Пластмассовый сосуд с выпускной насадкой - RU2555666C2
Код документа: RU2555666C2
Чертежи





Описание
Изобретение относится к пластмассовому сосуду с выпускной насадкой согласно ограничительной части пункта 1 формулы изобретения.
Обычные в прошлом сосуды из белой или цветной жести, из стекла или керамики все больше заменяются сосудами из пластмассы. В частности, для упаковки текучих веществ, например, для применения в домашнем хозяйстве, в сельском хозяйстве, промышленности и т.д., в настоящее время используются в основном пластмассовые сосуды. Небольшой вес и небольшая стоимость играют немаловажную роль в этой ситуации. Применение вторично используемых пластмассовых материалов и в целом более благоприятный общий баланс энергии способствуют распространению применения пластмассовых сосудов.
Однослойные или многослойные пластмассовые сосуды часто изготавливают с помощью так называемого экструзионно-раздувного способа, в частности, способа экструзии рукава с раздувом. Используемые для экструзионно-раздувного способа машины для экструзии с раздувом имеют, как правило, один или несколько экструдеров для подачи необходимого пластмассового материала. Выход экструдера соединен с экструзионной головкой, из выходного сопла которой, предпочтительно с регулируемой шириной раскрыва, выходит экструдированный рукав. Экструдированный рукав может быть выполнен однослойным или многослойным. Выходящий из выходного сопла непрерывно или по существу непрерывно рукав передается в систему формования раздувом и раздувается с помощью вводимого в полое пространство формы дорна для раздувания за счет повышенного давления. После этого раздутый пластмассовый сосуд извлекают из полости формы.
Пластмассовые сосуды из полиэтилентерефталата (РЕТ) и аналогичных материалов изготавливают в большинстве случаев так называемым способом выдувания с растягиванием. При этом сначала в процессе литья под давлением изготавливают в форме для литья под давлением цилиндрическую заготовку. В последнее время предлагаются также способы формования выдавливанием для изготовления заготовок. Заготовка имеет по существу продолговатое, цилиндрическое тело и выполнена закрытой на одном продольном конце. Опорное кольцо отделяет тело от горловинного участка с выпускным отверстием. Горловинный участок имеет уже будущую форму бутылочной горловины. На наружной стороне горловинного участка могут быть уже выполнены резьбовые участки или т.п. для фиксации закрывающей части. Заготовку после ее изготовления извлекают из формы и сразу же обрабатывают или отправляют на склад для более поздней обработки в машине для выдувания бутылок. Перед дальнейшей обработкой в машине для выдувания бутылок заготовку при необходимости подвергают кондиционированию, после этого ее помещают в форму машины для выдувания бутылок. В форме для выдувания заготовку затем выдувают с помощью вдуваемого с повышенным давлением газа и при этом в большинстве случаев дополнительно вытягивают с помощью вытягивающего дорна. Уже известен способ формования с раздувом, в котором процесс раздува осуществляют непосредственно после отливки заготовки. При этом заготовка остается на литьевом сердечнике, который одновременно образует своего рода вытягивающий дорн. Заготовку снова раздувают с помощью избыточного давления в соответствии с полостью формы для раздувания, и при этом вытягивают с помощью вытягивающего дорна. После этого готовый пластмассовый сосуд извлекают из формы.
В зависимости от вида подлежащего литью вещества, изготавливаемые с помощью экструзионно-раздувного способа или способа выдувания с вытягиванием пластмассовые сосуды часто снабжают различными выпускными насадками. Выпускная насадка должна, например, обеспечивать возможность выливания без разбрызгивания, упрощать дозирование или обеспечивать плоское выливание содержащегося в сосуде вещества. Наряду с согласованием с соответствующим веществом, применение выпускной насадки имеет также то преимущество, что одинаковый вид пластмассовых сосудов можно по желанию владельца разливочной машины снабжать различными выпускными насадками. Выпускная насадка может быть снабжена приспособлениями, которые обеспечивают возможность закрывания сосуда. Например, для этого на верхней стороне шарнирно присоединена поворотная закрывающая часть. Однако могут быть также предусмотрены выпускные насадки, которые имеют наружную резьбу или участки наружной резьбы, которые взаимодействуют с внутренней резьбой или участками внутренней резьбы вращаемой крышки.
При приведении в действие вращаемой крышки, в частности, при навинчивании, выпускная насадка может также приводиться во вращение за счет прилагаемого крутящего момента. Это может затруднять навинчивание вращаемой крышки. Однако вращение выпускной насадки может приводить, прежде всего, к тому, что выпускная насадка не занимает своего предусмотренного номинального положения относительно тела сосуда, соблюдение которого требуется в настоящее время обычно с точностью ±15°. Поэтому со стороны изготовителей сосудов или владельцев разливочных машин в настоящее время предпринимаются значительные усилия для обеспечения точного положения выпускной насадки и предотвращения вращения выпускной насадки при приведении в действие вращаемой крышки.
В одном варианте выполнения после заполнения пластмассового сосуда установленную выпускную насадку склеивают с горловиной сосуда, в которой она установлена. Не учитывая дополнительные затраты труда и дополнительную стоимость, применяемый для склеивания клей является нежелательным при утилизации пластмассовых сосудов и требует выполнения дополнительных стадий отделения и чистки. Приклеивание выпускной насадки с помощью технологии электрической сварки также означает значительные технические и финансовые затраты.
В одном альтернативном варианте выполнения предусмотрено, что выпускную насадку после заполнения запрессовывают в горловину сосуда, и она удерживается там с фрикционным замыканием. Для преодоления сил при запрессовке выпускной насадки в горловине сосуда применяют относительно большие силы. Это означает, что пластмассовый сосуд должен выдерживать относительно высокое давление сдавливания. Для обеспечения этого пластмассовый сосуд должен иметь увеличенную толщину стенки, что приводит к увеличению веса изготавливаемых сосудов. За счет этого изготовление пластмассового сосуда становится значительно дороже.
В другом варианте выполнения выпускную насадку устанавливают непосредственно после формирования раздувом пластмассового сосуда в еще горячую горловину сосуда. При охлаждении пластмассового сосуда уменьшается диаметр горловины сосуда. За счет этого горловина сосуда по существу насаживается в горячем состоянии на выпускную насадку. За счет этого выпускная насадка фиксируется практически без возможности движения в своем положении. Однако недостатком этого варианта выполнения является то, что сосуд необходимо заполнять через выпускную насадку. За счет этого уменьшается скорость заполнения. В зависимости от выполнения выпускной насадки могут быть также необходимы дополнительные модификации разливочной машины, что отрицательно сказывается на стоимости.
Независимо от того, устанавливается ли выпускная насадка после изготовления сосуда или лишь после заполнения, в любом случае необходимо очень точно ориентировать выпускную насадку относительно тела сосуда.
Для противодействия вращению установленной выпускной насадки при отвинчивании вращаемой крышки уже предлагалось снабжать вращаемую крышку и выпускную насадку средством скольжения, в частности, покрытием. Средство скольжения должно быть инертным относительно заполняемого продукта, и, в частности, в случае продуктов питания должно быть безвредным для потребителя. Поэтому выбор подходящих средств скольжения относительно ограничен. Нанесение средства скольжения на вращаемую крышку и/или выпускную насадку требует дополнительных затрат труда и дополнительных расходов.
Поэтому задачей данного изобретения является устранение этих недостатков известных из уровня техники пластмассовых сосудов с выпускной насадкой. Должна обеспечиваться возможность отказа от средств скольжения. Пластмассовый сосуд и соответствующая выпускная насадка должны быть модифицированы так, что обеспечивается возможность простого монтажа. Должна обеспечиваться возможность отказа от дополнительных стадий фиксации выпускной насадки. Должна обеспечиваться также возможность отказа от клея, который при утилизации пластмассовых сосудов может приводить к дополнительным затратам труда. При этом решение не должно противоречить желанию оптимизации пластмассового сосуда относительно его веса. Должны быть созданы предпосылки для использования модифицированных выпускных насадок с интегрированными или альтернативно расположенными закрывающими приспособлениями.
Решение этих задач обеспечивается с помощью пластмассового сосуда с выпускной насадкой, который имеют указанные в отличительной части пункта 1 формулы изобретения признаки. Модификации и/или предпочтительные варианты выполнения изобретения являются предметом зависимых пунктов формулы изобретения.
С помощью изобретения создан пластмассовый сосуд с выпускной насадкой, которая предназначена для установки на горловине сосуда и имеет одно или несколько закрываемых выпускных отверстий. На горловине сосуда образовано по меньшей мере одно утолщение, которое выступает из стенки горловины и образовано формованием раздувом. Формование раздувом может быть также экструзионно-раздувным или выдуванием с вытягиванием. Выпускная насадка имеет предназначенное для соединения с горловиной сосуда тело, которое выполнено в соответствии с окружным контуром горловины сосуда. В стенке тела, обращенной к снабженной по меньшей мере одним утолщением стенке горловины, выполнено соответствующее количество гнезд для утолщений. В отличие от известных из уровня техники пластмассовых сосудов по меньшей мере одно выполненное раздувом утолщение выполнено во внутренней стенке горловины сосуда. По меньшей мере одно гнездо на теле выпускной насадки предусмотрено в соответствии с этим в наружной стенке тела выпускной насадки.
Снабженная по меньшей мере одним соответствующим гнездом выпускная насадка обеспечивает возможность быстрого монтажа обычным образом на снабженной по меньшей мере одним утолщением горловине сосуда, в частности, посредством насаживания. Монтаж выпускной насадки на горловине сосуда можно осуществлять как обычно после заполнения; нет необходимости в технической модификации устройств заполнения. Поскольку выпускная насадка после монтажа удерживается на горловине сосуда с геометрическим замыканием, то она может иметь несколько меньший диаметр, чем горловина сосуда. За счет этого при монтаже выпускной насадки требуются значительно меньшие силы, и пластмассовый сосуд не должен иметь повышенной стойкости к давлению сдавливания. Соединение с геометрическим замыканием между выпускной насадкой и горловиной сосуда может быть выполнено подвижным в определенной зоне окружности. Однако как только по меньшей мере одно утолщение приходит в упор с окружным краем гнезда, то подвижность прекращается, и можно, например, отвинчивать с выпускной насадки вращаемую крышку или навинчивать на нее. Соединение с геометрическим замыканием между выпускной насадкой и горловиной сосуда позволяет отказаться от клея. Это делает изготовление сосуда более дешевым и облегчает утилизацию после его использования. Выполнение в соответствии с изобретением пластмассового сосуда и выпускной насадки позволяет также отказаться от покрытий скольжения для выпускной насадки и/или вращаемой крышки.
На внутренней стенке горловины сосуда может быть предусмотрено одно или несколько, например, два расположенных противоположно друг другу утолщения. В соответствии с этим, выпускная насадка снабжена соответствующим количеством гнезд; например, она имеет два лежащих противоположно друг другу гнезда.
За счет того, что образованы по меньшей мере одно изготовленное формованием раздувом утолщение на внутренней стенке горловины сосуда и по меньшей мере одно гнездо в наружной стенке тела выпускной насадки, обеспечивается простой монтаж посредством вставления выпускной насадки. По меньшей мере одно утолщение на внутренней стенке горловины сосуда не создает препятствий для устройств, которые, например, при заполнении помещаются сверху над горловиной сосуда. Если горловина пластмассового сосуда имеет дополнительно к этому на своей наружной стенке резьбу, соответственно, сегменты резьбы, то ее можно использовать также без выпускной насадки и закрывать обычной вращаемой крышкой. Это повышает гибкость использования пластмассового сосуда.
Для предотвращения перекручивания выпускной насадки при приведении в действие винтовой крышки, по меньшей мере одно утолщение выступает относительно стенки горловины на 1,3-8 мм. Его длина по окружности стенки горловины составляет примерно 3-8 мм. Положение по меньшей мере одного утолщения можно выбирать произвольно. Однако по причинам технологии изготовления предпочтительно, когда по меньшей мере одно утолщение расположено в плоскости извлечения выдувной формы. За счет этого обеспечивается возможность очень простого извлечения из формы пластмассового сосуда после раздува, в частности, при расположенных на внутренней стенке горловины сосуда утолщениях.
По причинам симметрии и для предотвращения дополнительной ориентации сосуда и выпускной насадки предпочтительно, когда горловина сосуда имеет по существу осесимметричный окружной контур. Он выполнен предпочтительно круглым.
Для облегчения монтажа выпускной насадки на горловине сосуда по меньшей мере одно гнездо в теле выпускной насадки проходит до свободного конца тела. Дополнительно к этому, в гнезде может быть предусмотрен осевой предохранитель, который предотвращает стягивание выпускной насадки или допускает стягивание лишь за счет разрушения тела.
Для уменьшения затрат труда для ориентации выпускной насадки для монтажа, в другом варианте выполнения изобретения по меньшей мере одно гнездо заканчивается в центрирующей направляющей, которая расширяется при прохождении по окружности к свободному концу тела. В зависимости от осевой длины тела, входные скосы центрирующей направляющей позволяют допуски точности ориентации выпускной насадки относительно горловины сосуда, в частности, относительно расположения утолщений на горловине сосуда до ±30º.
В другом варианте выполнения изобретения по меньшей мере одно гнездо выполнено в виде кулисной направляющей по меньшей мере для одного утолщения. Кулисная направляющая проходит в окружном направлении и в угловом диапазоне от 45º до 90º. Этот основанный на принципе соединения с геометрическим замыканием выпускной насадки и горловины сосуда вариант выполнения изобретения предусмотрен, в частности, для выпускной насадки с альтернативным расположением выпускного отверстия (отверстий), соответственно, с альтернативно выполненными закрывающими приспособлениями. Например, выпускная насадка имеет снабженную выпускным отверстием закрывающую пластину, которая предназначена для совмещения с предусмотренным на горловине сосуда отверстием посредством вращения выпускной насадки относительно горловины сосуда.
В другом варианте выполнения пластмассового сосуда с выпускной насадкой предусмотрено, что по меньшей мере одно гнездо в теле выпускной насадки выполнено в виде кулисной направляющей по меньшей мере для одного утолщения, которая проходит по окружности в угловом диапазоне от 45° до 90°. При этом кулисная направляющая расположена так наклонно проходящей, что вращение выпускной насадки относительно горловины сосуда приводит к осевому сдвигу выпускной насадки из горловины сосуда или снова обратно. Возможность осевого сдвига выпускной насадки может облегчать процесс выливания. Однако она обеспечивает также возможности альтернативного расположения выпускного отверстия (отверстий). Например, выпускная насадка имеет по меньшей мере одно выпускное отверстие, которое расположено в боковой стенке тела и открыто лишь в выдвинутом положении выпускной насадки. При вдвинутой в горловину сосуда выпускной насадке выпускное отверстие закрыто.
На обоих концевых участках кулисной направляющей могут быть расположены фиксирующие выступы для утолщения. Фиксирующие выступы выступают в траекторию движения утолщения лишь настолько, что их можно преодолевать при относительно небольшой прикладываемой силе. Однако фиксирующие выступы обеспечивают предотвращения непреднамеренного изменения установленного относительного положения между утолщением и кулисной направляющей.
Пластмассовый сосуд с утолщением (утолщениями) на горловине сосуда можно изготавливать экструзионно-раздувным способом или способом выдувания с вытягиванием из отдельно выполненной заготовки. Однако предварительно изготовленные заготовки имеют в большинстве случаев уже полностью сформированный участок горловины с наружной резьбой, которая в последующем процессе выдувания больше не изменяется. Однако понятно, что также могут быть предварительно изготовлены заготовки без резьбы на участке горловины. В этом случае участки резьбы могут быть образованы в последующем процессе формования раздувом с помощью имеющих соответствующую форму сдвигаемых частей. При этом может быть выполнено также по меньшей мере одно утолщение на горловине сосуда. Однако предпочтительным является экструзионно-раздувной способ изготовления, который обеспечивает большие степени свободы относительно формирования участка горловины пластмассового сосуда. В частности, в экструзионно-раздувном способе формирование горловины сосуда происходит лишь в раздувной форме.
Выпускная насадка по меньшей мере с одним гнездом в ее теле целесообразно изготавливается с помощью более экономичного способа литья пластмассы под давлением.
Другие преимущества и признаки следуют из приведенного ниже описания приведенных в качестве примера вариантов выполнения изобретения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг. 1 - горловина сосуда с установленной выпускной насадкой, в изометрической проекции;
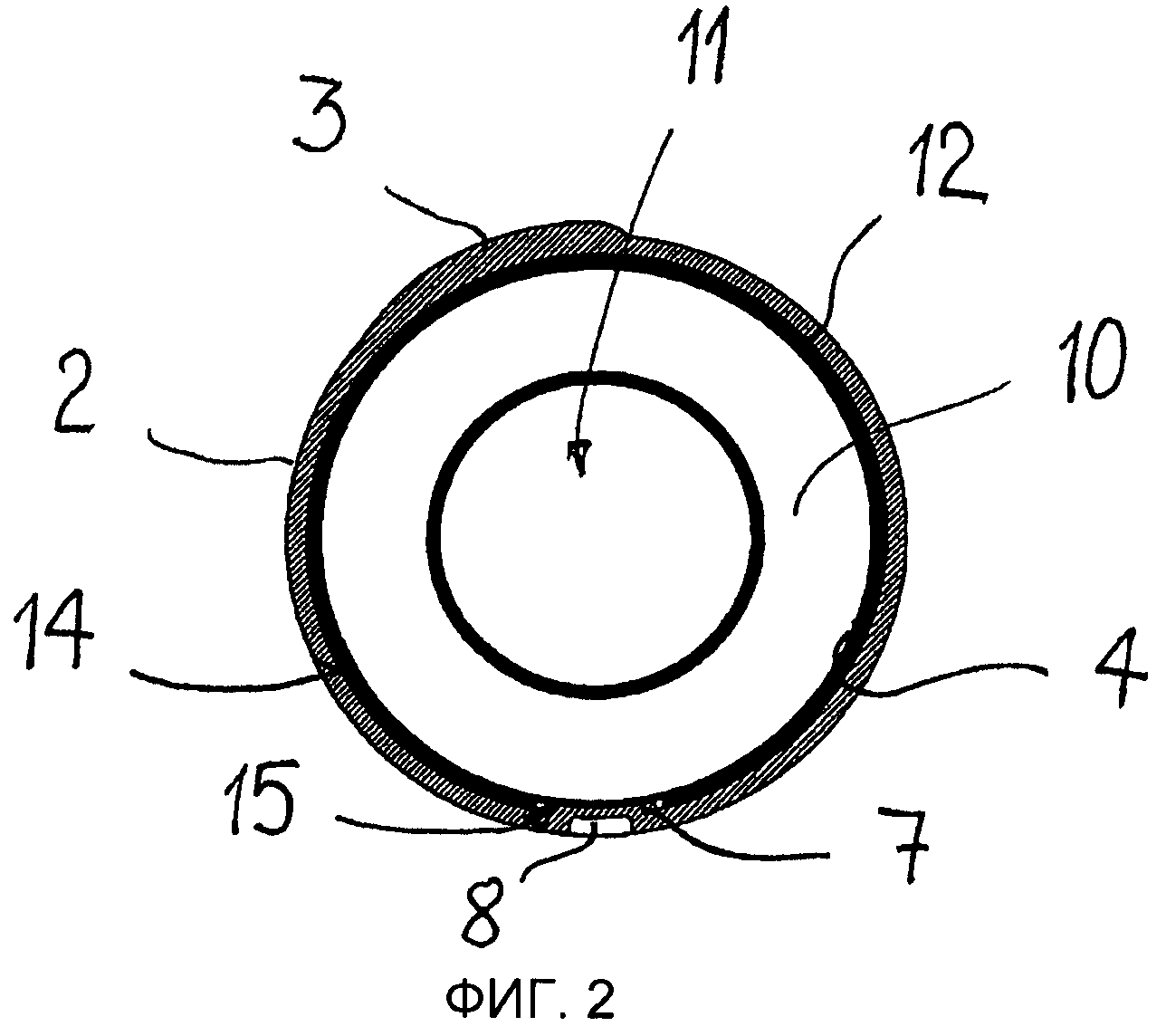
фиг. 2 - поперечный разрез горловины сосуда с установленной выпускной насадкой из фиг. 1;
фиг. 3 - горловина сосуда, согласно фиг. 1, на виде сверху;
фиг. 4 - горловина сосуда, на виде сбоку;
фиг. 5 - выпускная насадка, согласно фиг. 1, на виде сбоку;
фиг. 6 - частичный разрез второго варианта выполнения изобретения, в изометрической проекции;
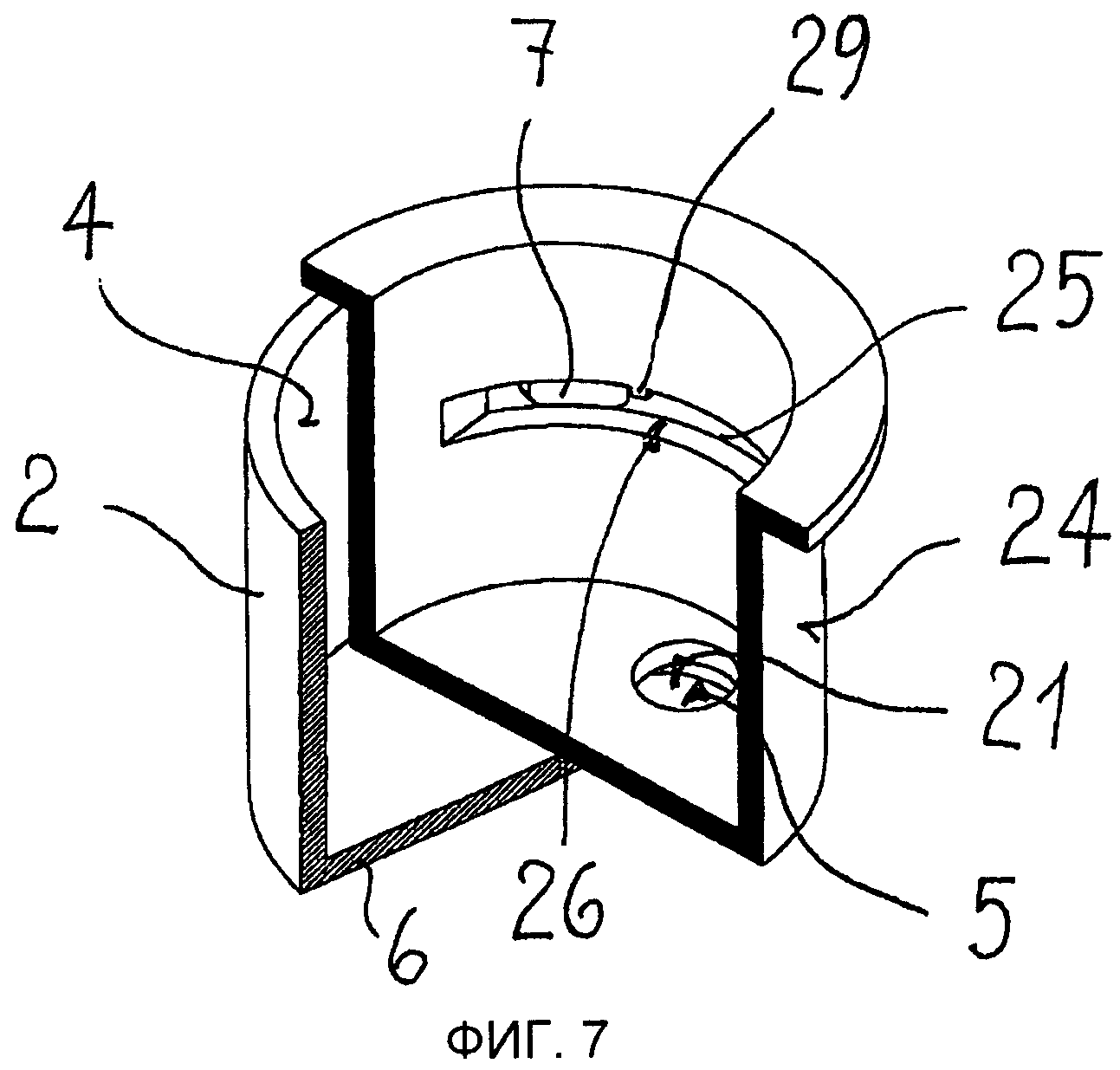
фиг. 7 - повернутая относительно фиг. 6 выпускная насадка, в изометрической проекции;
фиг. 8 - частичный разрез другого варианта выполнения изобретения, в изометрической проекции; и
фиг. 9 - повернутая и сдвинутая в осевом направлении относительно фиг. 6 выпускная насадка, в изометрической проекции.
На фиг. 1 показан в частичном разрезе участок горловины обозначенного в целом позицией 1 пластмассового сосуда, например, пластмассовой бутылки, с выпускной насадкой, которая обозначена позицией 10. Пластмассовый сосуд 1 изготовлен формованием раздувом, например, экструзионно-раздувным способом или способом выдувания с вытягиванием, и состоит из обычно используемых для этих способов пластмассовых материалов, таких как, например, РЕ, в частности, HDPE, PP, PET, PEN, PS, PLA, PA, а также сополимеров этих материалов и т.д. Он может быть выполнен однослойным или многослойным.
Пластмассовый сосуд 1 имеет горловину 2 сосуда, на наружной стенке которой сформирована наружная резьба 3. В случае изготовленного способом выдувания с вытягиванием пластмассового сосуда эта наружная резьба уже выполнена на изготовленной способом литья пластмассы под давлением заготовке и больше не изменяется в процессе формования раздувом. В экструзионно-раздувном способе горловина сосуда с наружной резьбой выполняется лишь в форме для раздувания на используемом участке экструдированного пластмассового рукава. Установленная в горловине 2 сосуда выпускная насадка имеет выпускное отверстие 11. При этом изображенная выпускная насадка 10 выполнена так, что вытекающая вниз на крае отверстия жидкость собирается и снова направляется внутрь пластмассового сосуда 1. Для этого выпускная насадка имеет тело 12 с цилиндрической боковой поверхностью, из дна которого выступает вверх выпускной патрубок, в котором предусмотрено собственно выпускное отверстие 11. Дно снабжено по меньшей мере одним отверстием (не изображено), через которое жидкость может снова стекать в пластмассовый сосуд. Цилиндрическая боковая поверхность тела 12 имеет окружной аналогичный фланцу буртик 13, с помощью которого оно опирается на край горловины 2 сосуда. В одном альтернативном варианте выполнения пластмассового сосуда в горловине сосуда может быть образован окружной кольцевой выступ, на который опирается тело выпускной насадки. Тело 12 выпускной насадки 10 имеет наружную стенку 14 с окружным контуром, который соответствует окружному контуру внутренней стенки 4 горловины 2 сосуда.
На фиг. 2 в разрезе показано, что внутренняя стенка 4 горловины 2 сосуда и наружная стенка 14 тела 12 выпускной насадки имеют соответствующее друг другу круглое поперечное сечение. Выпускное отверстие выпускной насадки 10 обозначено позицией 11. Из фиг. 2 следует, что установленная в горловине 2 сосуда выпускная насадка 10 зафиксирована с геометрическим замыканием против проворачивания. Для этого на внутренней стенке 4 горловины 2 сосуда образовано утолщение 7. Он взаимодействует с геометрическим замыканием с гнездом 15 в наружной стенке 14 тела 12 выпускной насадки 10. Утолщение 7 изготовлено способом раздувания в форме для раздувания. Его контур повторяет контур соответствующего выступа на форме для раздувания и задается процессом раздувания. При необходимости, во время способа формования раздувом осуществляется еще калибровка горловины сосуда. На наружной стороне горловины 2 сосуда имеется углубление 8, где пластмассовый материал прижимается к выступу формы для раздувания. Для упрощения извлечения из формы пластмассового сосуда после раздувания, утолщение 7 расположено в плоскости извлечения формы для раздувания. При этом плоскостью извлечения называется повернутая на 90° относительно разделительной плоскости формы для раздувания плоскость.
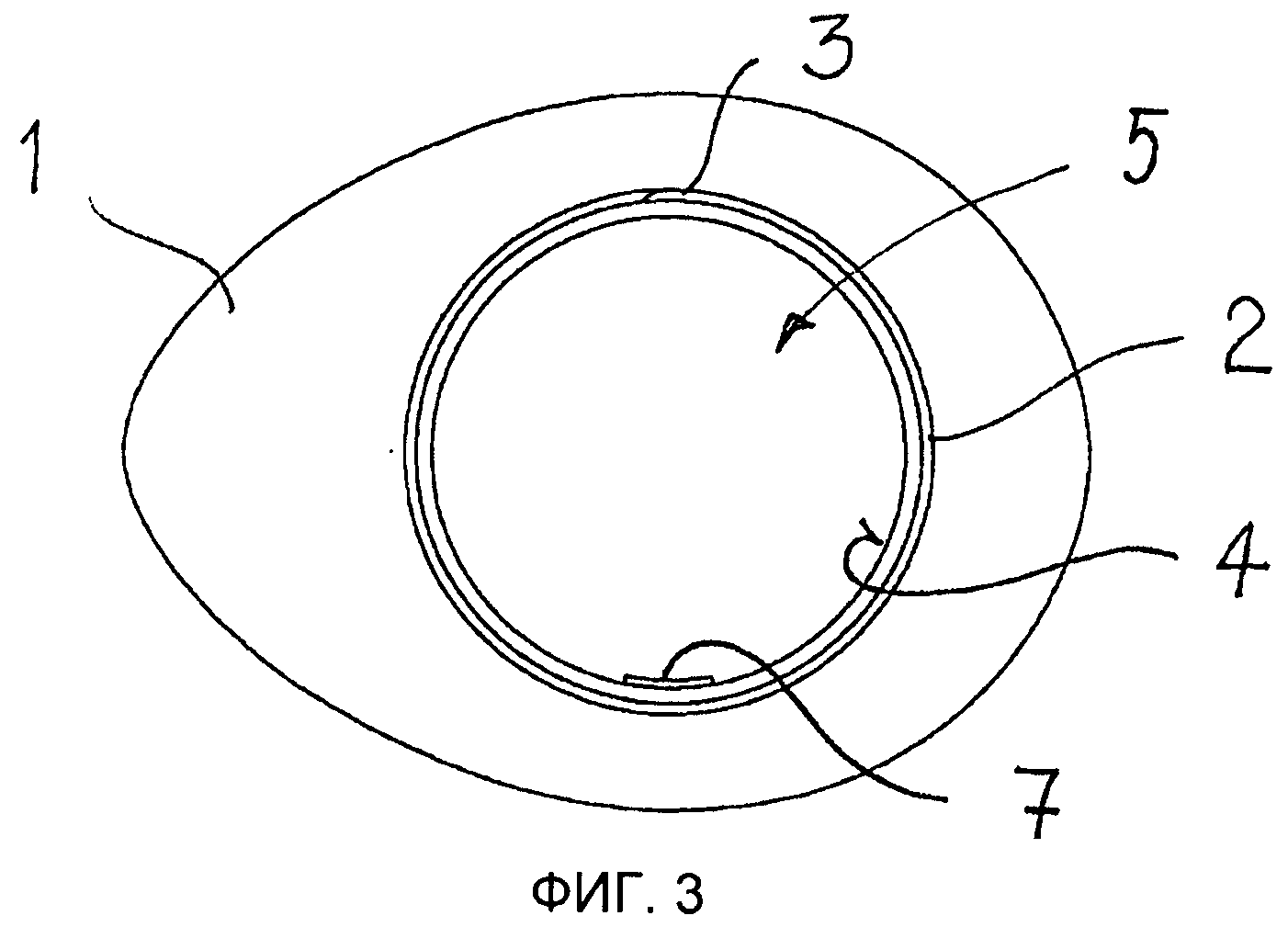
На фиг. 3 показан на виде сверху пластмассовый сосуд 1. Горловина сосуда обозначена позицией 2, наружная резьба - позицией 3. Четко показано выступающее из внутренней стенки 4 горловины 2 сосуда утолщение 7. Выступание утолщения 7 относительно внутренней стенки 4 составляет примерно 1,3-8 мм. Измеренная в окружном направлении длина утолщения 7 составляет, например, 3-8 мм. На фиг. 3 показано лишь единственное утолщение. Понятно, что может быть предусмотрено также несколько, например, два утолщения, которые сформированы диаметрально противоположно друг другу на внутренней стенке горловины сосуда. При этом в наружной стенке тела выпускной насадки предусмотрены два соответствующих гнезда. Может быть также предусмотрено больше утолщений, которые распределены асимметрично по внутренней стенке горловины сосуда. Это может быть предпочтительным для точного по положению монтажа выпускной насадки.
В показанном на фиг. 4 на виде сбоку пластмассовом сосуде 1 позицией 8 обозначено получаемое за счет формы для раздувания углубление на наружной стороне горловины 2 сосуда. Оно находится, например, под витками резьбы 3. Однако углубление может быть также расположено между витками резьбы.
На фиг. 5 показана на виде сбоку выпускная насадка 10 из фиг. 1. Тело выпускной насадки 10 обозначено позицией 12. Оно имеет цилиндрическую боковую поверхность, из дна которой выступает выпускной патрубок, в котором предусмотрено выпускное отверстие 11. Дно проходит наклонно и снабжено по меньшей мере одним отверстием (не изображено), через которое может стекать жидкость. Цилиндрическая боковая поверхность тела 12 имеет окружной аналогичный фланцу буртик 13, с помощью которого оно опирается на край горловины сосуда. В наружной стенке 14 тела 12 выполнено в виде выемки гнездо 15. В показанном примере выполнения выпускной насадки 10 гнездо 15 проходит в противоположном буртику 13 направлении и входит в центрирующую направляющую 17 с входными скосами 18. Центрирующая направляющая 17 с входными скосами 18 облегчает точный по положению монтаж выпускной насадки 10 в горловине сосуда. В зависимости от осевой длины тела 12, входные скосы 18 центрирующей направляющей 17 делают возможными допуски точности ориентации выпускной насадки 10 относительно горловины сосуда, в частности, относительно расположения утолщения (утолщений) на горловине сосуда до ±30º.
На фиг. 6 и 7 схематично показан второй вариант выполнения изобретения в двух положениях. Горловина сосуда снова обозначена позицией 2. Выпускная насадка обозначена позицией 20. Она имеет стаканообразное тело 22, в дне которого предусмотрено выпускное отверстие 21. В обращенной к внутренней стенке 4 горловины 2 сосуда стенке 24 тела 22 выполнено в виде прорези гнездо 25 для приема с геометрическим замыканием выступающего из внутренней стенки 4 горловины 2 сосуда утолщения 7. Гнездо 25 выполнено в виде кулисной направляющей 26 и проходит в окружном направлении в угловом диапазоне примерно 45-90°. В горловине 2 сосуда образовано выполненное в виде пластины дно 6 горловины, которое имеет отверстие 5. За счет вращения выпускной насадки 20 относительно горловины 2 сосуда вызывается перекрытие друг с другом выпускного отверстия 21 в выпускной насадке 20 и отверстия 5 в дне 6 горловины, и за счет этого открывается пластмассовый сосуд (см. фиг. 7). За счет вращения в обратную сторону выпускной насадки 20 в исходное положение (см. фиг. 6), пластмассовый сосуд снова закрывается. На обоих концевых участках кулисной направляющей 26 выступают фиксирующие выступы 29 для утолщения 7. Фиксирующие выступы 29 выступают как раз настолько в траекторию движения утолщения 7, что они могут быть преодолены с приложением относительно небольшой силы. Однако фиксирующие выступы 29 обеспечивают предотвращение непреднамеренного изменения относительного положения между утолщением 7 и кулисной направляющей 26.
На фиг. 8 и 9 схематично показан другой пример выполнения изобретения в двух положениях. Горловина сосуда снова обозначена позицией 2. Выпускная насадка обозначена позицией 30. Она имеет стаканообразное тело 32, в дне которого предусмотрено выпускное отверстие 31. В обращенной к внутренней стенке 4 горловины 2 сосуда стенке 34 тела 32 выполнено в виде прорези гнездо 35 для приема с геометрическим замыканием выступающего из внутренней стенки 4 горловины 2 сосуда утолщения 7. Гнездо 35 выполнено в виде кулисной направляющей 36 и проходит в окружном направлении в угловом диапазоне примерно 45-90°. Кулисная направляющая 36 выполнена так наклонно проходящей в стенке 34 тела 32, что вращение выпускной насадки 30 относительно горловины 2 сосуда вызывает осевой сдвиг выпускной насадки 30 из горловины 2 сосуда или снова обратно в горловину. При этом освобождается предусмотренное в стенке 34 тела 32 выпускное отверстие 31 или снова закрывается. На обоих концевых участках кулисной направляющей 36 выступают фиксирующие выступы 39 для утолщения 7. Фиксирующие выступы 39 выступают как раз настолько в траекторию движения утолщения 7, что они могут быть преодолены с приложением относительно небольшой силы. Однако фиксирующие выступы 39 обеспечивают предотвращение непреднамеренного изменения относительного положения между утолщением 7 и кулисной направляющей 36.
Для лучшей наглядности на фиг. 6-9 не показаны витки резьбы на горловине сосуда. Однако в качестве альтернативы вращаемой крышке может быть также предусмотрена защелкивающаяся крышка, которая предназначена для установки на выполненном в виде стакана теле соответствующей выпускной насадки.
За счет соединения с геометрическим замыканием выпускной насадки на горловине сосуда устраняются указанные в начале недостатки пластмассовых сосудов, согласно уровню техники. Соединение с геометрическим замыканием выпускной насадки создает также предпосылки для альтернативных вариантов выполнения выпускных насадок и крышек. Выполненное на горловине сосуда утолщение можно изготавливать способом формования раздувом. В частности, экструзионно-раздувной способ нуждается для изготовления пластмассовых сосудов с одним или несколькими расположенными в стенке горловины утолщениями лишь в небольших модификациях, которые могут быть выполнены также в существующих формах без больших затрат труда. При расположении утолщения (утолщений) на внутренней стенке горловины сосуда, не страдает внешний вид пластмассового сосуда. Его можно использовать с установленной выпускной насадкой или без нее. В зависимости от выполнения выпускной насадки за счет соединения с геометрическим замыканием может быть повышена точность позиционирования. Выпускную насадку необходимо лишь снабдить соответствующими гнездами и предпочтительно изготавливать с помощью экономичного способа литья пластмассы под давлением.
Реферат
Предлагается пластмассовый сосуд (1) с выпускной насадкой (10), которая предназначена для установки на горловине (2) сосуда и имеет одно или несколько закрываемых выпускных отверстий (11). Внутренняя стенка (4) горловины (2) сосуда имеет по меньшей мере одно выступающее из внутренней стенки (4) утолщение (7), которое образовано формованием раздувом. Формование выдувом может быть экструзией с раздувом или выдуванием с вытягиванием. Выпускная насадка (10) имеет предназначенное для соединения с горловиной (2) сосуда тело (12), которое выполнено в соответствии с окружным контуром горловины (2) сосуда. В обращенной к снабженной по меньшей мере одним утолщением (7) внутренней стенке (4) наружной стенке (14) тела (12) образовано соответствующее количество гнезд (15) для утолщений (7). 24 з.п. ф-лы, 9 ил.
Комментарии