) плавать в отверстии. Кроме того, пружинный диск (190) может включать удерживающие элементы, например фланец или другой компонент, который взаимодействует с подложкой (110), чтобы поддерживать положение пружинного диска без интегрирования его в подложку.
Как показано в примерном виде в перспективе снизу на Фиг.12, нижний листовой элемент (160) не удаляется во время извлечения контактной линзы (200, Фиг.10) из системы упаковки контактной линзы. Наоборот, согласно одному примерному варианту нижний листовой элемент (160) прочно приклеивается к нижней поверхности подложки (110) без отрывных язычков или любого другого материала, позволяющего удалить листовой элемент. Также на Фиг.12 показана зубчатая область (140) захвата в подложке (110), помогающая захватывать и отделять верхний листовой элемент (150) от подложки.
Фиг.13 - перспективный вид в сечении частично открытой упаковки для контактной линзы согласно одному примерному варианту. Как показано на Фиг.13, подложка (110) образует окно (180) для размещения контактной линзы (200) и других элементов. Например, согласно одному примерному варианту под линзой (200) может присутствовать элемент (190) восстановления формы, такой как пружинный диск или губка.
Согласно одному примерному варианту показанному на Фиг.13, подложка (110) может быть выполнена из множества материалов, включая стерилизуемую барьерную область (130), которая может быть обращена к линзе (200). Эта стерилизуемая барьерная область (130) может включать согласно одному примерному варианту гомогенный материал, например естественный или гомополимерный полипропилен, для сохранения стерильности линзы после заключительной стерилизации. В качестве альтернативы стерильная область (130) может быть сформирована из любого количества стерилизуемых материалов, утвержденных FDA. Согласно этому примерному варианту оставшаяся часть подложки (110) состоит из материала основы (120). Материал основы (120) может содержать по существу любой материал, так как материал основы (120) не контактирует с линзой и не обращен к ней, и поэтому может содержать любые красители, отделки, может быть жестким и иметь другие свойства, желаемые для материала основы (120).
Вследствие того, что материал основы (120) не контактирует и не обращен к линзе (200), требования к стерильности не ограничивают выбор материалов. Например, согласно одному примерному варианту материал основы (120) может включать, но не ограничивается, стеклонаполненный полипропилен, акрилонитрилбутадиенстирол, полистирол, полиэтилентерефталат, сополимерный полипропилен, полиметилпентен, поликарбонат, полисульфон, нафтолят полиэтилена, сополимерный циклический олефин, фторированный этилен-пропилен и т.д. для достижения необходимой окраски, отделки, формы и т.д.
Упаковка (100), включающая как барьерный материал (130), так и материал основы (120), может быть сформирована, согласно одному примерному варианту, с помощью процесса двухэтапного формования и предусматривает значительную гибкость проектирования. Дополнительные подробности процесса двухэтапного формования будут предоставлены ниже. Как показано на Фиг.13, подложка включает край (210) упаковки, который содержит линзу (200), и конец (220), который может удерживаться пользователем, чтобы открыть упаковку для использования. Удерживаемый конец (220) в упаковке обеспечивается для упрощения обращения с упаковкой.
Обратимся теперь к Фиг.14, которая иллюстрирует покомпонентное представление данной примерной упаковки контактной линзы согласно одному примерному варианту. Как показано, элемент (190) восстановления формы, который может включать, но не ограничивается, пружинный диск или губку, может находиться физически отдельно от подложки (110). Согласно этому примерному варианту наличие элемента (190) восстановления формы физически отдельно подложки (110) допускает свободное плавание элемента (190) восстановления формы в центральном отверстии (180). Кроме того, согласно одному примерному варианту, подробно изложенному ниже со ссылкой на Фиг.39, производство данной примерной упаковки (100) контактной линзы с элементом (190) восстановления формы отдельно от подложки (110) допускает обратную сборку упаковки контактной линзы и предварительное соединение верхнего листового элемента (150) с верхней стороной подложки (110).
Как упоминалось ранее, гибкость в использовании различных материалов, цветов, отделок и механических свойств может быть обеспечена данной примерной упаковкой с помощью формирования как участка барьерного материала (130), так и участка материала основы (120), согласно одному примерному варианту, с помощью процесса двухэтапного формования. Фиг.15 - боковой поперечный разрез подложки (110) упаковки контактной линзы, образованной с помощью двухэтапного формования, согласно одному примерному варианту. Как показано на Фиг.15, подложка (110) включает как материал основы (120), так и покрытие (130) из барьерного материала.
Согласно одному примерному варианту материал основы (120) может быть сформирован из любых материалов, включая непищевые материалы. Эта гибкость обеспечивает возможность выбирать материалы на основе цвета, текстуры, свойств материала, стоимости и т.п. Согласно этому примерному варианту материал основы (120) может быть сформирован с помощью первого этапа из процесса двухэтапного формования. После создания материала основы (120) может быть сформировано покрытие (130) из барьерного материала с помощью второго этапа из процесса двухэтапного формования. Как показано, это образует слой покрытия (130) из барьерного материала на материале основы (120). Хотя создание формованной в два этапа подложки (110), проиллюстрированной на Фиг.15, описывается как формирование сначала материала основы (120) вслед за формированием покрытия (130) из барьерного материала, порядок операций и создания может быть изменен на противоположный.
Согласно одному примерному варианту толщина покрытия (130) из барьерного материала на верхнем слое материала основы (120) может быть приблизительно равна, без ограничения этим, 0,01 мм, а материал основы может иметь толщину приблизительно, без ограничения этим, 0,70 мм. Хотя данная структура подложки описана применительно к формированию подложки (110) для использования с элементом (150) верхнего листа и элементом (160) нижнего листа, те же принципы и методы использования способа двухэтапного формования для создания материала основы (120) и покрытия (130) из барьерного материала также могут применяться к традиционным лоткам, например проиллюстрированным на Фиг.1-5.
При использовании в данном документе и в прилагаемой формуле изобретения термин "барьерный материал" или "покрытие из барьерного материала" предназначаются для понимания как любой материал, который нетоксичен и не выщелачивается и может использоваться для формирования части составной упаковки, которая контактирует с линзой и/или средой увлажнения.
В дополнение к нанесению верхнего слоя подложки (110) с использованием способа двухэтапного формования, отверстие (180), сконфигурированное для размещения контактной линзы (200), также покрывается покрытием (130) из барьерного материала для гарантии, что контактная линза не подвергается воздействию материала основы (120) во время производства или хранения. Фиг.16 - боковой поперечный разрез подложки контактной линзы, включающей центральное отверстие, образованное с помощью формы с двухразовым нанесением клея, согласно одному примерному варианту. Как показано, внутренняя стенка отверстия (180) покрывается барьерным материалом (130), чтобы обеспечить стерильность контактной линзы. Как показано, контактная линза будет герметично запечатана как от внешней атмосферы, так и материала основы (120) на каждой стороне с помощью барьерного материала (130), а на верхней и нижней поверхностях с помощью, соответственно, верхнего листового элемента (150) и элемента (160) нижнего листа. Согласно одному примерному варианту форма, используемая для образования барьерного материала (130) на внутренней стенке окна (180), может быть выполнена для обеспечения более толстого слоя стерилизуемого барьерного материала по сравнению со слоем этого материала, образуемого на материале основы (120), чтобы обеспечить стерильность содержащего линзу окна (180). Согласно одному примерному варианту барьерный материал (130) на внутренней стенке окна (180) может меняться в толщине, но не ограничивается диапазоном приблизительно от 0,10 мм до 0,20 мм.
Согласно одному примерному варианту материал основы (120) составляет основную часть подложки (110). Барьерный материал (130) находится в слое выше материала основы (120) и окружает центральное окно (180). Барьерный материал поверх подложки (110) также может служить для связки верхнего листового элемента (150) с подложкой (110). Например, верхний листовой элемент (150) может быть прикреплен к подложке (110) посредством отделяемого термосварного шва между ними, который обычно называют отслаиваемым швом. Барьерный материал (130) может быть полипропиленом, и полипропилен, покрывающий верхнюю часть подложки (110), может быть соединен с полипропиленом на нижней части верхнего листового элемента (150) с помощью отслаиваемого шва. Верхний листовой элемент может быть прикреплен к настолько большой области верхней стороны подложки (110), насколько необходимо, что сформировать клеевое соединение, которое не нарушит или подвергнет риску стерильность контактной линзы (200). Фиг.13 иллюстрирует отметку (170) клеевого шва на подложке (110), которая шире, чем используемые склейки по краям в традиционной упаковке. Это обеспечивает прочное клеевое соединение для защиты стерильности. Клейкое вещество также включает заостренный конец (175, Фиг.12) в направлении удерживаемого конца (220, Фиг.13) упаковки, который помогает потребителю начать отслоение и оттянуть верхний листовой элемент (150, Фиг.13).
Обращаясь теперь к форме и особенностям элемента (110) подложки в данной примерный упаковке (100) контактной линзы, Фиг.17-18 иллюстрируют вид сверху и вид снизу центральной подложки (110) в упаковке контактной линзы, согласно одному примерному варианту. Как показано на Фиг.17, удерживаемый конец (220) у примерной подложки (110) включает зубчатую поверхность (140) захвата для помощи пациенту в правильном захвате и удержании подложки во время открывания упаковки (100). Как показано, удерживаемый конец (220) у примерной подложки (110) может быть тоньше конца (210) упаковки у подложки. Согласно этому примерному варианту более тонкая часть удерживаемого конца (220) позволяет примерной подложке (110) изгибаться от удерживаемого конца (220) во время открывания пациентом на больший радиус, чем край (210) упаковки. Эта особенность способствует более надежному схватыванию верхнего листового элемента (150, Фиг.14) во время открытия.
Фиг.18 иллюстрирует особенность нижней поверхности данной примерной подложки (110). Как показано, на нижней поверхности подложки (110) может быть сформирована удерживающая опора (800) вокруг центрального отверстия (180). Согласно этому примерному варианту, элементу восстановления формы (190, Фиг.14) или другой детали может быть задан размер больше, чем сквозное отверстие в центральном отверстии (180), так что элемент восстановления формы входит в зацепление с удерживающей опорой (800), когда вставляется снизу. Как только он вставлен в удерживающую опору (800), элемент восстановления формы (190, Фиг.14) будет затем удерживаться с помощью соединения элемента нижнего листа (160, Фиг.14) с нижней поверхностью подложки (110), посредством этого ограничивая элемент восстановления формы. Согласно этому примерному варианту удерживающая опора (800) предотвращает препятствие элемента восстановления формы (190, Фиг.14) извлечению контактной линзы (200, Фиг.14) из упаковки (100, Фиг.14) после открывания.
Фиг.19 и 20 - виды сверху центральной подложки (110) в упаковке контактной линзы (100, Фиг.14) согласно одному примерному варианту. В отличие от предыдущих подложек (110, Фиг.17 и 18), примерные подложки, проиллюстрированные на Фиг.19 и 20, включают элемент (190) восстановления формы, сформированный в виде неотъемлемой части подложки (110). Как показано, элемент восстановления (190) образуется непосредственно в центральном отверстии (180), где он будет принимать вставленную контактную линзу (200). Согласно этому примерному варианту элемент (190) восстановления формы может быть полностью сформирован из барьерного материала (130), или в качестве альтернативы может быть сформирован из материала основы (120), покрытого барьерным материалом (130), например с помощью процесса двухэтапного формования. Однако, как показано, форма и структура элемента (190) восстановления формы может меняться, как описано в Заявке на патент США с порядковым № 10/781,321, полностью включенной в этот документ посредством ссылки.
Фиг.21 - вид сбоку участка (140) захвата в центральной подложке (110) для упаковки (100) контактной линзы, согласно одному примерному варианту. Как показано, участок (140) захвата, сформированный на удерживаемом конце (220) в подложке, включает несколько гребней для увеличения поверхностного трения участка захвата. Хотя трение может быть увеличено с помощью гребней, сформированных на участке (140) захвата, может быть сформировано любое количество эстетичных и эргономичных прорезей и ребер на участке захвата центральной подложки (110).
Хотя Фиг.21 иллюстрирует выступающие гребни как используемые для увеличения трения участка (140) захвата, любое количество конфигураций может использоваться для увеличения трения и обеспечивать подходящий участок (140) захвата, согласно различным вариантам. Как показано на Фиг.22-25, могут быть сформированы несколько примерных простых конструктивных элементов для удерживания. Фиг.22 иллюстрирует ребра или гребни (230) на удерживаемом конце (220) в подложке (110). Фиг.23 иллюстрирует прорези (240) на удерживаемом конце (220) в подложке (110). Фиг.24 иллюстрирует полоски (250) захвата на удерживаемом конце (220) в подложке (110). Фиг.25 показывает область (260) трения, выполненную с помощью черновой обработки или выбора фрикционного материала и т.д., на удерживаемом конце (220) в подложке (110). В одном примерном варианте, подложка (110) примерно 40 мм в длину, 25 мм в ширину и 1 мм в толщину.
Как упоминалось ранее, элемент (190) восстановления формы может допускать любое количество форм и структур. Фиг.26 и 27 иллюстрируют две примерные структуры пружинного диска.
Кроме того, показанные на Фиг.28-37 элементы (190) восстановления формы могут быть выполнены из вспененного или губчатого материала. Согласно одному примерному варианту элемент (190) восстановления формы в виде вспененной или губчатой структуры может сжиматься вместе с контактной линзой (200), а затем расширяться, когда открывается упаковка (100) контактной линзы. Использование губки или вспененного материала также удобно для удержания жидкости и содействия размещению линзы (200) во время производства. Этот материал может включать любой стерильный сжимаемый материал, например вспененный полипропилен или поливиниловый спирт. Указанная пена может обладать структурой с открытой ячейкой или закрытой ячейкой. Структура с закрытой ячейкой может быть удобна для сообщения линзе сильной восстанавливающей силы при открывании упаковки, в то же время структура с закрытой ячейкой может служить для сбора любой избыточной увлажняющей среды при открывании упаковки. Как подробно описано на чертежах, каждая из губчатых или пенных структур включает специально оформленный выступ, сконфигурированный для помощи в восстановлении формы и правильного представления контактной линзы (200, Фиг.14), когда открывается упаковка (100) контактной линзы. В идеале контактная линза была бы представлена наружной поверхностью вверх, так что наружная поверхность контактной линзы может быть захвачена кончиками пальцев без загрязнения внутренней поверхности, которая будет контактировать с глазом пользователя. Как показано на Фиг.28, 29 и 30, элемент (190) восстановления формы может иметь форму пуговицы. Центр этой «пуговицы» может быть пустым, как показано на Фиг.29, или сплошным, как показано на Фиг.30, согласно одному примерному варианту. На Фиг.31 показан элемент восстановления формы с двумя выступами согласно одному примерному варианту. На Фиг.32 показано сечение элемента восстановления формы с двумя выступами по Фиг.31. В варианте по Фиг.32 элемент восстановления с двумя выступами имеет пустой центр, но аналогичен показанным на Фиг.29 и 30 вариантам, в которых центр также мог быть сплошным. На Фиг.33, 34 и 35 показан выпуклый элемент восстановления формы с выступом согласно одному примерному варианту. На Фиг.36 и 37 показан элемент восстановления формы пуговичного типа с полостью в центре.
Примерные способы производства
Согласно одному примерному способу подложка (110, Фиг.15) производится со стерилизуемым барьерным материалом, покрывающим материал основы по меньшей мере в областях, которые могут вступать в контакт с линзой непосредственно или через жидкость. Это может достигаться посредством ряда производственных процессов, например процесса двухэтапного литья. Как показано на Фиг.38, двухэтапное литье под давлением включает инжекцию первого материала основы (120, Фиг.16) в однополостную пресс-форму (этап 2100). Согласно одному примерному варианту материал основы (120, Фиг.16) формуется в подложку на первом этапе. Как только первый материал начал остывать, инжектируют второй материал (этап 2110). Поскольку материалы могут храниться отдельно на всем протяжении процесса, стерилизуемый барьерный материал может защищаться от загрязнения с помощью материала основы. Для создания подложки из двух материалов также может использоваться накладка, вплавление, или любой известный способ покрытия. Гибкость, доступная для проектирования упаковки (100, Фиг.15), значительно увеличивается, так как материал основы (120, Фиг.16) может выбираться по любому количеству характеристик, таких как цвет, обработка, плотность, прочность, другие механические свойства и т.д., не принимая во внимание то, насколько материал совместим со стерильной средой линз.
Теперь обратимся к Фиг.39, которая показывает процесс сборки линзы и упаковки после того, как произведена подложка (110, Фиг.14). Верхний лист (150, Фиг.14) затем прикрепляется отделяемым термосварным швом к верхней части подложки (этап 5300). Согласно одному примерному варианту, легко отделяемый шов образуется с помощью помещения стерилизуемого барьерного слоя на верхнюю фольгу (150, Фиг.15), содержащую полипропилен после слоя стерилизуемого или барьерного материала (120, Фиг.16), содержащего полипропилен на верхней стороне подложки (110, Фиг.16), и приложения тепла к фольге в местах прикрепления, например в области шва (170, Фиг.11). Это может выполняться с помощью пресса, имеющего нагреваемые участки. Также могут использоваться различные другие способы, включая, без ограничения, лазерную сварку. Этот этап предпринимается до того, как линза находится в упаковке, и свободен от ограничений, налагаемых наличием линзы и жидкости в упаковке. Кроме того, соединение верхнего листа (150, Фиг.15) с подложкой обычно является деликатной операцией, так как шов должен выдерживать автоклавирование, в то же время обеспечивая плавное и легкое открывание. Согласно одному примерному варианту соединение верхнего листового элемента (150, Фиг.15) с подложкой (110, Фиг.15) может выполняться на стороне и может запасаться, посредством этого сокращая время сборки. Удаляемые клеевые соединения, используемые в традиционной упаковке, имеют ширину около 2 мм и обязаны обладать прочным клеевым соединением, которое может быть трудно удалить, чтобы сохранять стерильность. Примерный способ может приклеивать верхний листовой элемент (150, Фиг.15) к настолько большой части подложки (110, Фиг.15), насколько необходимо, чтобы достичь более рассредоточенного прилипания, которое обладает более прочным итоговым клеевым соединением, но использующим более слабое местное прилипание, что позволяет отгибать верхний листовой элемент (150, Фиг.15) более равномерно. Кроме того, заостренный конец (175, Фиг.11) в клеевом соединении делает отсоединение листа проще, когда открывается упаковка (100, Фиг.13). Этот этап производства может выполняться раньше закладки линзы; подложка и прикрепленная верхняя фольга может храниться в качестве незавершенной продукции, пока производитель не готов завершить процесс.
Как только верхний листовой элемент (150, Фиг.14) соединяется с подложкой, линза и необязательный элемент восстановления формы могут располагаться в центральном отверстии (этап 5310). Согласно одному примерному способу сборки подложка (110, Фиг.14) меняется с верхним листовым элементом (150, Фиг.14), ориентированным вниз. Линза (200, Фиг.14) затем прикрепляется к присоске сборочной руки. Рука размещает линзу (200, Фиг.14) в центральном отверстии (180, Фиг.14) подложки. Жидкость может помещаться в упаковку перед тем, как вставляется линза, или вместе с линзой.
Когда линза (200, Фиг.14) и необязательный элемент восстановления формы (190, Фиг.14) вставлены в центральное отверстие (180, Фиг.14), нижний листовой элемент (160, Фиг.14) может быть прочно приклеен к задней стороне подложки (110, Фиг.14). Согласно одному примерному варианту обеспечивают постоянное прикрепление нижнего листового элемента (160, Фиг.14) к подложке (110, Фиг.14) с помощью пресса или другого промышленного устройства. Так как нижний листовой элемент не нужно удалять, он может прикрепляться с помощью полнообъемного клеевого соединения, более быстрого процесса. Так как этот элемент не нужно удалять, для его прикрепления может использоваться любой подходящий процесс прилипания, включая высокотемпературное полипропиленовое прикрепление. В процессе прикрепления верхнего листового элемента (150, Фиг.14) линза (200, Фиг.14) может сжиматься в зависимости от толщины подложки (110, Фиг.14).
Согласно одному альтернативному примерному варианту верхняя фольга прикрепляется к губчатому элементу с помощью поверхностного натяжения или иным образом. Линза (200, Фиг.14) удерживается под губчатым элементом с помощью поверхностного натяжения с заключенной в губке жидкостью. Нижний листовой элемент (160, Фиг.14) затем может быть прикреплен к подложке (110, Фиг.14), размещая и сжимая линзу (200) и губку, в зависимости от размера подложки. В качестве альтернативы вместо губки может использоваться диск.
Поскольку упаковка не заполняется большим количеством солевого раствора, что является общепринятым в традиционной упаковке, солевая жидкость не выбрызгивается из упаковки, когда она открывается, что часто случается, когда открывается традиционная упаковка. Кроме того, поскольку в соответствии с различными примерными вариантами, раскрытыми в этом документе, линза ограничивается одним положением и ориентацией и легко может размещаться потребителем, линза может легко извлекаться из упаковки путем помещения пальца только на внешнюю поверхность линзы, оставляя стерильной другую сторону (которая будет располагаться на глазу). Таким образом предотвращается обычный с традиционной упаковкой случай, когда пользователь касается обеих сторон линзы при ее поиске в солевом растворе в лотке, или линза поднимается над лотком и может коснуться нестерильного верхнего края лотка. Данная примерная система и способ также облегчают ориентацию и размещение линзы на пальце для введения в глаз по сравнению с традиционной упаковкой, где линза может плавать в различных ориентациях в лотке.
В дополнение к проиллюстрированным выше симметричным образцам, данная примерная упаковка (100, Фиг.14) может быть выполнена в любой форме или конфигурации, чтобы соответствовать возвратной упаковке. Согласно одному примерному варианту, проиллюстрированному на Фиг.40, 41 и 42, одна сторона (500) упаковки (100), включающая подложку (110) и верхний листовой элемент (150), по сути является прямолинейной, чтобы приспособиться к линейной стенке возвратной упаковки.
Кроме того, как показано на Фиг.43, противоположные упаковки, предназначенные для разных глаз, могут иметь противоположные края, образованные с помощью линейного края (500) для дополнительного облегчения упаковывания в возвратную упаковку (505), как показано на Фиг.44.
Как упоминалось ранее, описанные выше примерные системы и способы могут использоваться для формирования упаковки для любого требуемого объекта, который мог бы храниться в стерильной среде, включая, но не ограничиваясь, внутриглазные имплантаты, накладки, шовные материалы, медицинские имплантаты, медицинские инструменты, зубные имплантаты, стоматологическое оборудование и т.п. В частности, возможность производить заранее собранную упаковку, включающую легко снимаемый верхний слой фольги и обратно загружаемое содержимое с последующим постоянным клеевым соединением, может использоваться для производства упаковки для медицинской области, стоматологической области, оптической области, чувствительных электронных применений и т.п.
В заключение, данная упаковка контактной линзы превосходит традиционную упаковку по многим направлениям. Она гораздо менее громоздка и может легко складываться в стопку. Это дает возможность менее затратной перевозки и более удобно для потребителей в хранении и транспортировке. Упаковка сохраняет контактную линзу в неподвижной ориентации и положении, так что пациент может легко извлекать линзу без поиска ее или прикосновения к контактирующей с глазом поверхности линзы пальцем или другой нестерильной поверхностью. Процесс производства превосходит традиционные процессы, потому что он создает более широкий шов для соединения фольги, который создает меньший риск загрязнения и отгибается равномернее. Кроме того, данный примерный процесс двухэтапного формования добавляет гибкости для включения любого количества материалов в производство слоя подложки, посредством этого открывая возможность включения различных цветов, текстур и механических свойств, не жертвуя стерильностью.
Предшествующее описание представлено только для иллюстрации и описания примерных вариантов системы и процесса. Оно не является исчерпывающим и не предназначено для ограничения предлагаемой системы и способа. Многие модификации и варианты возможны в объеме описанного изобретения. Подразумевается, что объем изобретения определяется прилагаемой формулой изобретения.
Реферат
Упаковка с контактной линзой содержит подложку, образующую отверстие, и контактную линзу, содержащуюся в этом отверстии. При этом указанная подложка включает первый материал и второй материал. Причем указанный первый материал является барьерным материалом. Подложка содержит первую часть и вторую часть. Причем указанная первая часть открыта к контактной линзе, содержащейся в указанном отверстии, и указанная первая часть включает слой из указанного первого материала. Изобретение направлено на создание недорогой и соответствующей экологическим стандартам упаковки для контактных линз, которая удовлетворяет требованиям стерильности, является прочной и позволяет безопасно и легко извлекать содержимое. 12 з.п. ф-лы, 44 ил.
Формула
подложку (110), образующую отверстие (180); и
контактную линзу (200), содержащуюся в этом отверстии (180);
при этом указанная подложка (110) включает первый материал (130) и второй материал (120); причем указанный первый материал (130) является барьерным материалом;
указанная подложка (110) содержит первую часть и вторую часть; причем указанная первая часть открыта к контактной линзе (200), содержащейся в указанном отверстии (180); и указанная первая часть включает слой из указанного первого материала (130).
второй лист (160), присоединенный к второй стороне подложки (110).
Комментарии